
Low-Cost Open-Source Melt Flow Index System for Distributed Recycling and Additive Manufacturing

 , ,
, ,  , and
, and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Mechanical System
2.2. Electronics
2.3. Testing and Validation
2.3.1. Use of the OS MFI Device
2.3.2. Calibration Process
2.3.3. Validation of the OS MFI Device Method
3. Results
3.1. Comparison Between the Commercial and OS MFI Devices

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Weight (g) | Preheat Time (s) | Temperature (°C) | MFI (g/10 min) | ||||
|---|---|---|---|---|---|---|---|---|
| Commercial | OS | Commercial | OS | Datasheet | Commercial | OS | ||
| vPLA | 5 | 10 | 300 | 600 | 190 | 6.0 [95] | 6.0 ± 0.8 | 5.1 ± 0.3 |
| 5 | 10 | 300 | 810 | 190 | 6.0 | 6.0 ± 0.8 | 6.0 ± 1.2 | |
| rPETG | 5 | 10 | 300 | 600 | 240 | 10.8 [92] | 14.3 ± 1.5 | 13.6 ± 2.7 |
| 5 | 10 | 300 | 600 | 230 | - | 9.0 ± 0.6 | 6.9 ± 0.9 | |
| 5 | 10 | 300 | 600 | 220 | 3.9 | 6.5 ± 0.8 | 4.2 ± 0.5 | |
| rPET90/rHDPE10 | 5 | 10 | 300 | 600 | 255 | - | 34.5 ± 4.3 | 18.3 ± 6.0 |
| rPET90/rHDPE10/SEBS10 | 5 | 10 | 300 | 600 | 255 | - | 31.1 ± 4.3 | 36.9 ± 15.4 |
3.2. Validation of the OS MFI Device
4. Discussion
4.1. Applications and Relevance to the DRAM Context
4.2. Limitations and Future Work
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
Appendix A.1. Make Parts
| No. | Design File Name | File Type | Technology | Material |
|---|---|---|---|---|
| 1 | Stand | STL&STEP | FFF 3D printing | PETG |
| 2 | Linear support | STL&STEP | FFF 3D printing | PETG |
| 3 | Motor mount | STL&STEP | FFF 3D printing | PETG |
| 4 | Flange support | STL&STEP | FFF 3D printing | PETG |
| 5 | Loadcell fit | STL&STEP | FFF 3D printing | PETG |
| 6 | Shaft loadcell coupler | STL&STEP | FFF 3D printing | PETG |
| 7 | Cutter connector | STL&STEP | FFF 3D printing | PETG |
| 8 | Blade fix | STL&STEP | FFF 3D printing | PETG |
| 9 | Extra frame | STL&STEP | FFF 3D printing | PETG |
| 10 | Extra frame b | STL&STEP | FFF 3D printing | PETG |
| 11 | Foot support | STL&STEP | FFF 3D printing | PETG |
| 12 | Housing | STL&STEP | FFF 3D printing | PETG |
| 13 | Insulation housing | STL&STEP | FFF 3D printing | PC |
| 14 | Cap band | STL&STEP | FFF 3D printing | PC |
| 15 | Piston guide | STL&STEP | FFF 3D printing | PETG |
| 16 | Piston tip guide | STL&STEP | FFF 3D printing | PETG |
| 17 | Scale housing | STL&STEP | FFF 3D printing | PETG |
| 18 | Scale plate | STL&STEP | FFF 3D printing | PETG |
| 19 | Block | STL&STEP | FFF 3D printing | PETG |
| 20 | Calibration part | STL&STEP | FFF 3D printing | PETG |
| 21 | PCB | zip | // | |
| 22 | MFI | ino | // |


Appendix A.2. Electronic Parts and Buy/Mechanical Components
| No. | Name | Model Number | Quantity | Cost per Unit (CAD) | Source |
|---|---|---|---|---|---|
| 1 | PCB | 1 | 10.00 | JLCPCB | |
