
Optimization of Proportions of Alkali-Activated Slag–Fly Ash-Based Cemented Tailings Backfill and Its Strength Characteristics and Microstructure under Combined Action of Dry–Wet and Freeze–Thaw Cycles

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Solid Waste Raw Materials
2.1.2. Alkali Activator
2.1.3. Sulfate Activator
2.2. Specimen Preparation
2.3. Design of Experiment
2.3.1. Design of Single-Factor Experiments
2.3.2. Design of Experiments Using Response Surface Methodology
2.3.3. Design of Dry–Wet and Freeze–Thaw Cycle Experiments
2.4. Test Methods
2.4.1. Compressive Strength and Fluidity Tests
2.4.2. Microscopic Tests
3. Results and Discussion
3.1. Results of Single-Factor Experiments
3.1.1. Fly Ash Dosage
3.1.2. Alkali Equivalent
3.1.3. Sodium Silicate Modulus
3.2. Results of Response Surface Methodology
3.2.1. Experimental Results and Model Analysis
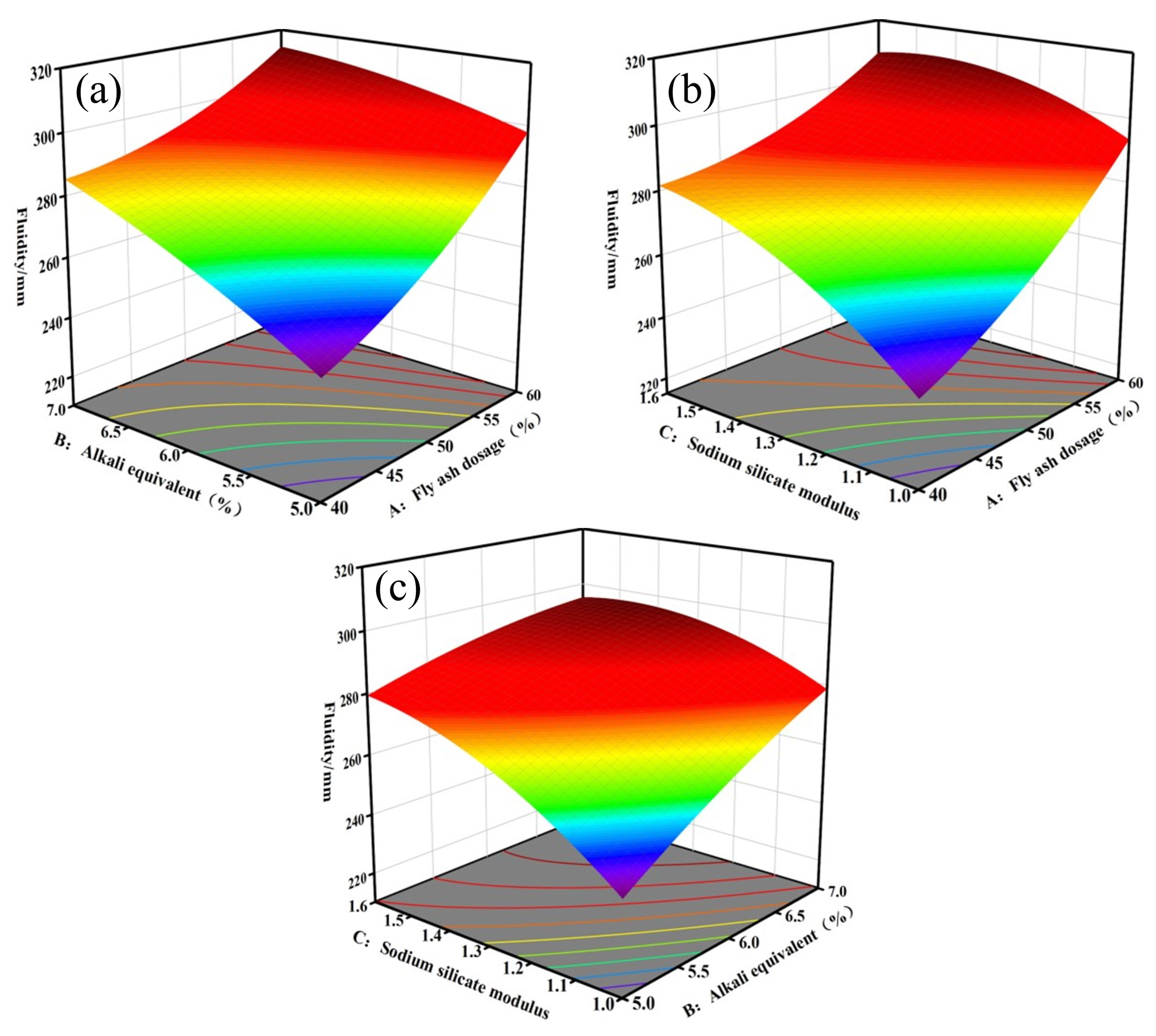
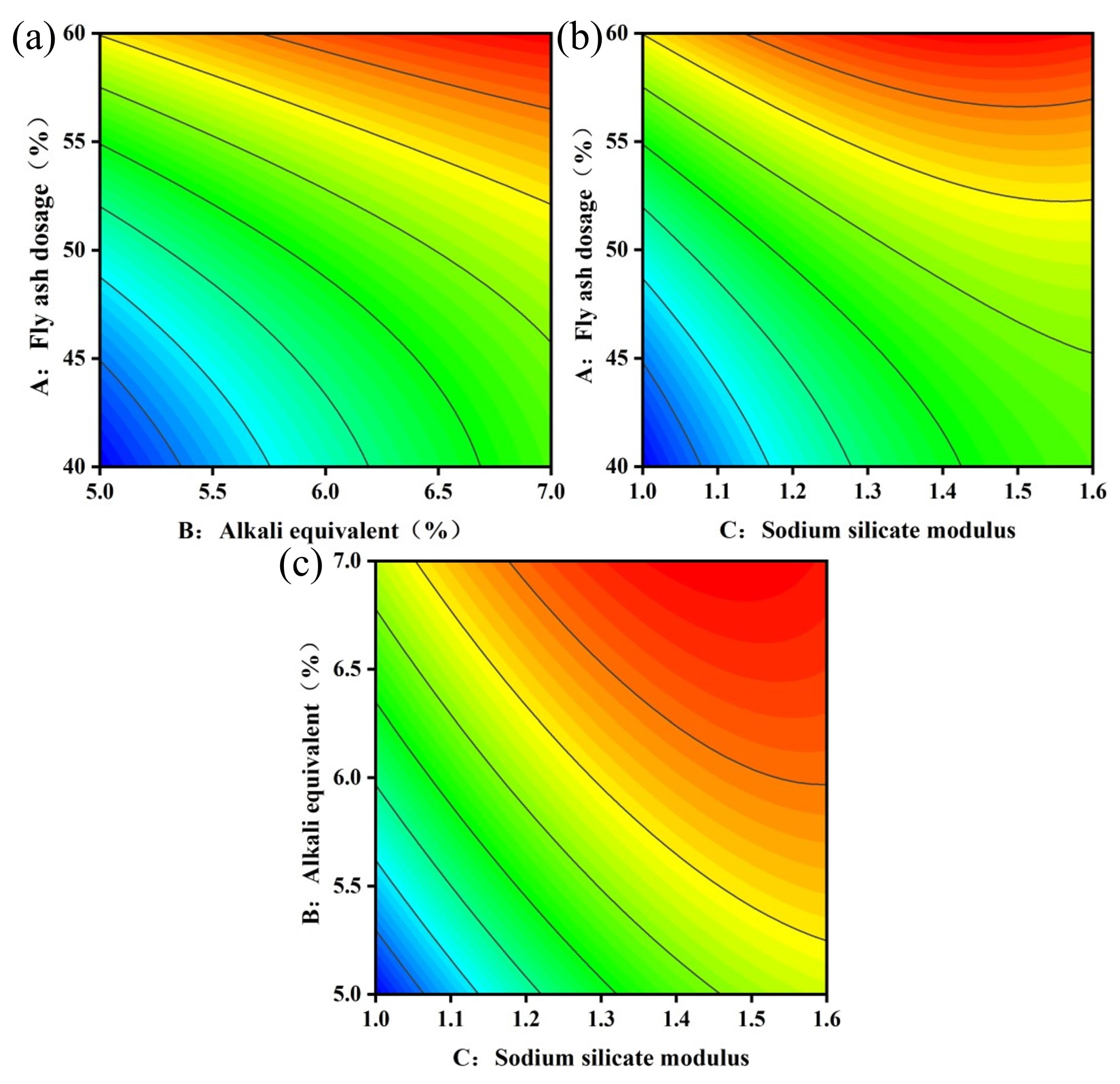
3.2.2. Analysis of Fluidity
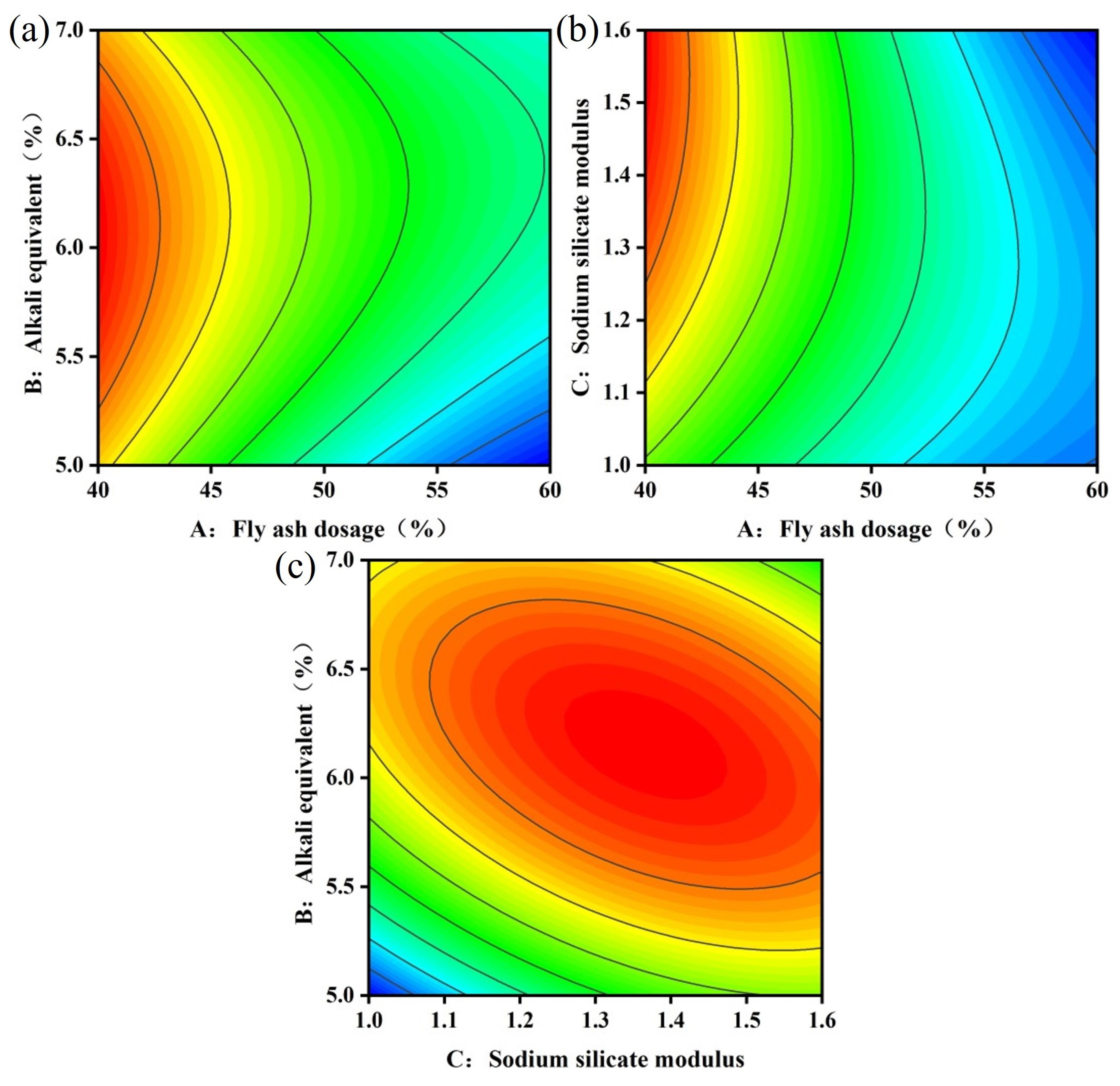
3.2.3. Analysis of 28-Day Compressive Strength
3.2.4. Validation of Optimal Ratio
3.3. Results of Dry–Wet and Freeze–Thaw Cycle Experiments
3.3.1. Appearance Changes
- At the beginning of the cycle (0–3 cycles), the specimen exhibited the following changes: After one cycle, the skin remained intact, and the overall appearance was largely unchanged, showing no visible damage. After three cycles, however, the skin at the edges and corners began to deteriorate, with a few tiny holes appearing, although the specimen remained generally intact;
- In the middle of the cycle (5–9 cycles), the specimens exhibited notable changes: After five cycles, the surface holes enlarged, indicating slight damage. After seven cycles, the skin