
Microstructure Evolution of Super304H Steel Used in a Service Power Station Boiler

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
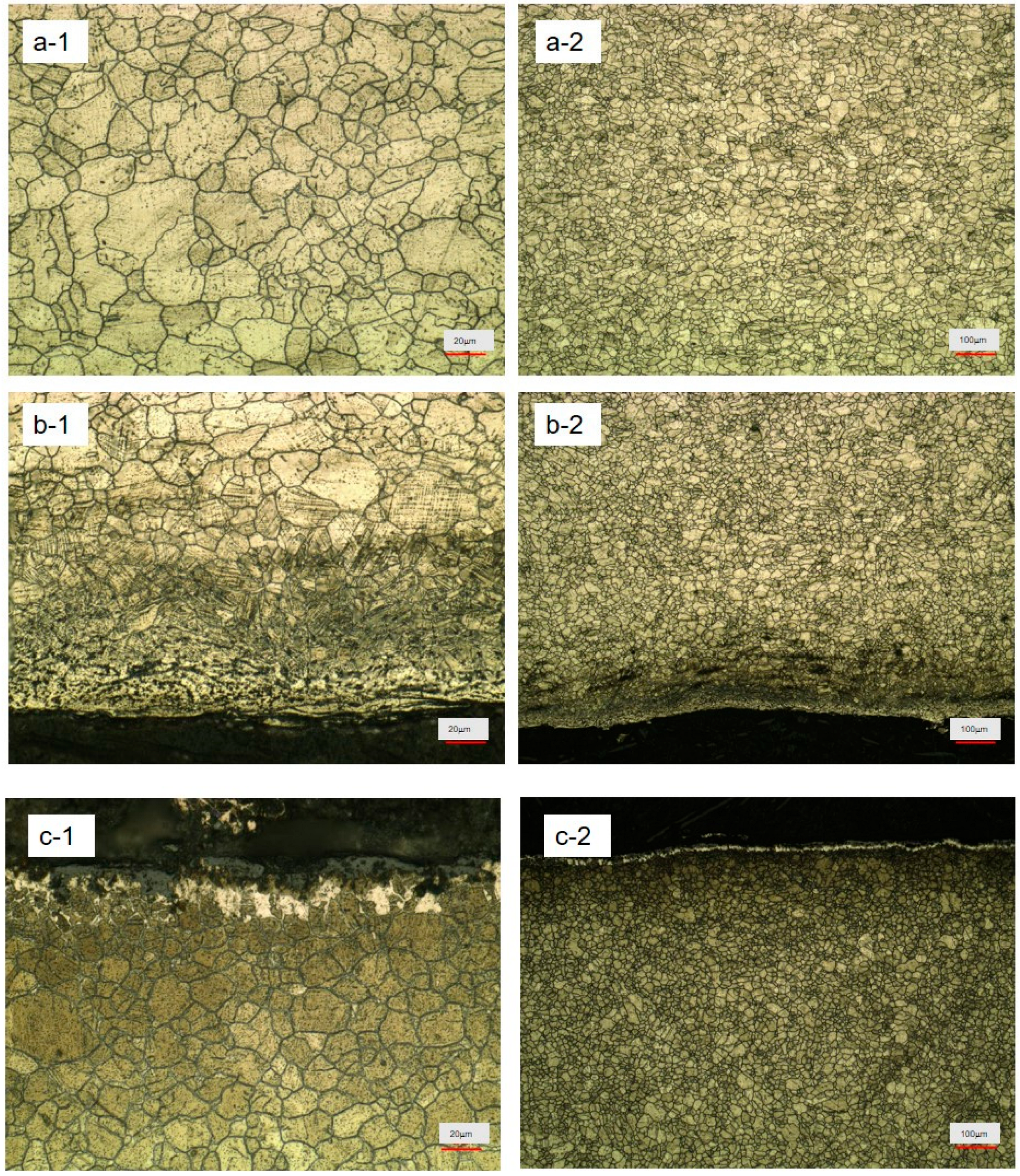
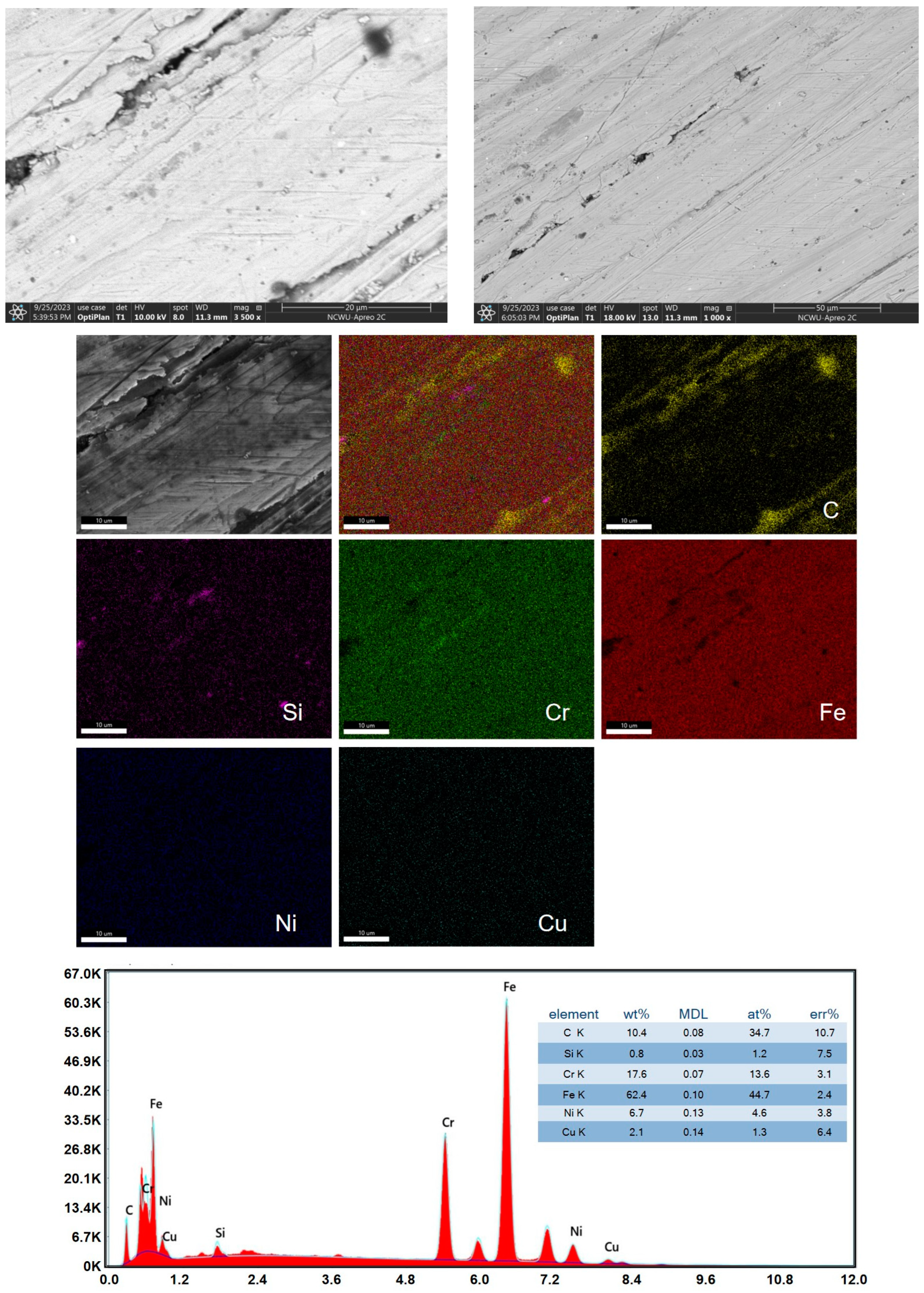
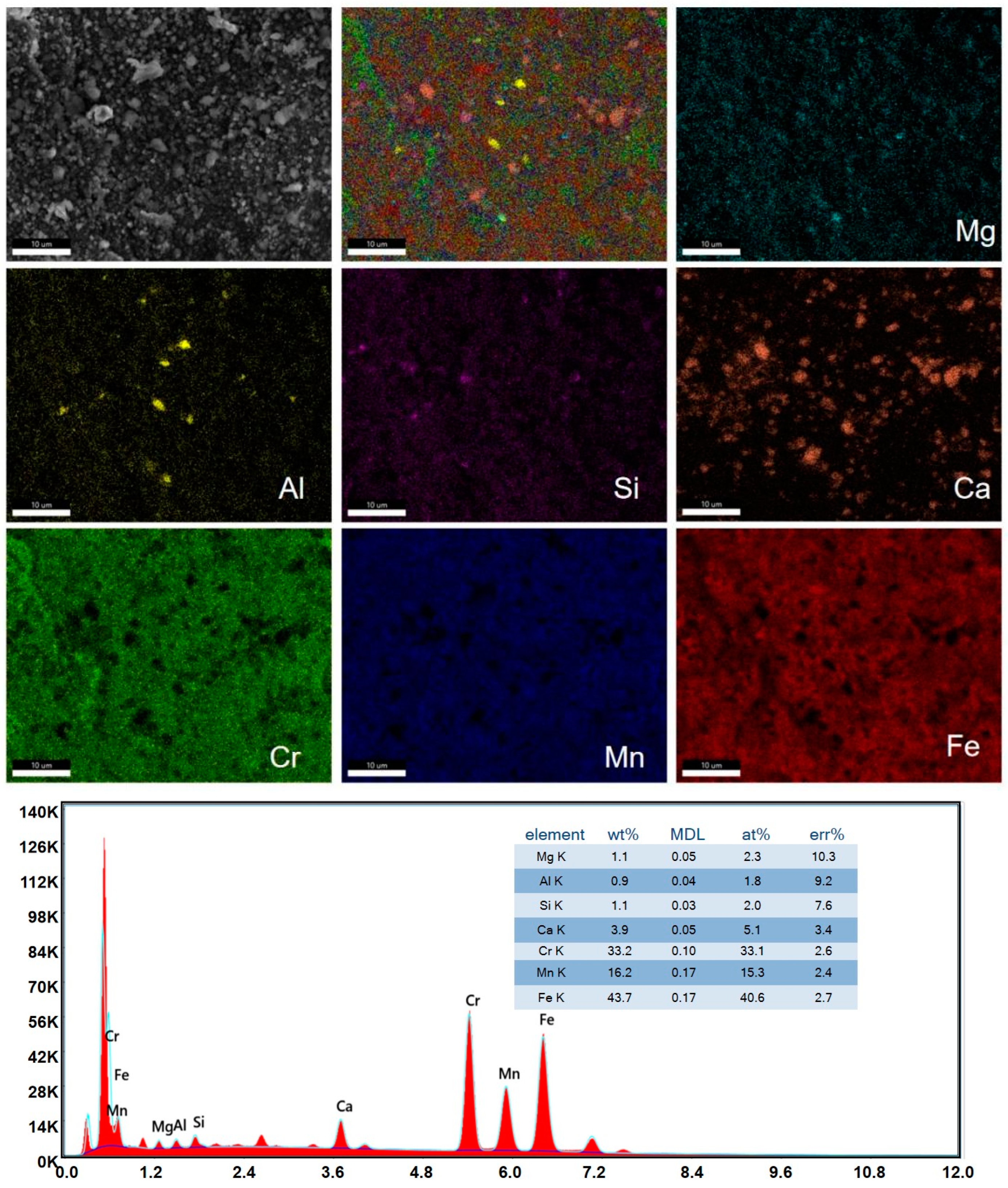
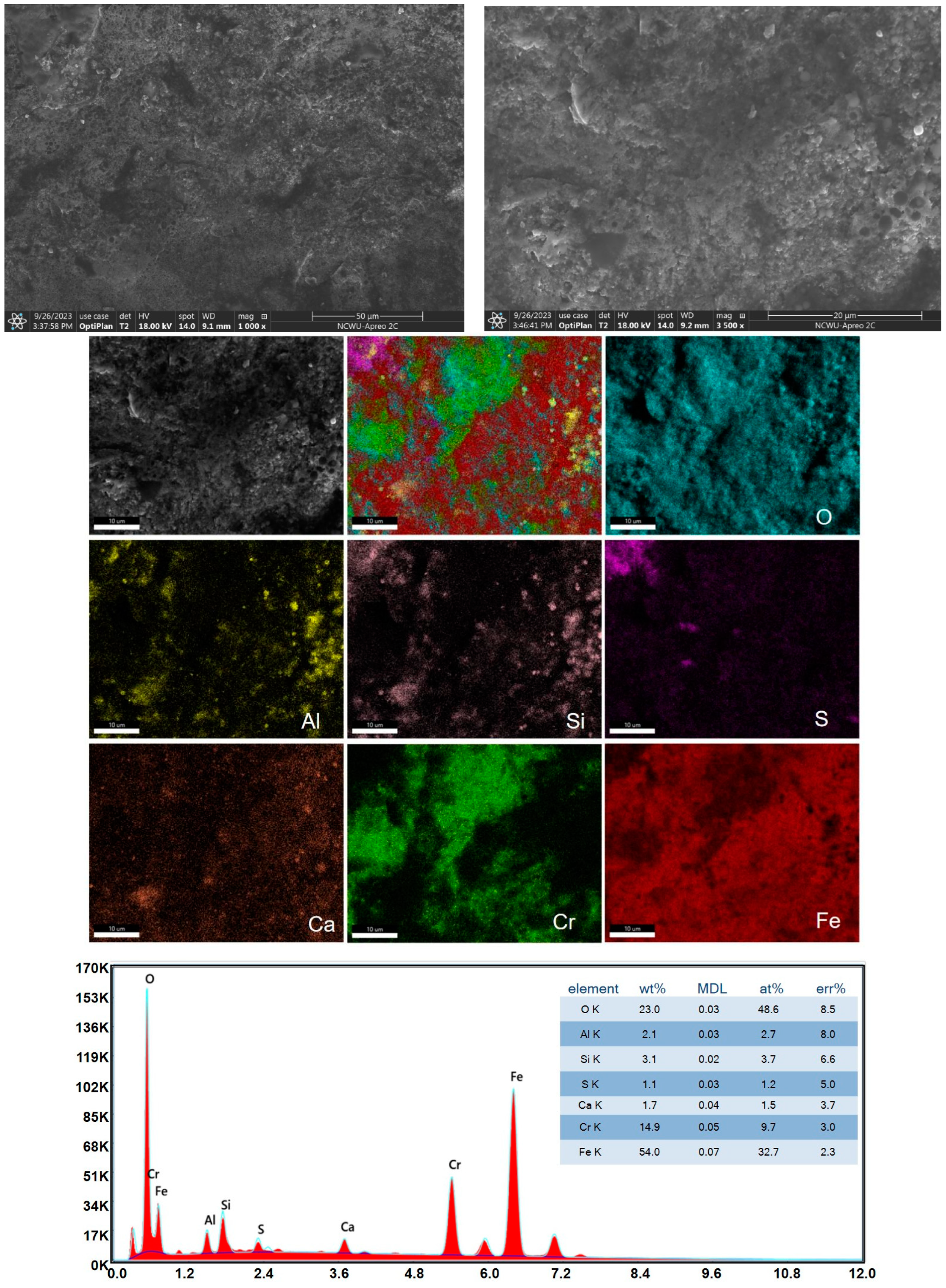
- After 47,000 h, the austenite grains at the center position of Super304H steel pipe are uniform, but some small particles tend to fuse into the large grains. With the increase of service time, even the middle part of the steel pipe also has the possibility of large grain size and performance decline. In the environment of the tube, the surface corrosion product of the tube is evenly dense, there are aggregated large particles, and the tumor protrusions are many and dense. Under certain conditions, the layer may fall off, so it is necessary to further purify the hot water to remove ions in the water as much as possible.
- (2)
- There is an obvious corrosion layer on the surface of the inner wall of the lee plane pipe. From the corrosion layer, the stress is very large and forms a protective layer. There is an obvious stress shape between the protective layer and the inner layer, which forms a protective film to make the material more durable. There are large grains in the outer wall of the lee plane pipe, and they are more widely distributed. The fine grains are fused by coarse grains to form a large range of uncontrollable structure. In order to continue using them, their safety needs to be evaluated.