| 2 | Control board | Teensy board 4.0 | 1 | 23.80 | Teensy.com |
| 3 | Motor driver | TMC2130 | 1 | 10.0 | Amazon |
| 4 | Amplifier | HX711 | 2 | 6.00 | Amazon |
| 5 | ADC | MAX31855KASA | 1 | 12.66 | Digikey |
| 6 | LDO regulator | AMS1117 | 1 | 0.85 | Digikey |
| 7 | Force sensor | DYMH-103 | 1 | 70.42 | AliExpress |
| 8 | Loadcell | 100 g | 1 | 10.79 | Amazon |
| 9 | SMD Resistor | 10 k | 2 | 0.15 | Digikey |
| 10 | Capacitors c1 | 100 uF | 1 | 0.48 | Digikey |
| 11 | Capacitors c2 | 22 uF | 1 | 0.21 | Digikey |
| 12 | Capacitors c3 | 0.01 uF | 1 | 0.14 | Digikey |
| 13 | Capacitors c4 | 10 uF | 1 | 0.14 | Digikey |
| 14 | Ferrite Beads | FERRITE BEAD 120 OHM 0603 1LN | 2 | 0.18 | Digikey |
| 15 | Thermocouple | 240-080 | 1 | 15.80 | Digikey |
| 16 | Connecters | 8 | 0.10 | Amazon | |
| 17 | Motor | Nema 17 Non-captive Linear stepper motor | 1 | 25.84 | AliExpress |
| 18 | Servomotor | 1 | 2.90 | Amazon | |
| 19 | Power supply | 110 v AC to 12 V DC | 1 | 22.88 | Amazon |
| 20 | Relay module | 12V | 1 | 1.90 | Amazon |
| 21 | Wires | Jump wires | 10 | 0.10 | Amazon |
| 22 | High temperature-resist wires | Awclub Mica | 0.164 ft | 0.75/ft | Amazon |
| 23 | High temperature-resist connectors | O Type and U Type | 8 | 0.05 | Amazon |
| 24 | Nichrome wire | 50′ nichrome 80 wire | 1 | 9.47 | Master wire supply |
| 25 | Band heater | 12 V 40 W | 1 | 20.00 | Filastruder |
| No. | Name | Model Number | Quantity | Cost per Unit (CAD) | Source | Material |
|---|---|---|---|---|---|---|
| 1 | Bolts b1 | M6-5 mm | 19 | 0.10 | Amazon | Steel |
| 2 | Bolts b2 | M3-20 mm | 8 | 0.10 | Amazon | Steel |
| 3 | Bolts b3 | M6-40 mm | 3 | 0.10 | Amazon | Steel |
| 4 | Bolts b4 | M2-8 mm | 4 | 0.10 | Amazon | Steel |
| 5 | Bolts b5 | M3-15 mm | 3 | 0.10 | Amazon | Steel |
| 6 | Nuts n1 | M6 | 3 | 0.24 | Amazon | Steel |
| 7 | Nuts n2 | M3 | 3 | 0.10 | Amazon | Steel |
| 8 | Nuts n3 | M2 | 2 | 0.09 | Amazon | Steel |
| 9 | T-nuts t1 | M6, 20 × 20 | 19 | 0.20 | Amazon | Steel |
| 10 | Serrated Flange Lock Nut | ¼ inch | 1 | 0.80 | Amazon | Steel |
| 11 | Self-lock nut | ¼ inch | 1 | Amazon | Steel | |
| 12 | Washers w1 | M6 | 4 | 0.10 | Amazon | Steel |
| 13 | Washer w2 | M3 | 2 | 0.10 | Amazon | Steel |
| 14 | Heat tube | ½ inches | 1 | 20.00 | McMaster-Carr | Steel |
| 15 | cap | ½ inches, hex | 1 | 5.00 | McMaster-Carr | Copper |
| 16 | Aluminum profile a1 | 20 × 20 | 75 mm | 0.013/mm | McMaster-Carr | Aluminum |
| 17 | Aluminum profile a2 | 20 × 20 | 30 mm | 0.013/mm | McMaster-Carr | Aluminum |
| 18 | Linear rail | 350 mm | 2 | 0.18 | Amazon | Steel |
| 19 | Blade | 240-080 | 1 | 15.80 | McMaster-Carr | Steel |
| 20 | Piston rod | ¼ inches, 12 inches length | 2 | 1.50 | Home Depot | Steel |
| 21 | O-ring | OD5/8 | 1 | 0.26 | McMaster-Carr | Silicon |
| 22 | Capton tape | 1 | 2.90 | Amazon | Mixed | |
| 23 | Shaft Coupler | ¼ inch | 1 | 3.00 | Amazon | Steel |
