

Effect of Initial Surface Morphology and Laser Parameters on the Laser Polishing of Stainless Steel Manufactured by Laser Powder Bed Fusion



Abstract
1. Introduction
2. Materials and Methods
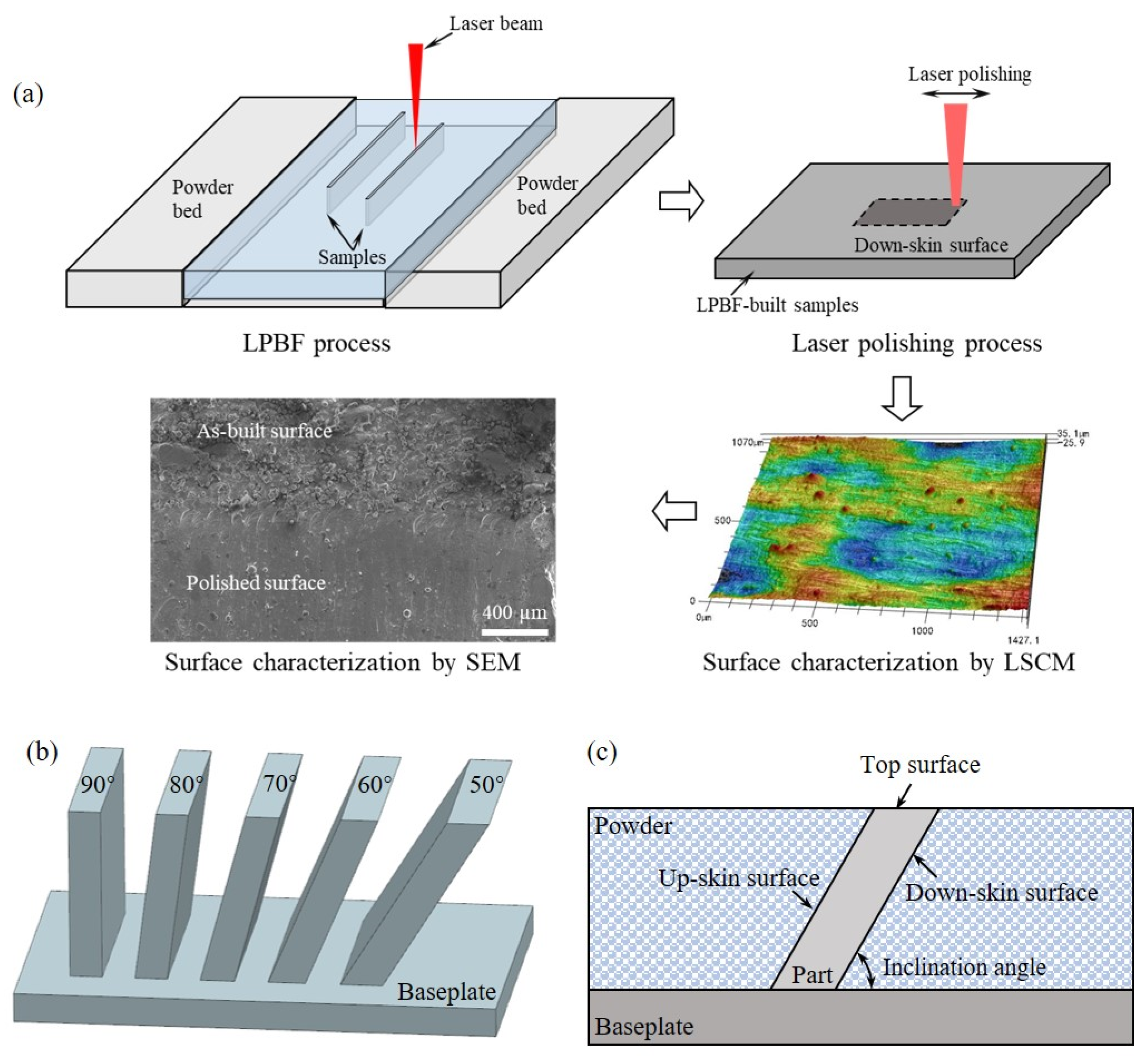
2.1. Sample Preparations
2.2. Laser Polishing Process
2.3. Characterization Methods
3. Experimental Results
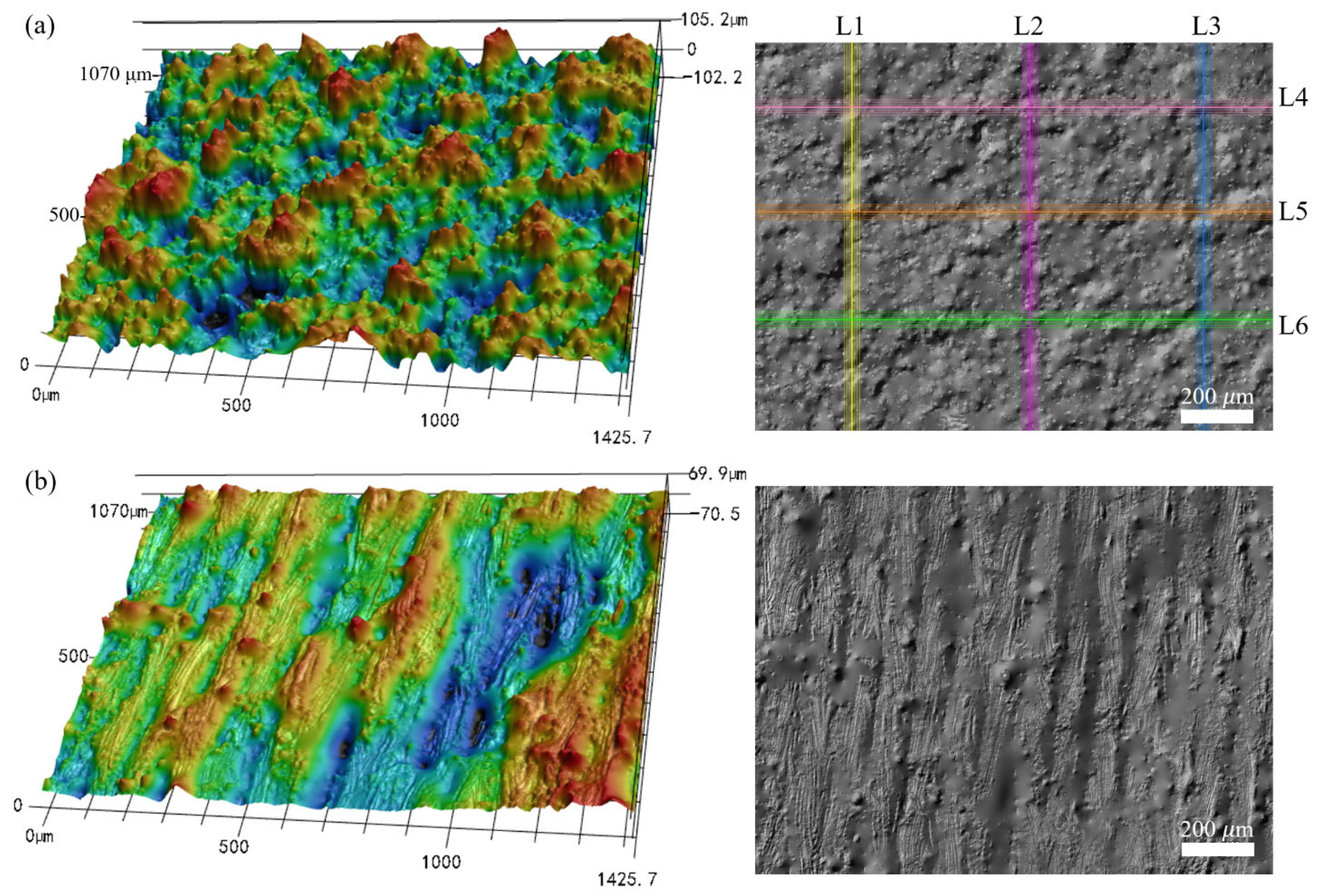
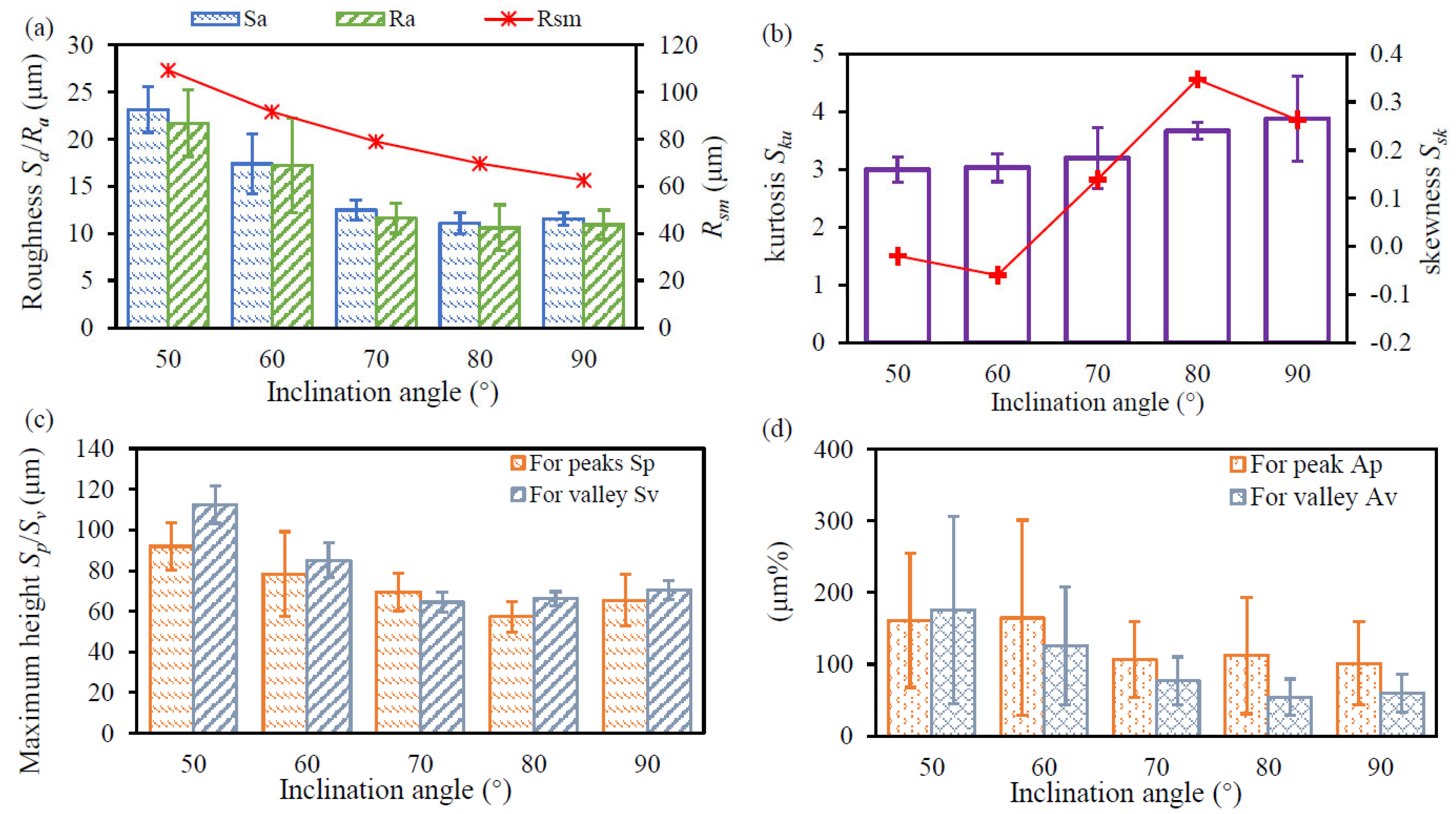
3.1. Surface Characterizations of the LPBF-Built Specimens
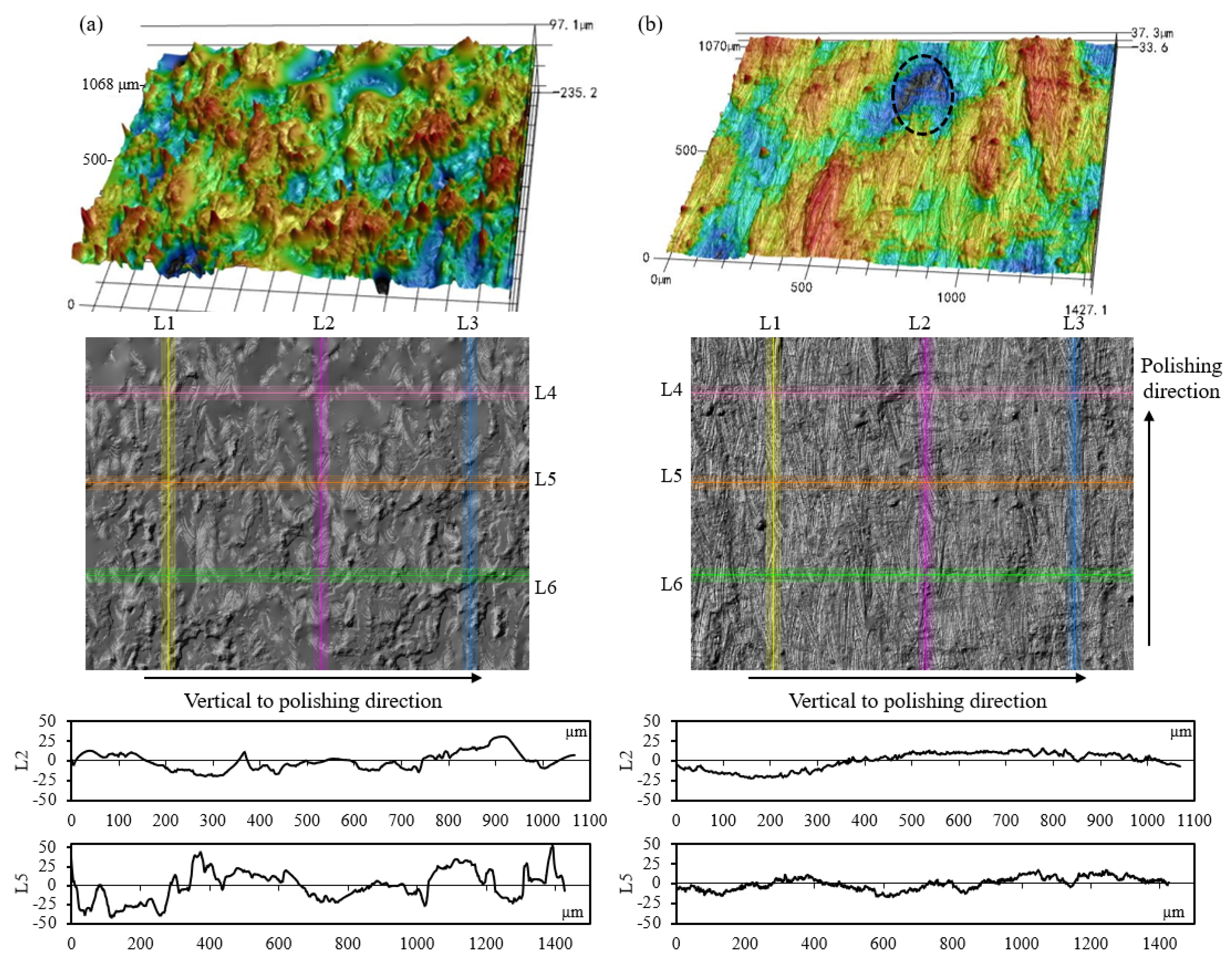
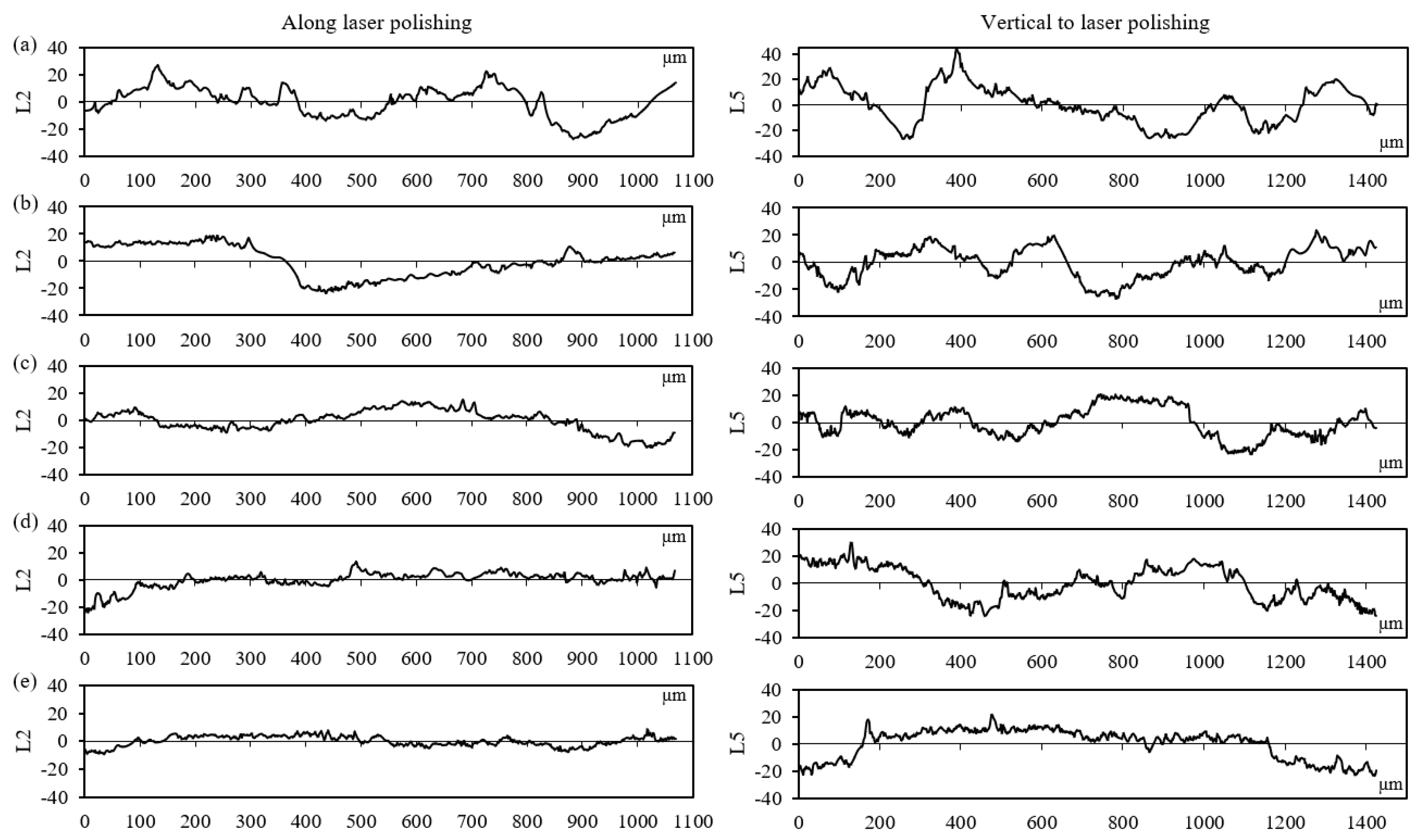
3.2. Surface Characterizations after Laser Polishing
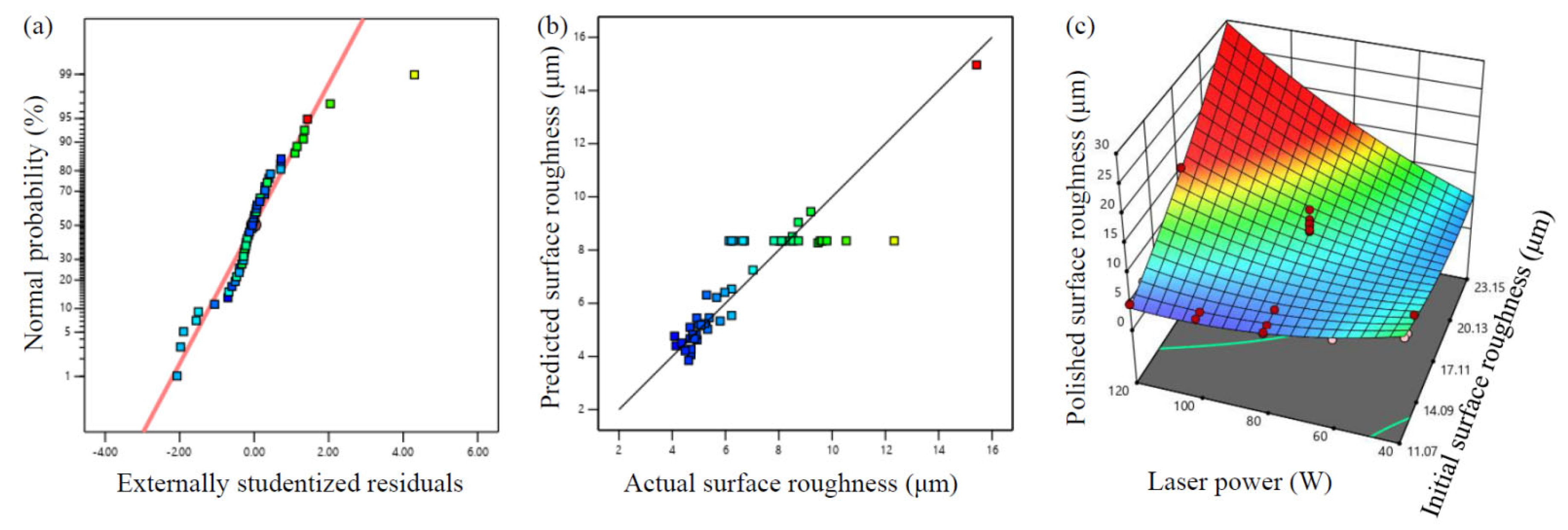
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Fan, J.; Zhang, L.; Wei, S.; Zhang, Z.; Choi, S.K.; Song, B.; Shi, Y. A Review of Additive Manufacturing of Metamaterials and Developing Trends. Mater. Today 2021, 50, 303–328. [Google Scholar] [CrossRef]
- Liu, J.; Song, Y.; Chen, C.; Wang, X.; Li, H.; Zhou, C.; Wang, J.; Guo, K.; Sun, J. Effect of Scanning Speed on the Microstructure and Mechanical Behavior of 316L Stainless Steel Fabricated by Selective Laser Melting. Mater. Des. 2020, 186, 108355. [Google Scholar] [CrossRef]
