

Evaluation of Surface Finishing Efficiency of Titanium Alloy Grade 5 (Ti–6Al–4V) After Superfinishing Using Abrasive Films





Abstract
:
1. Introduction

2. Materials and Methods
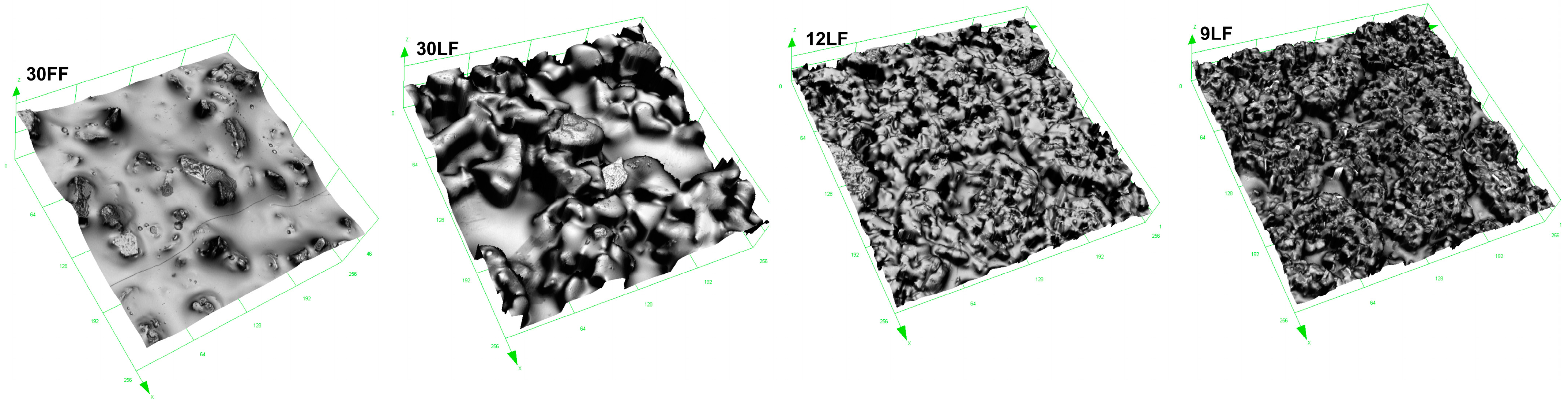
2.1. Assessment of the Surface Texture of Abrasive Films
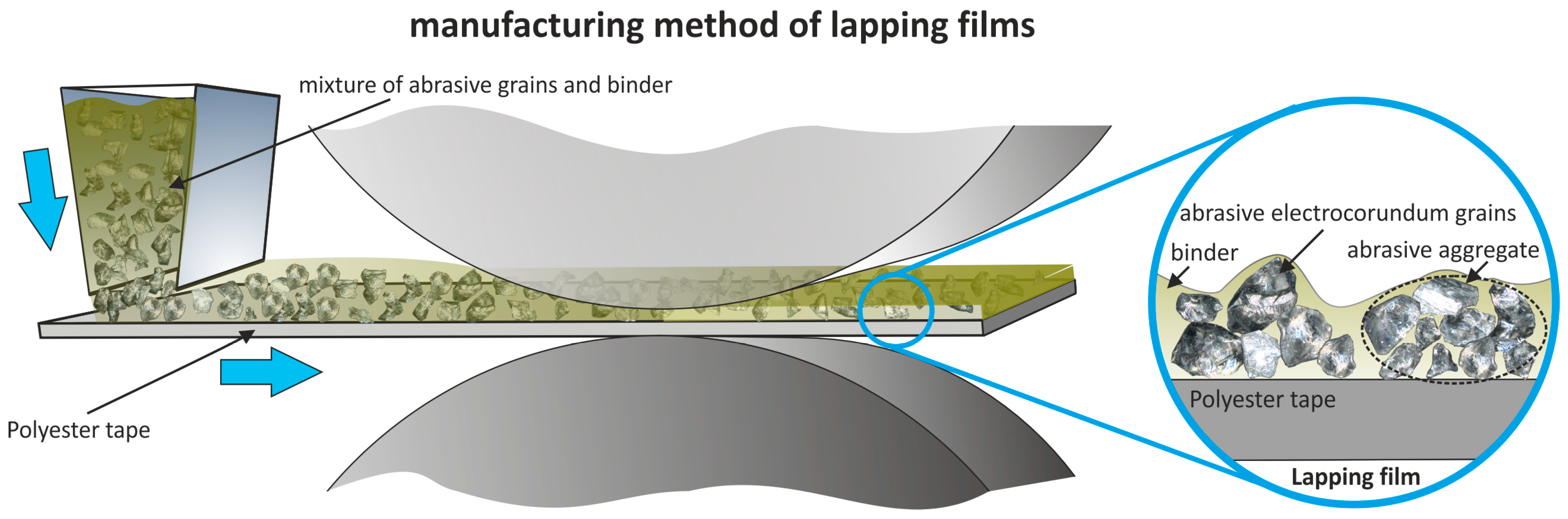