| 24 | Insert Nuts | 3 mm | 2 | 1.90 | McMaster-Carr | Steel |
| 25 | Insulation | heat resistance cotton | 1.50 mm2 | 0.08/inch2 | McMaster-Carr | Fiberglass |
Appendix B
- Build Instructions
Appendix B.1. Mechanics
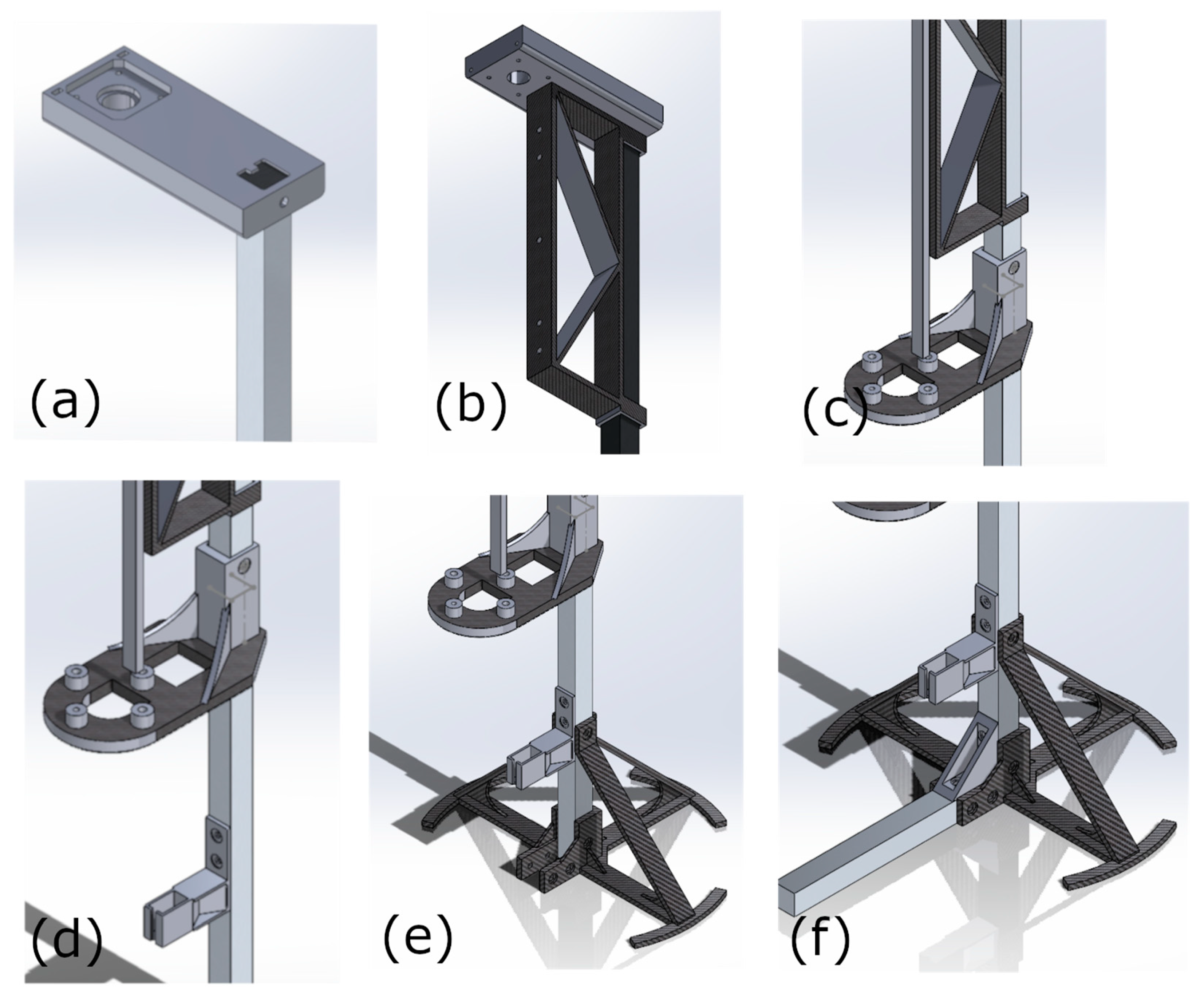
Appendix B.1.1. Step 1. Frame Assembly
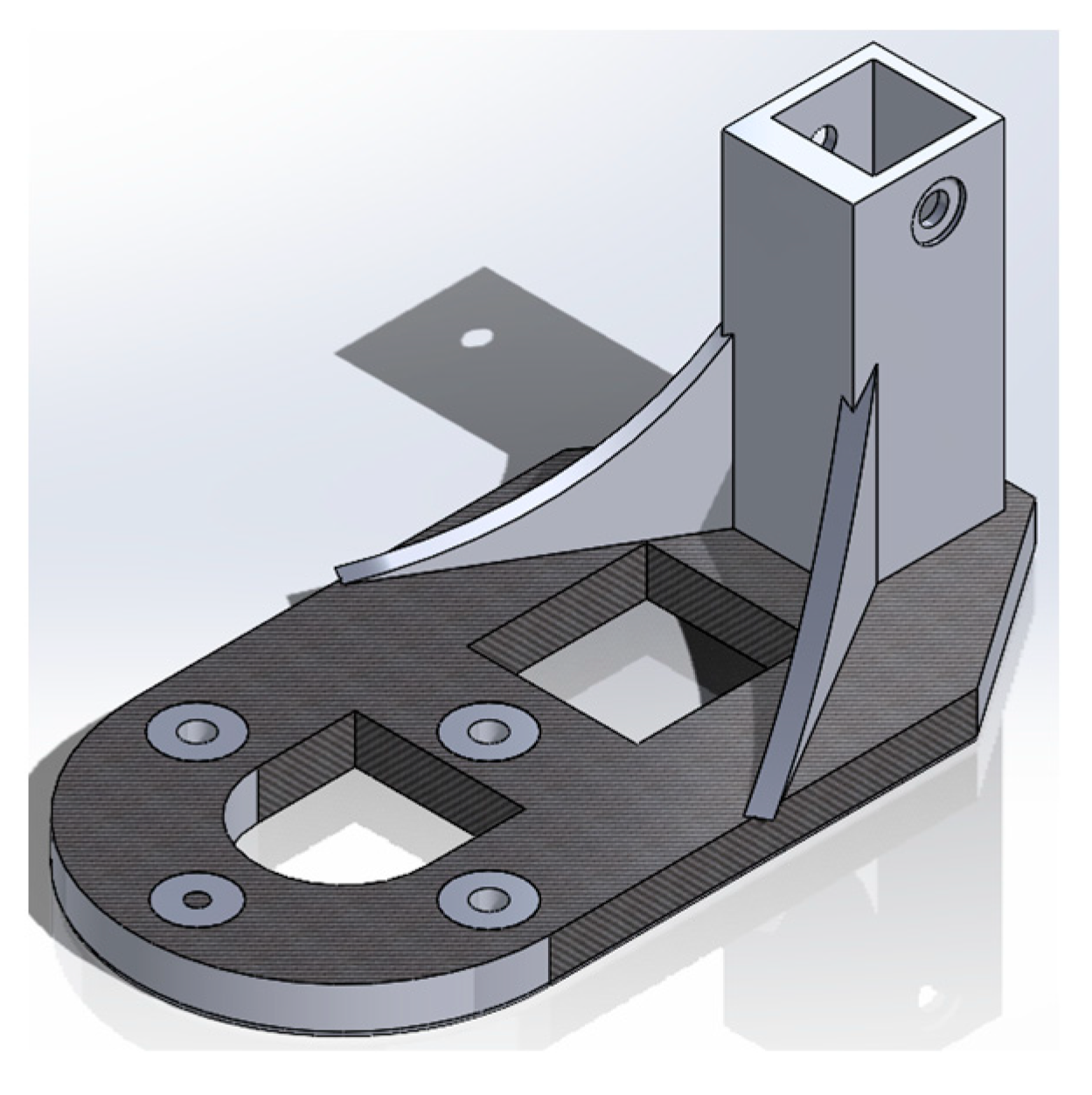
- Insert the T-nut into the slot of the 1-m aluminum profile, and assemble the 3D-printed part motor mount on the top of the aluminum extrusion profile (Figure A13a);
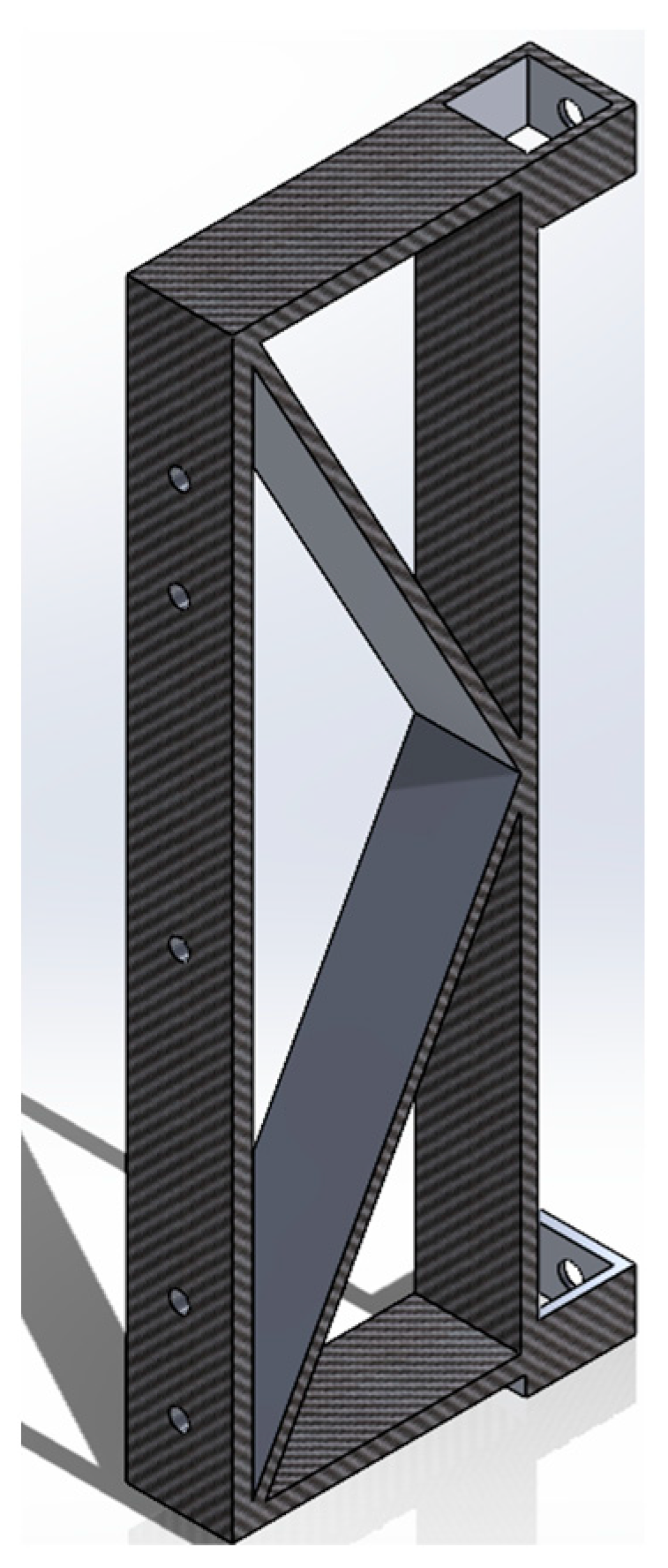
- Insert the same aluminum profile into the two holes of linear support. Push the linear support until it touches the motor support, then secure it to the aluminum extrusion profile with bolts and T-nuts. Attach the linear rail to the linear support with fasteners using the corresponding holes (Figure A13b);
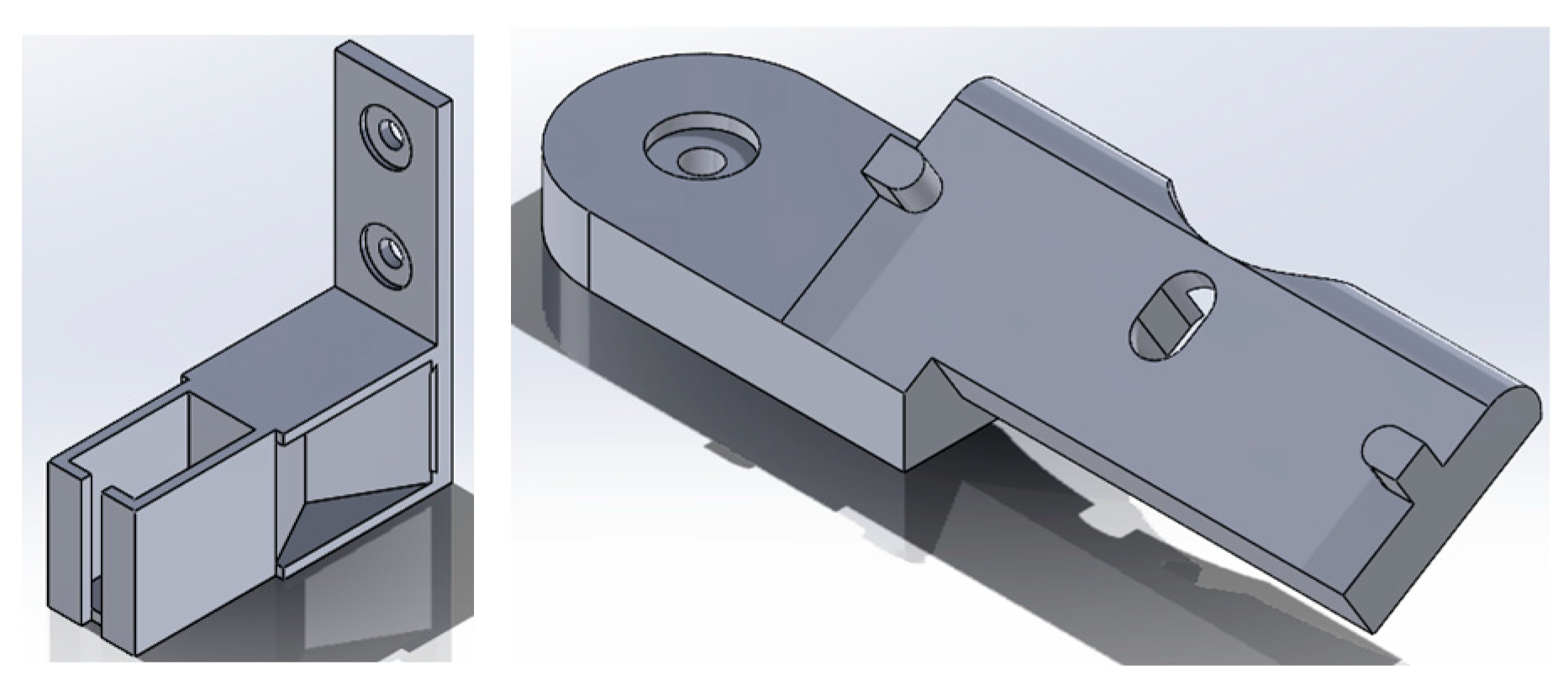
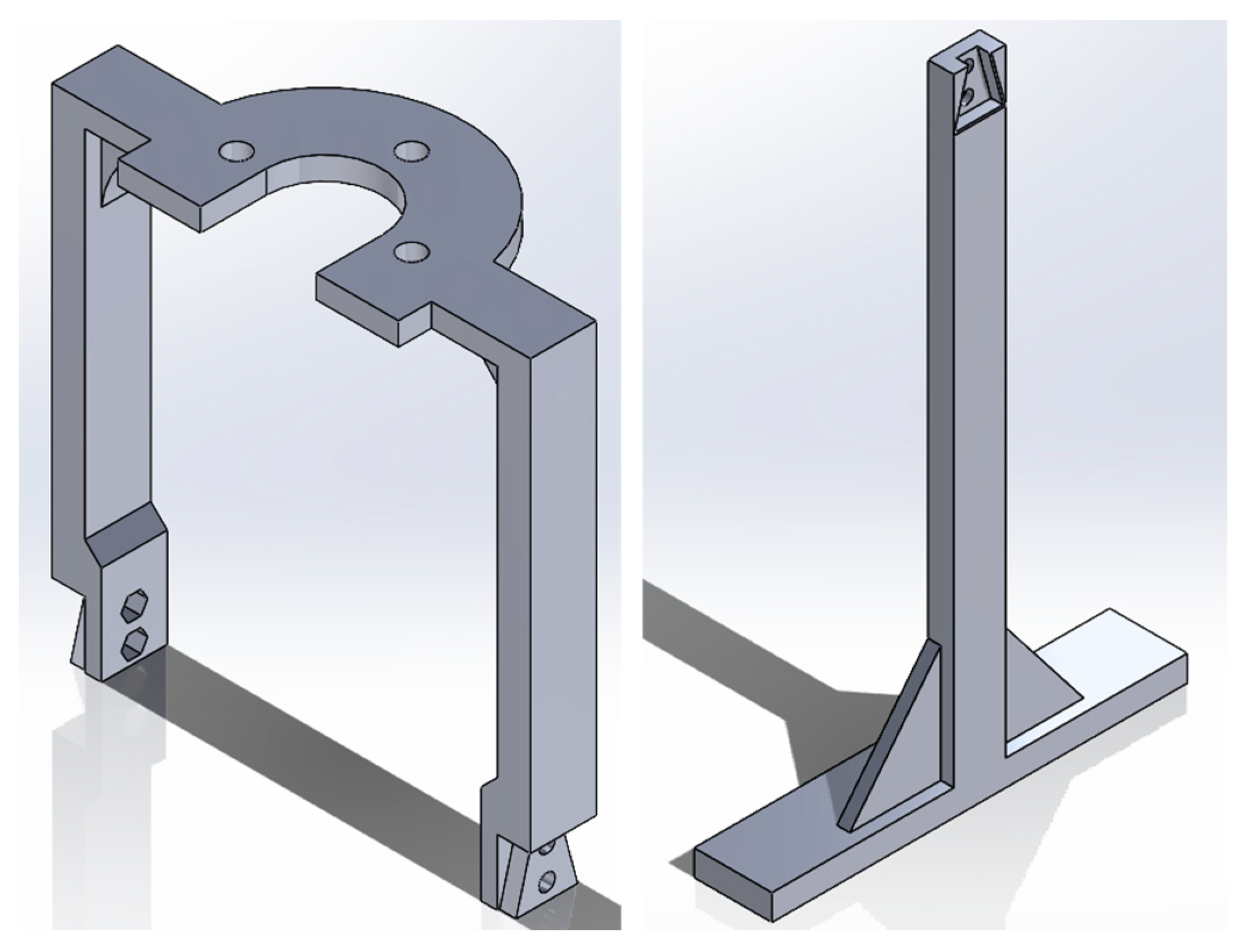
- Insert the aluminum profile into the 3D-printed flange support and fix the position with bolts and T-nuts. The position depends on the length of the linear rail (Figure A13c);
- Put the 3D-printed part of the cutter connector in the right position and fix it with bolts and nuts. The position depends on the length of the heating pipe. It should allow the cutter to cut off the extrusions (Figure A13d);
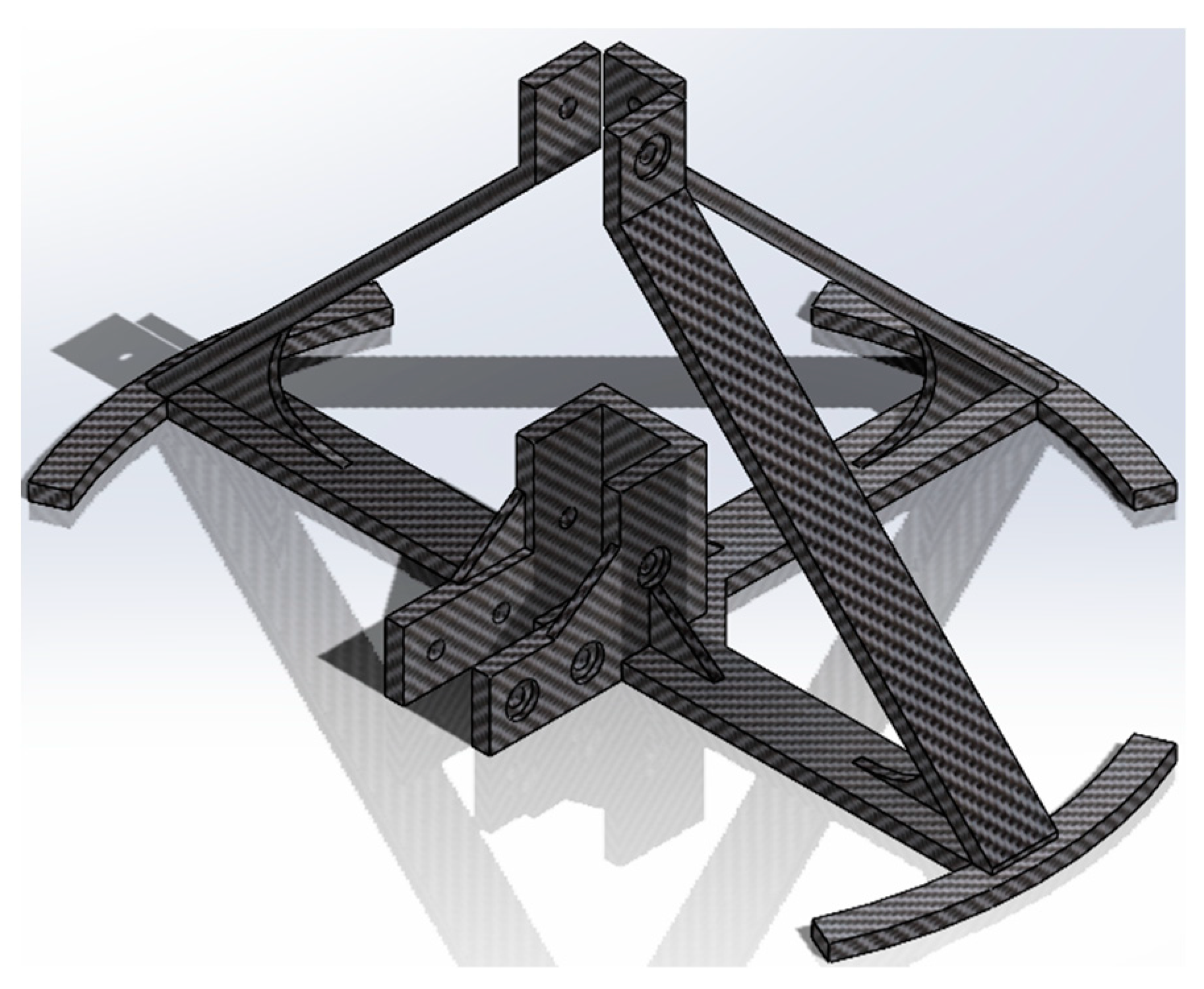
- Insert the aluminum extrusion profile into the 3D-printed stand and fix it with fasteners (Figure A13e);
- Attach another aluminum extrusion profile to the stand and fix the position with fasteners. Then assemble the 3D-printed foot support and make sure the two aluminum extrusion profiles are vertical (Figure A13f).
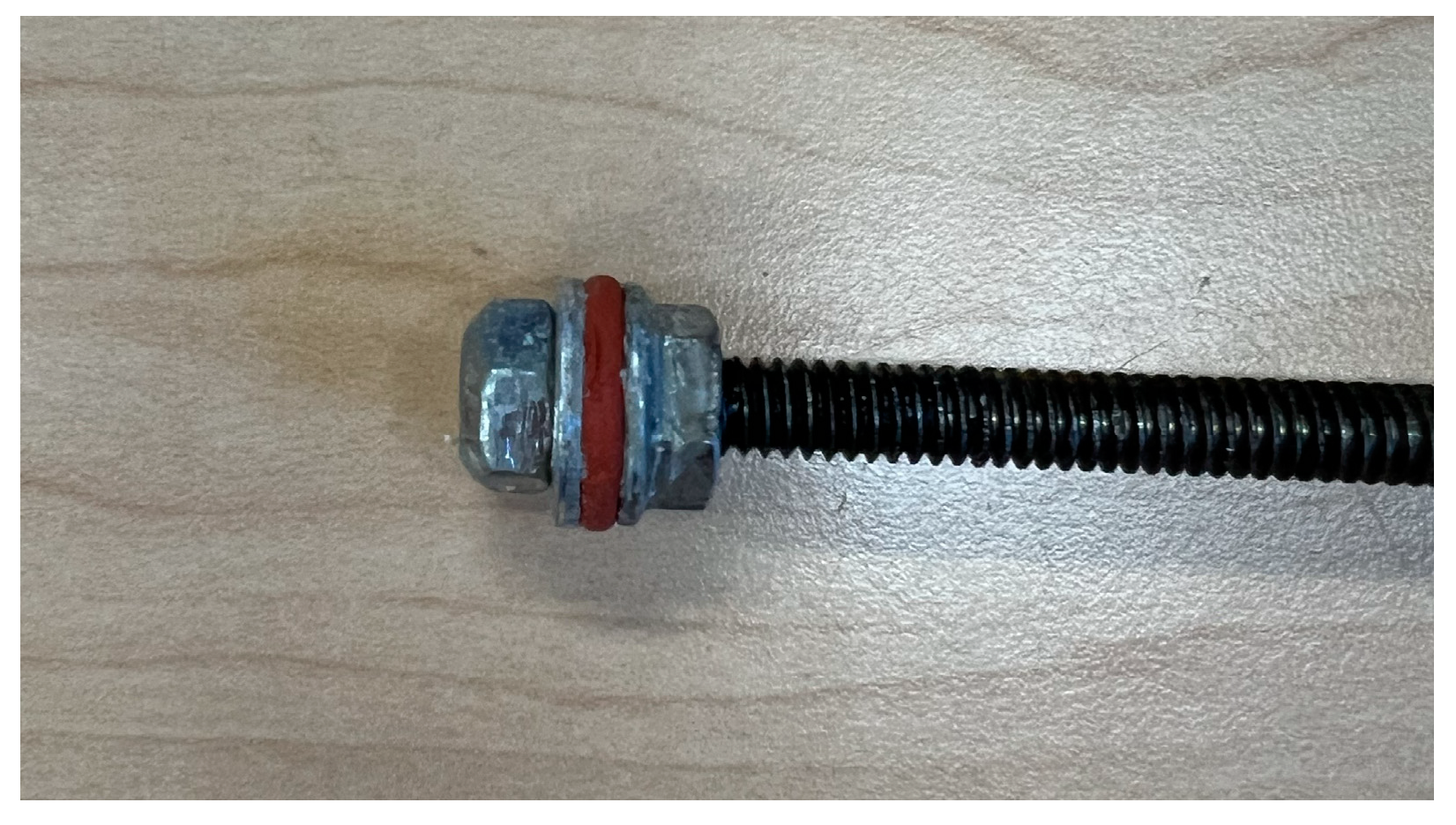
Appendix B.1.2. Step 2. Piston Assembly
- Screw the ¼ inch serrated flange lock nut to the ¼-inch threaded rod and stop at 15 mm away from the tip. Put an O-ring on top of the nut, then put a washer on top of it. Screw another self-lock nut, cover it with a piston guide, and ensure that all pieces have the same center point. Use the 3D-printed piston tip guide to make sure all the components are centered and not too tight. If the screw is too tight, the O-ring in the middle will deform, which makes it harder to insert into the heating pipe (Figure A14).
- Assemble the motor on the 3D-printed motor support. Connect the shaft of the motor to the shaft loadcell coupler (Figure A15);
- Screw the loadcell fit into the shaft loadcell coupler, then install it on the slide block of the linear rail (Figure A16a);
- Screw the insert nut into the 3D-printed loadcell fit, connect the loadcell fit and the button loadcell, then screw the button loadcell to the shaft loadcell coupler (Figure A16b);
- Connect the shaft coupler to the loadcell fit. Connect the piston rod with the shaft coupler (Figure A16c).


