


Enhancing the Lap Shear Performance of Resistance-Welded GF/PP Thermoplastic Composite by Modifying Metal Heating Elements with Silane Coupling Agent
 ,
, 
Abstract
1. Introduction
2. Materials and Methods
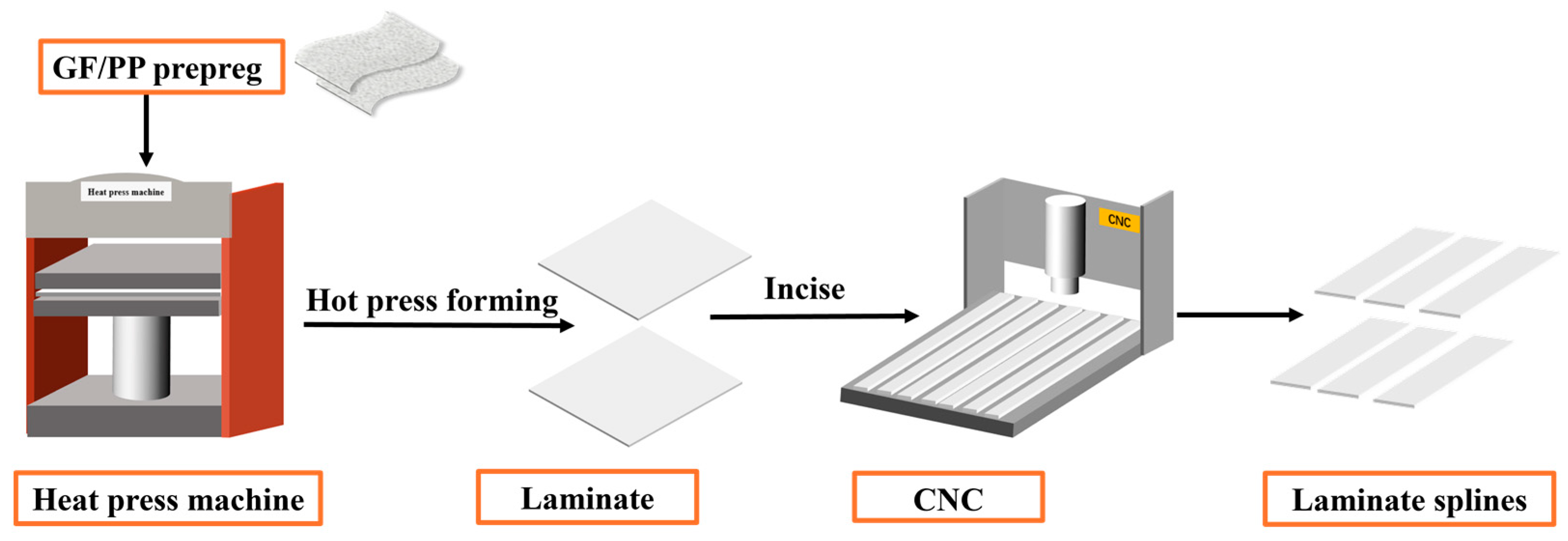
2.1. Materials and Experimental Setup
2.2. Design of Experiment: Taguchi Method
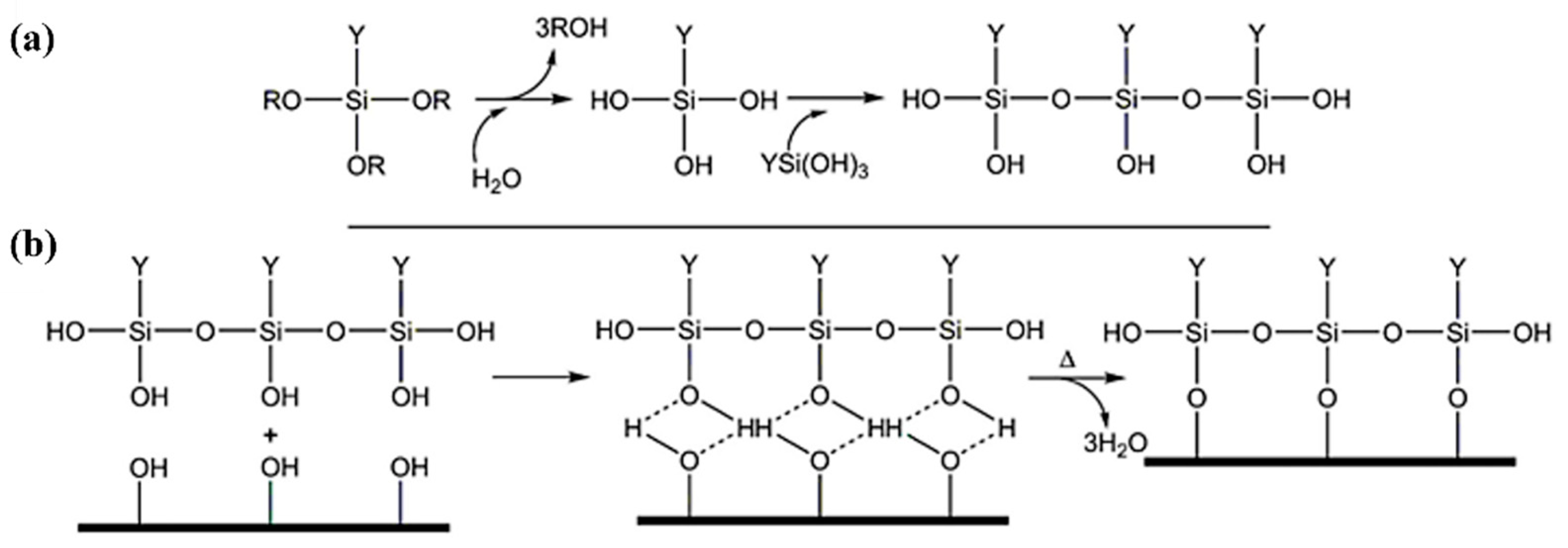
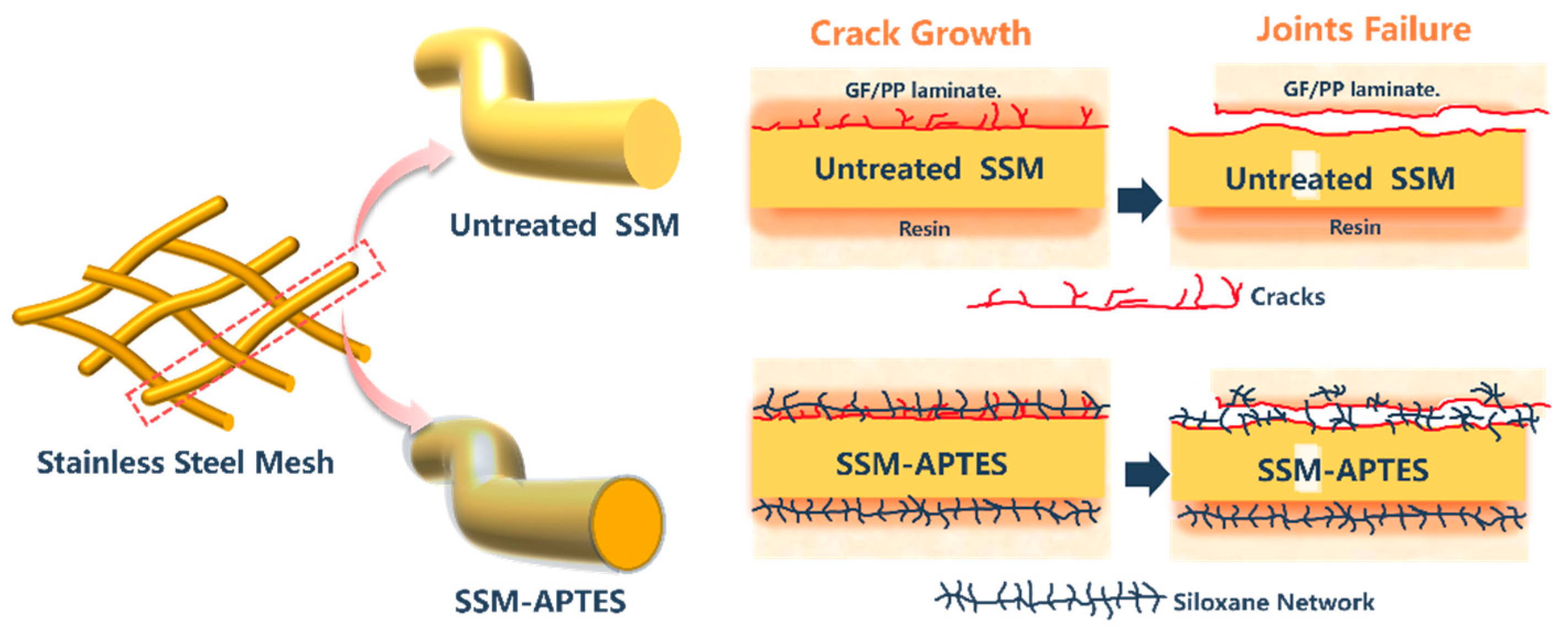
2.3. SSM Surface Treatment
2.4. Resistance-Welding Joint
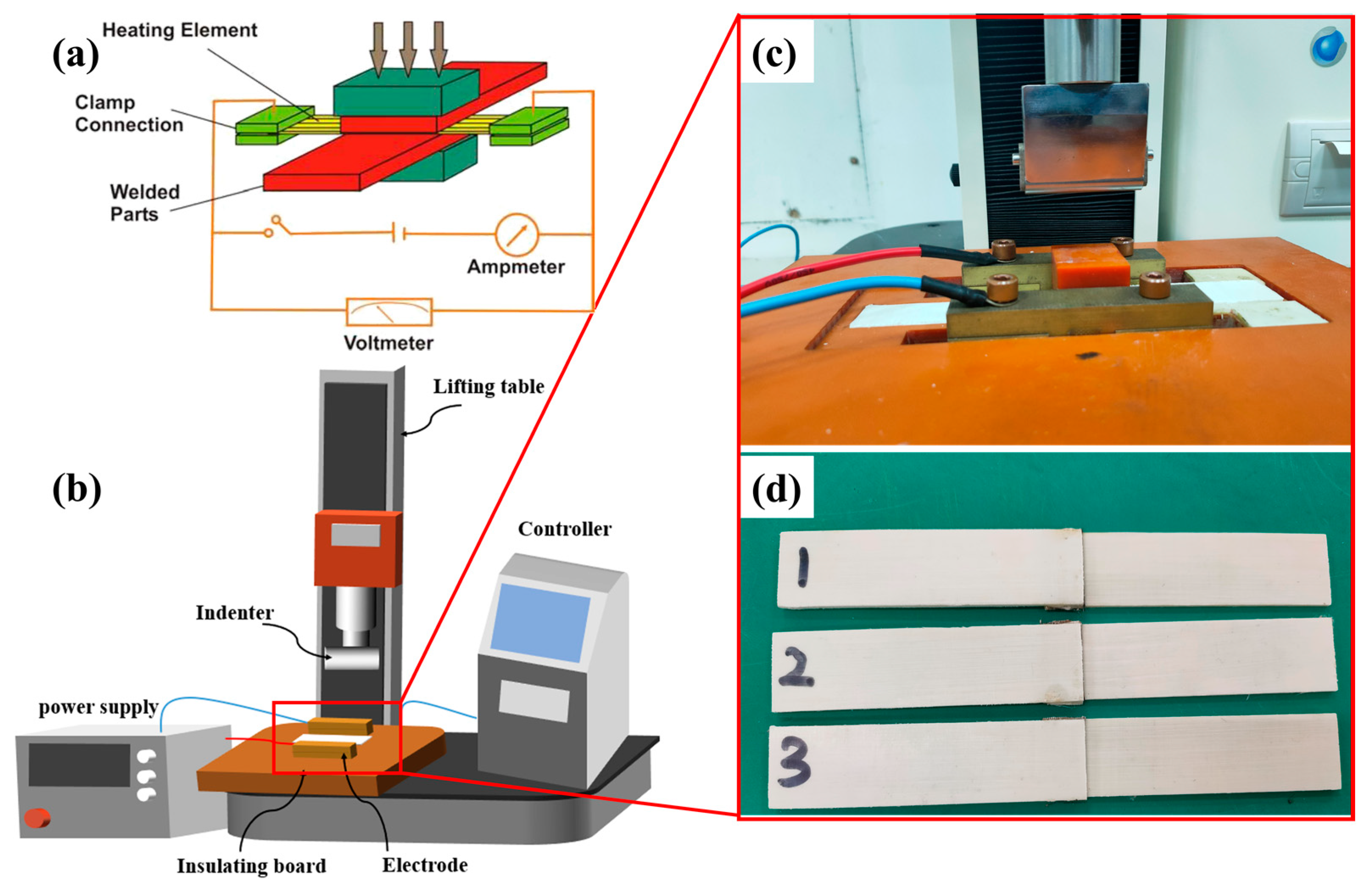
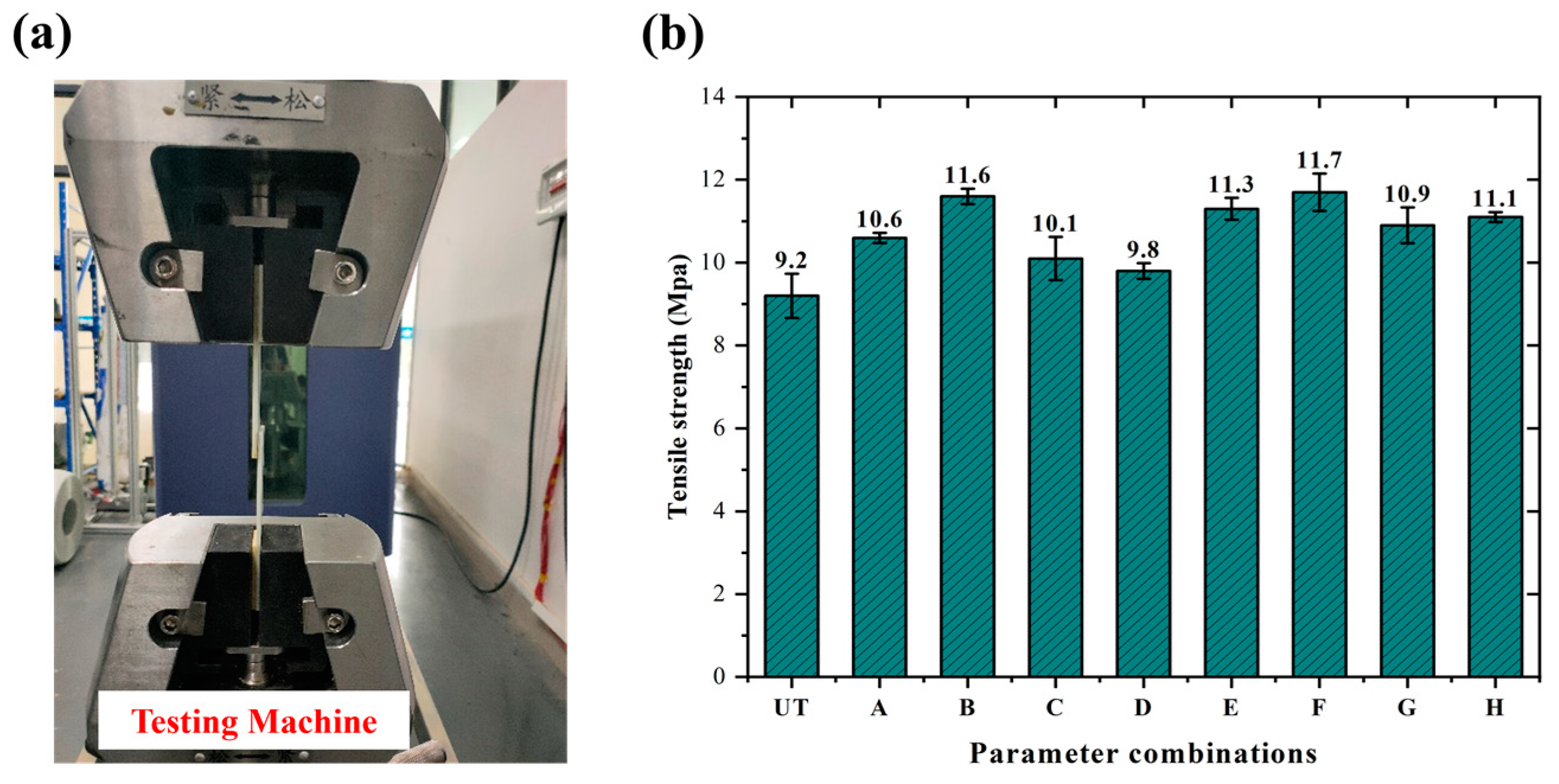
2.5. Resistance-Welding Joint LSS Test
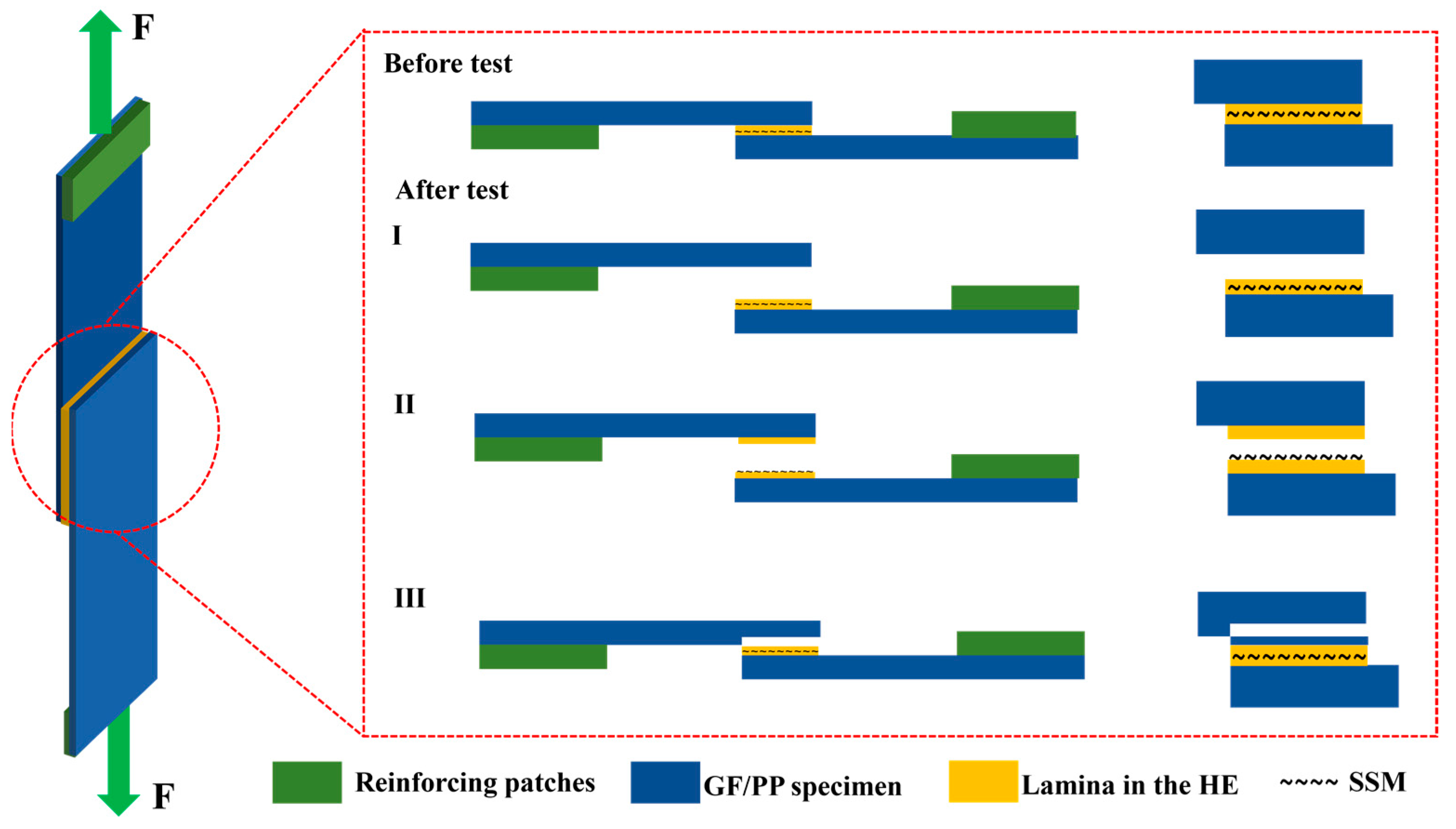
2.6. The Characterization of Failure Modes
3. Results and Discussion
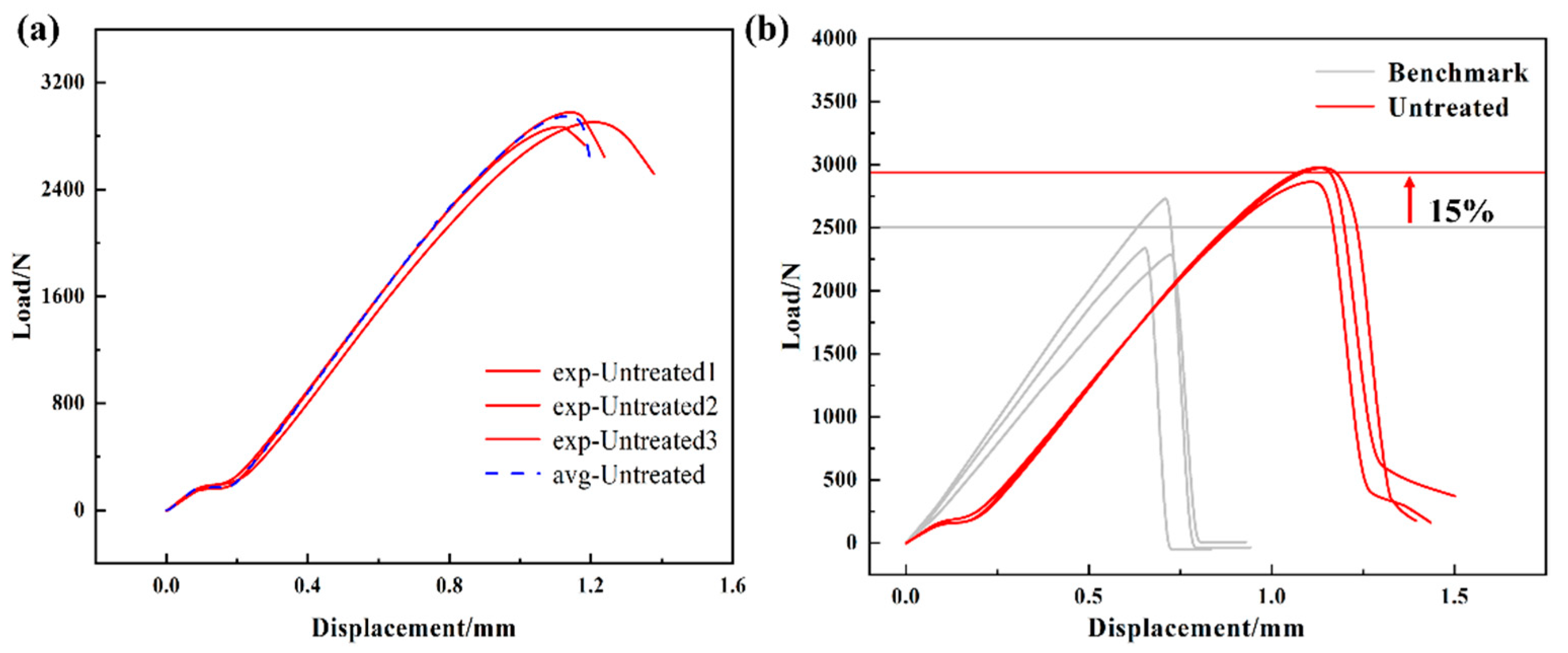
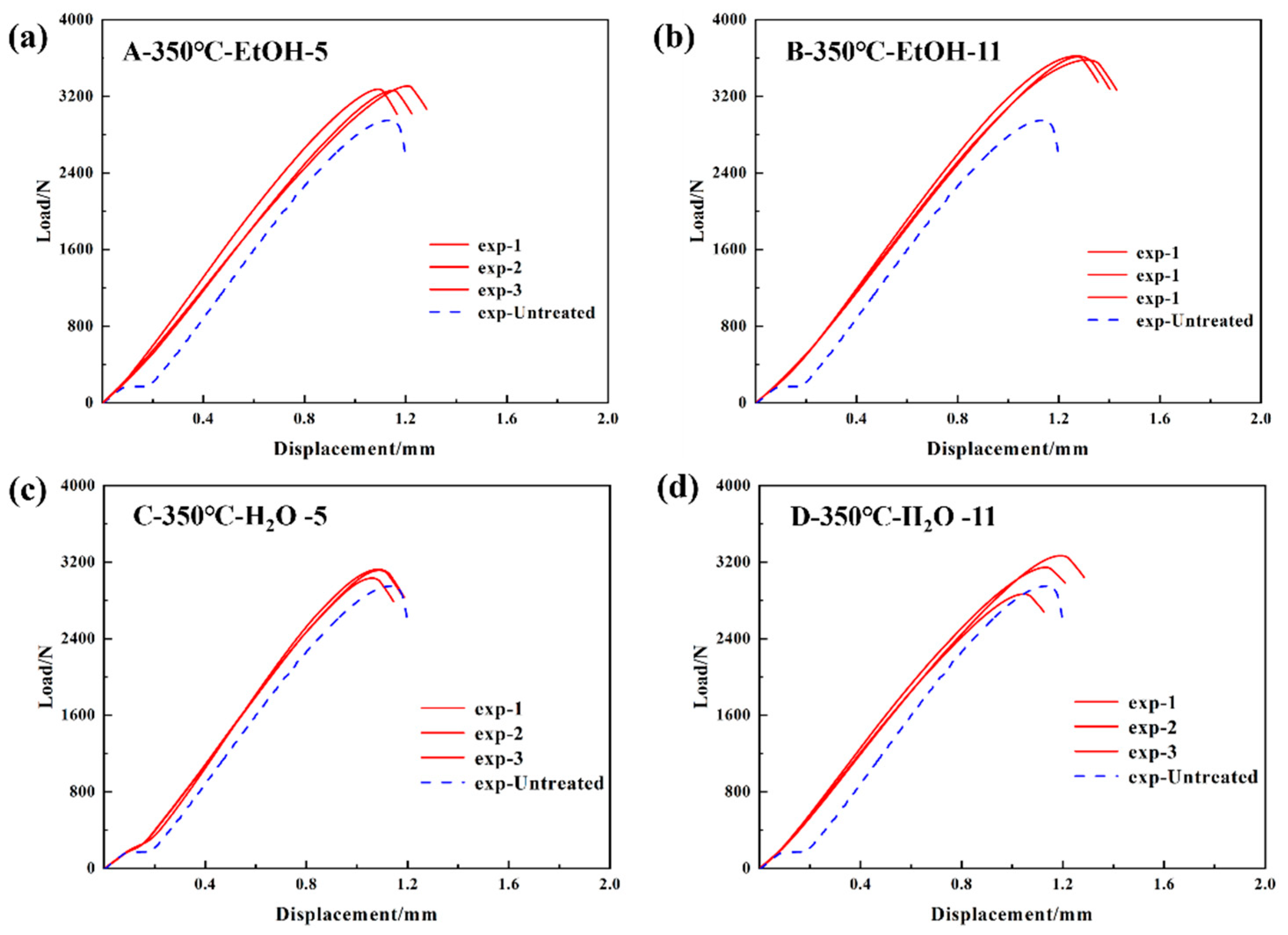
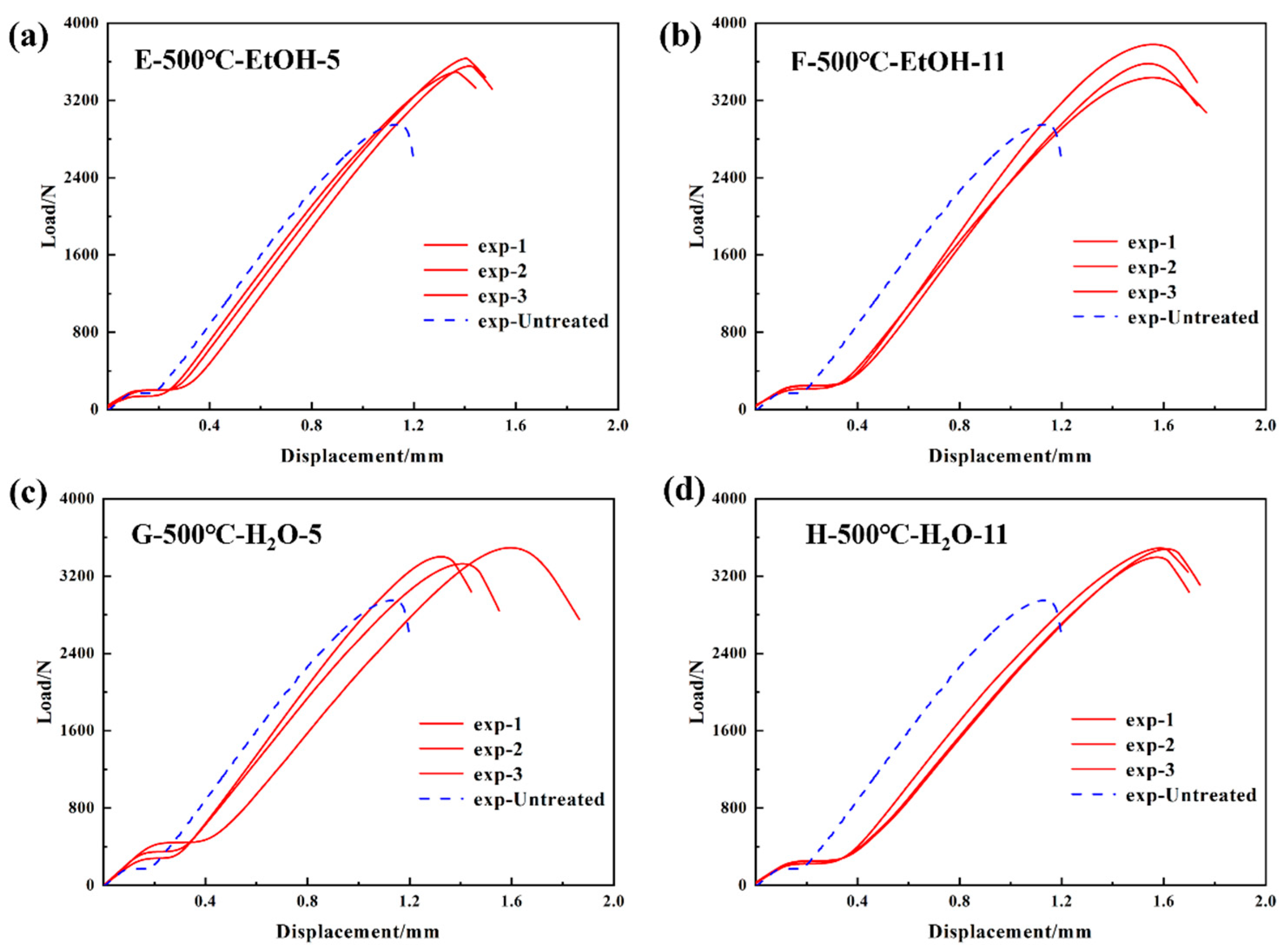
3.1. Tensile Properties
3.2. Failure Modenb
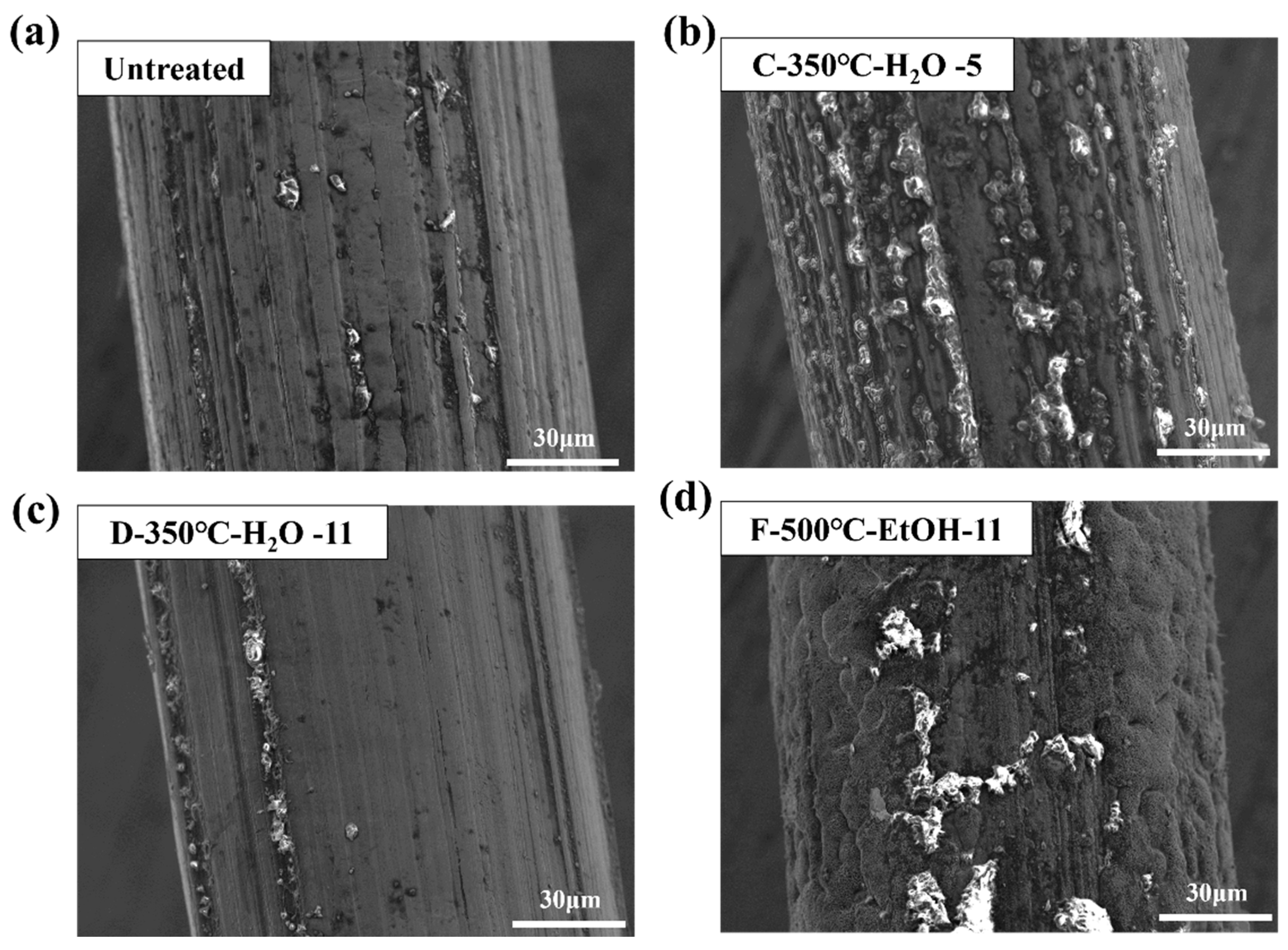
3.2.1. Micro-Interfacial Performance
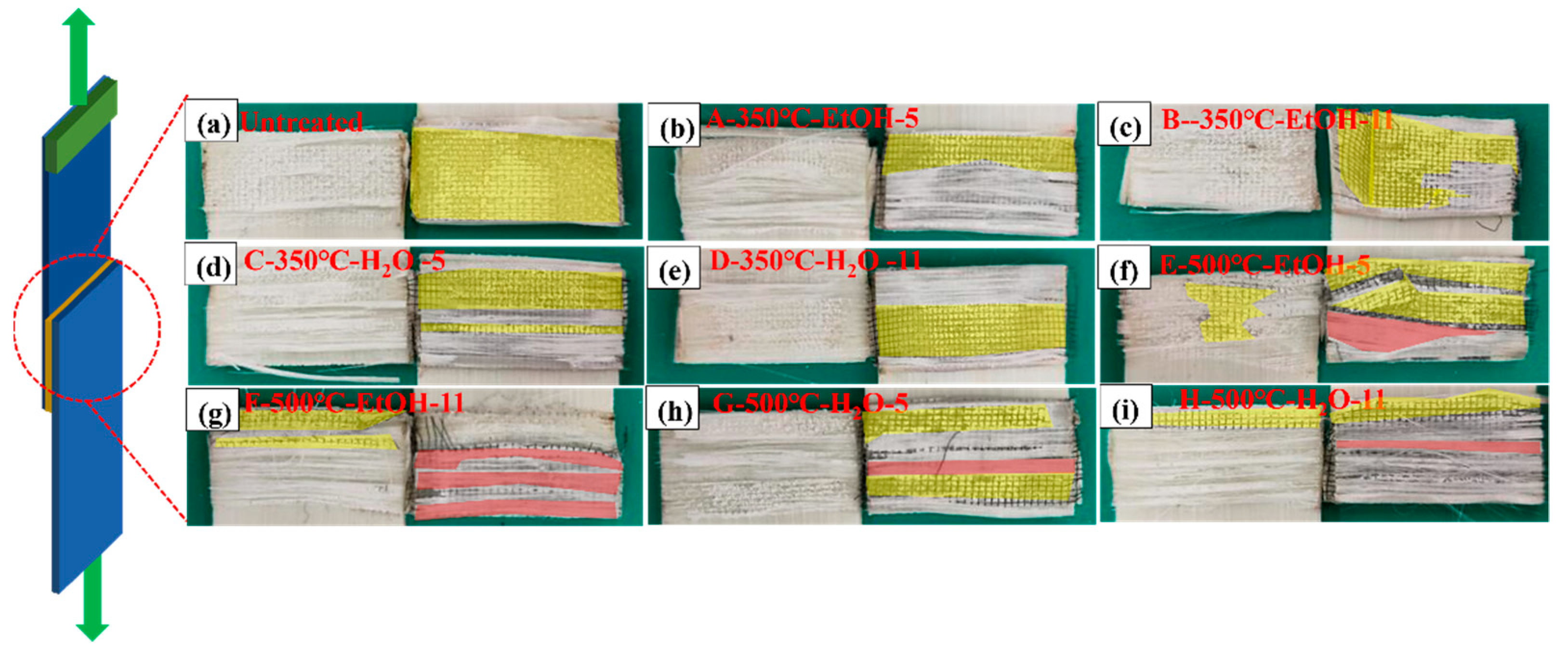
3.2.2. Fracture Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Du, B.; Li, Q.; Zheng, C.; Wang, S.; Gao, C.; Chen, L. Application of Lightweight Structure in Automobile Bumper Beam: A Review. Materials 2023, 16, 967. [Google Scholar] [CrossRef] [PubMed]