2.2. Process of Machining with Abrasive Films
2.3. Evaluation of Surface Smoothness After the Superfinishing Process
2.4. Analysis of the Surface of the Worn Abrasive Tool
3. Results and Discussion
3.1. Analysis of the Unused Abrasive Film Surface
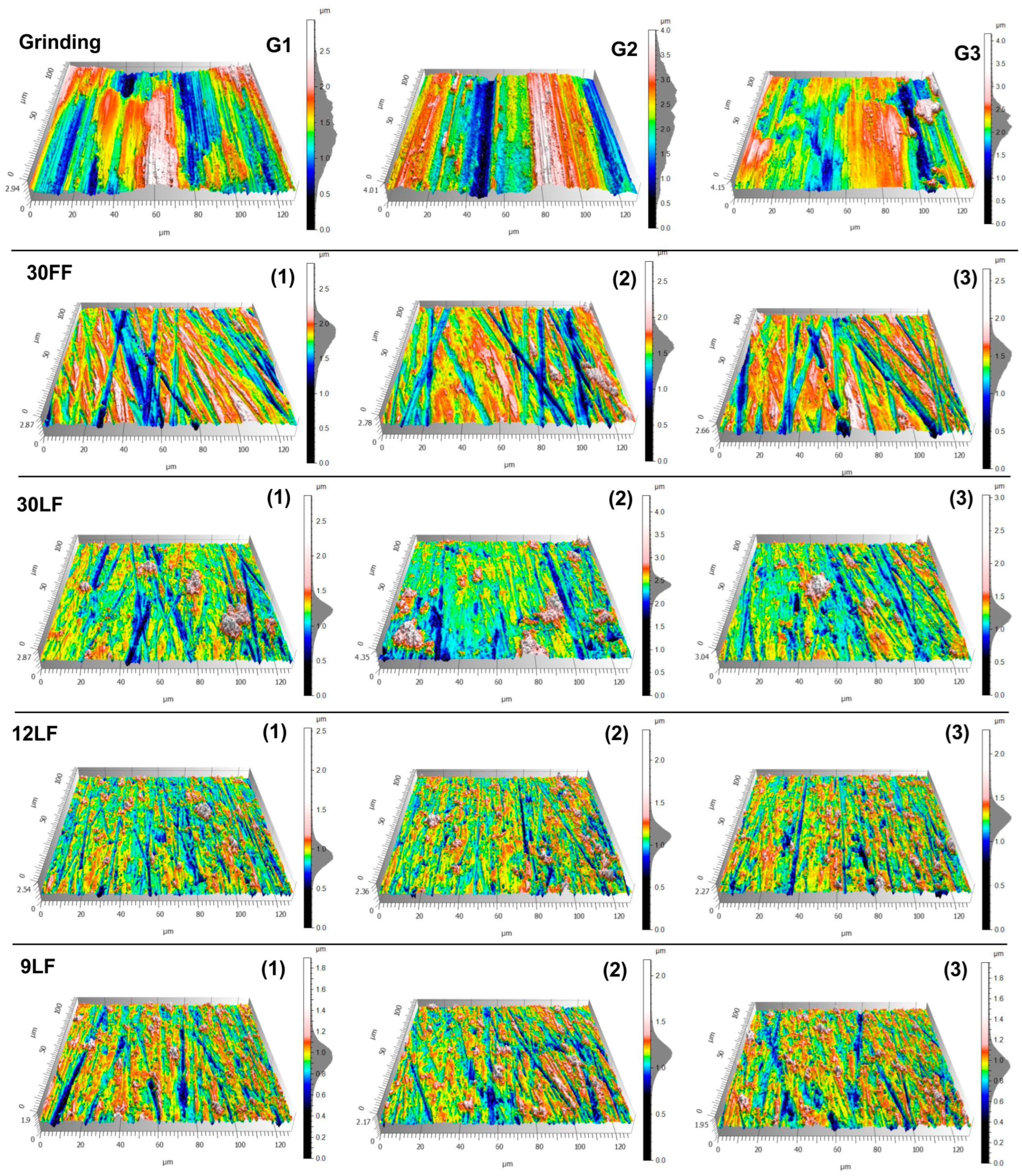
