
Bending Performance of Reinforced Concrete Beams with Rubber as Form of Fiber from Waste Tires

 , , and
, , and 
Abstract
:1. Introduction
The Objective of the Study
2. Experimental Investigation
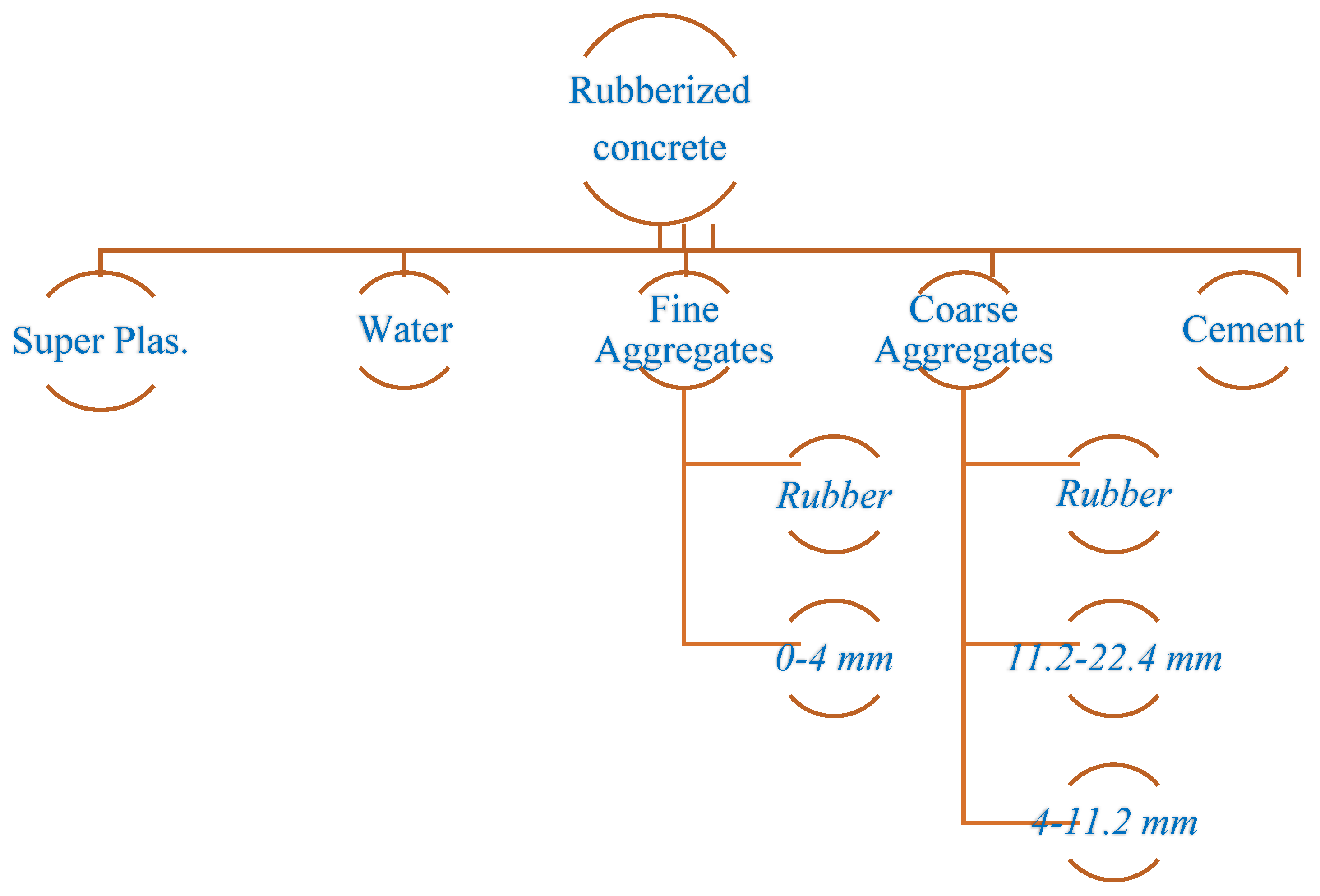
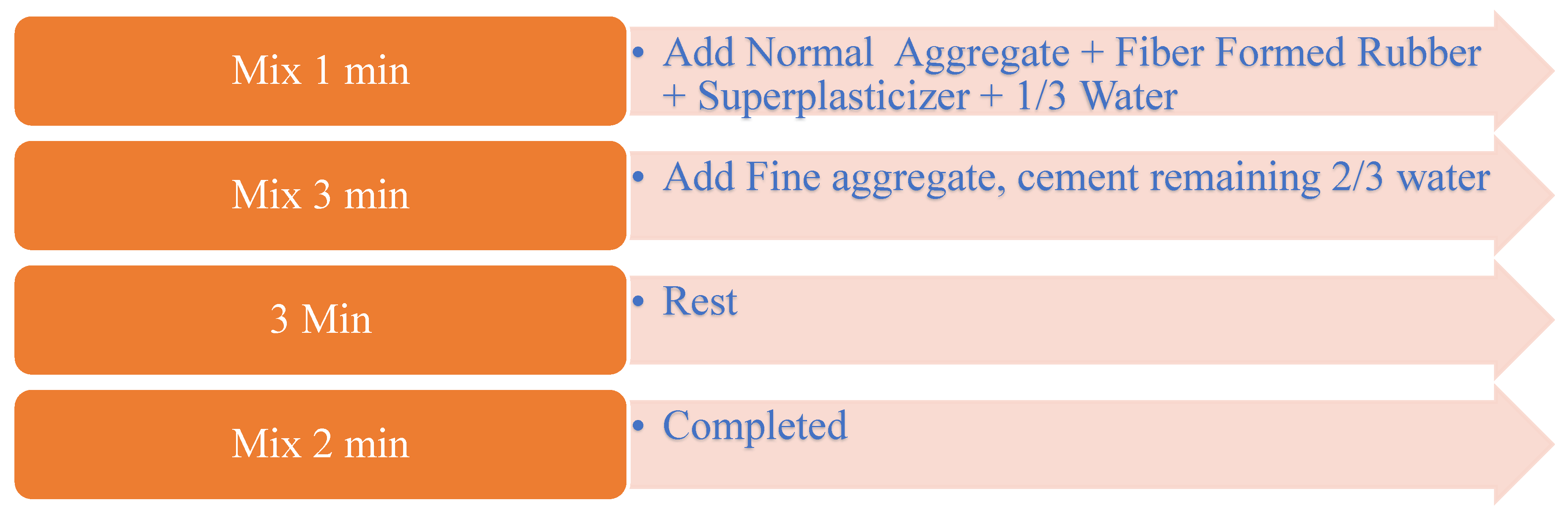
2.1. Characteristics of Rubberized Concrete (RuC)
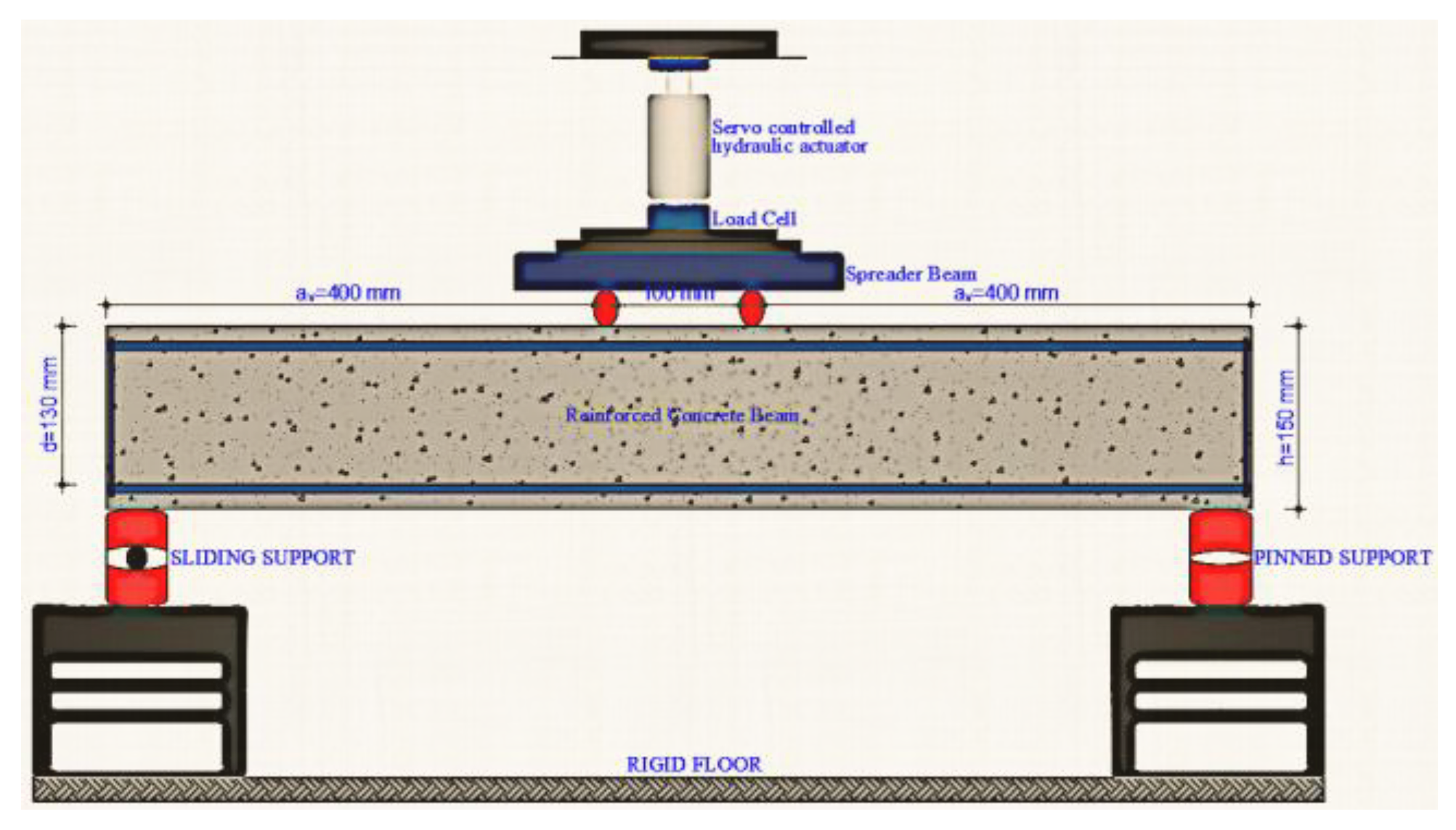
2.2. Experimental Configuration
3. Test Results
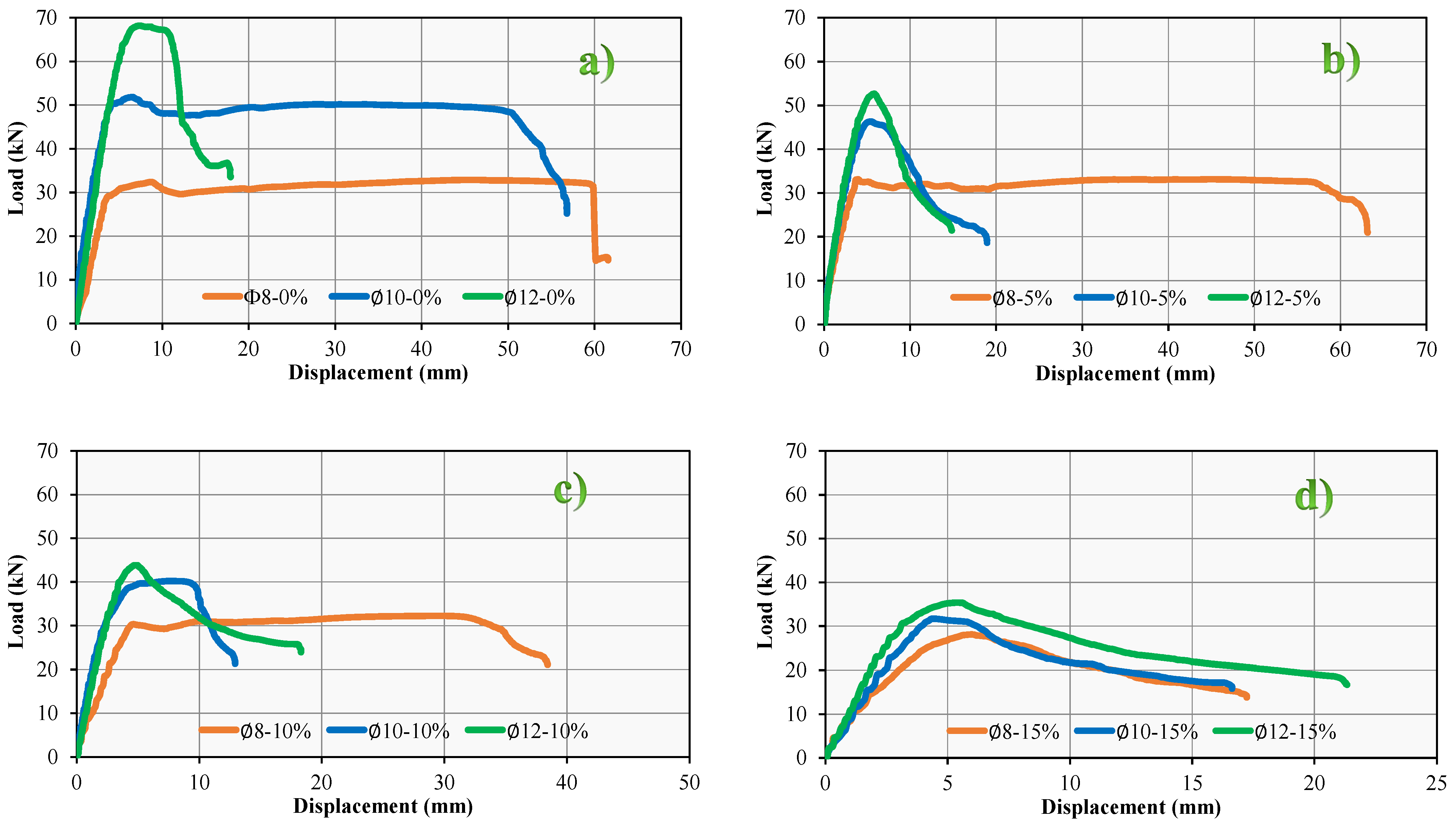
3.1. Effect of Tensile Reinforcement Proportions on Waste Rubber Concrete Beams (RuCBs)