- Liu, J.; Guo, K.; Sun, J.; Sun, Q.; Wang, L.; Li, H. Compressive Behavior and Vibration-Damping Properties of Porous Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion. J. Manuf. Process. 2021, 66, 1–10. [Google Scholar] [CrossRef]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.K.; Taylor, J.S. Surface Texture Metrology for Metal Additive Manufacturing: A Review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef]
- Tian, Y.; Yang, L.; Zhao, D.; Huang, Y.; Pan, J. Numerical Analysis of Powder Bed Generation and Single Track Forming for Selective Laser Melting of SS316L Stainless Steel. J. Manuf. Process. 2020, 58, 964–974. [Google Scholar] [CrossRef]
- Yuan, W.; Chen, H.; Cheng, T.; Wei, Q. Effects of Laser Scanning Speeds on Different States of the Molten Pool during Selective Laser Melting: Simulation and Experiment. Mater. Des. 2020, 189, 108542. [Google Scholar] [CrossRef]
- Mishra, A.K.; Kumar, A. Effect of Surface Morphology on the Melt Pool Geometry in Single Track Selective Laser Melting. Mater. Today Proc. 2020, 27, 816–823. [Google Scholar] [CrossRef]
- Zheng, M.; Wei, L.; Chen, J.; Zhang, Q.; Zhang, G.; Lin, X.; Huang, W. On the Role of Energy Input in the Surface Morphology and Microstructure during Selective Laser Melting of Inconel 718 Alloy. J. Mater. Res. Technol. 2021, 11, 392–403. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Surface Morphology in Selective Laser Melting of Metal Powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef]
- Zheng, M.; Wei, L.; Chen, J.; Zhang, Q.; Li, J.; Sui, S.; Wang, G.; Huang, W. Surface Morphology Evolution during Pulsed Selective Laser Melting: Numerical and Experimental Investigations. Appl. Surf. Sci. 2019, 496, 143649. [Google Scholar] [CrossRef]
- Rott, S.; Ladewig, A.; Friedberger, K.; Casper, J.; Full, M.; Schleifenbaum, J.H. Surface Roughness in Laser Powder Bed Fusion—Interdependency of Surface Orientation and Laser Incidence. Addit. Manuf. 2020, 36, 101437. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Z.; Guan, Y. Thermodynamics Analysis and Rapid Solidification of Laser Polished Inconel 718 by Selective Laser Melting. Appl. Surf. Sci. 2020, 511, 145423. [Google Scholar] [CrossRef]