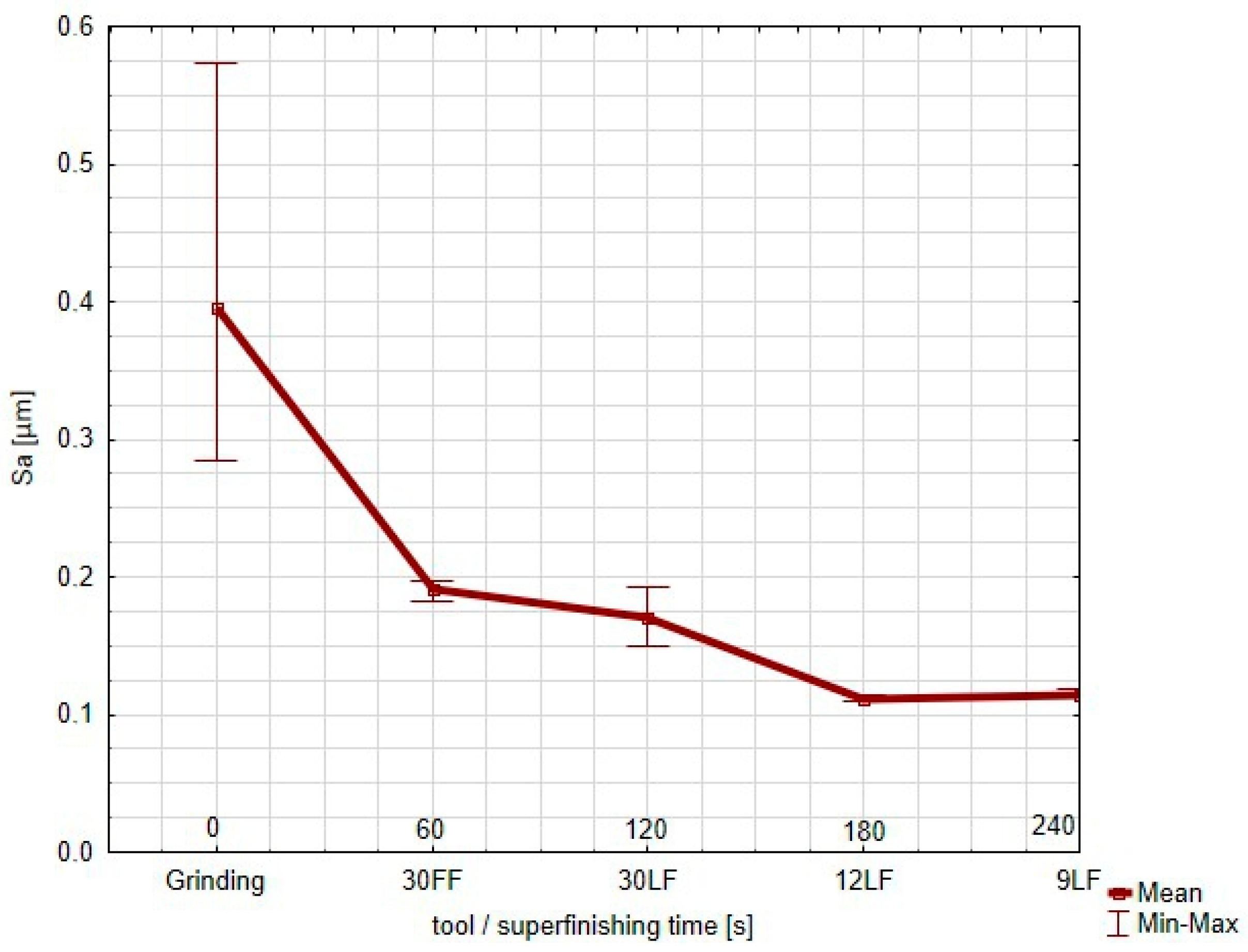
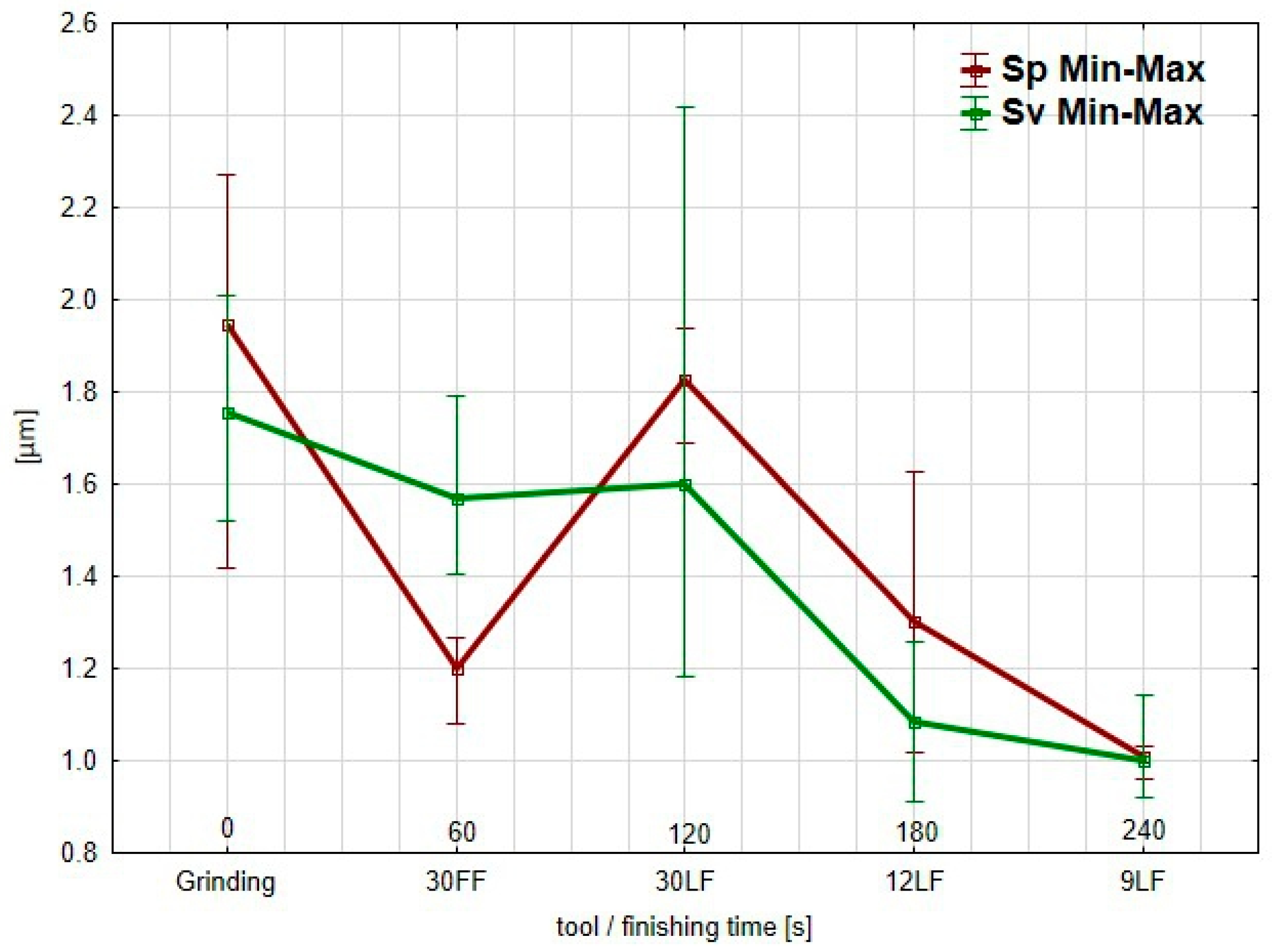
3.2. Evaluation of Surface Smoothness in the Superfinishing Process Utilizing Abrasive Films
- Sa: arithmetical mean height of the surface;
- Sz: maximum height of the surface;
- Sp: maximum peak height;
- Sv: maximum pit height.