around the specimen completely detached, exposing the internal aggregate and resulting in small cracks at the edges. By nine cycles, cracks at the peripheries progressed steadily, eventually coalescing into through cracks. The outermost layer of the specimen’s skin appeared loose and began to fall off, rendering the specimen no longer intact;
- In the later stages of the cycle (11–15 cycles), cracks began to develop within the specimen: As the cycles increased, these cracks gradually progressed, ultimately forming through cracks. Concurrently, the internal aggregate became exposed. The specimen’s surface became uneven, and the exterior appeared loose and detached due to significant erosion from the DW-FT cycles.
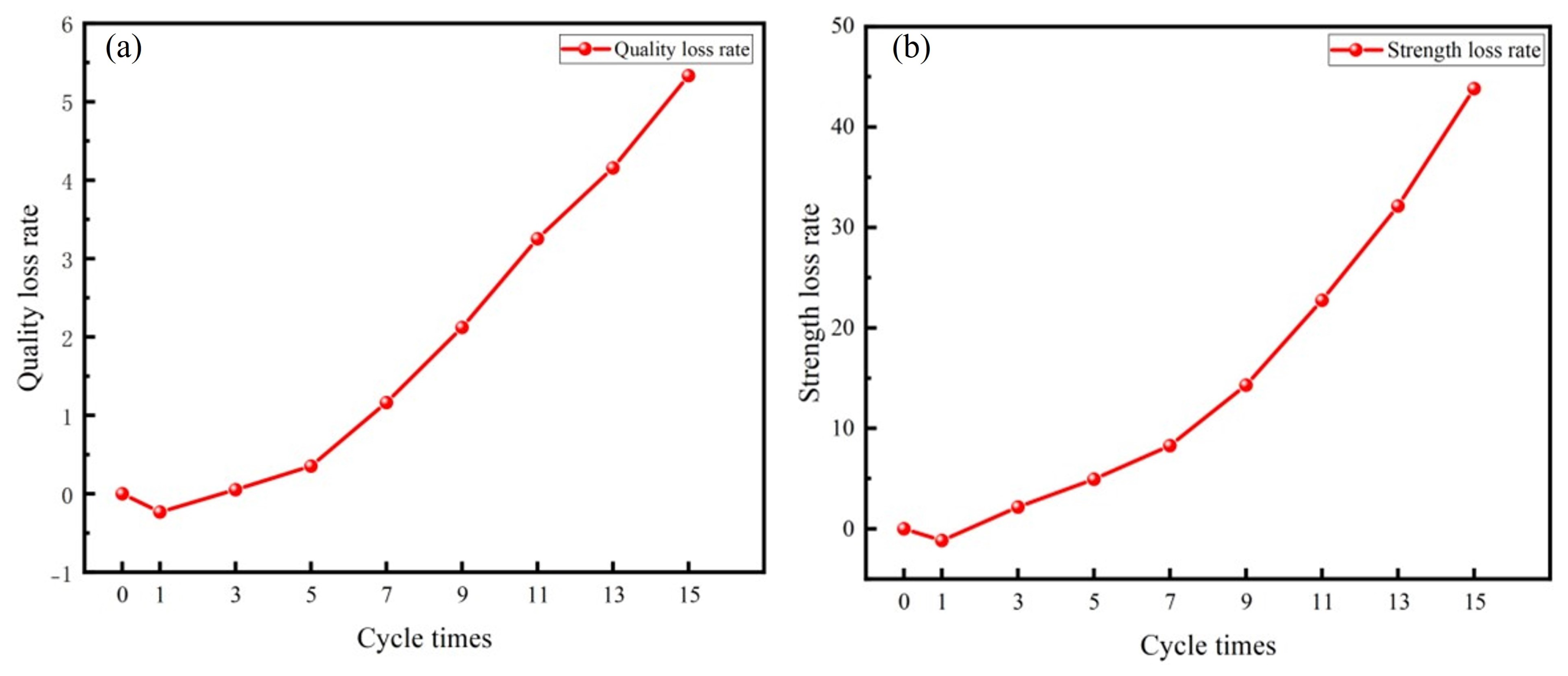
3.3.2. Quality and Strength Changes
3.3.3. X-ray Diffraction Analysis
3.3.4. Scanning Electron Microscopy–Energy Dispersive Spectroscopy Analysis