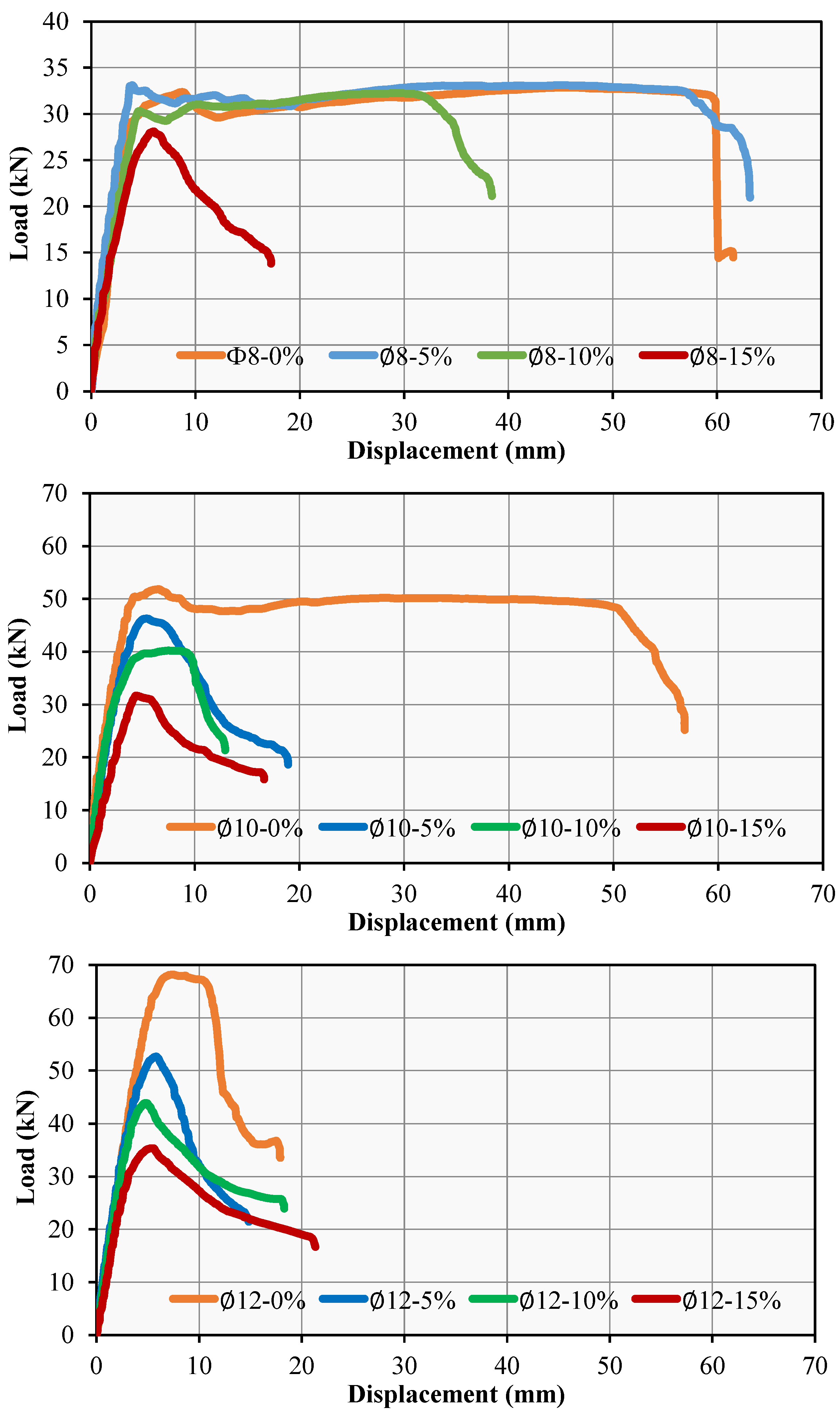
3.2. Effects of Rubber Waste Proportions
3.3. Toughness, Stiffness, and Ductility
4. Conclusions
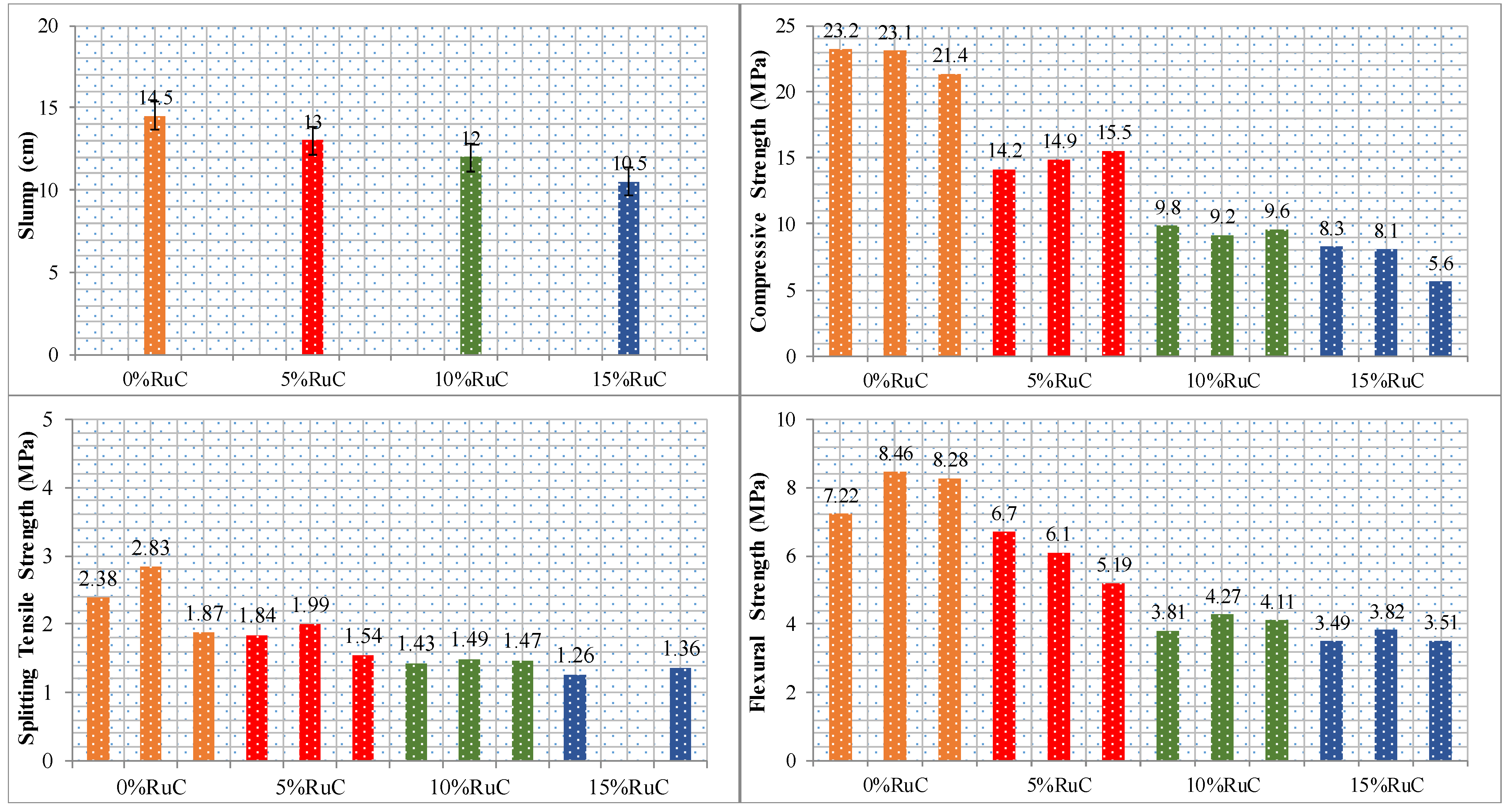
- Based on the slump test results, an increase in the quantity of waste rubber in the concrete mixture led to a decrease in the slump value of the concrete. The increase in the proportion of waste rubber from 0% to 15% resulted in an associated decrease in CS after 28 days (34.17%, 57.74%, and 67.52%). Furthermore, the split tensile strength and flexural strength decreased by 24.15%, 38.0%, and 44.49%, and 24.92%, 49.12%, and 54.84%, respectively, when the proportion of waste rubber increased from 0% to 5%, 10%, and 15%, respectively.
- Based on the experimental results, it was found that as the percentage of waste rubber in the concrete mixture improved, the maximum load-carrying value in the RCBs decreased. After comparing RCBs with several levels of waste rubber, we found that the RCBs with ∅8-5% and waste rubber exhibited the highest bending in the center.