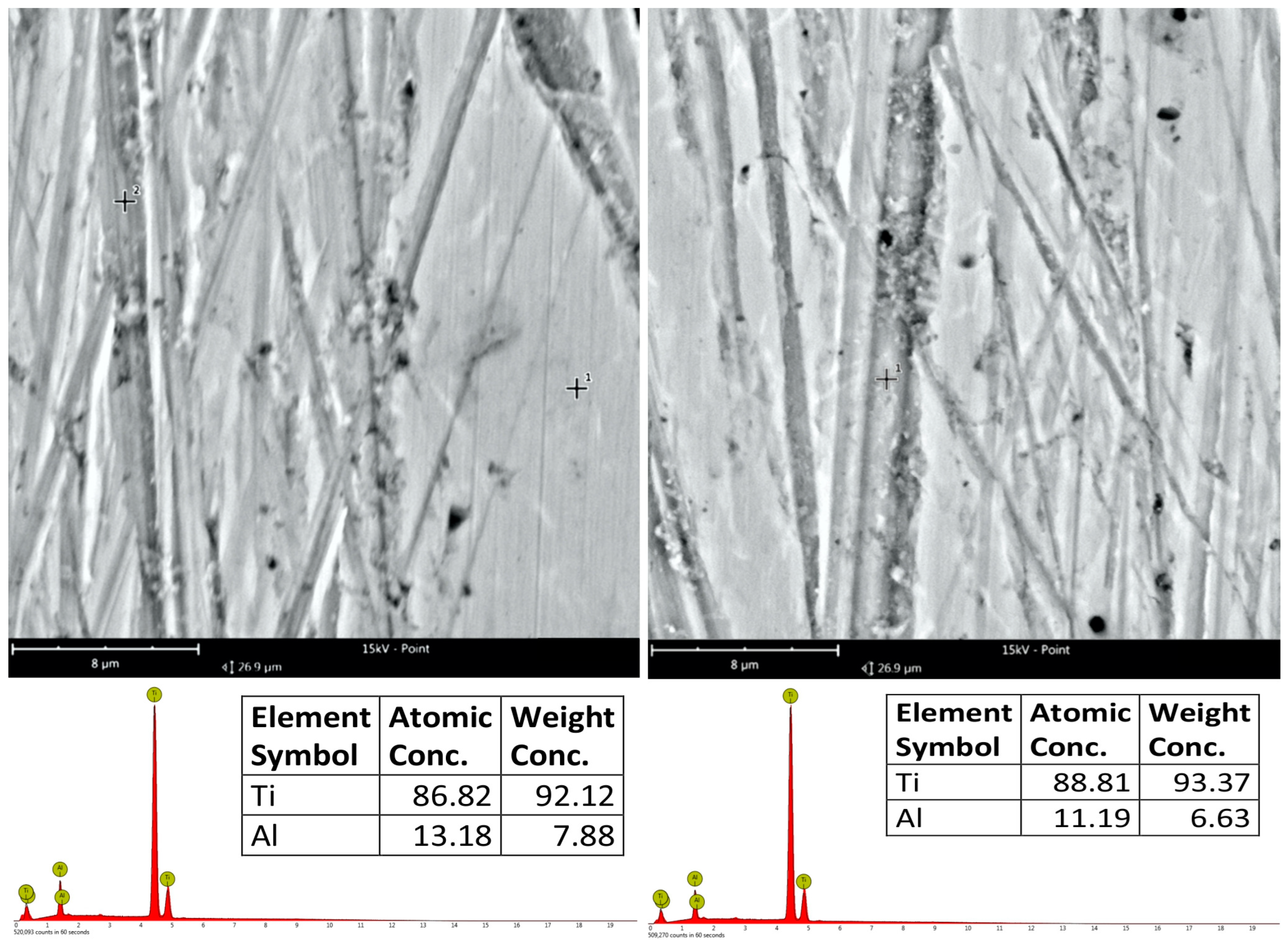
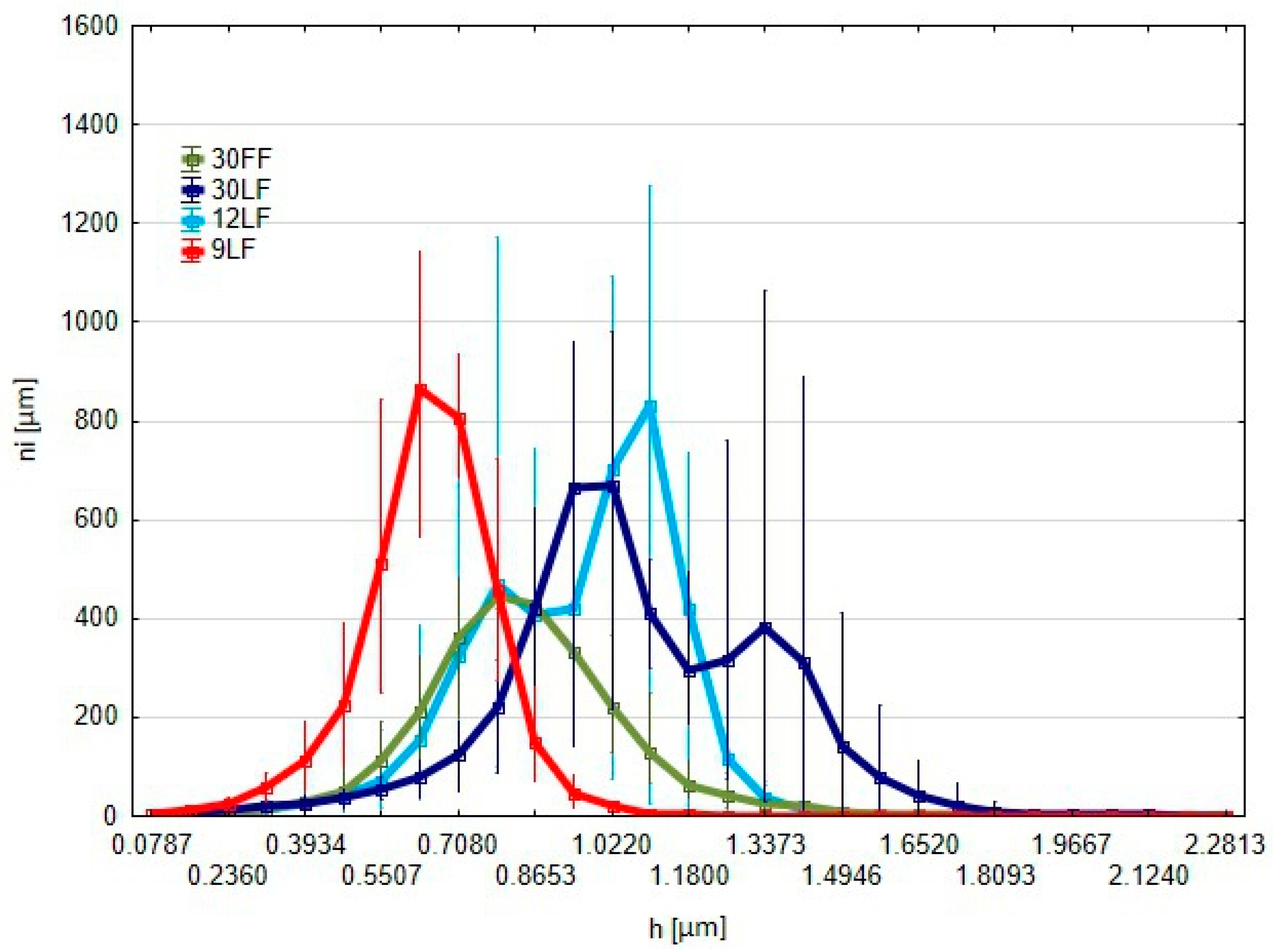
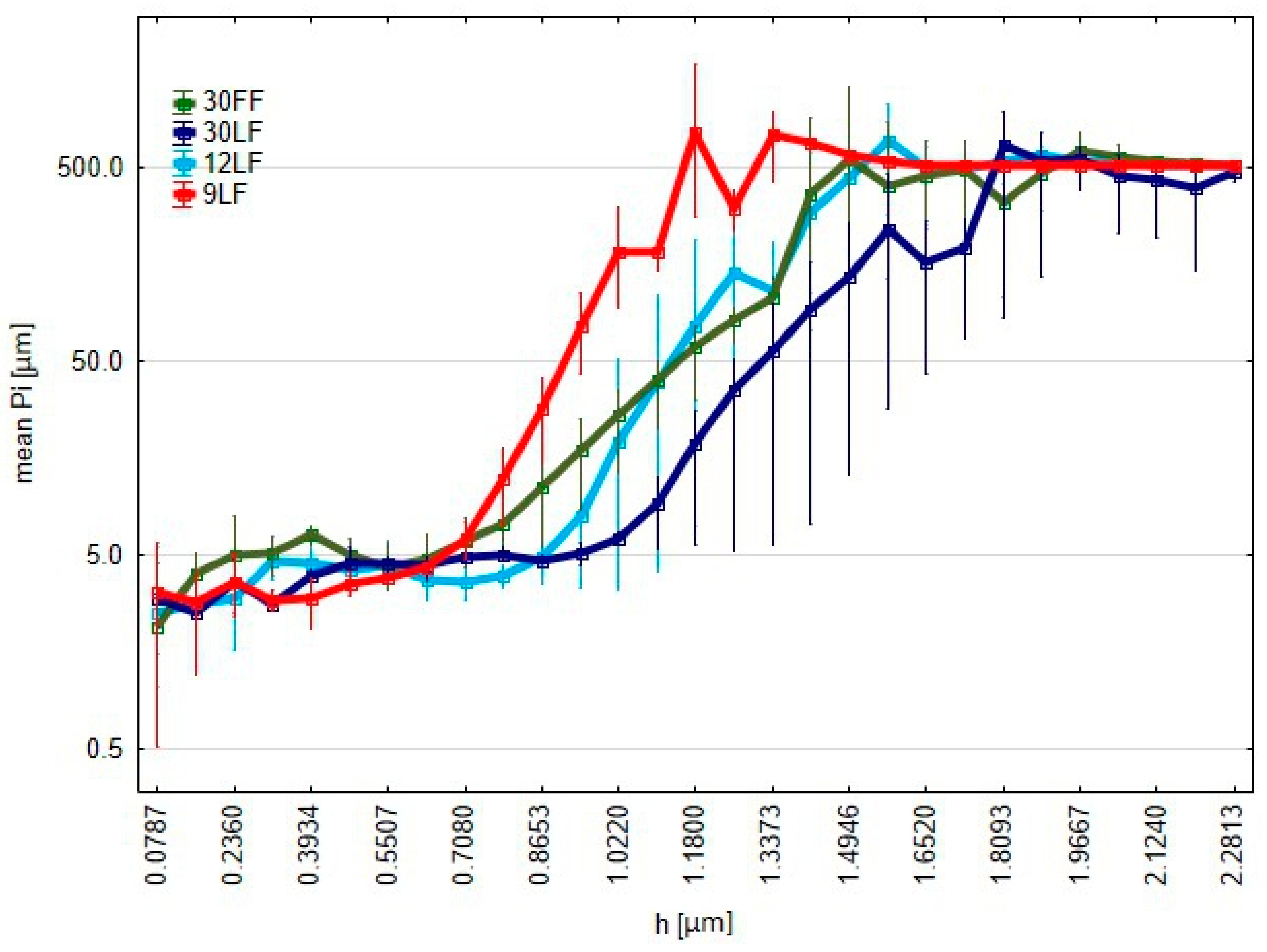
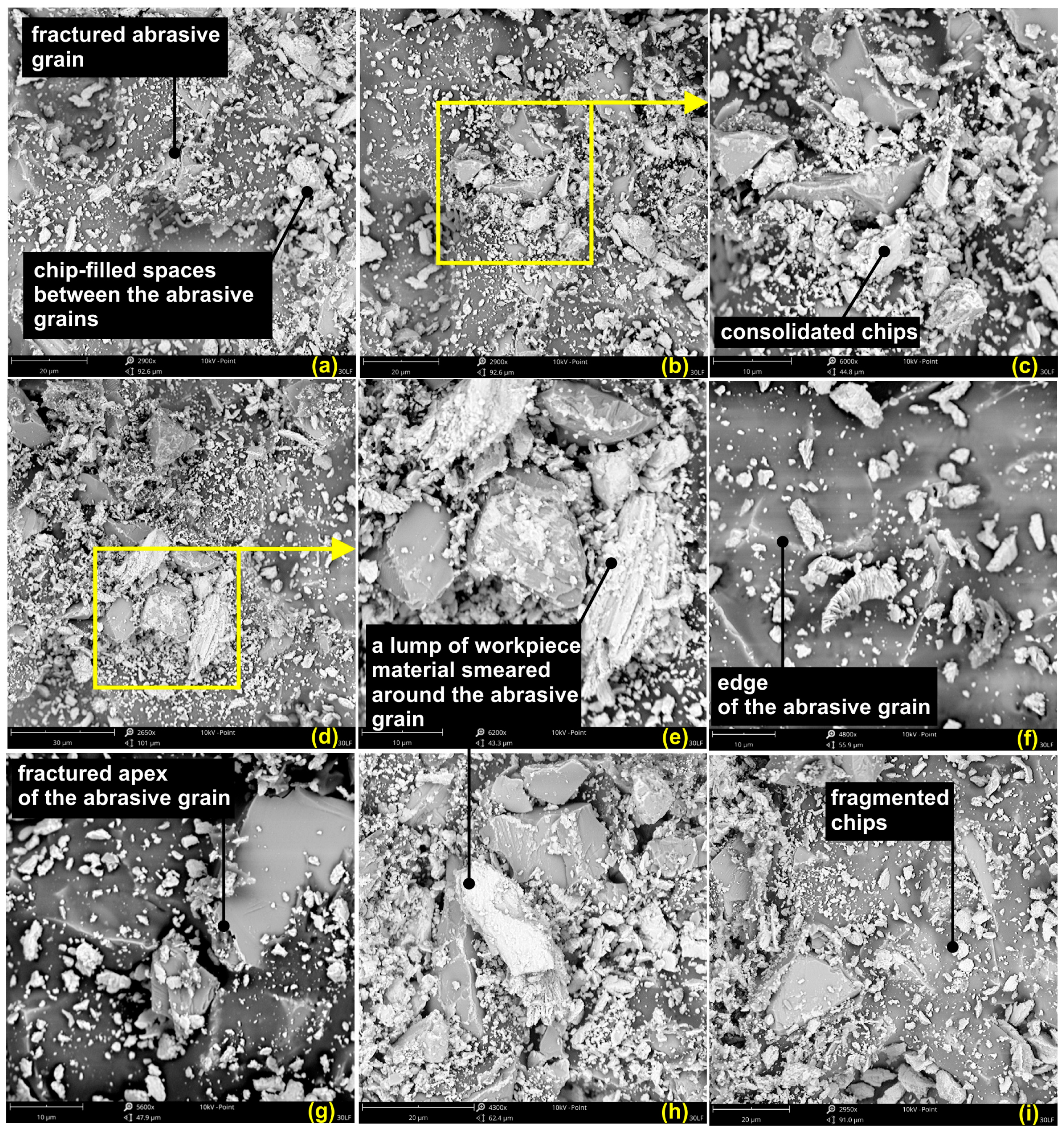
3.3. SEM Analysis of Machining Products in the Smoothing Process Using Abrasive Films
4. Summary and Conclusions
- The 9 LF abrasive film demonstrated the highest efficiency regarding surface smoothing, with a coefficient of 50.44, compared to the other films. Therefore, it is the most effective for a top-quality surface finish.
- The abrasive films with finer grains gave very smooth surfaces, with the 9 LF film producing almost flawless finishes. In contrast, the coarser grained films gave rise to more marked surface protrusions that seriously deteriorated the surface quality.
- The 9 LF film provided the best tribological properties due to its ability to maximize the contact points while minimizing protrusions. It is highly suitable for very demanding applications concerning high wear resistance and superior durability.
- There was debris that clogged the abrasive films during the machining process; this significantly reduced their performance by increasing friction, hence lowering their effectiveness in smoothing. Good debris management is needed for optimum film performance.
- High temperature in the machining zone melted the material and, with it, formed spherical chips. Such chips may be problematic for the superfinishing process or enlarge the effects on the surface consistency, which requires essential temperature control.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hou, Z.B.; Komanduri, R. On the mechanics of the grinding process—Part I. Stochastic nature of the grinding process. Int. J. Mach. Tools Manuf. 2003, 43, 1579–1593. [Google Scholar] [CrossRef]
- Grzesik, W.; Rech, J.; Wanat, T. Surface finish on hardened bearing steel parts produced by superhard and abrasive tools. Int. J. Mach. Tools Manuf. 2007, 47, 255–262. [Google Scholar] [CrossRef]
- Sun, Z.; Hu, H.; Dai, Y.; Guan, C.; Tie, G.; Ou, Y. Frequency domain analysis and precision realization in deterministic figuring of ultra-precision shaft parts. Materials 2020, 13, 4561. [Google Scholar] [CrossRef] [PubMed]
- Rypina, Ł.; Lipiński, D.; Bałasz, B.; Kacalak, W.; Szatkiewicz, T. Analysis and modeling of the micro-cutting process of Ti–6Al–4V titanium alloy with single abrasive grain. Materials 2020, 13, 5835. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, V.; Fernandez-Zelaia, P.; Melkote, S.N. PVDF sensor based characterization of chip segmentation in cutting of Ti–6Al–4V alloy. CIRP Ann. Manuf. Technol. 2017, 66, 73–76. [Google Scholar] [CrossRef]
- Sutter, G.; List, G. Very high speed cutting of Ti–6Al–4V titanium alloy—Change in morphology and mechanism of chip formation. Int. J. Mach. Tools Manuf. 2013, 66, 37–43. [Google Scholar] [CrossRef]