- Chandgude, S.; Salunkhe, S. In state of art: Mechanical behavior of natural fiber-based hybrid polymeric composites for application of automobile components. Polym. Compos. 2021, 42, 2678–2703. [Google Scholar] [CrossRef]
- Kossakowski, P.G.; Wciślik, W. Fiber-reinforced polymer composites in the construction of bridges: Opportunities, problems and challenges. Fibers 2022, 10, 37. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.; Behera, A.; Menezes, P.L. Role of composite materials in automotive sector: Potential applications. Adv. Engine Tribol. 2022, 193–217. [Google Scholar] [CrossRef]
- Du, B.; Li, Z.; Bai, H.; Li, Q.; Zheng, C.; Liu, J.; Qiu, F.; Fan, Z.; Hu, H.; Chen, L. Mechanical Property of Long Glass Fiber Reinforced Polypropylene Composite: From Material to Car Seat Frame and Bumper Beam. Polymers 2022, 14, 1814. [Google Scholar] [CrossRef]
- Murray, R.E.; Plumer, A.; Beach, R.; Broome, P. Validation of a lightning protection system for a fusion-welded thermoplastic composite wind turbine blade tip. Wind Eng. 2021, 46, 260–272. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Sabatakakis, K.; Papacharalampopoulos, A.; Mourtzis, D. Infrared (IR) quality assessment of robotized resistance spot welding based on machine learning. Int. J. Adv. Manuf. Technol. 2022, 119, 1785–1806. [Google Scholar] [CrossRef]