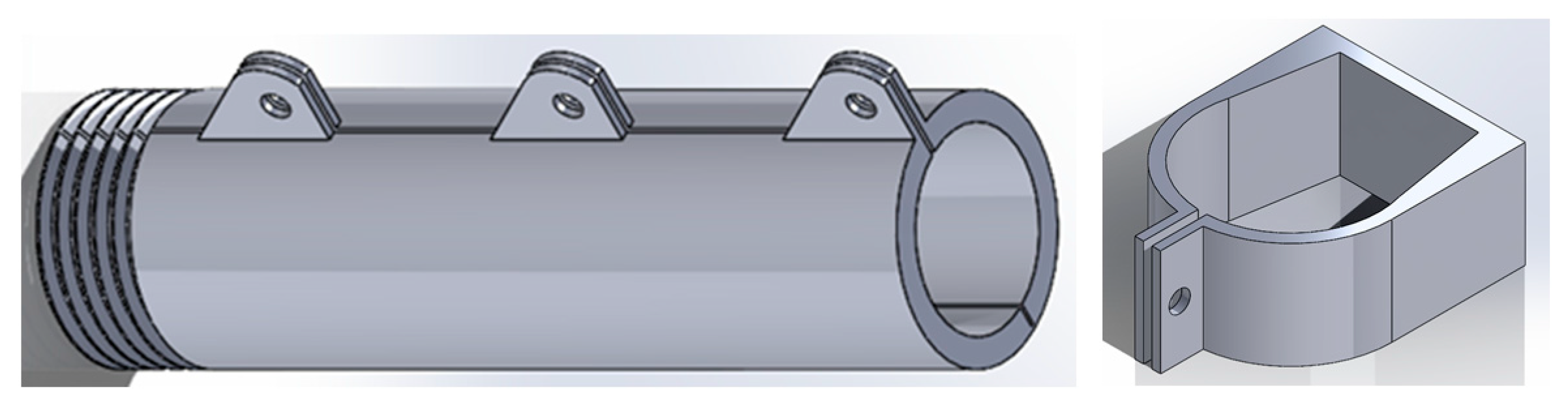
Appendix B.1.3. Step 3. Heating Pipe and Cap Assembly
- Cover the whole pipe with high-temperature-resistant tape (Kapton Tape). Wind nichrome wire around the iron pipe as required, ensuring the nichrome wire has sufficient resistance to at least meet the maximum current requirements of the relay. The nichrome wires must not touch each other to prevent short-circuiting or excessive heat generation at the contact points. After winding, wrap high-temperature tape around the outside of the resistance wire to achieve insulation (Figure A17);
- Tape the thermocouple to the outside of the resistance wire;
- Cover the pipe with heat insulation material, such as fiberglass. Cover the fiberglass layer with Kapton tape so that it can keep on the pipe;
- Cover the insulation layer with 3D-printed housing (insulation housing);
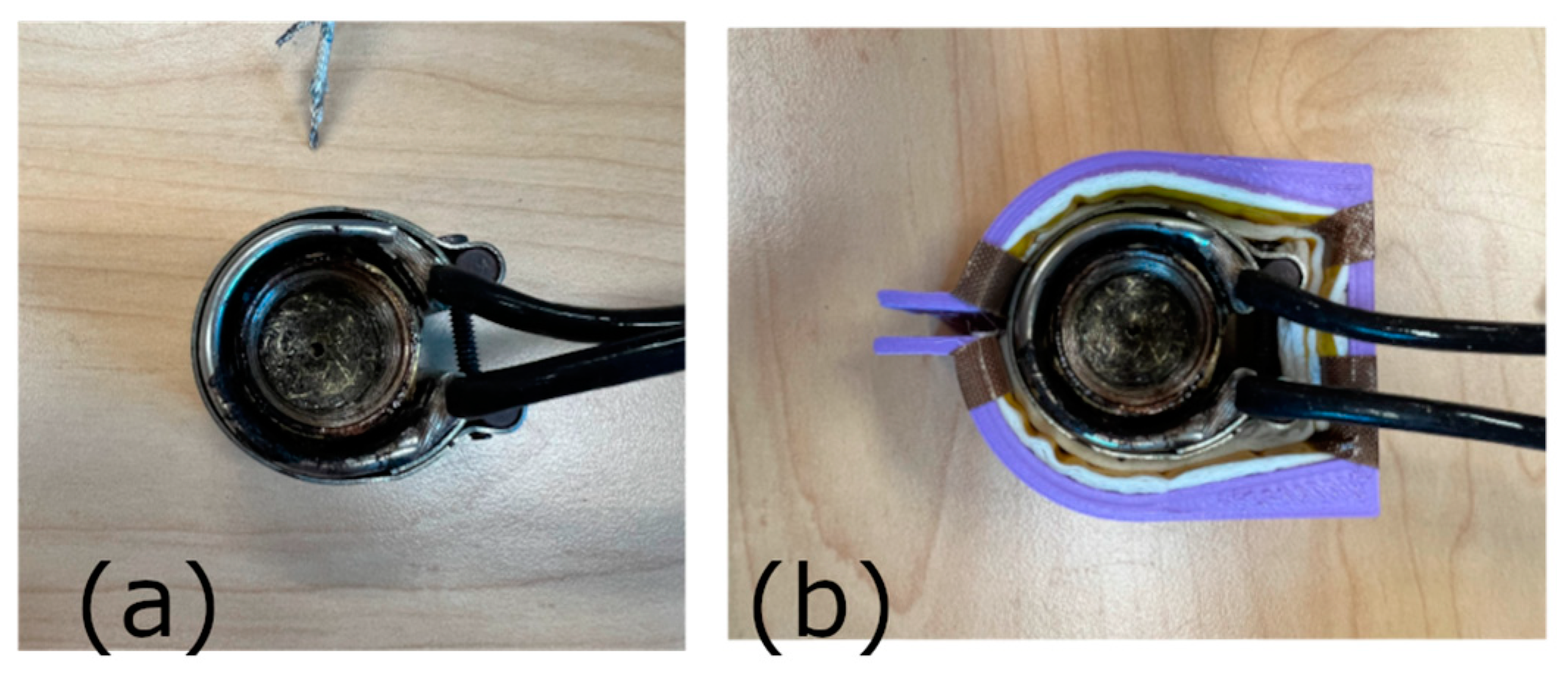
- Drill a 2 mm hole in the center of the cap. Insert the cap in the band heater (Figure A18a);
- Tighten the screw on the band heater. Cover the band heater with a 3D-printed insulation cap band (Figure A18b);
- Screw the cap on one end of the pipe;
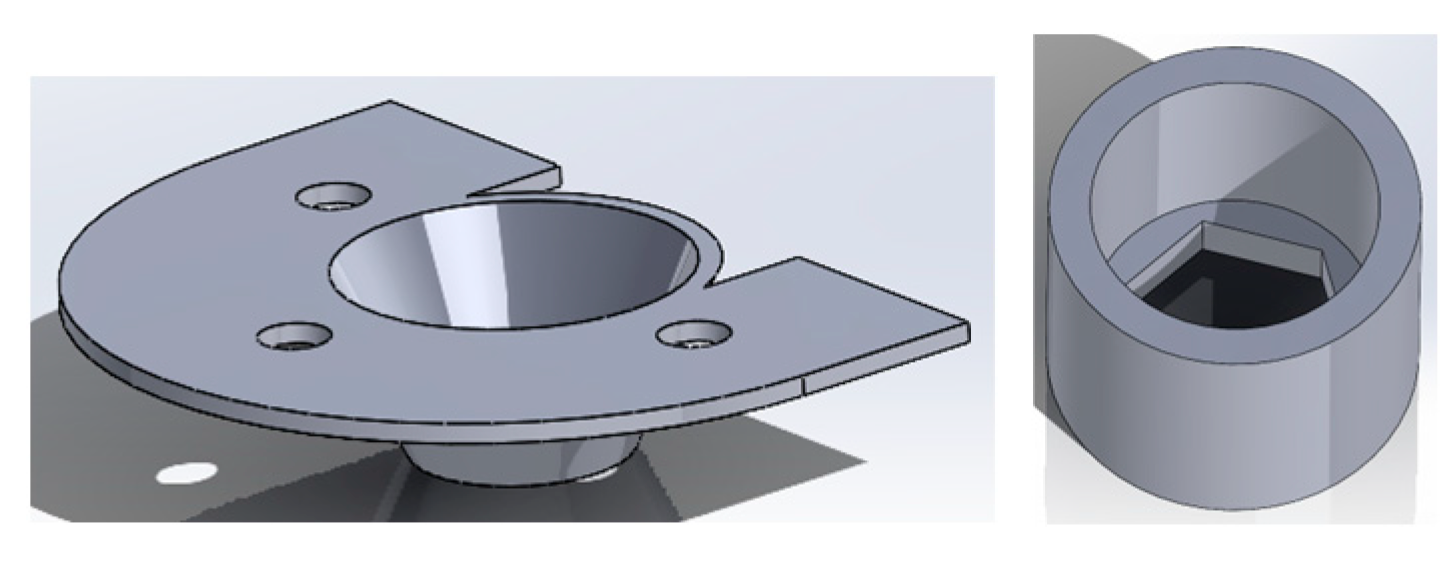