- Adebiyi, D.I.; Popoola, A.P.I. Mitigation of abrasive wear damage of Ti–6Al–4V by laser surface alloying. Mater. Des. 2015, 74, 67–75. [Google Scholar] [CrossRef]
- Wang, S.; Ma, Z.; Liao, Z.; Song, J.; Yang, K.; Liu, W. Study on improved tribological properties by alloying copper to CP-Ti and Ti–6Al–4V alloy. Mater. Sci. Eng. C 2015, 57, 123–132. [Google Scholar] [CrossRef]
- Rambabu, S.; Ramesh Babu, N. Empirical approach to develop a multilayer icebonded abrasive polishing tool for ultrafine finishing of Ti–6Al–4V alloy. Mater. Manuf. Process. 2018, 33, 359–366. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, J.; Xu, X.; Zhao, W. Experimental study on fracture mechanism transformation in chip segmentation of Ti–6Al–4V alloys during high-speed machining. J. Mater. Process. Technol. 2018, 257, 132–140. [Google Scholar] [CrossRef]
- Ye, G. The formation mechanism of discontinuously segmented chip in high-speed cutting of Ti–6Al–4V. Int. J. Adv. Manuf. Technol. 2023, 130, 1477–1493. [Google Scholar] [CrossRef]
- Barry, J.; Byrne, G.; Lennon, D. Observations on chip formation and acoustic emission in machining Ti–6Al–4V alloy. Int. J. Mach. Tools Manuf. 2001, 41, 1055–1070. [Google Scholar] [CrossRef]
- Carvalho, S.; Horovistiz, A.; Davim, J.P. Morphological characterization of chip segmentation in Ti-6Al-7Nb machining: A novel method based on digital image processing. Meas. J. Int. Meas. Confed. 2023, 206, 112330. [Google Scholar] [CrossRef]
- Li, A.; Zhao, J.; Lin, F. Wear mechanism analysis of coated carbide tools in high-speed milling of Ti–6Al–4V alloy via cross-section characterization of worn cutting edge. In Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference, MSEC 2015, Charlotte, NC, USA, 8–12 June 2015; Volume 1. [Google Scholar]
- Sivarupan, T.; Bermingham, M.; Ng, C.-H.; Sun, S.; Dargusch, M. A review of the use of cryogenic coolant during machining titanium alloys. Sustain. Mater. Technol. 2024, 40, e00946. [Google Scholar] [CrossRef]
- Long, M.; Rack, H.J. Titanium alloys in total joint replacement—A materials science perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef]
- Ambekar, S.B.; Pawar, S.S. A review of titanium-alloy (Ti–6Al–4V) machining using carbide insert with PVD and CVD coating. In Proceedings of the AIP Conference Proceedings, Nashik, India, 12–13 December 2023; Volume 3178. [Google Scholar]
- Yip, W.S.; To, S. Reduction of Minimum Cutting Thickness of Titanium Alloys in Micro Cutting by a Magnetic Field Assistance. IEEE Access 2019, 7, 152034–152041. [Google Scholar] [CrossRef]
- Perçin, M.; Aslantas, K.; Ucun, I.; Kaynak, Y.; Çicek, A. Micro-drilling of Ti–6Al–4V alloy: The effects of cooling/lubricating. Precis. Eng. 2016, 45, 450–462. [Google Scholar] [CrossRef]
- Sun, Z.; Dai, Y.; Hu, H.; Tie, G.; Guan, C.; Chen, X. Research on deterministic figuring of ultra-precision shaft parts based on analysis and control of figuring ability. Materials 2020, 13, 2458. [Google Scholar] [CrossRef]