- Pearce, G.M.; Johnson, A.F.; Thomson, R.S.; Kelly, D.W. Experimental Investigation of Dynamically Loaded Bolted Joints in Carbon Fibre Composite Structures. Appl. Compos. Mater. 2009, 17, 271–291. [Google Scholar] [CrossRef]
- Giorgini, L.; Benelli, T.; Brancolini, G.; Mazzocchetti, L. Recycling of carbon fiber reinforced composite waste to close their life cycle in a cradle-to-cradle approach. Curr. Opin. Green Sustain. Chem. 2020, 26, 100368. [Google Scholar] [CrossRef]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resour. Conserv. Recycl. 2021, 166, 105340. [Google Scholar] [CrossRef]
- Gagliardi, F.; Conte, R.; Ambrogio, G. Research strengths and future perspectives on fiber reclamation of reinforced polymers. J. Compos. Mater. 2021, 55, 4079–4095. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite material recycling technology—State-of-the-art and sustainable development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Jin, S.; Chen, L.; Zhu, S.; Du, B.; Liu, T.; Hou, X. Joint Performance of a Continuous Glass Fiber/Polypropylene Composite. Polymers 2023, 15, 3942. [Google Scholar] [CrossRef] [PubMed]
- Schmid Fuertes, T.A.; Kruse, T.; Körwien, T.; Geistbeck, M.J.C.I. Bonding of CFRP primary aerospace structures–discussion of the certification boundary conditions and related technology fields addressing the needs for development. Compos. Interfaces 2015, 22, 795–808. [Google Scholar] [CrossRef]