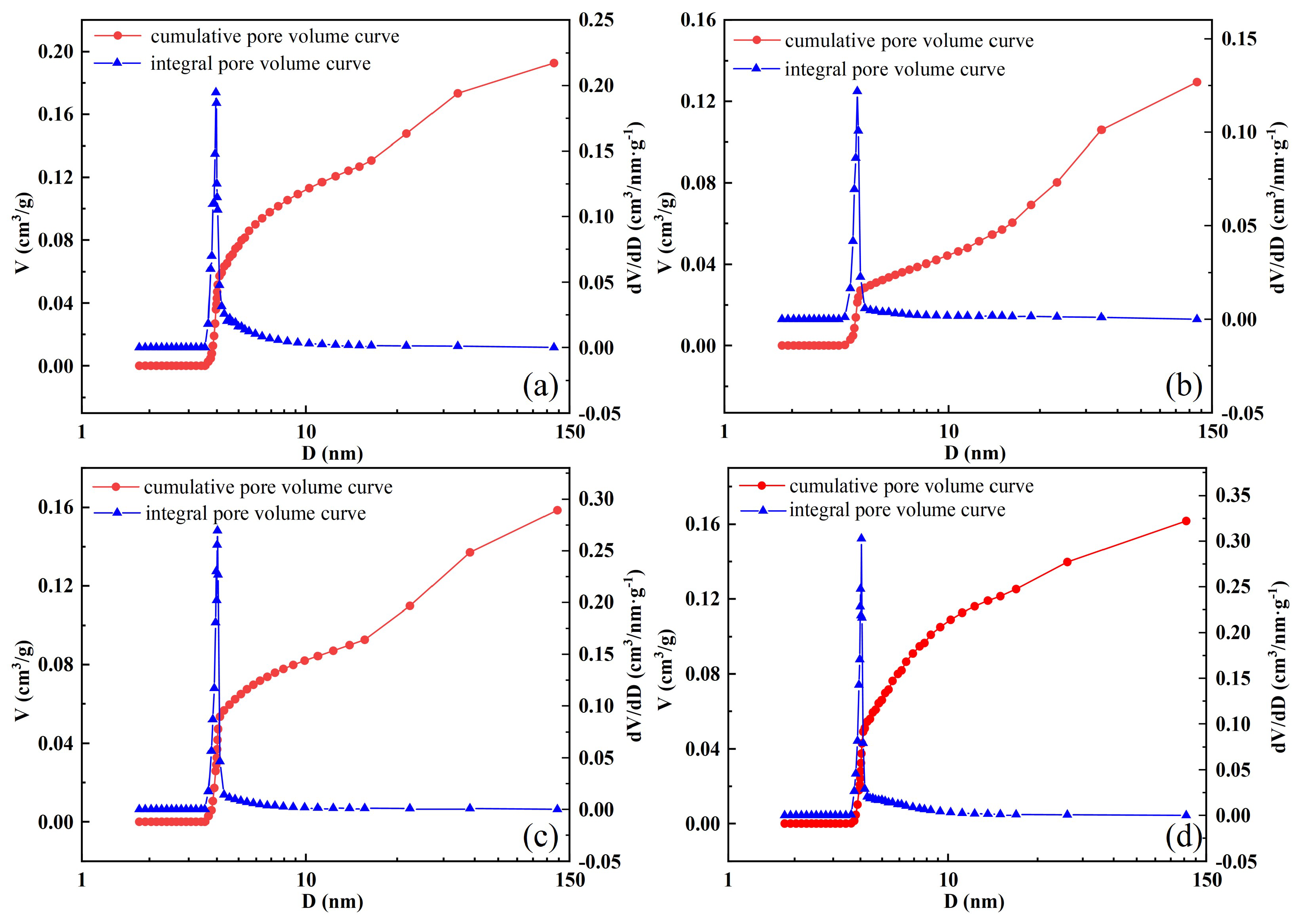
3.3.5. Nitrogen Adsorption Test Analysis
4. Conclusions
- 1.
- The R2 values for the fluidity and 28-day compressive strength models obtained via RSM were 0.9970 and 0.9878, respectively, with P-values both below 0.0001. Both models demonstrate high reliability and are suitable for predicting backfill performance. Response surface analysis revealed that the factors influencing fluidity were ranked as fly ash dosage > sodium silicate modulus > alkali equivalent, with the interaction between the fly ash dosage and sodium silicate modulus being the most significant. The factors influencing 28-day compressive strength were ranked as fly ash dosage > alkali equivalent > sodium silicate modulus, with the interaction between the alkali equivalent and sodium silicate modulus being the most significant;
- 2.