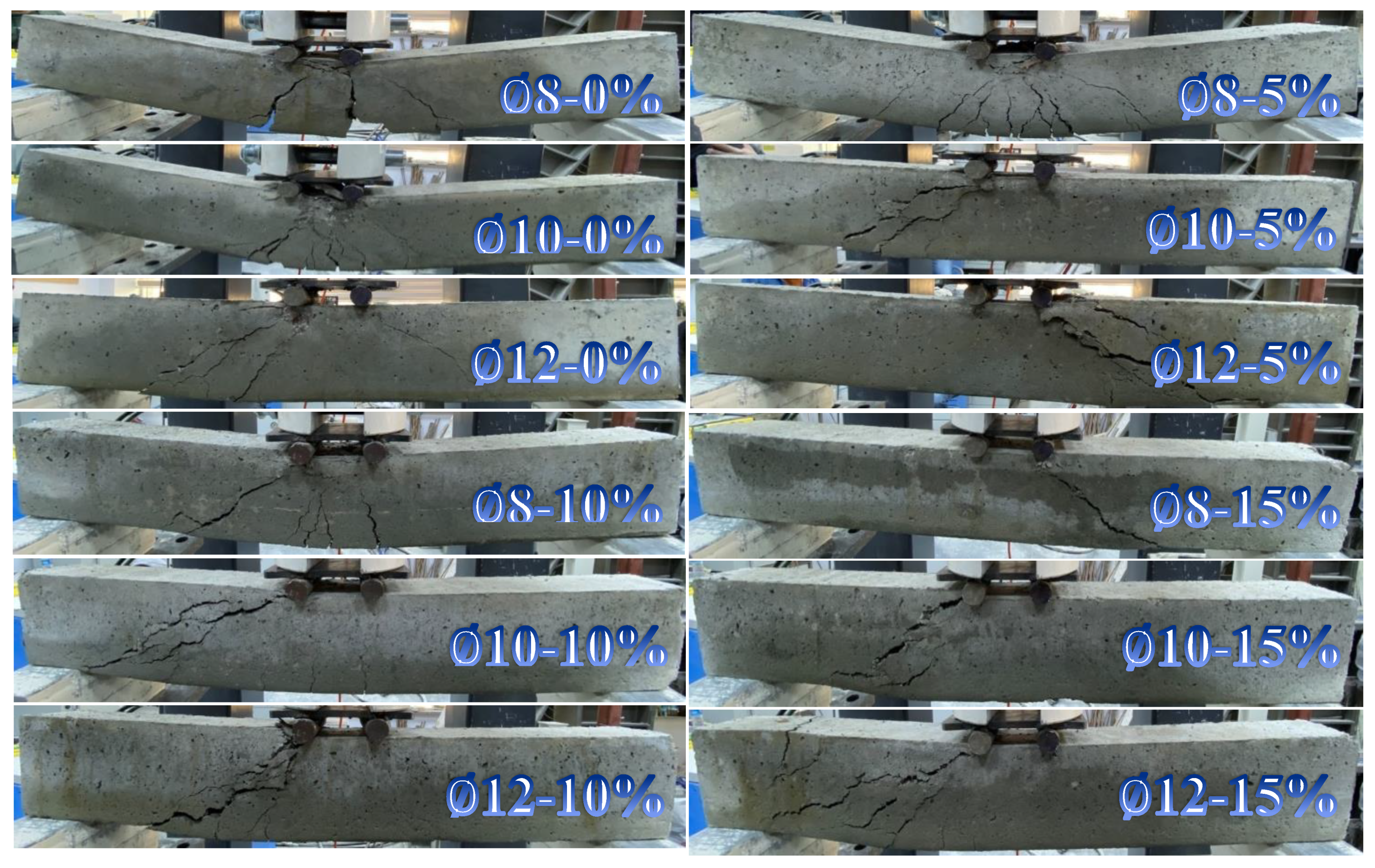
- This research thoroughly examines the impact of varying tension reinforcement levels on the crack formation and bending characteristics of RCBs. Based on the experimental findings, it was noticed that using the complete quantity of waste rubber in the RCBs resulted in an increase in the bending strength of the RCBs that used ∅12 tensile reinforcement compared to the other samples.
- It was found that increasing the quantity of waste rubber in the RCB reduced the energy absorption capacity and ultimate load of the RCB. The application of longitudinal reinforcement at 5%, 10%, and 15% correspondingly resulted in a decrease in energy dissipation for ∅8 by 53.71%, 51.69%, and 40.55%, respectively. In addition, there were decreases of 38.69%, 57.79%, and 62.44% for ∅12, and 25.35%, 9.31%, and 58.15% for ∅10.
Recommendations for Further Investigation
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Azunna, S.U.; Aziz, F.N.; Rashid, R.S.; Bakar, N.B. Review on the characteristic properties of crumb rubber concrete. Clean. Mater. 2024, 12, 100237. [Google Scholar] [CrossRef]
- Yıldızel, S.A.; Özkılıç, Y.O.; Bahrami, A.; Aksoylu, C.; Başaran, B.; Hakamy, A.; Arslan, M.H. Experimental investigation and analytical prediction of flexural behaviour of reinforced concrete beams with steel fibres extracted from waste tyres. Case Stud. Constr. Mater. 2023, 19, e02227. [Google Scholar] [CrossRef]
- Torretta, V.; Rada, E.C.; Ragazzi, M.; Trulli, E.; Istrate, I.A.; Cioca, L.I. Treatment and disposal of tyres: Two EU approaches. A review. Waste Manag. 2015, 45, 152–160. [Google Scholar] [CrossRef] [PubMed]
- MSV Mediaservice & Verlag GmbH. 2024. Available online: https://global-recycling.info/ (accessed on 28 September 2024).
- Xiong, Z.; Li, H.; Pan, Z.; Li, X.; Lu, L.; He, M.; Li, H.; Liu, F.; Feng, P.; Li, L. Fracture properties and mechanisms of steel fiber and glass fiber reinforced rubberized concrete. J. Build. Eng. 2024, 86, 108866. [Google Scholar] [CrossRef]
- Lin, Q.; Liu, Z.; Sun, J.; Yu, L. Comprehensive modification of emulsified asphalt on improving mechanical properties of crumb rubber concrete. Constr. Build. Mater. 2023, 369, 130555. [Google Scholar] [CrossRef]
- Ma, Q.; Mao, Z.; Lei, M.; Zhang, J.; Luo, Z.; Li, S.; Du, G.; Li, Y. Experimental investigation of concrete prepared with waste rubber and waste glass. Ceram. Int. 2023, 49, 16951–16970. [Google Scholar] [CrossRef]
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Youssf, O.; Mills, J.E. A comprehensive review on the mechanical properties of waste tire rubber concrete. Constr. Build. Mater. 2020, 237, 117651. [Google Scholar] [CrossRef]
- Yildizel, S.A.; Özkılıç, Y.O.; Yavuz, A. Optimization of waste tyre steel fiber and rubber added foam concretes using Taguchi method and artificial neural networks. Structures 2024, 61, 106098. [Google Scholar] [CrossRef]
- Gheni, A.A.; Alghazali, H.H.; ElGawady, M.A.; Myers, J.J.; Feys, D. Durability properties of cleaner cement mortar with by-products of tire recycling. J. Clean. Prod. 2019, 213, 1135–1146. [Google Scholar] [CrossRef]
- Topcu, I.B. The properties of rubberized concretes. Cem. Concr. Res. 1995, 25, 304–310. [Google Scholar] [CrossRef]
- Chung, K.H.; Hong, Y.K. Weathering properties of elastic rubber concrete comprising waste tire solution. Polym. Eng. Sci. 2009, 49, 794–798. [Google Scholar] [CrossRef]
- Aslani, F. Mechanical properties of waste tire rubber concrete. J. Mater. Civ. Eng. 2016, 28, 04015152. [Google Scholar] [CrossRef]
- Reda Taha, M.M.; El-Dieb, A.S.; Abd El-Wahab, M.; Abdel-Hameed, M. Mechanical, fracture, and microstructural investigations of rubber concrete. J. Mater. Civ. Eng. 2008, 20, 640–649. [Google Scholar] [CrossRef]
- Akter, M.; Sulong, N.R.; Ayough, P.; Tafsirojjaman, T.; Fawzia, S. Flexural behavior of circular rubberized concrete-filled double-skin steel tubular beams: Experiments. Eng. Struct. 2024, 306, 117816. [Google Scholar] [CrossRef]
- Toutanji, H.A. The use of rubber tire particles in concrete to replace mineral aggregates. Cem. Concr. Compos. 1996, 18, 135–139. [Google Scholar] [CrossRef]
- Dhivya, K.; Priyadharshini, K. Experimental study on strength properties of concrete with partial replacement of coarse aggregate by rubber tyre waste. Mater. Today Proc. 2022, 52, 1930–1934. [Google Scholar] [CrossRef]
- Etli, S. Evaluation of the effect of silica fume on the fresh, mechanical and durability properties of self-compacting concrete produced by using waste rubber as fine aggregate. J. Clean. Prod. 2023, 384, 135590. [Google Scholar] [CrossRef]
- Abdelmonem, A.; El-Feky, M.; Nasr, E.-S.A.; Kohail, M. Performance of high strength concrete containing recycled rubber. Constr. Build. Mater. 2019, 227, 116660. [Google Scholar] [CrossRef]
- Karunarathna, S.; Linforth, S.; Kashani, A.; Liu, X.; Ngo, T. Effect of recycled rubber aggregate size on fracture and other mechanical properties of structural concrete. J. Clean. Prod. 2021, 314, 128230. [Google Scholar] [CrossRef]
- Chou, L.H.; Lu, C.-K.; Chang, J.-R.; Lee, M.T. Use of waste rubber as concrete additive. Waste Manag. Res. 2007, 25, 68–76. [Google Scholar] [CrossRef]
- Han, X.; Zhou, S.; Chen, A.; Feng, L.; Ji, Y.; Wang, Z.; Sun, S.; Li, K.; Xia, X.; Zhang, Q. Analytical evaluation of stress–strain behavior of rubberized concrete incorporating waste tire crumb rubber. J. Clean. Prod. 2024, 450, 141963. [Google Scholar] [CrossRef]
- Mohammed, H.H.; Ali, A.S. Flexural behavior of reinforced rubberized reactive powder concrete beams under repeated loads. J. Eng. 2023, 29, 27–46. [Google Scholar] [CrossRef]