- Brassard, D.; Dubé, M.; Tavares, J.R. Resistance welding of thermoplastic composites with a nanocomposite heating element. Compos. Part B Eng. 2019, 165, 779–784. [Google Scholar] [CrossRef]
- Hall, Z.; Liu, J.; Brooks, R.; Liu, H.; Crocker, J.; Joesbury, A.; Harper, L.; Blackman, B.; Kinloch, A.; Dear, J. The effectiveness of patch repairs to restore the impact properties of carbon-fibre reinforced-plastic composites. Eng. Fract. Mech. 2022, 270, 108570. [Google Scholar] [CrossRef]
- Ji, X.-l.; Zhou, W.; Sun, H.; Liu, J.; Ma, L.-h. Damage evolution behavior of bi-adhesive repaired composites under bending load by acoustic emission and micro-CT. Compos. Struct. 2022, 279, 114742. [Google Scholar] [CrossRef]
- Koutras, N.; Villegas, I.F.; Benedictus, R. Influence of temperature on the strength of resistance welded glass fibre reinforced PPS joints. Compos. Part A Appl. Sci. Manuf. 2018, 105, 57–67. [Google Scholar] [CrossRef]
- Bing, D.; Liming, C.; Houchang, L.; Qinghao, H.; Weiming, Q.; Weiguo, L. Resistance welding of glass fiber reinforced thermoplastic composite: Experimental investigation and process parameter optimization. Chin. J. Aeronaut. 2020, 33, 3469–3478. [Google Scholar] [CrossRef]