- The optimal ratio derived from the RSM is 47.8% fly ash dosage, 6.10% alkali equivalent, and a sodium silicate modulus of 1.44. At this ratio, the backfill exhibited a fluidity of 280 mm and a 28-day compressive strength of 4.4 MPa, achieving optimal overall performance;
- 3.
- The macroscopic behavior of the backfill under the combined effects of wet–dry and freeze–thaw cycling is as follows: pore initiation → pore expansion → crack formation → crack propagation → structural damage. The strength of the backfill exhibited a continuous decrease following a minor increase. XRD and SEM-EDS analyses indicated that the primary hydration products of the specimens were flocculent C-S-H gels and needle-like AFt. As the number of cycles increases, the gradual reduction of gelling products within the specimens and the ongoing deterioration of the pore structure are the primary reasons for the decrease in strength;
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AAM | alkali-activated materials |
| ANOVA | analysis of variance |
| BBD | Box–Behnken design |
| BJH | Barret–Joyner–Halenda |
| DW-FT | dry–wet and freeze–thaw |
| EDS | energy dispersive spectroscopy |
| NAT | nitrogen adsorption test |
| NMR | nuclear magnetic resonance |
| RSM | response surface methodology |
| SEM | scanning electron microscopy |
| XRD | X-ray diffraction |
| XRF | X-ray fluorescence |
References
- Xu, W.; Zhang, Y.; Zuo, X.; Hong, M. Time-dependent rheological and mechanical properties of silica fume modified cemented tailings backfill in low temperature environment. Cem. Concr. Compos. 2020, 114, 103804. [Google Scholar] [CrossRef]
- Zhengfu, B.; Inyang, H.I.; Daniels, J.L.; Frank, O.; Struthers, S. Environmental issues from coal mining and their solutions. Min. Sci. Technol. (China) 2010, 20, 215–223. [Google Scholar]
- Jiao, H.; Zhang, W.; Yang, Y.; Chen, X.; Yang, L.; Shen, H.; Rong, Y.; Zhang, H. Static mechanical characteristics and meso-damage evolution characteristics of layered backfill under the condition of inclined interface. Constr. Build. Mater. 2023, 366, 130113. [Google Scholar] [CrossRef]
- Li, J.; Li, A.; Hao, J.; Xu, J.; Li, M.; Zhou, K. Optimization of Ratio and Hydration Mechanism of Titanium-Extracted Residual Slag-Based Filling Cementitious Materials. Minerals 2024, 14, 416. [Google Scholar] [CrossRef]
- Sun, K.; Fall, M. Response surface methodology-based characterization and optimization of fibre reinforced cemented tailings backfill with Slag. Int. J. Min. Reclam. Environ. 2023, 37, 735–759. [Google Scholar] [CrossRef]
- Yilmaz, E.; Belem, T.; Bussière, B.; Benzaazoua, M. Relationships between microstructural properties and compressive strength of consolidated and unconsolidated cemented paste backfills. Cem. Concr. Compos. 2011, 33, 702–715. [Google Scholar] [CrossRef]
- Cao, H.; Gao, Q.; Zhang, X.; Guo, B. Research progress and development direction of filling cementing materials for filling mining in iron mines of China. Gels 2022, 8, 192. [Google Scholar] [CrossRef]
- Tan, K.; Qin, Y.; Wang, J. Evaluation of the properties and carbon sequestration potential of biochar-modified pervious concrete. Constr. Build. Mater. 2022, 314, 125648. [Google Scholar] [CrossRef]
- Cui, K.; Lu, D.; Jiang, T.; Zhang, J.; Jiang, Z.; Zhang, G.; Chang, J.; Lau, D. Understanding the role of carbon nanotubes in low carbon sulfoaluminate cement-based composite. J. Clean. Prod. 2023, 416, 137843. [Google Scholar] [CrossRef]
- Duan, W.; Zhuge, Y.; Chow, C.W.; Keegan, A.; Liu, Y.; Siddique, R. Mechanical performance and phase analysis of an eco-friendly alkali-activated binder made with sludge waste and blast-furnace slag. J. Clean. Prod. 2022, 374, 134024. [Google Scholar] [CrossRef]
- Zhang, S.; Keulen, A.; Arbi, K.; Ye, G. Waste glass as partial mineral precursor in alkali-activated slag/fly ash system. Cem. Concr. Res. 2017, 102, 29–40. [Google Scholar] [CrossRef]
- Liao, G.; Wang, D.; Wang, W.; He, Y. Microstructure, strength development mechanism, and CO2 emission analyses of alkali-activated fly ash-slag mortars. J. Clean. Prod. 2024, 442, 141116. [Google Scholar] [CrossRef]
- Wang, G.; Sun, Q.; Qi, C.; Liu, L.; Tan, Y.; Su, L. Mechanical properties and microscopic characterization of cemented paste backfill with electrolytic manganese residue matrix binder. J. Mater. Res. Technol. 2023, 23, 2075–2088. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Y.; Wu, A.; Shi, D.; Yang, S.; Ruan, Z.; Song, X.; Zhang, M. Early mechanical strength, hydration mechanism and leaching behavior of alkali-activated slag/fly ash paste filling materials. J. Build. Eng. 2024, 84, 108481. [Google Scholar] [CrossRef]
- Li, B.; Liu, Z.; Sun, Q.; Yang, L. Preparation of alkali-activated nickel slag-based cemented tailings backfill: Workability, strength characteristics, localized deformation and hydration mechanism. Constr. Build. Mater. 2024, 411, 134639. [Google Scholar] [CrossRef]
- Sun, Q.; Tian, S.; Sun, Q.; Li, B.; Cai, C.; Xia, Y.; Wei, X.; Mu, Q. Preparation and microstructure of fly ash geopolymer paste backfill material. J. Clean. Prod. 2019, 225, 376–390. [Google Scholar] [CrossRef]
- Huang, M.; Chen, L.; Zhang, M.; Zhan, S. Multi-objective function optimization of cemented neutralization slag backfill strength based on RSM-BBD. Materials 2022, 15, 1585. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Cheng, Y.; Ma, M.; Li, F.; Song, Y.; Liu, L.; Wang, X.; Huang, J. A Novel Design Concept of Cemented Paste Backfill (CPB) Materials: Biobjective Optimization Approach by Applying an Evolved Random Forest Model. Materials 2022, 15, 8298. [Google Scholar] [CrossRef]