- Attach the flange and insulation pad to the 3D-printed part of the flange support with bolts and nuts. The insulation pad should be between the flange and the flange support (Figure A19a);
- Fix the extra frame and piston guide with the same bolts and nuts as the last step (Figure A19b–d);
- Screw the pipe to the flange (Figure A19e);
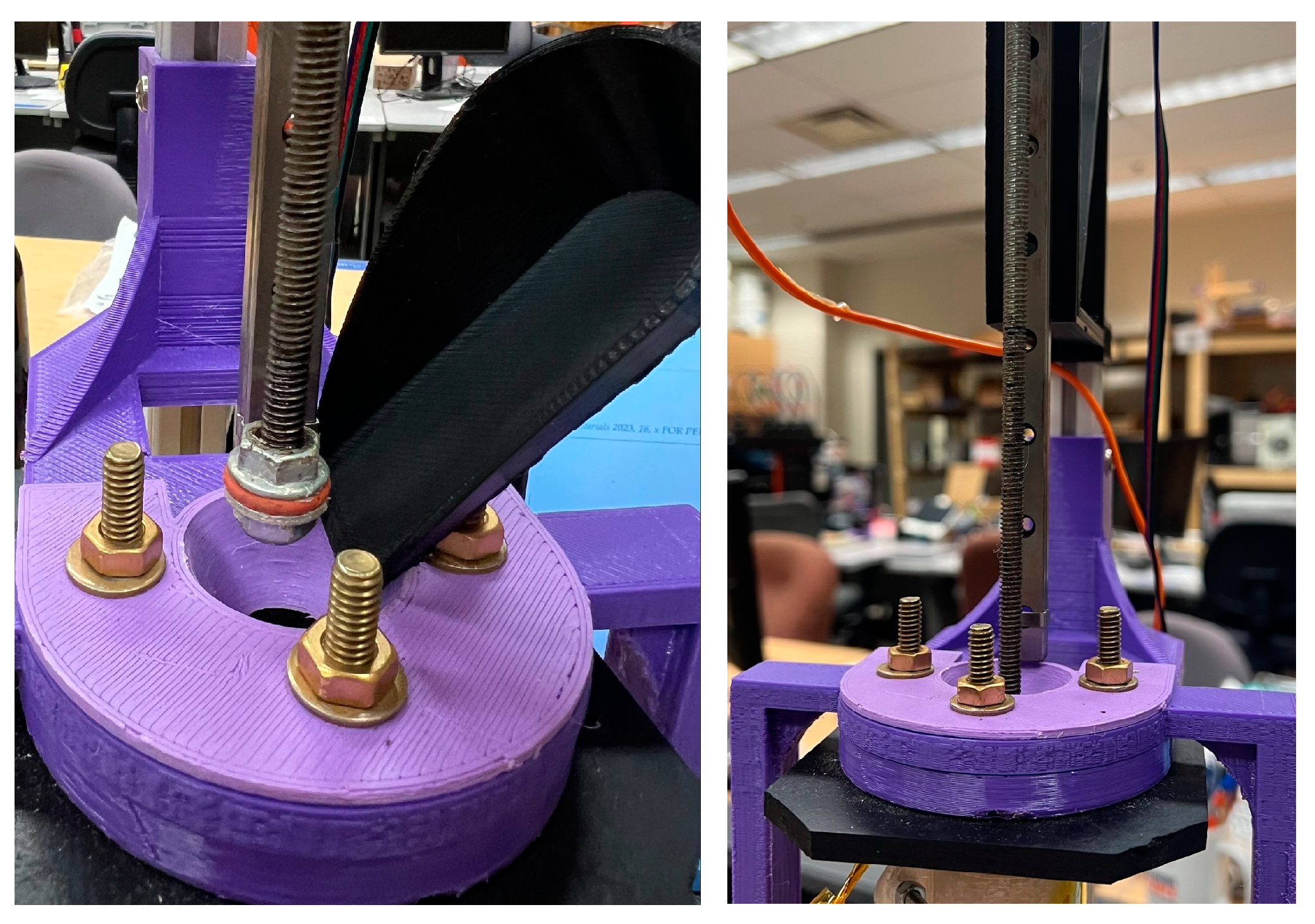
- Adjust the position of the blade. It should touch the bottom of the cap (Figure A19f).


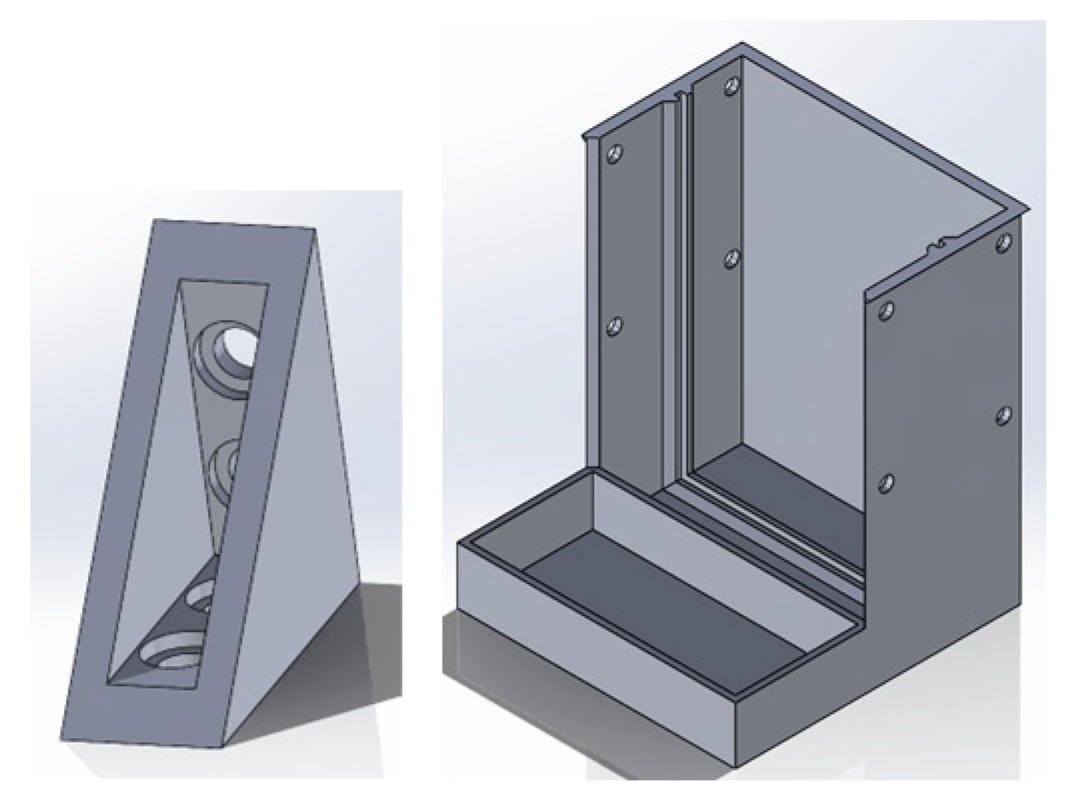
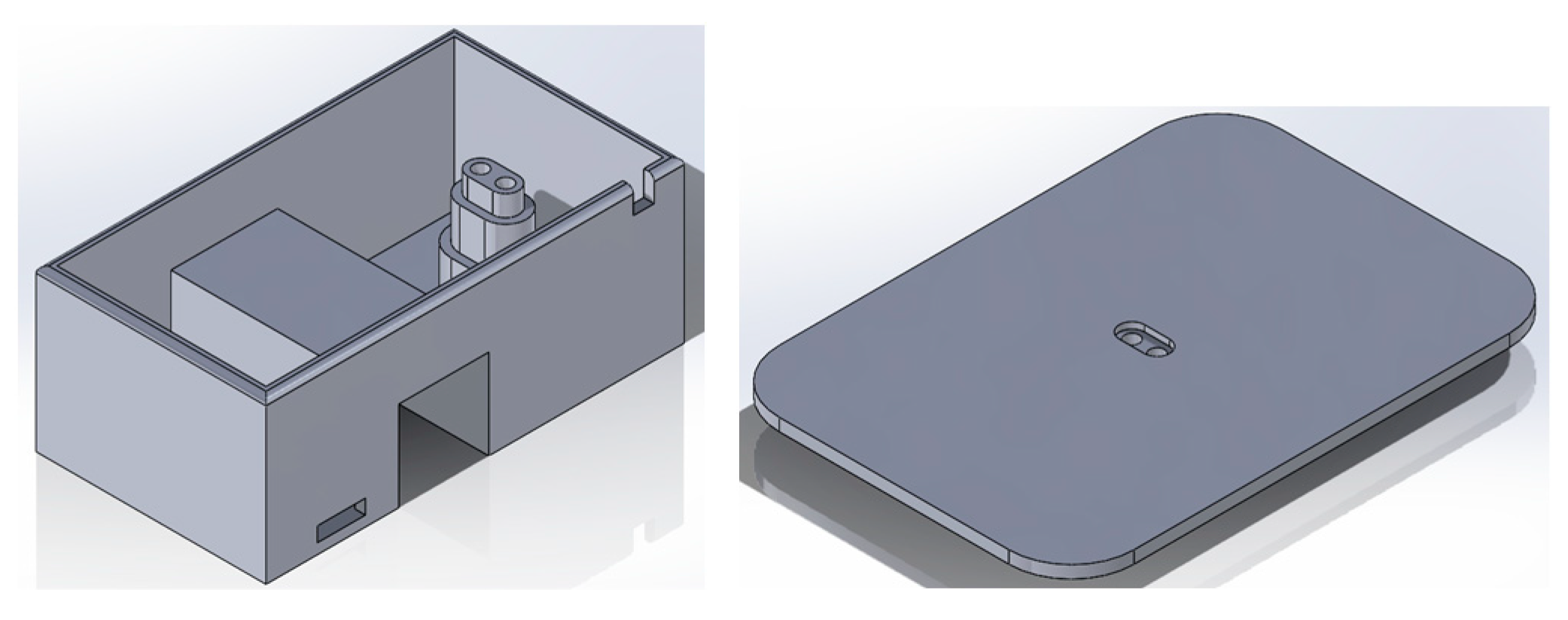
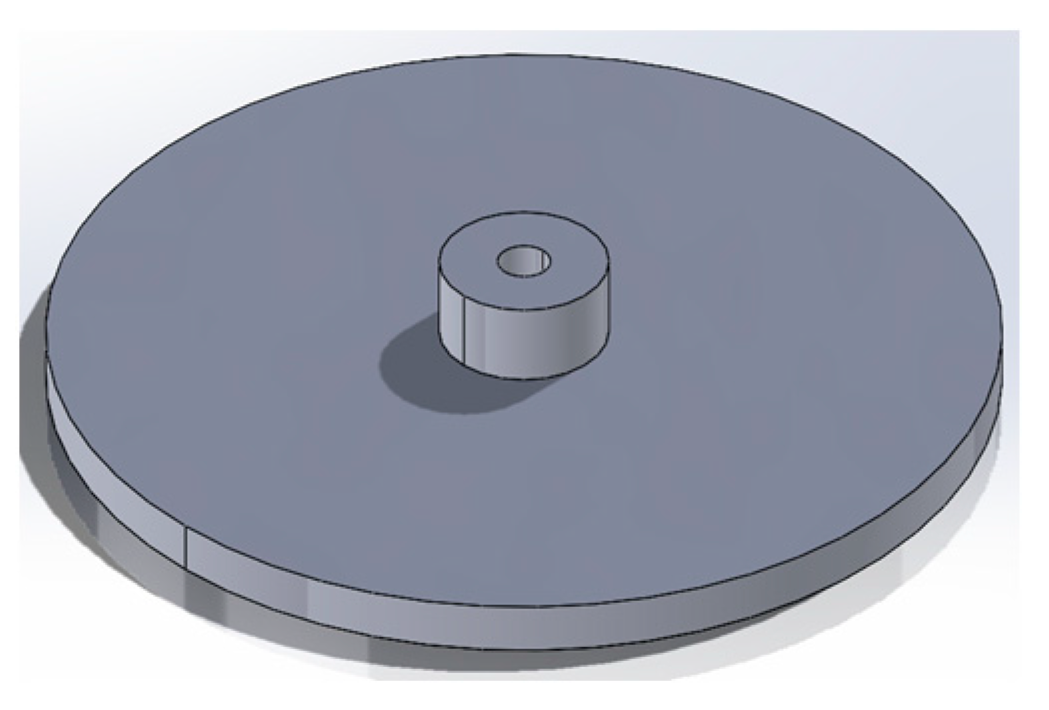
Appendix B.1.4. Step 4. Digital Scale Assembly
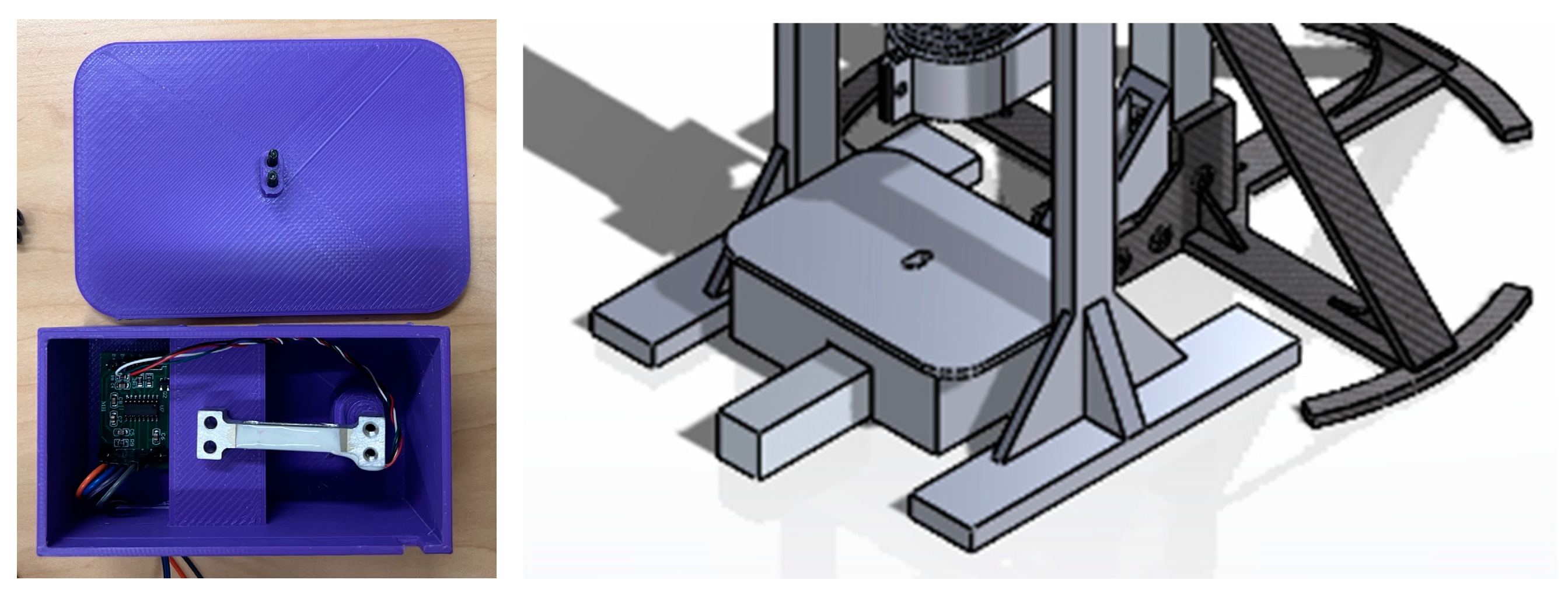
- Connect wires on the HX711 board;
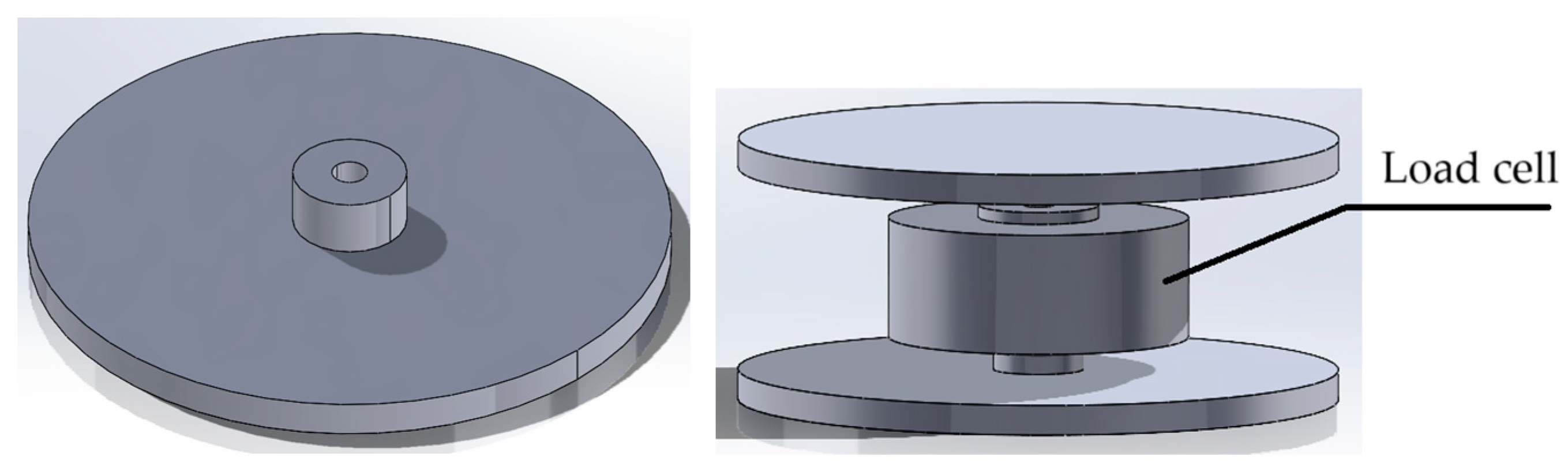
- Assemble the scale platform on the load cell;
- Fix the HX711 board on the related slot in the scale housing (Figure A20, left);
- Assemble the load cell on the scale housing (Figure A20, right);
- Pull jump wires out and connect the other end to the main board.
Appendix B.2. Electronic Wiring
- The electronic wiring procedure is resumed: Connect a high-temperature-resistant connector to one end of the high-temperature-resistant wire and connect it to the nichrome wire.
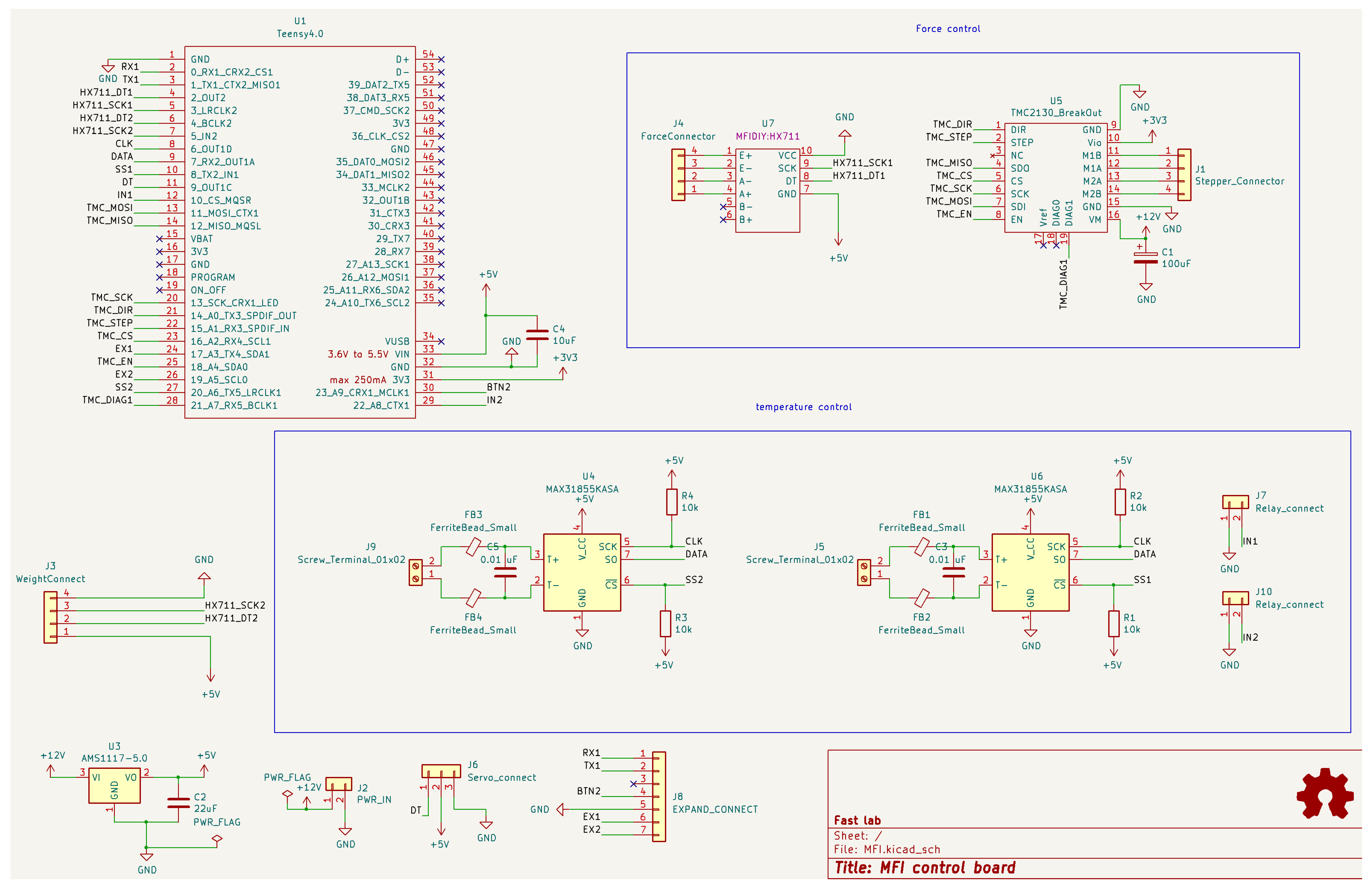
- Follow the instructions in the schematic in the Open Science Framework [81].