- Basha, S.M.; Bhuyan, M.; Basha, M.M.; Venkaiah, N.; Sankar, M.R. Laser Polishing of 3D Printed Metallic Components: A Review on Surface Integrity. Mater. Today Proc. 2019, 26, 2047–2054. [Google Scholar] [CrossRef]
- Ramos-Grez, J.A.; Bourell, D.L. Reducing Surface Roughness of Metallic Freeform-Fabricated Parts Using Non-Tactile Finishing Methods. Int. J. Mater. Prod. Technol. 2004, 21, 297–316. [Google Scholar] [CrossRef]
- Ramos, J.A.; Bourell, D.L.; Beaman, J.J. Surface Over-Melt during Laser Polishing of Indirect-SLS Metal Parts. MRS Online Proc. Libr. 2002, 758, 19. [Google Scholar] [CrossRef]
- Jaritngam, P.; Tangwarodomnukun, V.; Qi, H.; Dumkum, C. Surface and Subsurface Characteristics of Laser Polished Ti6Al4V Titanium Alloy. Opt. Laser Technol. 2020, 126, 106102. [Google Scholar] [CrossRef]
- Tan, K.L.; Yeo, S.H. Surface Modification of Additive Manufactured Components by Ultrasonic Cavitation Abrasive Finishing. Wear 2017, 378–379, 90–95. [Google Scholar] [CrossRef]