- (3)
- The fire side of the outer wall of the windward pipe shows an obvious layered structure, which is full of holes but is relatively close to the internal structure and the non-fusion stripping layer, though slightly loose from the phase layer and the mechanical performance degradation layer. In this multi-layer structure, the hardness increases, the toughness decreases, the deformation ability is reduced, and the probability of pipe explosion is large. Compared with the leeward surface, the middle body structure is basically the same, but whether the thickness of the corrosion layer on the inner surface or the outer surface increases, the degree of deformation layer is greater. In case of pipe explosion accident, the highest chance of pipe explosion here should be closely observed.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tang, L.; Huang, X.T.; Zeng, X.Y.; Zeng, F. Development and Impact of Gas Power Generation Technology in Iron and Steel Companies under Dual Carbon Targets. Metall. Power 2024, 269, 13–16. [Google Scholar]
- Zhang, X.L. Modification and characterisation of nickel-based alloy materials for ultra-supercritical power generation. J. Phys. Conf. Ser. 2024, 2808, 012005. [Google Scholar] [CrossRef]
- Yin, L.F.; Zhou, H. Modal decomposition integrated model for ultra-supercritical coal-fired power plant reheater tube temperature multi-step prediction. Energy 2024, 292, 130521. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, Z.Y. Comprehensive energy efficiency analysis of ultra-supercritical thermal power units. Appl. Therm. Eng. 2023, 235, 121365. [Google Scholar] [CrossRef]
- Wu, Y.X.; Azzi, M.; Khelfaoui, F.; Vernhes, L.; Martinu, L.; Sapieha, J.K. Static friction measurement methodology for the assessment of performance of industrial valves at high temperatures: Case study for a nickel-based alloy coating. Tribol. Int. 2024, 192, 109237. [Google Scholar] [CrossRef]
- Wu, Y.; Chai, F.; Liu, J.J.; Wang, J.Q.; Li, Y.; Du, C.C. Strengthening and Embrittling Mechanism of Super 304H Steel during Long-Term Aging at 650 °C. Materials 2024, 17, 740. [Google Scholar] [CrossRef]
- Xiao, X.P.; Li, D.Z.; Li, Y.Y.; Lu, S.P. Microstructural evolution and stress relaxation cracking mechanism for Super304H austenitic stainless steel weld metal. J. Mater. Sci. Technol. 2022, 100, 82–90. [Google Scholar] [CrossRef]
- Kottada, R.S.; Janaki Ram, G.D. A critical understanding on the microstructure and creep failure of Super304H/T92 dissimilar multilayer welds. Weld. World 2023, 68, 227–246. [Google Scholar]
- Zieliński, A.; Wersta, R.; Sroka, M. The study of the evolution of the microstructure and creep properties of Super 304H austenitic stainless steel after aging for up to 50,000 h. Arch. Civ. Mech. Eng. 2022, 22, 2. [Google Scholar] [CrossRef]
- Vodárek, V.; Kuboň, Z.; Palupčíková, R.; Hradečný, K.; Váňová, P. Creep behaviour and microstructure evolution in Super 304H–P92 heterogeneous welds. Mater. High Temp. 2024, 41, 114–123. [Google Scholar] [CrossRef]
- Kumar, R.; Gokhale, A.; Varma, A.; Kumar, Y.R.; Neelakantan, S.; Jain, J. Role of Nb (C, N) and Cr carbides on the fracture behaviour of Super304H steel using in-situ tensile studies. Mater. Lett. 2023, 351, 135107. [Google Scholar] [CrossRef]
- Feng, H.W.; Mei, Y.P.; Tian, Z. Analysis of High Temperature Reheater Tube Burst of Super304H Steel Boiler in a Power Plant. Hubei Electr. Power 2021, 45, 106–111. (In Chinese) [Google Scholar]