- Courbon, C.; Valiorgue, F.; Claudin, C.; Jacquier, M.; Dumont, F.; Rech, J. Influence of Some Superfinishing Processes on Surface Integrity in Automotive Industry. Procedia CIRP 2016, 45, 99–102. [Google Scholar] [CrossRef]
- Kermouche, G.; Rech, J.; Hamdi, H.; Bergheau, J.M. On the residual stress field induced by a scratching round abrasive grain. Wear 2010, 269, 86–92. [Google Scholar] [CrossRef]
- Chen, F.; Peng, X.; Sun, Z.; Hu, H.; Dai, Y.; Lai, T. Modeling and Experimental Verification of Time-Controlled Grinding Removal Function for Optical Components. Micromachines 2023, 14, 1384. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Xiao, G.; Li, W.; Huang, Y. Residual stress of a TC17 titanium alloy after belt grinding and its impact on the fatigue life. Materials 2018, 11, 2218. [Google Scholar] [CrossRef]
- Rech, J.; Kermouche, G.; Claudin, C.; Khellouki, A.; Grzesik, W. Modelling of the residual stresses induced by belt finishing on a AISI52100 hardened steel. Int. J. Mater. Form. 2008, 1, 567–570. [Google Scholar] [CrossRef]
- Zou, L.; Liu, X.; Huang, Y.; Fei, Y. A numerical approach to predict the machined surface topography of abrasive belt flexible grinding. Int. J. Adv. Manuf. Technol. 2019, 104, 2961–2970. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, X.; Ren, X.; Chai, Z.; Chen, X. In-process belt-image-based material removal rate monitoring for abrasive belt grinding using CatBoost algorithm. Int. J. Adv. Manuf. Technol. 2022, 123, 2575–2591. [Google Scholar] [CrossRef]
- Wang, W.; Salvatore, F.; Rech, J.; Li, J. Comprehensive investigation on mechanisms of dry belt grinding on AISI52100 hardened steel. Tribol. Int. 2018, 121, 310–320. [Google Scholar] [CrossRef]
- Xiao, G.; Zhang, Y.; Zhu, B.; Gao, H.; Huang, Y.; Zhou, K. Wear behavior of alumina abrasive belt and its effect on surface integrity of titanium alloy during conventional and creep-feed grinding. Wear 2023, 514–515, 204581. [Google Scholar] [CrossRef]
- Mezghani, S.; El Mansori, M. Abrasiveness properties assessment of coated abrasives for precision belt grinding. Surf. Coat. Technol. 2008, 203, 786–789. [Google Scholar] [CrossRef]
- Liu, Y.; Song, S.; Xiao, G.; Huang, Y.; Zhou, K. A high-precision prediction model for surface topography of abrasive belt grinding considering elastic contact. Int. J. Adv. Manuf. Technol. 2023, 125, 777–792. [Google Scholar] [CrossRef]
- El Mansori, M.; Sura, E.; Ghidossi, P.; Deblaise, S.; Dal Negro, T.; Khanfir, H. Toward physical description of form and finish performance in dry belt finishing process by a tribo-energetic approach. J. Mater. Process. Technol. 2007, 182, 498–511. [Google Scholar] [CrossRef]
- Zhang, B.; Wu, S.; Wang, D.; Yang, S.; Jiang, F.; Li, C. A review of surface quality control technology for robotic abrasive belt grinding of aero-engine blades. Meas. J. Int. Meas. Confed. 2023, 220, 113381. [Google Scholar] [CrossRef]