- Operation and cleaning instructions
Appendix B.3. Operational Instructions
- Connect the Teensy board with the laptop. Plug in the power supply (Figure A22);
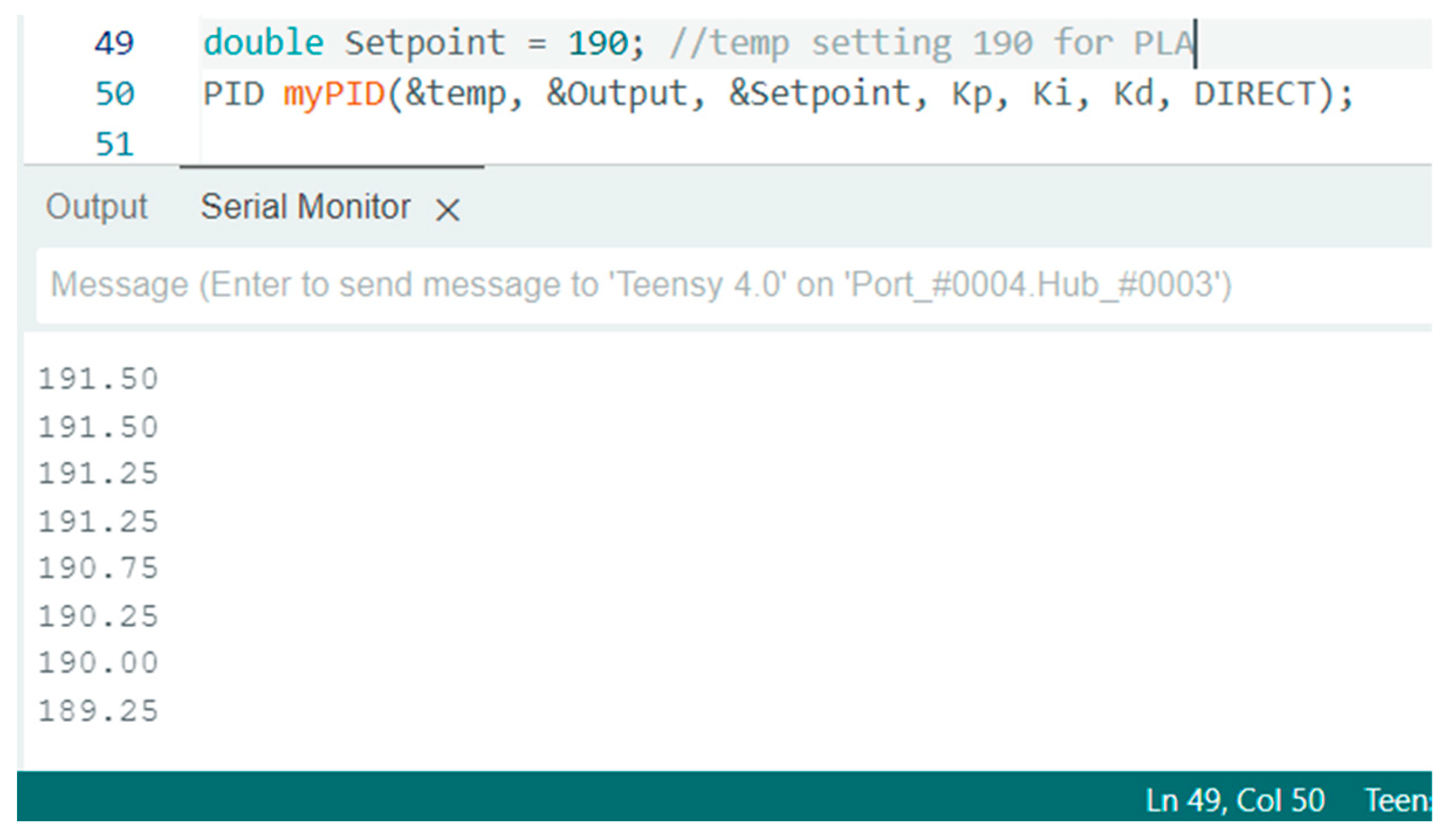
- Open the .io file with Arduino IDE and download all the libraries. Setup parameters are needed, and the new firmware is uploaded to the Teensy board. More detailed instructions are in the code file;
- Open the Serial Monitor in Arduino IDE, baud rate 115200. “start” should show up on the Serial monitor (Figure A22);
- Input the start command monitor “a” in Message blank. The temperature will increase, and the piston will start to go down automatically after the heating-up procedure ends;
- Fill in the samples when the temperature reaches the set point (Figure A23);
- Bring down the piston using the command “d”. The piston will start to go down automatically after the heating-up procedure ends (Figure A24, left);
- Wait for the pressure to get to the set point. Record the readings after the cutter cuts off samples (Figure A24, right);
- Clean the barrel and the cap after the measurement is finished.

Appendix B.4. Cleaning Instructions
- Go into cleaning mode by inputting the command in the Arduino IDE serial monitor to keep the temperature;
- Dissemble the insulation band, unplug the band heater, and unscrew the cap with a clamp or heat-resistant gloves;
- Plug the band heater back and clean the cap with manual cleaning tools, such as a copper brush, nozzle needles, or pliers. Cleaning agents should be used after manual cleaning to remove the small residues from the measurements, and should be used when the parts are cooled down, selecting them according to the equipment and sample material, e.g., isopropyl alcohol;
- Pull out the piston and clean the piston tip with manual cleaning tools and cleaning agents, if needed;
- Clean the tube with the piston and cover the piston tip with a cotton rug or robust paper;
- Screw the cap back after the cleaning process.
References
- Statista Research Department Global Plastic Production 1950–2021. Available online: https://www.statista.com/statistics/282732/global-production-of-plastics-since-1950/ (accessed on 8 May 2023).
- Maitlo, G.; Ali, I.; Maitlo, H.A.; Ali, S.; Unar, I.N.; Ahmad, M.B.; Bhutto, D.K.; Karmani, R.K.; Naich, S.u.R.; Sajjad, R.U.; et al. Plastic Waste Recycling, Applications, and Future Prospects for a Sustainable Environment. Sustainability 2022, 14, 11637. [Google Scholar] [CrossRef]
- Andrady, A.L. (Ed.) Plastics and the Environment, 1st ed.; Wiley: Hoboken, NJ, USA, 2003; ISBN 978-0-471-09520-0. [Google Scholar]
- Moore, C.J. Synthetic Polymers in the Marine Environment: A Rapidly Increasing, Long-Term Threat. Environ. Res. 2008, 108, 131–139. [Google Scholar] [CrossRef] [PubMed]
- Bejgarn, S.; MacLeod, M.; Bogdal, C.; Breitholtz, M. Toxicity of Leachate from Weathering Plastics: An Exploratory Screening Study with Nitocra spinipes. Chemosphere 2015, 132, 114–119. [Google Scholar] [CrossRef] [PubMed]
- Bradney, L.; Wijesekara, H.; Palansooriya, K.N.; Obadamudalige, N.; Bolan, N.S.; Ok, Y.S.; Rinklebe, J.; Kim, K.-H.; Kirkham, M.B. Particulate Plastics as a Vector for Toxic Trace-Element Uptake by Aquatic and Terrestrial Organisms and Human Health Risk. Environ. Int. 2019, 131, 104937. [Google Scholar] [CrossRef]
- Lamberti, F.M.; Román-Ramírez, L.A.; Wood, J. Recycling of Bioplastics: Routes and Benefits. J. Polym. Environ. 2020, 28, 2551–2571. [Google Scholar] [CrossRef]
- OECD. Global Plastics Outlook Database Plastic Pollution Is Growing Relentlessly as Waste Management and Recycling Fall Short, Says OECD. Available online: https://www.oecd.org/environment/plastic-pollution-is-growing-relentlessly-as-waste-management-and-recycling-fall-short.htm (accessed on 8 May 2023).
- Hedayati, R.; Stulova, V. 3D Printing for Space Habitats: Requirements, Challenges, and Recent Advances. Aerospace 2023, 10, 653. [Google Scholar] [CrossRef]
- Kantaros, A.; Petrescu, F.I.T.; Brachos, K.; Ganetsos, T.; Petrescu, N. Evaluating Benchtop Additive Manufacturing Processes Considering Latest Enhancements in Operational Factors. Processes 2024, 12, 2334. [Google Scholar] [CrossRef]
- ISO/ASTM 52900-15; Standard Terminology for Additive Manufacturing—General Principles—Terminology. ASTM International: West Conshohocken, PA, USA, 2015.
- Kantaros, A.; Ganetsos, T.; Petrescu, F.I.T. Transforming Object Design and Creation: Biomaterials and Contemporary Manufacturing Leading the Way. Biomimetics 2024, 9, 48. [Google Scholar] [CrossRef]
- Kantaros, A.; Ganetsos, T. From Static to Dynamic: Smart Materials Pioneering Additive Manufacturing in Regenerative Medicine. Int. J. Mol. Sci. 2023, 24, 15748. [Google Scholar] [CrossRef]
- Dalpadulo, E.; Petruccioli, A.; Gherardini, F.; Leali, F. A Review of Automotive Spare-Part Reconstruction Based on Additive Manufacturing. J. Manuf. Mater. Process. 2022, 6, 133. [Google Scholar] [CrossRef]
- Kantaros, A.; Soulis, E.; Alysandratou, E. Digitization of Ancient Artefacts and Fabrication of Sustainable 3D-Printed Replicas for Intended Use by Visitors with Disabilities: The Case of Piraeus Archaeological Museum. Sustainability 2023, 15, 12689. [Google Scholar] [CrossRef]
- Dertinger, S.C.; Gallup, N.; Tanikella, N.G.; Grasso, M.; Vahid, S.; Foot, P.J.S.; Pearce, J.M. Technical Pathways for Distributed Recycling of Polymer Composites for Distributed Manufacturing: Windshield Wiper Blades. Resour. Conserv. Recycl. 2020, 157, 104810. [Google Scholar] [CrossRef]
- Zhong, S.; Pearce, J.M. Tightening the Loop on the Circular Economy: Coupled Distributed Recycling and Manufacturing with Recyclebot and RepRap 3-D Printing. Resour. Conserv. Recycl. 2018, 128, 48–58. [Google Scholar] [CrossRef]
- Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Plastic Recycling in Additive Manufacturing: A Systematic Literature Review and Opportunities for the Circular Economy. J. Clean. Prod. 2020, 264, 121602. [Google Scholar] [CrossRef]
- Little, H.A.; Tanikella, N.G.; Reich, M.J.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials 2020, 13, 4273. [Google Scholar] [CrossRef] [PubMed]
- Kreiger, M.A.; Mulder, M.L.; Glover, A.G.; Pearce, J.M. Life Cycle Analysis of Distributed Recycling of Post-Consumer High Density Polyethylene for 3-D Printing Filament. J. Clean. Prod. 2014, 70, 90–96. [Google Scholar] [CrossRef]
- Cerdas, F.; Juraschek, M.; Thiede, S.; Herrmann, C. Life Cycle Assessment of 3D Printed Products in a Distributed Manufacturing System: LCA-Distributed Manufacturing System. J. Ind. Ecol. 2017, 21, S80–S93. [Google Scholar] [CrossRef]
- Gwamuri, J.; Wittbrodt, B.T.; Anzalone, N.C.; Pearce, J.M. Reversing the Trend of Large Scale and Centralization in Manufacturing: The Case of Distributed Manufacturing of Customizable 3-D-Printable Self-Adjustable Glasses. Chall. Sustain. 2014, 2, 30–40. [Google Scholar] [CrossRef]
- Petersen, E.; Pearce, J. Emergence of Home Manufacturing in the Developed World: Return on Investment for Open-Source 3-D Printers. Technologies 2017, 5, 7. [Google Scholar] [CrossRef]
- Mohammed, M.; Wilson, D.; Gomez-Kervin, E.; Petsiuk, A.; Dick, R.; Pearce, J.M. Sustainability and Feasibility Assessment of Distributed E-Waste Recycling Using Additive Manufacturing in a Bi-Continental Context. Addit. Manuf. 2022, 50, 102548. [Google Scholar] [CrossRef]
- Santander, P.; Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M. Social, Political, and Technological Dimensions of the Sustainability Evaluation of a Recycling Network. A Literature Review. Clean. Eng. Technol. 2022, 6, 100397. [Google Scholar] [CrossRef]
- Santander, P.; Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M. Closed Loop Supply Chain Network for Local and Distributed Plastic Recycling for 3D Printing: A MILP-Based Optimization Approach. Resour. Conserv. Recycl. 2020, 154, 104531. [Google Scholar] [CrossRef]
- Caceres Mendoza, C.; Santander, P.; Cruz-Sanchez, F.; Troussier, N.; Camargo, M.; Boudaoud, H. Life Cycle Assessment of Distributed Plastic Recycling via Additive Manufacturing. Clean. Waste Systems 2023, 5, 100100. [Google Scholar] [CrossRef]
- Laplume, A.O.; Petersen, B.; Pearce, J.M. Global Value Chains from a 3D Printing Perspective. J. Int. Bus. Stud. 2016, 47, 595–609. [Google Scholar] [CrossRef]
- Woern, A.L.; McCaslin, J.R.; Pringle, A.M.; Pearce, J.M. RepRapable Recyclebot: Open Source 3-D Printable Extruder for Converting Plastic to 3-D Printing Filament. HardwareX 2018, 4, e00026. [Google Scholar] [CrossRef]
- Jones, R.; Haufe, P.; Sells, E.; Iravani, P.; Olliver, V.; Palmer, C.; Bowyer, A. RepRap—The Replicating Rapid Prototyper. Robotica 2011, 29, 177–191. [Google Scholar] [CrossRef]
- Sells, E.; Bailard, S.; Smith, Z.; Bowyer, A.; Olliver, V. RepRap: The Replicating Rapid Prototyper: Maximizing Customizability by Breeding the Means of Production. In Handbook of Research in Mass Customization and Personalization; World Scientific Publishing Company: Singapore, 2009; pp. 568–580. ISBN 978-981-4280-25-9. [Google Scholar]
- Bowyer, A. 3D Printing and Humanity’s First Imperfect Replicator. 3D Print. Addit. Manuf. 2014, 1, 4–5. [Google Scholar] [CrossRef]
- Cruz Sanchez, F.; Lanza, S.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer Recycling and Additive Manufacturing in an Open Source Context: Optimization of Processes and Methods. In Proceedings of the Annual International Solid Freeform Fabrication Symposium, ISSF 2015, Austin, TX, USA, 7 August 2015. [Google Scholar]
- Anderson, I. Mechanical Properties of Specimens 3D Printed with Virgin and Recycled Polylactic Acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Pakkanen, J.; Manfredi, D.; Minetola, P.; Iuliano, L. About the Use of Recycled or Biodegradable Filaments for Sustainability of 3D Printing. In Proceedings of the International Conference on Sustainable Design and Manufacturing, Bologna, Italy, 26–28 April 2017; pp. 776–785. [Google Scholar]