- Goodman, S.R.; Brenner, S.S.; Low, J.R. An FIM-atom probe study of the precipitation of copper from lron-1.4 at. pct copper. Part I: Field-ion microscopy. Metall. Trans. 1973, 4, 2363–2369. [Google Scholar] [CrossRef]
- Pizzini, S.; Roberts, K.J.; Phythian, W.J. A fluorescence EXAFS study of the structure of copper-rich precipitates in Fe-Cu and Fe-Cu-Ni alloys. Phil. Mag. Lett. 1990, 61, 223–229. [Google Scholar] [CrossRef]
- Osamura, K.; Okuda, H.; Ochiai, S.; Takashima, M.; Asano, K.; Furusaka, M.; Kurosawa, F. Precipitation hardening in Fe-Cu binary and quaternary alloys. ISIJ Int. 1994, 34, 359–365. [Google Scholar] [CrossRef]
- Wang, X.; Li, Y.; Chen, D.; Sun, J. Precipitate evolution during the aging of Super304H steel and its influence on impact toughness. Mater. Sci. Eng. A 2019, 754, 238–245. [Google Scholar] [CrossRef]
- Leo, J.R.O.; Pirfo Barroso, S.; Fitzpatrick, M.E.; Wang, M.; Zhou, Z. Microstructure, tensile and creep properties of an austenitic ODS 316L steel. Mater. Sci. Eng. A 2019, 749, 158–165. [Google Scholar] [CrossRef]
- Zhu, W.; Zhang, Z.Y.; Long, D.J.; Li, H.J.; Yu, L.M. Creep deformation behavior, microstructure evolution, and damage mechanism of super304H ODS steel. Metals 2023, 13, 1106. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Fe | Cr | Ni | Mn | Si | Cu | Nb | N | C | S | B | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 18.10 | 8.70 | 0.77 | 0.2 | 3.01 | 0.41 | 0.11 | 0.09 | - | - | - |
| Hardness (Central Section) (HV) | Outer (5 μm Ecto-Entad) (HV) | Outer (10 μm) (HV) |
|---|---|---|
| 263.1 | 238.1 | 280.1 |
| 280.2 | 274.6 | 272.3 |
| 268.1 | 288.7 | 274.9 |
| 277.9 | 284.4 | 277.1 |
| 262.8 | 293.3 | 276.4 |
| 276.9 | 273.9 | 277.3 |
| 271.5 | 275.1 | 273.6 |
| 261.2 | 272.6 | |
| 271.2 | 270.4 | |
| 278.3 | 272.1 |
| Hardness (Central Section) (HV) | Bottom (No Oxide Layer) (HV) | Bottom (With Oxide Layer) (HV) | Left Level (HV) | Left Vertical (No Oxide Layer) (HV) | Left vertical (With Oxide Layer) (HV) | Right Level (HV) | Right Vertical (No Oxide Layer) (HV) | Right Vertical (With Oxide Layer) (HV) |
|---|---|---|---|---|---|---|---|---|
| 261.1 | 268.7 | 580.3 | 266.5 | 426.1 | 385 | 351.9 | 343.9 | 710.4 |
| 253.4 | 334.4 | 553.9 | 369.3 | 475.4 | 503.2 | 334.4 | 312.9 | 570.3 |
| 278.1 | 348.8 | 531.4 | 271.5 | 407 | 693.5 | 319 | 271.3 | 632.9 |
| 351.7 | 314.3 | 415.5 | 267.2 | 312.9 | 601.7 | 302.3 | 260.6 | 588.5 |
| 254.0 | 302.9 | 320.0 | 251.0 | 342.1 | 404.1 | 328.7 | 293.9 | 534.4 |
| 231.7 | 315.9 | 241.7 | 339.8 | 383.6 | 315.3 | 287.7 | 490.0 | |
| 232.5 | 316.1 | 252.4 | 354.1 | 361.7 | 281.5 | 281.2 | 484.5 | |
| 266.8 | 288.7 | 222.4 | 317.3 | 335.7 | 299.6 | 298.5 | 394.2 | |
| 248.7 | 308.5 | 251.6 | 341.2 | 324.8 | 291.7 | 266.7 | 331.3 | |
| 264.4 | 289.0 | 238.3 | 301.3 | 311.1 | 300.4 | 261.4 | 376.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Yuan, B.; Li, J.; Chen, G. Microstructure Evolution of Super304H Steel Used in a Service Power Station Boiler. Materials 2024, 17, 5518. https://doi.org/10.3390/ma17225518
Wang X, Yuan B, Li J, Chen G. Microstructure Evolution of Super304H Steel Used in a Service Power Station Boiler. Materials. 2024; 17(22):5518. https://doi.org/10.3390/ma17225518
Chicago/Turabian StyleWang, Xiaoxin, Baohe Yuan, Jianbin Li, and Guoxi Chen. 2024. "Microstructure Evolution of Super304H Steel Used in a Service Power Station Boiler" Materials 17, no. 22: 5518. https://doi.org/10.3390/ma17225518
APA StyleWang, X., Yuan, B., Li, J., & Chen, G. (2024). Microstructure Evolution of Super304H Steel Used in a Service Power Station Boiler. Materials, 17(22), 5518. https://doi.org/10.3390/ma17225518