- Hossain, F.Z.; Pal, A.; Ahmed, K.S.; Bediwy, A.; Alam, M.S. Shear behavior of polypropylene fiber-reinforced concrete beams containing recycled aggregate and crumb rubber. J. Clean. Prod. 2023, 412, 137370. [Google Scholar] [CrossRef]
- AL-Hajjar, K.R.; AL-Khafaji, A.G. Behavior of rubberized reinforced concrete beams under impact loading. In Proceedings of AIP Conference Proceedings; AIP Publishing: New York, NY, USA, 2024. [Google Scholar]
- Kadhim, A.A.; Kadhim, H.M. Experimental investigation of rubberized reinforced concrete continuous deep beams. J. King Saud Univ. Eng. Sci. 2023, 35, 174–184. [Google Scholar]
- Jayanath, A.; Gamage, J.; Chandrathilaka, E. Flexural Behaviour of Reinforced Rubberised Concrete Beam; University of Moratuwa: Moratuwa, Sri Lanka, 2023. [Google Scholar]
- Sharaky, I.; Seleem, M.; Elamary, A.S. Minimizing the crumb rubber effects on the flexural behaviour of the layered RC beams cast using rubberized concrete with or without recycled tire steel fibers. Constr. Build. Mater. 2023, 400, 132503. [Google Scholar] [CrossRef]
- Karalar, M.; Ozturk, H.; Ozkilic, Y.O. Experimental and numerical investigation on flexural response of reinforced rubberized concrete beams using waste tire rubber. Steel Compos. Struct. 2023, 48, 43–57. [Google Scholar]
- Eisa, A.S.; Elshazli, M.T.; Nawar, M.T. Experimental investigation on the effect of using crumb rubber and steel fibers on the structural behavior of reinforced concrete beams. Constr. Build. Mater. 2020, 252, 119078. [Google Scholar] [CrossRef]
- Alasmari, H.A.; Bakar, B.; Akil, H. Influence of rubberized-fibrous concrete on flexural behavior of hybrid reinforced beam. In Proceedings of AIP Conference Proceedings; AIP Publishing: New York, NY, USA, 2020. [Google Scholar]
- Hasan, T.M.; Ali, A.S. Flexural behavior of fiber reinforced self-compacting rubberized concrete beams. J. Eng. 2020, 26, 111–128. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; AlAjarmeh, O.S.; Zhuge, Y.; Mohammed, A.A.; Bai, Y.; Aravinthan, T.; Schubel, P. Bending and shear behaviour of waste rubber concrete-filled FRP tubes with external flanges. Polymers 2021, 13, 2500. [Google Scholar] [CrossRef]
- Gurung, S. Flexural Analysis of Rubberized Concrete Beams Using Finite Element Method. 2020. Available online: https://www.theseus.fi/handle/10024/338913 (accessed on 28 September 2024).
- AbdelAleem, B.H.; Hassan, A.A. Use of rubberized engineered cementitious composite in strengthening flexural concrete beams. Eng. Struct. 2022, 262, 114304. [Google Scholar] [CrossRef]
- Nematzadeh, M.; Mousavi, R. Post-fire flexural behavior of functionally graded fiber-reinforced concrete containing rubber. Comput. Concr. 2021, 27, 417–435. [Google Scholar]
- Tang, Y.; Feng, W.; Chen, Z.; Nong, Y.; Guan, S.; Sun, J. Fracture behavior of a sustainable material: Recycled concrete with waste crumb rubber subjected to elevated temperatures. J. Clean. Prod. 2021, 318, 128553. [Google Scholar] [CrossRef]
- Shahjalal, M.; Islam, K.; Rahman, J.; Ahmed, K.S.; Karim, M.R.; Billah, A.M. Flexural response of fiber reinforced concrete beams with waste tires rubber and recycled aggregate. J. Clean. Prod. 2021, 278, 123842. [Google Scholar] [CrossRef]
- Nawar, M.T.; Eisa, A.S.; Elshazli, M.T.; Ibrahim, Y.E.; El-Zohairy, A. Numerical Analysis of Rubberized Steel Fiber Reinforced Concrete Beams Subjected to Static and Blast Loadings. Infrastructures 2024, 9, 52. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.; Leung, C.K.; Tang, S.; Pan, J.; Huang, W.; Chen, E. Properties of rubberized concrete modified by using silane coupling agent and carboxylated SBR. J. Clean. Prod. 2016, 112, 797–807. [Google Scholar] [CrossRef]
- Rivas-Vázquez, L.; Suárez-Orduña, R.; Hernández-Torres, J.; Aquino-Bolaños, E. Effect of the surface treatment of recycled rubber on the mechanical strength of composite concrete/rubber. Mater. Struct. 2015, 48, 2809–2814. [Google Scholar] [CrossRef]
- Emam, E.; Yehia, S. Experimental study on enhanced crumb rubber concrete. Int. J. Sci. Eng. Res 2018, 9, 1240–1247. [Google Scholar]
- Najim, K.B.; Hall, M.R. Crumb rubber aggregate coatings/pre-treatments and their effects on interfacial bonding, air entrapment and fracture toughness in self-compacting rubberised concrete (SCRC). Mater. Struct. 2013, 46, 2029–2043. [Google Scholar] [CrossRef]
- Segre, N.; Joekes, I. Use of tire rubber particles as addition to cement paste. Cem. Concr. Res. 2000, 30, 1421–1425. [Google Scholar] [CrossRef]
- Muñoz-Sánchez, B.; Arévalo-Caballero, M.J.; Pacheco-Menor, M.C. Influence of acetic acid and calcium hydroxide treatments of rubber waste on the properties of rubberized mortars. Mater. Struct. 2017, 50, 1–16. [Google Scholar] [CrossRef]
- Ecemis, A.S.; Madenci, E.; Karalar, M.; Fayed, S.; Althaqafi, E.; OzkillC, Y.O. Shear performance of reinforced concrete beams with rubber as form of fiber from waste tire. Steel Compos. Struct. 2024, 51, 337. [Google Scholar]
- Yung, W.H.; Yung, L.C.; Hua, L.H. A study of the durability properties of waste tire rubber applied to self-compacting concrete. Constr. Build. Mater. 2013, 41, 665–672. [Google Scholar] [CrossRef]
- Turatsinze, A.; Garros, M. On the modulus of elasticity and strain capacity of self-compacting concrete incorporating rubber aggregates. Resour. Conserv. Recycl. 2008, 52, 1209–1215. [Google Scholar] [CrossRef]
- TS-EN-197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria For Common Cements. TSE: Ankara, Türkiye, 2012.
- ASTM C94; Standard Specification for Ready Mixed Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 1916.
- TS EN 934-2; Admixtures for Concrete, Mortar and Grout—Part 2: Concrete Admixtures; Definitions, Requirements, Conformity, Marking and Labelling. TSE: Ankara, Türkiye, 2011.