- Wang, H.; Cheng, Q.; Zhou, N.; Su, H.; Yin, Q.; Du, B.; Zhang, L.; Yao, Y. An Experimental Study on the Mechanical Properties and Microstructure of the Cemented Paste Backfill Made by Coal-Based Solid Wastes and Nanocomposite Fibers under Dry–Wet Cycling. Materials 2024, 17, 2256. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Sun, Q.; Yang, L.; Fei, E. Degradation mechanism and life prediction of cemented tailings backfill under dry–wet cycles and salt erosion. Case Stud. Constr. Mater. 2024, 20, e02965. [Google Scholar] [CrossRef]
- Song, X.; Hao, Y.; Huang, J.; Wang, S.; Liu, W. Study on mechanical properties and destabilization mechanism of unclassified tailings consolidation body under the action of dry-wet cycle. Constr. Build. Mater. 2023, 365, 130022. [Google Scholar] [CrossRef]
- Ding, P.; Hou, Y.; Han, D.; Zhang, X.; Cao, S.; Li, C. Effect of Freeze–Thaw cycles on Mechanical and Microstructural Properties of Tailings Reinforced with Cement-Based Material. Minerals 2022, 12, 413. [Google Scholar] [CrossRef]
- Xu, C.; Ni, W.; Li, K.; Zhang, S.; Xu, D. Activation mechanisms of three types of industrial by-product gypsums on steel slag–granulated blast furnace slag-based binders. Constr. Build. Mater. 2021, 288, 123111. [Google Scholar] [CrossRef]
- Li, M.; Zhao, Q.; Li, C.; Pan, H. Optimization design and mechanical properties of multi-component ecological gelling materials. J. Clean. Prod. 2024, 443, 140970. [Google Scholar] [CrossRef]
- Li, X.; Li, K.; Sun, Q.; Liu, L.; Yang, J.; Xue, H. Preparation of cemented oil shale residue–steel slag–ground granulated blast furnace slag backfill and its environmental impact. Materials 2021, 14, 2052. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Singh, P.; Kapoor, K. Development of mix design method based on statistical analysis of different factors for geopolymer concrete. Front. Struct. Civ. Eng. 2022, 16, 1315–1335. [Google Scholar] [CrossRef]
- GB/T 17671-2021; Technical Committee for Cement Standardisation of the People’s Republic of China. National Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- GB/T 2419-2005; Technical Committee for Cement Standardisation of the People’s Republic of China. National Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- Zeng, Q.; Gao, P.; Li, K.; Dong, G.; Jin, G.; Sun, X.; Zhao, J.; Chen, L. Experimental research on the properties and formulation of fly ash based geopolymer grouting material. Buildings 2022, 12, 503. [Google Scholar] [CrossRef]
- Barrett, E.P.; Joyner, L.G.; Halenda, P.P. The determination of pore volume and area distributions in porous substances. I. Computations from nitrogen isotherms. J. Am. Chem. Soc. 1951, 73, 373–380. [Google Scholar] [CrossRef]
- Song, X.; Zhu, J. Factors affecting the mechanical properties of fly ash slag composite matrix polymer. J. Xi’an Univ. Archit. Technol. (Nat. Sci. Ed.) 2016, 48, 128–132. [Google Scholar]
- Dai, X.; Aydın, S.; Yardımcı, M.Y.; Lesage, K.; De Schutter, G. Effects of activator properties and GGBFS/FA ratio on the structural build-up and rheology of AAC. Cem. Concr. Res. 2020, 138, 106253. [Google Scholar] [CrossRef]
- Sun, G.; Tang, Q.; Zhang, J.; Liu, Z. Early activation of high volume fly ash by ternary activator and its activation mechanism. J. Environ. Manag. 2020, 267, 110638. [Google Scholar] [CrossRef]
- Cihangir, F.; Ercikdi, B.; Kesimal, A.; Deveci, H.; Erdemir, F. Paste backfill of high-sulphide mill tailings using alkali-activated blast furnace slag: Effect of activator nature, concentration and slag properties. Miner. Eng. 2015, 83, 117–127. [Google Scholar] [CrossRef]
- Cihangir, F.; Ercikdi, B.; Kesimal, A.; Ocak, S.; Akyol, Y. Effect of sodium-silicate activated slag at different silicate modulus on the strength and microstructural properties of full and coarse sulphidic tailings paste backfill. Constr. Build. Mater. 2018, 185, 555–566. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Y.; Wu, A.; Shi, D.; Zhang, M.; Ruan, Z.; Wang, S. Study on the performance of alkali-activated phosphorus slag cemented paste backfill material: Effect of activator type and amount. Constr. Build. Mater. 2024, 425, 136036. [Google Scholar] [CrossRef]
- Wen, Z.; Yan, J.; Yin, S. Rheological properties of sodium silicate solution and its influence on the properties of soil polymer fresh mix. J. Build. Mater. 2011, 14, 723–729. [Google Scholar]
- Gebregziabiher, B.S.; Thomas, R.J.; Peethamparan, S. Temperature and activator effect on early-age reaction kinetics of alkali-activated slag binders. Constr. Build. Mater. 2016, 113, 783–793. [Google Scholar] [CrossRef]
- Mermerdaş, K.; Algın, Z.; Oleiwi, S.M.; Nassani, D.E. Optimization of lightweight GGBFS and FA geopolymer mortars by response surface method. Constr. Build. Mater. 2017, 139, 159–171. [Google Scholar] [CrossRef]
- Yang, T.; Zhu, H.; Zhang, Z.; Gao, X.; Zhang, C.; Wu, Q. Effect of fly ash microsphere on the rheology and microstructure of alkali-activated fly ash/slag pastes. Cem. Concr. Res. 2018, 109, 198–207. [Google Scholar] [CrossRef]
- Zhao, W.; Ji, C.; Sun, Q.; Gu, Q. Preparation and microstructure of alkali-activated rice husk ash-granulated blast furnace slag tailing composite cemented paste backfill. Materials 2022, 15, 4397. [Google Scholar] [CrossRef]
- Guo, L.; Zhou, M.; Wang, X.; Li, C.; Jia, H. Preparation of coal gangue-slag-fly ash geopolymer grouting materials. Constr. Build. Mater. 2022, 328, 126997. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, J.; Lu, N. Research on Mechanical Properties of Alkali-Activated Slag-Fly Ash Geopolymers. J. China Foreign Highw. 2024. Available online: https://link.cnki.net/urlid/43.1363.u.20240614.1653.009 (accessed on 11 September 2024).