- Dubé, M.; Hubert, P.; Gallet, J.N.; Stavrov, D.; Bersee, H.E.; Yousefpour, A. Metal mesh heating element size effect in resistance welding of thermoplastic composites. J. Compos. Mater. 2012, 46, 911–919. [Google Scholar] [CrossRef]
- Zou, H.; Chen, Y.; Zhang, X.; Ning, C.; Pan, R.; Yang, Y.; Zhang, J.; Du, B. Enhancing the mechanical properties of fiber metal laminate by surface treatment. Polym. Compos. 2023, 44, 2080–2092. [Google Scholar] [CrossRef]
- Su, Y.; de Rooij, M.; Grouve, W.; Akkerman, R. The effect of titanium surface treatment on the interfacial strength of titanium–Thermoplastic composite joints. Int. J. Adhes. Adhes. 2017, 72, 98–108. [Google Scholar] [CrossRef]
- Goushegir, S.M.; dos Santos, J.F.; Amancio-Filho, S. Influence of aluminum surface pre-treatments on the bonding mechanisms and mechanical performance of metal-composite single-lap joints. Weld. World 2017, 61, 1099–1115. [Google Scholar] [CrossRef]
- Li, X.; Sun, M.; Song, J.; Zhang, T.; Zhao, Y.; Wang, K. Enhanced adhesion between PEEK and stainless-steel mesh in resistance welding of CF/PEEK composites by various surface treatments. High Perform. Polym. 2021, 33, 892–904. [Google Scholar] [CrossRef]
- Rohart, V.; Lebel, L.L.; Dubé, M. Improved adhesion between stainless steel heating element and PPS polymer in resistance welding of thermoplastic composites. Compos. Part B Eng. 2020, 188, 107876. [Google Scholar] [CrossRef]