- Mezghani, S.; El Mansori, M.; Zahouani, H. New criterion of grain size choice for optimal surface texture and tolerance in belt finishing production. Wear 2009, 266, 578–580. [Google Scholar] [CrossRef]
- Mezghani, S.; El Mansori, M.; Sura, E. Wear mechanism maps for the belt finishing of steel and cast iron. Wear 2009, 267, 86–91. [Google Scholar] [CrossRef]
- Fan, W.; Wu, C.; Wu, Z.; Liu, Y.; Wang, J. Static contact mechanism between serrated contact wheel and rail in rail grinding with abrasive belt. J. Manuf. Process. 2022, 84, 1229–1245. [Google Scholar] [CrossRef]
- Huang, X.; Guo, Y.; Guo, W.; Qi, B.; Ren, X.; Chai, Z.; Chen, X. Comprehensive investigations into the force and thermal characteristics of belt grinding Inconel 718 under constant normal forces. J. Manuf. Process. 2023, 99, 78–95. [Google Scholar] [CrossRef]
- Cabanettes, F.; Cherguy, O.; Courbon, C.; Giovenco, A.; Han, S.; Rech, J. Towards the prediction of surface roughness induced by the belt finishing process: Influence of the workmaterial on the roughness reduction rate. Procedia CIRP 2020, 87, 210–215. [Google Scholar] [CrossRef]
- Bigerelle, M.; Gautier, A.; Hagege, B.; Favergeon, J.; Bounichane, B. Roughness characteristic length scales of belt finished surface. J. Mater. Process. Technol. 2009, 209, 6103–6116. [Google Scholar] [CrossRef]
- Khellouki, A.; Rech, J.; Zahouani, H. Influence of the belt-finishing process on the surface texture obtained by hard turning. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 1129–1137. [Google Scholar] [CrossRef]
- Shan, K.; Zhang, Y.; Lan, Y.; Jiang, K.; Xiao, G.; Li, B. Surface Roughness Prediction of Titanium Alloy during Abrasive Belt Grinding Based on an Improved Radial Basis Function (RBF) Neural Network. Materials 2023, 16, 7224. [Google Scholar] [CrossRef]
- Tandecka, K.; Kacalak, W.; Wiliński, M.; Wieczorowski, M.; Mathia, T.G. Morphology of Microchips in the Surface Finishing Process Utilizing Abrasive Films. Materials 2024, 17, 688. [Google Scholar] [CrossRef]
- Kacalak, W.; Tandecka, K.; Mathia, T.G. A method and new parameters for assessing the active surface topography of diamond abrasive films. J. Mach. Eng. 2016, 16, 95–108. [Google Scholar]
- Tandecka, K.; Kacalak, W.; Szafraniec, F.; Wieczorowski, M.; Mathia, T.G. Evaluation of the Surface Topography of Microfinishing Abrasive Films in Relation to Their Machining Capability of Nimonic 80A Superalloy. Materials 2024, 17, 2430. [Google Scholar] [CrossRef] [PubMed]
- Tandecka, K.; Kacalak, W.; Rypina, Ł.; Wiliński, M.; Wieczorowski, M.; Mathia, T.G. Effects of Pressure Rollers with Variable Compliance in the Microfinishing Process Utilizing Abrasive Films. Materials 2024, 17, 1795. [Google Scholar] [CrossRef] [PubMed]
- Tandecka, K.; Kacalak, W.; Wieczorowski, M.; Rokosz, K.; Chapon, P.; Mathia, T.G. Ultrathin Carbon Textures Produced on Machined Surfaces in an Integrated Finishing Process Using Microabrasive Films. Materials 2024, 17, 3456. [Google Scholar] [CrossRef]