- Deng, D.; Cao, G.; Zhang, Y. Experimental study on the fine iron ore tailing containing gypsum as backfill material. Adv. Mater. Sci. Eng. 2021, 2021, 5576768. [Google Scholar] [CrossRef]
- Xu, W.; Cao, P.; Tian, M. Strength development and microstructure evolution of cemented tailings backfill containing different binder types and contents. Minerals 2018, 8, 167. [Google Scholar] [CrossRef]
- Hou, Y.; Zhang, X.; Li, P. Study on the influence of freeze-thaw cycles on the mechanical properties of consolidated tailings and non-destructive testing. J. Eng. Sci. 2019, 41, 1433–1443. [Google Scholar]
- Li, K.; Li, X.; Du, C.; Xue, H.; Sun, Q.; Liu, L. Experimental study on microstructure and erosion mechanisms of solid waste cemented paste backfill under the combined action of dry–wet cycles and sulphate erosion. Materials 2022, 15, 1484. [Google Scholar] [CrossRef]
- Ibrahim, M.; Johari, M.A.M.; Rahman, M.K.; Maslehuddin, M. Effect of alkaline activators and binder content on the properties of natural pozzolan-based alkali activated concrete. Constr. Build. Mater. 2017, 147, 648–660. [Google Scholar] [CrossRef]
- Koohestani, B. Effect of saline admixtures on mechanical and microstructural properties of cementitious matrices containing tailings. Constr. Build. Mater. 2017, 156, 1019–1027. [Google Scholar] [CrossRef]
- Yan, J.; Liu, X.; Wang, X.; Wang, L.; Weng, W.; Yu, X.; Xing, G.; Xie, J.; Lu, C.; Luo, Y. Influence of nano-attapulgite on compressive strength and microstructure of recycled aggregate concrete. Cem. Concr. Compos. 2022, 134, 104788. [Google Scholar] [CrossRef]
- Qin, B.; Cai, X.; Ni, P.; Zhang, Y.; Zhang, M.; Wang, C. Prediction of the minimum miscibility pressure for CO2 flooding based on a physical information neural network algorithm. Meas. Sci. Technol. 2024, 35, 126010. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, J.; Ni, P.; Cao, Q.; Hu, J. A customised ConvNeXt-SCC network: Integrating improved principal component analysis with ConvNeXt to enhance tire crown defect detection. Nondestruct. Test. Eval. 2024, 1–29. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, H.; Mu, M.; Dong, Y. A trackable multi-domain collaborative generative adversarial network for rotating machinery fault diagnosis. Mech. Syst. Signal Process. 2025, 224, 111950. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, H.; Wu, Z.; Yang, Q. Adaptive variational autoencoding generative adversarial networks for rolling bearing fault diagnosis. Adv. Eng. Inform. 2023, 56, 102027. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | SiO2 | Al2O3 | CaO | MgO | Fe2O3 | Na2O | SO3 |
|---|---|---|---|---|---|---|---|
| Slag | 28.50 | 15.12 | 42.20 | 6.73 | 0.62 | 0.33 | 2.41 |
| Fly ash | 56.21 | 24.75 | 1.63 | 0.92 | 4.70 | 0.51 | 0.36 |
| Iron tailings | 51.21 | 14.02 | 7.40 | 4.25 | 11.91 | 1.50 | 0.20 |
| Constant Factors | Control Factor | |
|---|---|---|
| Alkali equivalent | Sodium silicate modulus | Fly ash dosage |
| 6% | 1.3 | 40%, 50%, 60%, 70%, 80% |
| Fly ash dosage | Sodium silicate modulus | Alkali equivalent |
| 60% | 1.3 | 4%, 5%, 6%, 7%, 8% |
| Fly ash dosage | Alkali equivalent | Sodium silicate modulus |
| 60% | 6% | 0.7, 1.0, 1.3, 1.6, 1.9 |
| Level | A/wt% | B/wt% | C |
|---|---|---|---|
| −1 | 40 | 5 | 1.0 |
| 0 | 50 | 6 | 1.3 |
| 1 | 60 | 7 | 1.6 |
| Sample | Factor A/% | Factor B/% | Factor C | Fluidity/mm | 28 d Compressive Strength/MPa |