- Ghosh, A.K.; Bertels, E.; Goderis, B.; Smet, M.; Van Hemelrijck, D.; Van Mele, B. Optimisation of wet chemical silane deposition to improve the interfacial strength of stainless steel/epoxy. Appl. Surf. Sci. 2015, 324, 134–142. [Google Scholar] [CrossRef]
- Xin, F.; Li, L. The role of a silane coupling agent in carbon nanotube/polypropylene composites. J. Compos. Mater. 2012, 46, 3267–3275. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.A.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Foerster, A.; Hołowacz, I.; Sunil Kumar, G.; Anandakumar, S.; Wall, J.; Wawrzyńska, M.; Paprocka, M.; Kantor, A.; Kraskiewicz, H.; Olsztyńska-Janus, S. Stainless steel surface functionalization for immobilization of antibody fragments for cardiovascular applications. J. Biomed. Mater. Res. Part A 2016, 104, 821–832. [Google Scholar] [CrossRef] [PubMed]
- Golaz, B.; Michaud, V.; Månson, J.-A. Adhesion of thermoplastic polyurethane elastomer to galvanized steel. Int. J. Adhes. Adhes. 2011, 31, 805–815. [Google Scholar] [CrossRef]
- ASTM D5868-01; Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic (FRP) Bonding. ASTM International: West Conshohocken, PA, USA, 2023.
- Hermas, A.; Morad, M. A comparative study on the corrosion behaviour of 304 austenitic stainless steel in sulfamic and sulfuric acid solutions. Corros. Sci. 2008, 50, 2710–2717. [Google Scholar] [CrossRef]