- Tandecka, K.; Kacalak, W.; Wiliński, M.; Wieczorowski, M.; Mathia, T.G. Superfinishing with Abrasive Films Featuring Discontinuous Surfaces. Materials 2024, 17, 1704. [Google Scholar] [CrossRef]
- Lipiński, D.; Banaszek, K.; Rypina, Ł. Analysis of the cutting abilities of the multilayer grinding wheels—Case of Ti–6Al–4V alloy grinding. Materials 2022, 15, 22. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Szafraniec, F.; Zawada-Tomkiewicz, A.; Tandecka, K.; Królczyk, G. Metrological basis for assessing the state of the active surface of abrasive tools based on parameters characterizing their machining potential. Meas. J. Int. Meas. Confed. 2020, 165, 108068. [Google Scholar] [CrossRef]
- Tandecka, K.; Kacalak, W.; Mathia, T.G. Comparative Analysis of Microabrasive Film Finishing Effects across Various Process Variants. Materials 2024, 17, 3582. [Google Scholar] [CrossRef]
- ISO 25178-2:2021; Geometrical Product Specifications (GPS): Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2021.
- Szada-Borzyszkowska, M.; Kacalak, W.; Bohdal, Ł.; Szada-Borzyszkowski, W. Analysis of the Process and Results of High-Pressure Abrasive Water Jet Multilayer Cutting of Electrical Steel. Materials 2023, 17, 94. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece Material | Pressure Roll Hardness | Pressure Force | Tool Speed | Workpiece Speed | Oscillation Frequency | Processing Time |
|---|---|---|---|---|---|---|
| Titanium Alloy Grade 5 (Ti–6Al–4V) | 50°Sh | 50 N | 160 mm/min | 10 m/min | 80 Hz | 360 s |
| Tool | ce | ||
|---|---|---|---|
| 30 FF | 458.66 | 0.31 | 38.38 |
| 30 LF | 671.33 | 0.36 | 43.20 |
| 12 LF | 833.31 | 0.48 | 41.65 |
| 9 LF | 863.00 | 0.34 | 50.44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tandecka, K.; Kacalak, W.; Wieczorowski, M.; Mathia, T.G. Evaluation of Surface Finishing Efficiency of Titanium Alloy Grade 5 (Ti–6Al–4V) After Superfinishing Using Abrasive Films. Materials 2024, 17, 5198. https://doi.org/10.3390/ma17215198
Tandecka K, Kacalak W, Wieczorowski M, Mathia TG. Evaluation of Surface Finishing Efficiency of Titanium Alloy Grade 5 (Ti–6Al–4V) After Superfinishing Using Abrasive Films. Materials. 2024; 17(21):5198. https://doi.org/10.3390/ma17215198
Chicago/Turabian StyleTandecka, Katarzyna, Wojciech Kacalak, Michał Wieczorowski, and Thomas G. Mathia. 2024. "Evaluation of Surface Finishing Efficiency of Titanium Alloy Grade 5 (Ti–6Al–4V) After Superfinishing Using Abrasive Films" Materials 17, no. 21: 5198. https://doi.org/10.3390/ma17215198
APA StyleTandecka, K., Kacalak, W., Wieczorowski, M., & Mathia, T. G. (2024). Evaluation of Surface Finishing Efficiency of Titanium Alloy Grade 5 (Ti–6Al–4V) After Superfinishing Using Abrasive Films. Materials, 17(21), 5198. https://doi.org/10.3390/ma17215198