|---|---|---|---|---|---|
| 1 | 40 | 5 | 1.3 | 249 | 4.51 |
| 2 | 60 | 5 | 1.3 | 298 | 2.59 |
| 3 | 40 | 7 | 1.3 | 285 | 4.65 |
| 4 | 60 | 7 | 1.3 | 312 | 3.42 |
| 5 | 40 | 6 | 1.0 | 240 | 4.61 |
| 6 | 60 | 6 | 1.0 | 294 | 3.21 |
| 7 | 40 | 6 | 1.6 | 281 | 5.52 |
| 8 | 60 | 6 | 1.6 | 310 | 2.91 |
| 9 | 50 | 5 | 1.0 | 239 | 2.62 |
| 10 | 50 | 7 | 1.0 | 280 | 3.71 |
| 11 | 50 | 5 | 1.6 | 278 | 3.61 |
| 12 | 50 | 7 | 1.6 | 296 | 3.41 |
| 13 | 50 | 6 | 1.3 | 282 | 4.05 |
| 14 | 50 | 6 | 1.3 | 284 | 4.04 |
| 15 | 50 | 6 | 1.3 | 282 | 4.17 |
| 16 | 50 | 6 | 1.3 | 283 | 4.22 |
| 17 | 50 | 6 | 1.3 | 284 | 4.11 |
| Source of Variance | DF | Fluidity | 28 d Compressive Strength | ||||
|---|---|---|---|---|---|---|---|
| Mean Square | F Value | p Value | Mean Square | F Value | p Value | ||
| Model | 9 | 775.92 | 261.76 | <0.0001 | 1.06 | 63.02 | <0.0001 |
| A | 1 | 3160.13 | 1066.07 | <0.0001 | 6.41 | 380.37 | <0.0001 |
| B | 1 | 1485.13 | 501.01 | <0.0001 | 0.4325 | 25.67 | 0.0015 |
| C | 1 | 1568.00 | 528.96 | <0.0001 | 0.2112 | 12.54 | 0.0095 |
| AB | 1 | 121.00 | 40.82 | 0.0004 | 0.1190 | 7.06 | 0.0326 |
| AC | 1 | 156.25 | 52.71 | 0.0002 | 0.3660 | 21.73 | 0.0023 |
| BC | 1 | 132.25 | 44.61 | 0.0003 | 0.4160 | 24.69 | 0.0016 |
| A2 | 1 | 127.37 | 42.97 | 0.0003 | 0.1680 | 9.97 | 0.0160 |
| B2 | 1 | 26.32 | 8.88 | 0.0205 | 1.16 | 68.95 | <0.0001 |
| C2 | 1 | 221.32 | 74.66 | <0.0001 | 0.2743 | 16.28 | 0.0050 |
| Residual | 7 | 2.96 | - | - | 0.0168 | - | - |
| Lack of fit | 3 | 5.58 | 5.58 | 0.0650 | 0.0314 | 5.25 | 0.0715 |
| Pure error | 4 | 1.0000 | - | - | 0.0060 | - | - |
| R2 | 0.9970 | 0.9878 | |||||
| Adj R2 | 0.9932 | 0.9721 | |||||
| Perd R2 | 0.9608 | 0.8406 | |||||
| Cv/% | 0.613 | 3.38 | |||||
| Adeq Precision | 56.1344 | 29.4326 | |||||
| Sample | A/% | B/% | C | 28 d Compressive Strength | Fluidity | ||||
|---|---|---|---|---|---|---|---|---|---|
| Predicted Value/MPa | Actual Value/MPa | Error/% | Predicted Value/MPa | Actual Value/MPa | Error/% | ||||
| 1 | 47.9 | 6.10 | 1.44 | 4.37 | 4.40 | 0.68 | 285 | 280 | 1.79 |
| 2 | 4.37 | 4.43 | 1.35 | 285 | 288 | 1.04 | |||
| 3 | 4.37 | 4.32 | 1.16 | 285 | 292 | 2.40 | |||
| 4 | 4.37 | 4.41 | 0.91 | 285 | 280 | 1.79 | |||
| 5 | 4.37 | 4.33 | 0.92 | 285 | 277 | 2.89 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.; Meng, Z.; Gao, T.; Dong, S.; Ni, P.; Li, Z.; Yang, W.; Wang, K. Optimization of Proportions of Alkali-Activated Slag–Fly Ash-Based Cemented Tailings Backfill and Its Strength Characteristics and Microstructure under Combined Action of Dry–Wet and Freeze–Thaw Cycles. Materials 2024, 17, 4945. https://doi.org/10.3390/ma17204945
Hu J, Meng Z, Gao T, Dong S, Ni P, Li Z, Yang W, Wang K. Optimization of Proportions of Alkali-Activated Slag–Fly Ash-Based Cemented Tailings Backfill and Its Strength Characteristics and Microstructure under Combined Action of Dry–Wet and Freeze–Thaw Cycles. Materials. 2024; 17(20):4945. https://doi.org/10.3390/ma17204945
Chicago/Turabian StyleHu, Jianlin, Zhipeng Meng, Tongtong Gao, Shaohui Dong, Peng Ni, Zhilin Li, Wenlong Yang, and Kai Wang. 2024. "Optimization of Proportions of Alkali-Activated Slag–Fly Ash-Based Cemented Tailings Backfill and Its Strength Characteristics and Microstructure under Combined Action of Dry–Wet and Freeze–Thaw Cycles" Materials 17, no. 20: 4945. https://doi.org/10.3390/ma17204945