- Mohammed, M.I.; Wilson, D.; Gomez-Kervin, E.; Vidler, C.; Rosson, L.; Long, J. The Recycling of E-Waste ABS Plastics by Melt Extrusion and 3D Printing Using Solar Powered Devices as a Transformative Tool for Humanitarian Aid. In Proceedings of the 29th Annual International Solid Freeform Fabrication, Austin, TX, USA, 13–15 August 2018. [Google Scholar]
- Chong, S.; Pan, G.-T.; Khalid, M.; Yang, T.C.-K.; Hung, S.-T.; Huang, C.-M. Physical Characterization and Pre-Assessment of Recycled High-Density Polyethylene as 3D Printing Material. J. Polym. Environ. 2016, 2, 136–145. [Google Scholar] [CrossRef]
- Pepi, M.; Zander, N.; Gillan, M. Towards Expeditionary Battlefield Manufacturing Using Recycled, Reclaimed, and Scrap Materials. JOM 2018, 70, 2359–2364. [Google Scholar] [CrossRef]
- Zander, N.; Gillan, M.; Lambeth, R. Recycled Polyethylene Terephthalate as a New FFF Feedstock Material. Addit. Manuf. 2018, 21, 174–182. [Google Scholar] [CrossRef]
- Zander, N. Recycled Polymer Feedstocks for Material Extrusion Additive Manufacturing. In Polymer-Based Additive Manufacturing: Recent Developments; American Chemical Society: Washington, DC, USA, 2019; pp. 37–51. ISBN 978-0-8412-3426-0. [Google Scholar]
- Hart, K.R.; Frketic, J.B.; Brown, J.R. Recycling Meal-Ready-to-Eat (MRE) Pouches into Polymer Filament for Material Extrusion Additive Manufacturing. Addit. Manuf. 2018, 21, 536–543. [Google Scholar] [CrossRef]
- Oberloier, S.; Whisman, N.G.; Pearce, J.M. Finding Ideal Parameters for Recycled Material Fused Particle Fabrication-Based 3D Printing Using an Open Source Software Implementation of Particle Swarm Optimization. 3D Print. Addit. Manuf. 2023, 10, 1287–1300. [Google Scholar] [CrossRef] [PubMed]
- Woern, A.L.; Pearce, J.M. Distributed Manufacturing of Flexible Products: Technical Feasibility and Economic Viability. Technologies 2017, 5, 71. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Wang, Q.; Dilmurat, A.; Li, D.; Ziegmann, G. Recycling and Remanufacturing of 3D Printed Continuous Carbon Fiber Reinforced PLA Composites. J. Clean. Prod. 2017, 142, 1609–1618. [Google Scholar] [CrossRef]
- Pringle, A.; Rudnicki, M.; Pearce, J. Wood Furniture Waste-Based Recycled 3-D Printing Filament. For. Prod. J. 2017, 68, 86–95. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A Review on Additive Manufacturing of Polymer-Fiber Composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Heller, B.P.; Smith, D.E.; Jack, D.A. Planar Deposition Flow Modeling of Fiber Filled Composites in Large Area Additive Manufacturing. Addit. Manuf. 2019, 25, 227–238. [Google Scholar] [CrossRef]
- Romani, A.; Perusin, L.; Ciurnelli, M.; Levi, M. Characterization of PLA Feedstock after Multiple Recycling Processes for Large-Format Material Extrusion Additive Manufacturing. Mater. Today Sustain. 2024, 25, 100636. [Google Scholar] [CrossRef]
- Justino Netto, J.M.; Idogava, H.T.; Frezzatto Santos, L.E.; Silveira, Z.d.C.; Romio, P.; Alves, J.L. Screw-Assisted 3D Printing with Granulated Materials: A Systematic Review. Int. J. Adv. Manuf. Technol. 2021, 115, 2711–2727. [Google Scholar] [CrossRef]
- Romani, A.; Levi, M.; Pearce, J.M. Recycled Polycarbonate and Polycarbonate/Acrylonitrile Butadiene Styrene Feedstocks for Circular Economy Product Applications with Fused Granular Fabrication-Based Additive Manufacturing. Sustain. Mater. Technol. 2023, 38, e00730. [Google Scholar] [CrossRef]
- Suescun Gonzalez, C.; Cruz Sanchez, F.A.; Boudaoud, H.; Nouvel, C.; Pearce, J.M. Multi-Material Distributed Recycling via Material Extrusion: Recycled High Density Polyethylene and Poly (Ethylene Terephthalate) Mixture. Polym. Eng. Sci. 2024, 64, 1555–1570. [Google Scholar] [CrossRef]
- Alexandre, A.; Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Mechanical Properties of Direct Waste Printing of Polylactic Acid with Universal Pellets Extruder: Comparison to Fused Filament Fabrication on Open-Source Desktop Three-Dimensional Printers. 3D Print. Addit. Manuf. 2020, 7, 237–247. [Google Scholar] [CrossRef]
- Woern, A.; Byard, D.; Oakley, R.; Fiedler, M.; Snabes, S.; Pearce, J. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef]
- Whyman, S.; Arif, K.M.; Potgieter, J. Design and Development of an Extrusion System for 3D Printing Biopolymer Pellets. Int. J. Adv. Manuf. Technol. 2018, 96, 3417–3428. [Google Scholar] [CrossRef]
- Paramatti, M.; Romani, A.; Pugliese, G.; Levi, M. PLA Feedstock Filled with Spent Coffee Grounds for New Product Applications with Large-Format Material Extrusion Additive Manufacturing. ACS Omega 2024, 9, 6423–6431. [Google Scholar] [CrossRef]
- Byard, D.; Woern, A.; Oakley, R.; Fiedler, M.; Snabes, S.; Pearce, J. Green Fab Lab Applications of Large-Area Waste Polymer-Based Additive Manufacturing. Addit. Manuf. 2019, 27, 515–525. [Google Scholar] [CrossRef]
- d’Ambrières, W. Plastics Recycling Worldwide: Current Overview and Desirable Changes. Field Actions Sci. Rep. J. Field Actions 2019, 12–21. [Google Scholar]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D Printing Filament as a Second Life of Waste Plastics—A Review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Ruj, B.; Pandey, V.; Jash, P.; Srivastava, V. Sorting of Plastic Waste for Effective Recycling. Int. J. Appl. Sci. Eng. Res. 2015, 4, 564–571. [Google Scholar] [CrossRef]
- Wang, S.; Capoen, L.; D’hooge, D.R.; Cardon, L. Can the Melt Flow Index Be Used to Predict the Success of Fused Deposition Modelling of Commercial Poly(Lactic Acid) Filaments into 3D Printed Materials? Plast. Rubber Compos. 2018, 47, 9–16. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the Printing Bed Temperature on the Adhesion of Parts Produced by Fused Filament Fabrication. Plast. Rubber Compos. 2018, 47, 17–24. [Google Scholar] [CrossRef]
- Guerreiro, S.; João, I.; Pimentel Real, L. Evaluation of the Influence of Testing Parameters on the Melt Flow Index of Thermoplastics. Polym. Test. 2012, 31, 1026–1030. [Google Scholar] [CrossRef]
- Teresa Rodríguez-Hernández, M.; Angulo-Sánchez, J.L.; Pérez-Chantaco, A. Determination of the Molecular Characteristics of Commercial Polyethylenes with Different Architectures and the Relation with the Melt Flow Index. J. Appl. Polym. Sci. 2007, 104, 1572–1578. [Google Scholar] [CrossRef]
- Shenoy, A.V.; Saini, D.R. Melt Flow Index: More than Just a Quality Control Rheological Parameter. Part I. Adv. Polym. Technol. 1986, 6, 1–58. [Google Scholar] [CrossRef]
- Pazhamannil, R.V.; Jishnu Namboodiri, V.N.; Govindan, P.; Edacherian, A. Property Enhancement Approaches of Fused Filament Fabrication Technology: A Review. Polym. Eng. Sci. 2022, 62, 1356–1376. [Google Scholar] [CrossRef]
- Ferg, E.E.; Bolo, L.L. A Correlation between the Variable Melt Flow Index and the Molecular Mass Distribution of Virgin and Recycled Polypropylene Used in the Manufacturing of Battery Cases. Polym. Test. 2013, 32, 1452–1459. [Google Scholar] [CrossRef]
- Singh, B.; Kumar, R.; Chohan, J.S.; Singh, S.; Pruncu, C.I.; Scutaru, M.L.; Muntean, R. Investigations on Melt Flow Rate and Tensile Behaviour of Single, Double and Triple-Sized Copper Reinforced Thermoplastic Composites. Materials 2021, 14, 3504. [Google Scholar] [CrossRef]
- Plavec, R.; Horváth, V.; Hlaváčiková, S.; Omaníková, L.; Repiská, M.; Medlenová, E.; Feranc, J.; Kruželák, J.; Přikryl, R.; Figalla, S.; et al. Influence of Multiple Thermomechanical Processing of 3D Filaments Based on Polylactic Acid and Polyhydroxybutyrate on Their Rheological and Utility Properties. Polymers 2022, 14, 1947. [Google Scholar] [CrossRef]
- Sáude, N.; Kamarudin, K.; Ibrahim, M.; Ibrahim, M.H.I. Melt Flow Index of Recycle ABS for Fused Deposition Modeling (FDM) Filament. Appl. Mech. Mater. 2015, 773–774, 3–7. [Google Scholar] [CrossRef]
- Laoutid, F.; Lafqir, S.; Toncheva, A.; Dubois, P. Valorization of Recycled Tire Rubber for 3D Printing of ABS- and TPO-Based Composites. Materials 2021, 14, 5889. [Google Scholar] [CrossRef] [PubMed]
- Garwacki, M.; Cudnik, I.; Dziadowiec, D.; Szymczak, P.; Andrzejewski, J. The Development of Sustainable Polyethylene Terephthalate Glycol-Based (PETG) Blends for Additive Manufacturing Processing—The Use of Multilayered Foil Waste as the Blend Component. Materials 2024, 17, 1083. [Google Scholar] [CrossRef] [PubMed]
- Gupta, A.; Misra, M.; Mohanty, A.K. Novel Sustainable Materials from Waste Plastics: Compatibilized Blend from Discarded Bale Wrap and Plastic Bottles. RSC Adv. 2021, 11, 8594–8605. [Google Scholar] [CrossRef] [PubMed]
- Kumar, V.; Singh, R.; Ahuja, I.P.S. On Correlation of Rheological, Thermal, Mechanical and Morphological Properties of Chemical Assisted Mechanically Blended ABS-Graphene Composite as Tertiary Recycling for 3D Printing Applications. Adv. Mater. Process. Technol. 2022, 8, 2476–2495. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Pal, A.K.; Rodriguez, A.U.; Wu, F.; Misra, M.; Mielewski, D.F.; Kiziltas, A.; Mohanty, A.K. Recycled Poly(Lactic Acid)–Based 3D Printed Sustainable Biocomposites: A Comparative Study with Injection Molding. Mater. Today Sustain. 2020, 7–8, 100027. [Google Scholar] [CrossRef]
- Zabihi, O.; Patrick, R.; Ahmadi, M.; Forrester, M.; Huxley, R.; Wei, Y.; Hadigheh, S.A.; Naebe, M. Mechanical Upcycling of Single-Use Face Mask Waste into High-Performance Composites: An Ecofriendly Approach with Cost-Benefit Analysis. Sci. Total Environ. 2024, 919, 170469. [Google Scholar] [CrossRef]
- Mishra, V.; Ror, C.K.; Negi, S.; Kar, S.; Borah, L.N. Development of Sustainable 3D Printing Filaments Using Recycled/Virgin ABS Blends: Processing and Characterization. Polym. Eng. Sci. 2023, 63, 1890–1899. [Google Scholar] [CrossRef]
- Turku, I.; Kasala, S.; Kärki, T. Characterization of Polystyrene Wastes as Potential Extruded Feedstock Filament for 3D Printing. Recycling 2018, 3, 57. [Google Scholar] [CrossRef]
- MXBAOHENG XNR-400B Melt Flow Rate Index Tester MFR Melt Flow Indexer Printing Machine (220V): Amazon.ca: Tools & Home Improvement. Available online: https://www.amazon.ca/MXBAOHENG-XNR-400B-Indexer-Printing-Machine/dp/B07CMN9SWN?th=1 (accessed on 17 July 2024).