- Scrivener, K.L.; Crumbie, A.K.; Laugesen, P. The interfacial transition zone (ITZ) between cement paste and aggregate in concrete. Interface Sci. 2004, 12, 411–421. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete; Longman: London, UK, 1995; Volume 4. [Google Scholar]
- Ismail, M.K.; Hassan, A.A.A. Shear behaviour of large-scale rubberized concrete beams reinforced with steel fibres. Constr. Build. Mater. 2017, 140, 43–57. [Google Scholar] [CrossRef]
- Najim, K.; Hall, M. A review of the fresh/hardened properties and applications for plain-(PRC) and self-compacting rubberised concrete (SCRC). Constr. Build. Mater. 2010, 24, 2043–2051. [Google Scholar] [CrossRef]
- Alasmari, H.A.; Bakar, B.; Noaman, A. A comparative study on the flexural behaviour of rubberized and hybrid rubberized reinforced concrete beams. Civ. Eng. J. 2019, 5, 1052–1067. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Hossain, K.M.A.; Swee, J.T.E.; Wong, G.; Abdullahi, M. Properties of crumb rubber hollow concrete block. J. Clean. Prod. 2012, 23, 57–67. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; He, W.; Wu, L. Effects of steel fiber content and shape on mechanical properties of ultra high performance concrete. Constr. Build. Mater. 2016, 103, 8–14. [Google Scholar] [CrossRef]
- Ismail, M.K.; Hassan, A.A. An experimental study on flexural behaviour of large-scale concrete beams incorporating crumb rubber and steel fibres. Eng. Struct. 2017, 145, 97–108. [Google Scholar] [CrossRef]
- Ismail, M.K.; Hassan, A.A. Ductility and cracking behavior of reinforced self-consolidating rubberized concrete beams. J. Mater. Civ. Eng. 2017, 29, 04016174. [Google Scholar] [CrossRef]
- Noaman, A.T.; Bakar, B.A.; Akil, H.M.; Alani, A. Fracture characteristics of plain and steel fibre reinforced rubberized concrete. Constr. Build. Mater. 2017, 152, 414–423. [Google Scholar] [CrossRef]