- Sankara Narayanan, T.S.N.; Kim, J.; Jeong, H.E.; Park, H.W. Enhancement of the Surface Properties of Selective Laser Melted Maraging Steel by Large Pulsed Electron-Beam Irradiation. Addit. Manuf. 2020, 33, 101125. [Google Scholar] [CrossRef]
- Cabanettes, F.; Joubert, A.; Chardon, G.; Dumas, V.; Rech, J.; Grosjean, C.; Dimkovski, Z. Topography of as Built Surfaces Generated in Metal Additive Manufacturing: A Multi Scale Analysis from Form to Roughness. Precis. Eng. 2018, 52, 249–265. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Model of Radiation and Heat Transfer in Laser-Powder Interaction Zone at Selective Laser Melting. J. Heat Transfer 2009, 131, 072101. [Google Scholar] [CrossRef]
- Chen, L.; Richter, B.; Zhang, X.; Ren, X.; Pfefferkorn, F.E. Modification of Surface Characteristics and Electrochemical Corrosion Behavior of Laser Powder Bed Fused Stainless-Steel 316L after Laser Polishing. Addit. Manuf. 2020, 32, 101013. [Google Scholar] [CrossRef]
- Wang, W.; Yung, K.; Choy, H.; Xiao, T.; Cai, Z. Effects of Laser Polishing on Surface Microstructure and Corrosion Resistance of Additive Manufactured CoCr Alloys. Appl. Surf. Sci. 2018, 443, 167–175. [Google Scholar] [CrossRef]