- Wholesale Melt Flow Index Mfi Testing Machine to Test Electronic Equipment—Alibaba.Com. Available online: https://www.alibaba.com/showroom/melt-flow-index-mfi-testing-machine.html (accessed on 15 March 2024).
- MELT FLOW INDEXER-Tabletop Instrument That Tests the Melt Mass. Available online: https://www.mrclab.com/melt-flow-indexer-1 (accessed on 15 March 2024).
- Liu, D.; Romani, A.; Pearce, J.M. Open Source MFI. Available online: https://osf.io/68hbj/ (accessed on 29 November 2024).
- Teensy® 4.0. Available online: https://www.pjrc.com/store/teensy40.html (accessed on 11 March 2024).
- Klar, V.; Pearce, J.M.; Kärki, P.; Kuosmanen, P. Ystruder: Open Source Multifunction Extruder with Sensing and Monitoring Capabilities. HardwareX 2019, 6, e00080. [Google Scholar] [CrossRef]
- ISO 1133-1:2022; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of THERMOPLASTICS—Part 1: Standard Method. ISO: Geneva, Switzerland, 2022. Available online: https://www.iso.org/standard/83905.html (accessed on 16 July 2024).
- Compass. Available online: https://compass.astm.org/document/?contentCode=ASTM%7CD1238-10%7Cen-US&proxycl=https%3A%2F%2Fsecure.astm.org&fromLogin=true (accessed on 16 July 2024).
- Wu, M.Y.T.; Mak, S.L.; Tang, W.F.; Li, C.H.; Chan, T.W. A Review on Melt Flow Index Characteristics of Polylactide (PLA) for Recycle Use in 3-D Printing. J. Test. Eval. 2022, 50, 2260–2267. [Google Scholar] [CrossRef]
- Nasir, M.H.M.; Taha, M.M.; Razali, N.; Ilyas, R.A.; Knight, V.F.; Norrrahim, M.N.F. Effect of Chemical Treatment of Sugar Palm Fibre on Rheological and Thermal Properties of the PLA Composites Filament for FDM 3D Printing. Materials 2022, 15, 8082. [Google Scholar] [CrossRef] [PubMed]
- Doronin, F.; Rudakova, A.; Rytikov, G.; Nazarov, V. A Novel Determination of the Melt Flow Index of Composite Filaments Used in Extrusion Additive Manufacturing. Polym. Test. 2024, 133, 108376. [Google Scholar] [CrossRef]
- Kn, V.; Bonthu, D.; Doddamani, M.; Pati, F. Additive Manufacturing of Short Silk Fiber Reinforced PETG Composites. Mater. Today Commun. 2022, 33, 104772. [Google Scholar] [CrossRef]
- Kotomin, S.V.; Kramarev, D.V.; Obidin, I.M.; Polunin, S.V. Influence of 3D Printing Conditions of Polyethylene Terephthalate Glycol on the Mechanical Properties of Products Based on It. Polym. Sci. Ser. A 2022, 64, 617–623. [Google Scholar] [CrossRef]
- Singh, R.; Singh, B.P.; Singh, A.P.; Kumar, V.; Kumar, R.; Bodaghi, M.; Serjouei, A.; Wei, Y. On 3D Printing of Low-Cost Sensors Using Recycled PET. Sādhanā 2022, 47, 260. [Google Scholar] [CrossRef]
- PolyLite PETG Technical Datasheet. Available online: https://polymaker.com/wp-content/uploads/lana-downloads/PolyLite_PETG_TDS_V5.3.pdf (accessed on 29 November 2024).
- Bustos Seibert, M.; Mazzei Capote, G.A.; Gruber, M.; Volk, W.; Osswald, T.A. Manufacturing of a PET Filament from Recycled Material for Material Extrusion (MEX). Recycling 2022, 7, 69. [Google Scholar] [CrossRef]
- Nofar, M.; Oğuz, H. Development of PBT/Recycled-PET Blends and the Influence of Using Chain Extender. J. Polym. Environ. 2019, 27, 1404–1417. [Google Scholar] [CrossRef]
- Ingeo Biopolymer 4043D Technical Data Sheet. Available online: https://www.natureworksllc.com/~/media/Files/NatureWorks/Technical-Documents/Technical-Data-Sheets/TechnicalDataSheet_4043D_3D-monofilament_pdf.pdf (accessed on 29 November 2024).
- Seifali Abbas-Abadi, M.; Nekoomanesh Haghighi, M.; Yeganeh, H.; Bozorgi, B. The Effect of Melt Flow Index, Melt Flow Rate, and Particle Size on the Thermal Degradation of Commercial High Density Polyethylene Powder. J. Therm. Anal. Calorim. 2013, 114, 1333–1339. [Google Scholar] [CrossRef]
- Bafna, S.S.; Beall, A.-M. A Design of Experiments Study on the Factors Affecting Variability in the Melt Index Measurement. J. Appl. Polym. Sci. 1997, 65, 277–288. [Google Scholar] [CrossRef]
- Precious Plastic. Available online: https://preciousplastic.com// (accessed on 17 February 2023).
- Woern, A.L.; Pearce, J.M. 3-D Printable Polymer Pelletizer Chopper for Fused Granular Fabrication-Based Additive Manufacturing. Inventions 2018, 3, 78. [Google Scholar] [CrossRef]
- Shenoy, A.; Saini, D. Melt Flow Index: More than Just a Quality Control Rheological Parameter. Part II. Adv. Polym. Technol. 1986, 6, 125–145. [Google Scholar] [CrossRef]
- Suman, S.K.; Giri, V.K. Speed Control of DC Motor Using Optimization Techniques Based PID Controller. In Proceedings of the 2016 IEEE International Conference on Engineering and Technology (ICETECH), Coimbatore, India, 17–18 March 2016; IEEE: New York, NY, USA, 2016; pp. 581–587. [Google Scholar]


| Material | Recycled Content | Feedstock Type | Preheat Time (s) | Temperature (°C) | MFI (g/10 min) | ||
|---|---|---|---|---|---|---|---|
| Commercial | OS | Commercial | OS | ||||
| vPLA | 0 wt.% | Thermoplastic, Pellets | 300 | 600 | 190 | 6.0 ± 0.8 | 5.1 ± 0.3 |
| rPETG | 100 wt.% | Thermoplastic, Flakes | 240 | 14.3 ± 1.5 | 13.6 ± 2.7 | ||
| 230 | 9.0 ± 0.6 | 6.9 ± 0.9 | |||||
| 220 | 6.5 ± 0.8 | 4.2 ± 0.5 | |||||
| rPET90/rHDPE10 | 100 wt.% | Thermoplastic blend, Flakes | 255 | 34.5 ± 4.3 | 18.3 ± 6.0 | ||
| rPET90/rHDPE10/SEBS10 | 100 wt.% | Thermoplastic blend, Flakes | 255 | 31.1 ± 4.3 | 36.9 ± 15.4 | ||
| Material | Temperature (°C) | Variation Sources | SS | df | MS | F-Ratio (and F-Crit) | p |
|---|---|---|---|---|---|---|---|
| vPLA | 190 | Samples (between groups) | 0.0797 | 3 | 0.0267 | 11.6355 (2.7249) | 0.000002343 (≤0.05) |
| Time (within groups) | 0.1735 | 76 | 0.0023 | ||||
| Total | 0.2532 | 79 | - | ||||
| rPETG | 240 | Samples (between groups) | 0.2227 | 2 | 0.1113 | 4.2468 (3.1682) | 0.0193667916 (≤0.05) |
| Time (within groups) | 1.4164 | 54 | 0.0262 | ||||
| Total | 1.6392 | 56 | - | ||||
| 230 | Samples (between groups) | 0.1069 | 2 | 0.0534 | 13.7586 (3.1682) | 0.0000148214 (≤0.05) | |
| Time (within groups) | 0.2099 | 54 | 0.0038 | ||||
| Total | 0.3169 | 56 | - | ||||
| 220 | Samples (between groups) | 0.0259 | 2 | 0.0129 | 28.8799 (3.1588) | 0.0000000022 (≤0.05) | |
| Time (within groups) | 0.0256 | 57 | 0.0004 | ||||
| Total | 0.0515 | 59 | - | ||||
| rPET90/rHDPE10 | 255 | Samples (between groups) | 0.0248 | 1 | 0.0248 | 0.6548 (4.3009) | 0.4270409692 (>0.05) |
| Time (within groups) | 0.8342 | 22 | 0.0379 | ||||
| Total | 0.8590 | 23 | - | ||||
| rPET90/rHDPE10/SEBS10 | 255 | Samples (between groups) | 0.5035 | 1 | 0.5035 | 2.0669 (4.7472) | 0.1760829442 (>0.05) |
| Time (within groups) | 2.9231 | 12 | 0.2435 | ||||
| Total | 3.4266 | 13 | - |
| Material | Temperature (°C) | Variation Sources | SS | df | MS | F-Ratio (and F Crit) | p |
|---|---|---|---|---|---|---|---|
| vPLA | 190 | Time (between groups) | 0.1342 | 19 | 0.0071 | 3.5616 (1.7625) | 0.0000883299 (≤0.05) |
| Samples (among groups) | 0.1190 | 60 | 0.0020 | ||||
| Total | 0.2532 | 79 | - | ||||
| rPETG | 240 | Time (between groups) | 0.5173 | 18 | 0.0287 | 0.9735 (1.8826) | 0.5068153904 (>0.05) |
| Samples (among groups) | 1.1219 | 38 | 0.0295 | ||||
| Total | 1.6392 | 56 | - | ||||
| 230 | Time (between groups) | 0.0619 | 18 | 0.0034 | 0.5122 (1.8826) | 0.9352043052 (>0.05) | |
| Samples (among groups) | 0.2250 | 38 | 0.0067 | ||||
| Total | 0.3169 | 56 | - | ||||
| 220 | Time (between groups) | 0.0154 | 19 | 0.0008 | 0.8999 (1.8529) | 0.5857087660 (>0.05) | |
| Samples (among groups) | 0.0361 | 40 | 0.0009 | ||||
| Total | 0.0516 | 59 | - | ||||
| rPET90/rHDPE10 | 255 | Time (between groups) | 0.5010 | 11 | 0.0455 | 1.5267 (2.7173) | 0.2389763194 (>0.05) |
| Samples (among groups) | 0.3580 | 12 | 0.0298 | ||||
| Total | 0.8591 | 23 | - | ||||
| rPET90/rHDPE10/SEBS10 | 255 | Time (between groups) | 0.9504 | 6 | 0.1584 | 0.4478 (3.8660) | 0.8265373010 (>0.05) |
| Samples (among groups) | 2.4762 | 7 | 0.3537 | ||||
| Total | 3.4266 | 13 | - |
| Material | Temperature (°C) | Variation Sources | SS | df | MS | F-Ratio (and F Crit) | p |
|---|---|---|---|---|---|---|---|
| rPETG | 240, 230 and 220 | Temperature (samples) | 0.2524 | 2 | 0.1262 | 10.1872 (3.0758) | 0.0000850201 (≤0.05) |
| Time (columns) | 0.2157 | 18 | 0.0112 | 0.9670 (1.6950) | 0.5020522235 (>0.05) | ||
| Interaction | 0.3780 | 36 | 0.0105 | 0.8472 (1.5207) | 0.7105052310 (>0.05) | ||
| Within | 1.4128 | 114 | 0.0124 | - | - | ||
| Total | 2.2590 | 170 | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Basdeo, A.; Gonzalez, C.S.; Romani, A.; Boudaoud, H.; Nouvel, C.; Cruz Sanchez, F.A.; Pearce, J.M. Low-Cost Open-Source Melt Flow Index System for Distributed Recycling and Additive Manufacturing. Materials 2024, 17, 5966. https://doi.org/10.3390/ma17235966
Liu D, Basdeo A, Gonzalez CS, Romani A, Boudaoud H, Nouvel C, Cruz Sanchez FA, Pearce JM. Low-Cost Open-Source Melt Flow Index System for Distributed Recycling and Additive Manufacturing. Materials. 2024; 17(23):5966. https://doi.org/10.3390/ma17235966
Chicago/Turabian StyleLiu, Dawei, Aditi Basdeo, Catalina Suescun Gonzalez, Alessia Romani, Hakim Boudaoud, Cécile Nouvel, Fabio A. Cruz Sanchez, and Joshua M. Pearce. 2024. "Low-Cost Open-Source Melt Flow Index System for Distributed Recycling and Additive Manufacturing" Materials 17, no. 23: 5966. https://doi.org/10.3390/ma17235966
APA StyleLiu, D., Basdeo, A., Gonzalez, C. S., Romani, A., Boudaoud, H., Nouvel, C., Cruz Sanchez, F. A., & Pearce, J. M. (2024). Low-Cost Open-Source Melt Flow Index System for Distributed Recycling and Additive Manufacturing. Materials, 17(23), 5966. https://doi.org/10.3390/ma17235966