- Hoikkanen, M.; Honkanen, M.; Vippola, M.; Lepistö, T.; Vuorinen, J. Effect of silane treatment parameters on the silane layer formation and bonding to thermoplastic urethane. Prog. Org. Coat. 2011, 72, 716–723. [Google Scholar] [CrossRef]
- Honkanen, M.; Vippola, M.; Lepistö, T. Characterisation of stainless steel surfaces–modified in air at 350 °C. Surf. Eng. 2011, 27, 325–331. [Google Scholar] [CrossRef]
- Stavrov, D.; Bersee, H. Resistance welding of thermoplastic composites—An overview. Compos. Part A Appl. Sci. Manuf. 2005, 36, 39–54. [Google Scholar] [CrossRef]
- Stavrov, D.; Bersee, H.E. Thermal aspects in resistance welding of thermoplastic composites. In Proceedings of the ASME Summer Heat Transfer Conference, Las Vegas, NV, USA, 21–23 July 2003; pp. 151–156. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Level − 1 | Level + 1 |
|---|---|---|
| Temperature (Tox) | 350 °C | 500 °C |
| pH | 5 | 11 |
| Solvent | EtOH | H2O |
| Source of Variation | SS | df | MS | F | p-Value |
|---|---|---|---|---|---|
| Temperature | 685,956.7 | 1 | 685,956.7 | 215.476 | 0.00000163 |
| Solvent | 352.5006 | 1 | 352.5006 | 575.931 | 0.00000006 |
| pH | 33.35063 | 1 | 33.35063 | 6.920371 | 0.03388012 |
| Parameters | Tox | Solvent | pH |
|---|---|---|---|
| A | 350 | EtOH | 5 |