- Ismail, M.K.; Hassan, A.A.; Hussein, A.A. Structural behaviour of reinforced concrete beams containing crumb rubber and steel fibres. Mag. Concr. Res. 2017, 69, 939–953. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coarse Aggregate (kg) | Fine Aggregate (kg) | Cement (C) kg/m3 | Water (W) kg/m3 | W/C | Super Plas. kg | Unit Weight kg/m3 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| # | 4–11.2 mm | 11.2–22.4 mm | Rubber (%) | Rubber (kg) | 0–4 mm | Rubber (%) | Rubber (kg) | |||||
| RNC | 328.15 | 483.59 | 0.00 | 0.00 | 1107.26 | 0.00 | 0.00 | 270 | 186.30 | 0.69 | 1.080 | 2376 |
| RuNC%5 | 311.74 | 459.41 | 5 | 16.27 | 1051.90 | 5 | 19.78 | 270 | 186.30 | 0.69 | 1.080 | 2316 |
| RuNC%10 | 295.34 | 435.23 | 10 | 32.53 | 996.54 | 10 | 39.56 | 270 | 186.30 | 0.69 | 1.080 | 2257 |
| RuNC%15 | 278.93 | 411.05 | 15 | 48.80 | 941.17 | 15 | 59.34 | 270 | 186.30 | 0.69 | 1.080 | 2197 |
| Chemical Properties | Obtained Values | TS EN 197-1 | |
|---|---|---|---|
| Least | Most | ||
| Loss of Glow (%) | 4.36 | - | 5.00 |
| Insoluble Residue (%) | 0.50 | - | 5.00 |
| Sulfur Trioxide (SO3) (%) | 3.53 | - | 4.00 |
| Chloride (Cl) (%) | 0.021 | - | 0.10 |
| K2O (%) | 0.64 | - | - |
| Na2O (%) | 0.32 | - | - |
| Physical Properties | Obtained values | TS EN 197-1 | |
| Least | Most | ||
| Specific Surface (/g) | 3758 | - | - |
| Two-day CS (MPa) | 25.58 | 20 | - |
| Twenty-eight-day CS (MPa) | 47.1 | 42.5 | 62.5 |
| Initial Setting (min.) | 161 | 60 | - |
| Volume Expansion (mm) | 2 | - | 10 |
| Name | Specimen | Long. Reinf. | Sti. Dia./Spac | Stirrup Vol. Ratio (δw) | Wru (%) |
|---|---|---|---|---|---|
| RNC∅8 | 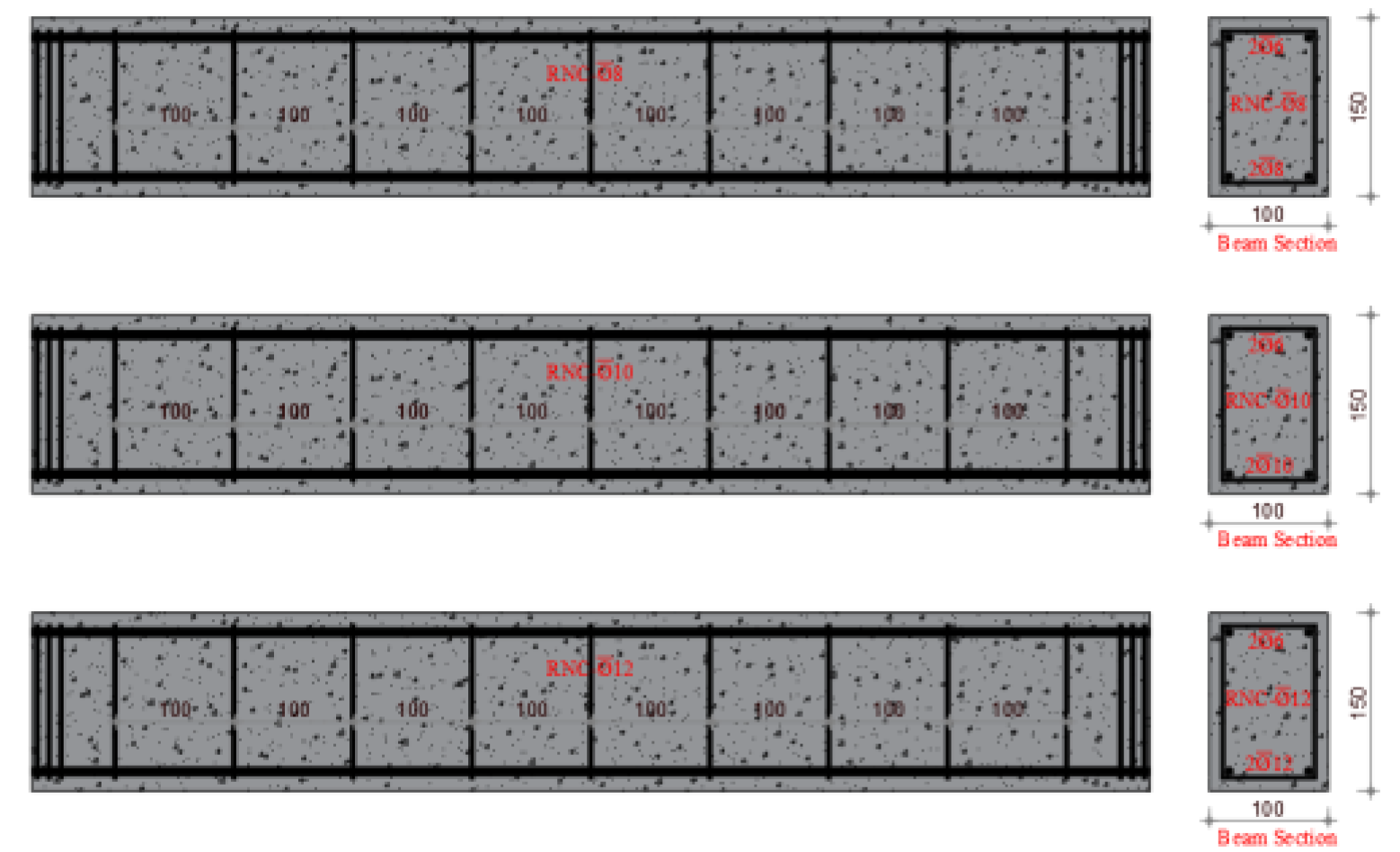 | 2∅6 (top) 2∅8 (bot.) | ∅6/10 | 0.0057 | 0 |
| RNC∅10 | 2∅6 (top) 2∅10 (bot.) | 0 | |||
| RNC∅12 | 2∅6 (top) 2∅12 (bot.) | 0 | |||
| RuNC∅8-%5 | 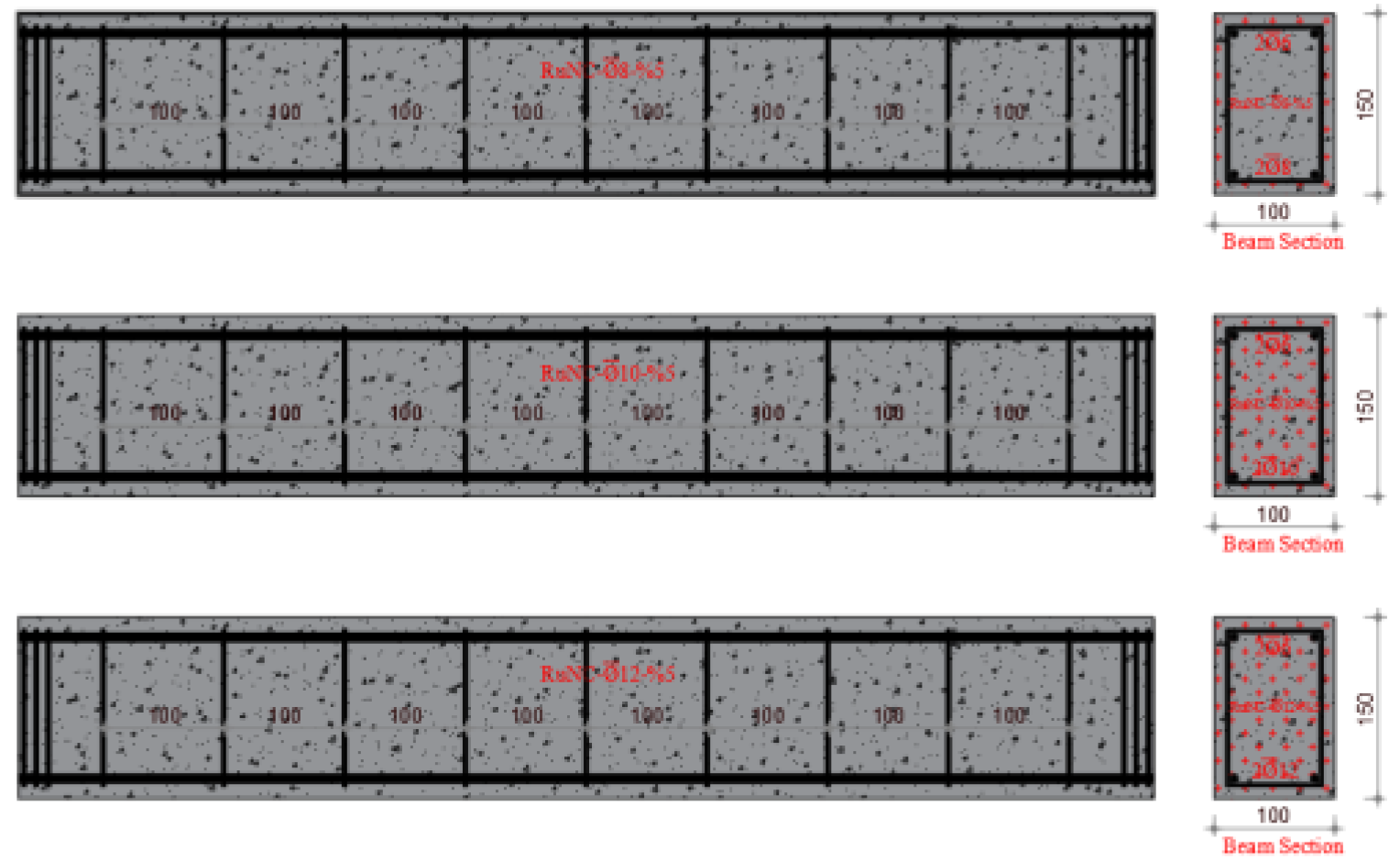 | 2∅6 (top) 2∅8 (bot.) | ∅6/10 | 0.0057 | 5 |
| RuNC∅10-%5 | 2∅6 (top) 2∅10 (bot.) | 5 | |||
| RuNC∅12-%5 | 2∅6 (top) 2∅12 (bot.) | 5 | |||
| RuNC∅8-%10 | 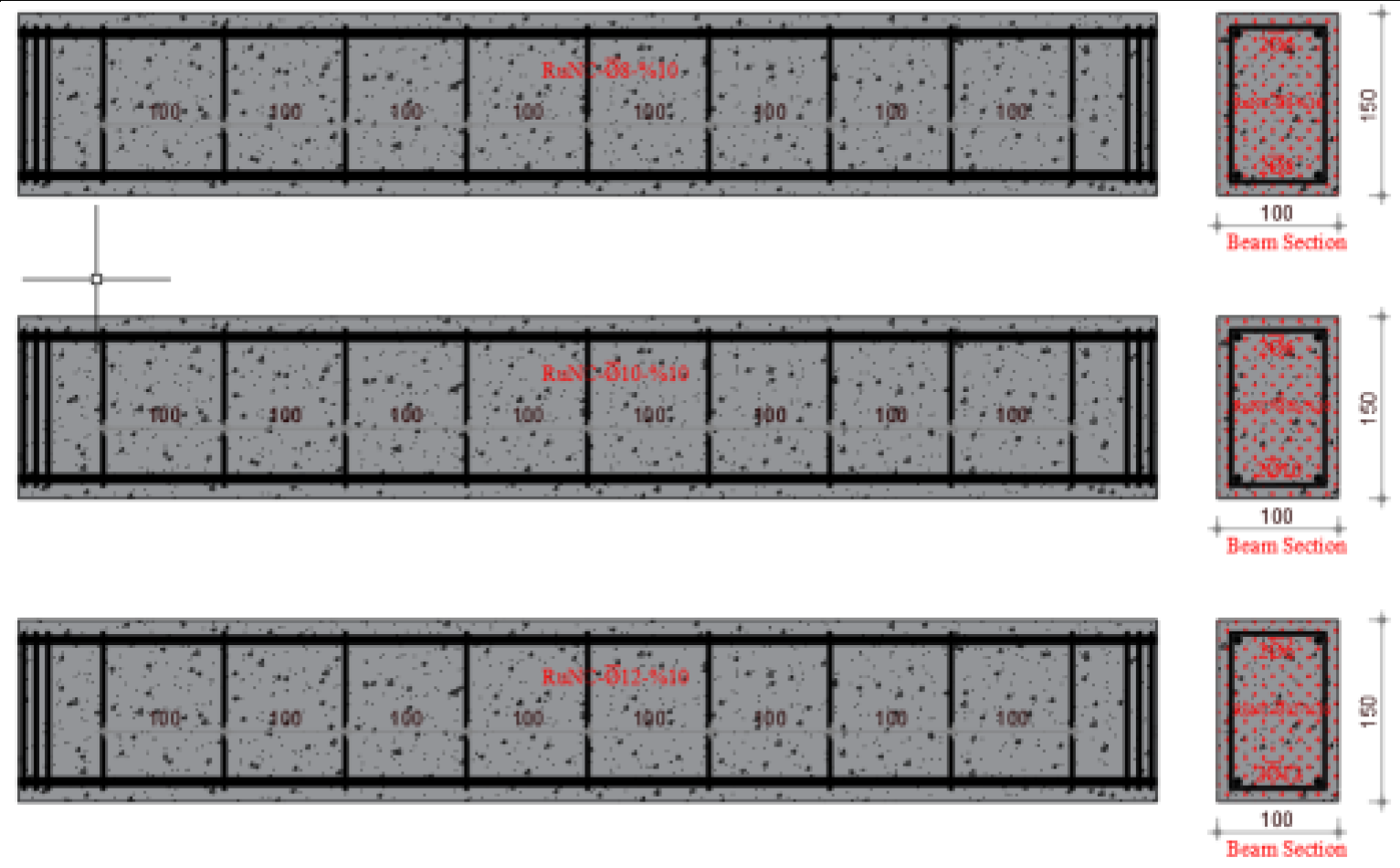 | 2∅6 (top) 2∅8 (bot.) | ∅6/10 | 0.0057 | 10 |
| RuNC∅10-%10 | 2∅6 (top) 2∅10 (bot.) | 10 | |||
| RuNC∅12-%10 | 2∅6 (top) 2∅12 (bot.) | 10 | |||