- Dos Santos Solheid, J.; Seifert, H.J.; Pfleging, W. Laser Surface Modification and Polishing of Additive Manufactured Metallic Parts. Procedia CIRP 2018, 74, 280–284. [Google Scholar] [CrossRef]
- Wang, Y.; Li, Y.; Guan, Y. Surface Modification and Mechanical Properties of Laser Powder Bed Fusion Inconel 718 after Magnetic-Assisted Laser Polishing. Opt. Laser Technol. 2023, 162, 109291. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Yi, Z.; Su, X. Research on the Fabricating Quality Optimization of the Overhanging Surface in SLM Process. Int. J. Adv. Manuf. Technol. 2013, 65, 1471–1484. [Google Scholar] [CrossRef]
- Deng, Y.; Mao, Z.; Yang, N.; Niu, X.; Lu, X. Collaborative Optimization of Density and Surface Roughness of 316L Stainless Steel in Selective Laser Melting. Materials 2020, 13, 1601. [Google Scholar] [CrossRef]
- Liu, Q.; Wu, H.; Paul, M.J.; He, P.; Peng, Z.; Gludovatz, B.; Kruzic, J.J.; Wang, C.H.; Li, X. Machine-Learning Assisted Laser Powder Bed Fusion Process Optimization for AlSi10Mg: New Microstructure Description Indices and Fracture Mechanisms. Acta Mater. 2020, 201, 316–328. [Google Scholar] [CrossRef]
- Zhang, F.; Huang, K.; Zhao, K.; Tan, H.; Li, Y.; Qiu, Y.; Chen, Y.; Wang, M.; Zhang, L.C. Directed Energy Deposition Combining High-Throughput Technology and Machine Learning to Investigate the Composition-Microstructure-Mechanical Property Relationships in Titanium Alloys. J. Mater. Process. Technol. 2023, 311, 117800. [Google Scholar] [CrossRef]
- Wang, D.; Song, C.; Yang, Y.; Bai, Y. Investigation of Crystal Growth Mechanism during Selective Laser Melting and Mechanical Property Characterization of 316L Stainless Steel Parts. Mater. Des. 2016, 100, 291–299. [Google Scholar] [CrossRef]
- Leary, M. Surface Roughness Optimisation for Selective Laser Melting (SLM): Accommodating Relevant and Irrelevant Surfaces. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Elsevier B.V.: Amsterdam, The Netherlands, 2017; pp. 99–118, Chapter 4; ISBN 9780081004340. [Google Scholar]
- ISO 25178-2; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2012.