| B | 350 | EtOH | 11 |
| C | 350 | H2O | 5 |
| D | 350 | H2O | 11 |
| E | 500 | EtOH | 5 |
| F | 500 | EtOH | 11 |
| G | 500 | H2O | 5 |
| H | 500 | H2O | 11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Long, W.; Zhou, X.; Du, B.; Cheng, X.; Su, G.; Chen, L. Enhancing the Lap Shear Performance of Resistance-Welded GF/PP Thermoplastic Composite by Modifying Metal Heating Elements with Silane Coupling Agent. Materials 2024, 17, 4944. https://doi.org/10.3390/ma17204944
Long W, Zhou X, Du B, Cheng X, Su G, Chen L. Enhancing the Lap Shear Performance of Resistance-Welded GF/PP Thermoplastic Composite by Modifying Metal Heating Elements with Silane Coupling Agent. Materials. 2024; 17(20):4944. https://doi.org/10.3390/ma17204944
Chicago/Turabian StyleLong, Wanling, Xinyu Zhou, Bing Du, Xiangrong Cheng, Guiyang Su, and Liming Chen. 2024. "Enhancing the Lap Shear Performance of Resistance-Welded GF/PP Thermoplastic Composite by Modifying Metal Heating Elements with Silane Coupling Agent" Materials 17, no. 20: 4944. https://doi.org/10.3390/ma17204944
APA StyleLong, W., Zhou, X., Du, B., Cheng, X., Su, G., & Chen, L. (2024). Enhancing the Lap Shear Performance of Resistance-Welded GF/PP Thermoplastic Composite by Modifying Metal Heating Elements with Silane Coupling Agent. Materials, 17(20), 4944. https://doi.org/10.3390/ma17204944