| RuNC∅8-%15 | 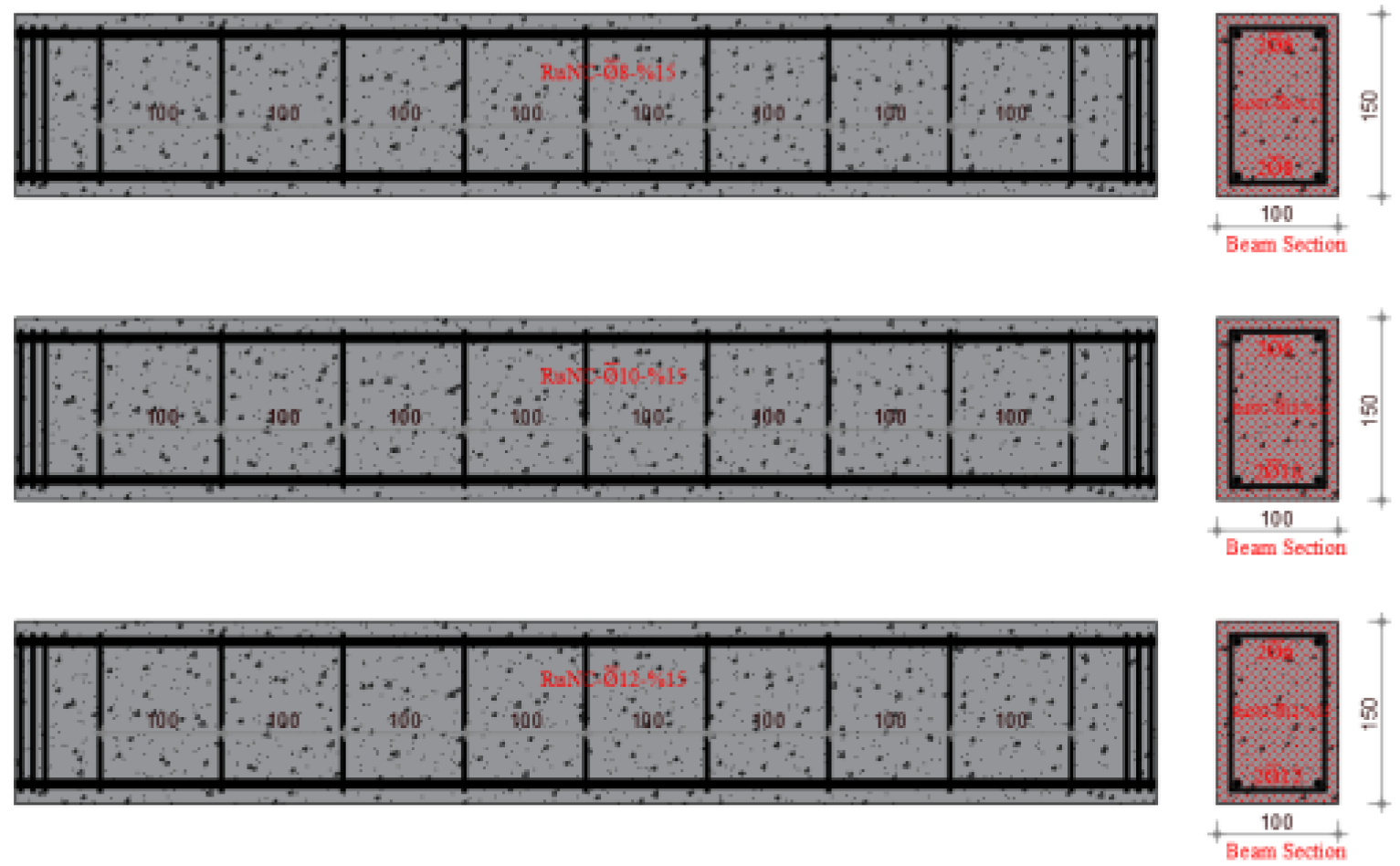 | 2∅6 (top) 2∅8 (bot.) | ∅6/10 | 0.0057 | 15 |
| RuNC∅10-%15 | 2∅6 (top) 2∅10 (bot.) | 15 | |||
| RuNC∅12-%15 | 2∅6 (top) 2∅12 (bot.) | 15 |
| Test No | PMax (kN) | Def. at PMax (mm) | δu (mm) | Stiffness at Pmax(kN/mm) | Pu (0.85Pmax) (kN) | Displacement at Yield δy (mm) | Stiffness at Yield (kN/mm) | Ductility Ratio |
|---|---|---|---|---|---|---|---|---|
| ∅8-%0 | 32.37 | 8.75 | 61.54 | 3.70 | 27.51 | 3.27 | 8.41 | 18.81 |
| ∅10-%0 | 51.82 | 6.45 | 56.80 | 8.03 | 44.05 | 3.25 | 13.55 | 17.47 |
| ∅12-%0 | 68.19 | 7.37 | 17.92 | 9.25 | 57.96 | 4.70 | 12.33 | 3.81 |
| ∅8-%5 | 33.11 | 3.96 | 63.16 | 8.36 | 28.14 | 3.04 | 9.25 | 20.77 |
| ∅10-%5 | 46.29 | 5.39 | 18.93 | 8.59 | 39.35 | 3.18 | 12.37 | 5.95 |
| ∅12-%5 | 52.67 | 5.85 | 14.83 | 9.00 | 44.77 | 3.73 | 12.00 | 3.97 |
| ∅8-%10 | 30.27 | 4.52 | 38.42 | 6.70 | 25.73 | 3.50 | 7.35 | 10.97 |
| ∅10-%10 | 40.20 | 7.54 | 12.92 | 5.33 | 34.11 | 3.10 | 11.00 | 4.17 |
| ∅12-%10 | 43.83 | 4.84 | 18.29 | 9.06 | 37.26 | 3.13 | 11.90 | 5.84 |
| ∅8-%15 | 28.11 | 5.99 | 17.23 | 4.69 | 23.89 | 3.78 | 6.32 | 4.57 |
| ∅10-%15 | 31.65 | 4.42 | 16.63 | 7.16 | 26.90 | 3.36 | 8.00 | 4.95 |
| ∅12-%15 | 35.35 | 5.34 | 21.33 | 6.62 | 30.05 | 3.13 | 9.60 | 6.81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ecemiş, A.S.; Madenci, E.; Karalar, M.; Fayed, S.; Althaqafi, E.; Özkılıç, Y.O. Bending Performance of Reinforced Concrete Beams with Rubber as Form of Fiber from Waste Tires. Materials 2024, 17, 4958. https://doi.org/10.3390/ma17204958
Ecemiş AS, Madenci E, Karalar M, Fayed S, Althaqafi E, Özkılıç YO. Bending Performance of Reinforced Concrete Beams with Rubber as Form of Fiber from Waste Tires. Materials. 2024; 17(20):4958. https://doi.org/10.3390/ma17204958
Chicago/Turabian StyleEcemiş, Ali Serdar, Emrah Madenci, Memduh Karalar, Sabry Fayed, Essam Althaqafi, and Yasin Onuralp Özkılıç. 2024. "Bending Performance of Reinforced Concrete Beams with Rubber as Form of Fiber from Waste Tires" Materials 17, no. 20: 4958. https://doi.org/10.3390/ma17204958