- Wei, H.L.; Liu, F.Q.; Liao, W.H.; Liu, T.T. Prediction of Spatiotemporal Variations of Deposit Profiles and Inter-Track Voids during Laser Directed Energy Deposition. Addit. Manuf. 2020, 34, 101219. [Google Scholar] [CrossRef]
- Baicheng, Z.; Xiaohua, L.; Jiaming, B.; Junfeng, G.; Pan, W.; Chen-nan, S.; Muiling, N.; Guojun, Q.; Jun, W. Study of Selective Laser Melting (SLM) Inconel 718 Part Surface Improvement by Electrochemical Polishing. Mater. Des. 2017, 116, 531–537. [Google Scholar] [CrossRef]
- Nasab, M.H.; Gastaldi, D.; Lecis, N.F.; Vedani, M. On Morphological Surface Features of the Parts Printed by Selective Laser Melting (SLM). Addit. Manuf. 2018, 24, 373–377. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, X.; Tomus, D.; Davies, C.H.J. Surface Roughness of Selective Laser Melted Ti-6Al-4V Alloy Components. Addit. Manuf. 2018, 21, 91–103. [Google Scholar] [CrossRef]
- Marimuthu, S.; Triantaphyllou, A.; Antar, M.; Wimpenny, D.; Morton, H.; Beard, M. Laser Polishing of Selective Laser Melted Components. Int. J. Mach. Tools Manuf. 2015, 95, 97–104. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Laser power P (W) | 160 |
| Scanning speed V (mm/s) | 700 |
| Layer thickness τ (μm) | 30 |
| Hatching distance H (mm) | 0.1 |
| Laser spot diameter (μm) | 60 |
| Rotation angle between layers (°) | 47 |
| Case | Laser Power (W) | Scanning Speed (mm/s) | Energy Density (J/mm2) |
|---|---|---|---|
| P1 | 40 | 300 | 6.67 |
| P2 | 60 | 300 | 5.56 |
| P3 | 80 | 300 | 4.44 |
| P4 | 100 | 300 | 3.33 |
| P5 | 120 | 300 | 2.22 |
| V1 | 80 | 500 | 2.67 |
| V2 | 80 | 400 | 3.33 |
| V3 | 80 | 300 | 4.44 |
| V4 | 80 | 200 | 6.67 |
| V5 | 80 | 100 | 13.33 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 217.56 | 9 | 24.17 | 18.48 | <0.0001 | significant |
| x1 initial surface roughness | 6.59 | 1 | 6.59 | 5.04 | 0.0304 | |
| x2 Laser power | 17.32 | 1 | 17.32 | 13.24 | 0.0008 | |
| x3 Scanning speed | 1.33 | 1 | 1.33 | 1.02 | 0.3193 | |
| 32.47 | 1 | 32.47 | 24.82 | <0.0001 | ||
| 2.19 | 1 | 2.19 | 1.67 | 0.2036 | ||
| 6.88 | 1 | 6.88 | 5.26 | 0.0271 | ||
| 0.6898 | 1 | 0.6898 | 0.5273 | 0.4720 | ||
| 16.60 | 1 | 16.60 | 12.69 | 0.0010 | ||
| 0.0968 | 1 | 0.0968 | 0.0740 | 0.7870 | ||
| Residual | 52.32 | 40 | 1.31 | |||
| Lack of Fit | 6.69 | 21 | 0.3188 | 0.1327 | 1.0000 | not significant |
| Pure Error | 45.63 | 19 | 2.40 | |||
| Cor Total | 269.88 | 49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zhao, K.; Wang, X.; Li, H. Effect of Initial Surface Morphology and Laser Parameters on the Laser Polishing of Stainless Steel Manufactured by Laser Powder Bed Fusion. Materials 2024, 17, 4968. https://doi.org/10.3390/ma17204968
Liu J, Zhao K, Wang X, Li H. Effect of Initial Surface Morphology and Laser Parameters on the Laser Polishing of Stainless Steel Manufactured by Laser Powder Bed Fusion. Materials. 2024; 17(20):4968. https://doi.org/10.3390/ma17204968
Chicago/Turabian StyleLiu, Jiangwei, Kangkang Zhao, Xiebin Wang, and Hu Li. 2024. "Effect of Initial Surface Morphology and Laser Parameters on the Laser Polishing of Stainless Steel Manufactured by Laser Powder Bed Fusion" Materials 17, no. 20: 4968. https://doi.org/10.3390/ma17204968
APA StyleLiu, J., Zhao, K., Wang, X., & Li, H. (2024). Effect of Initial Surface Morphology and Laser Parameters on the Laser Polishing of Stainless Steel Manufactured by Laser Powder Bed Fusion. Materials, 17(20), 4968. https://doi.org/10.3390/ma17204968