
Study on the Effect of Laser Power on the Microstructure and Properties of Cladding Stellite 12 Coatings on H13 Steel



Abstract
1. Introduction
2. Experimental Section
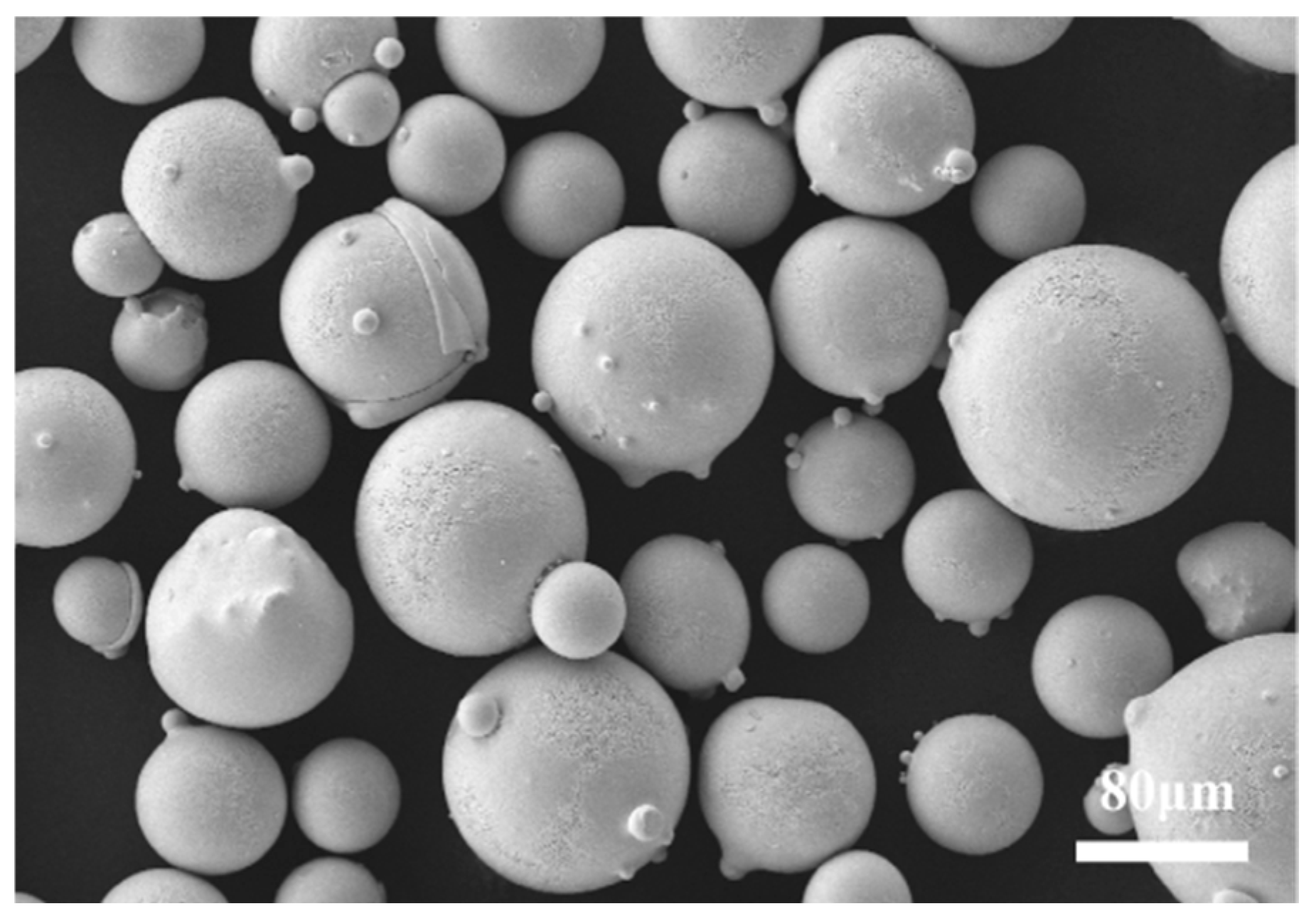
2.1. Materials and Specimens
2.2. Characterization
3. Results and Discussion
3.1. Macroscopic Morphology of Fused Cladding Layer
3.2. Defect Analysis of Fused Cladding Layer
3.3. Microstructural Analysis of the Cladding Layer
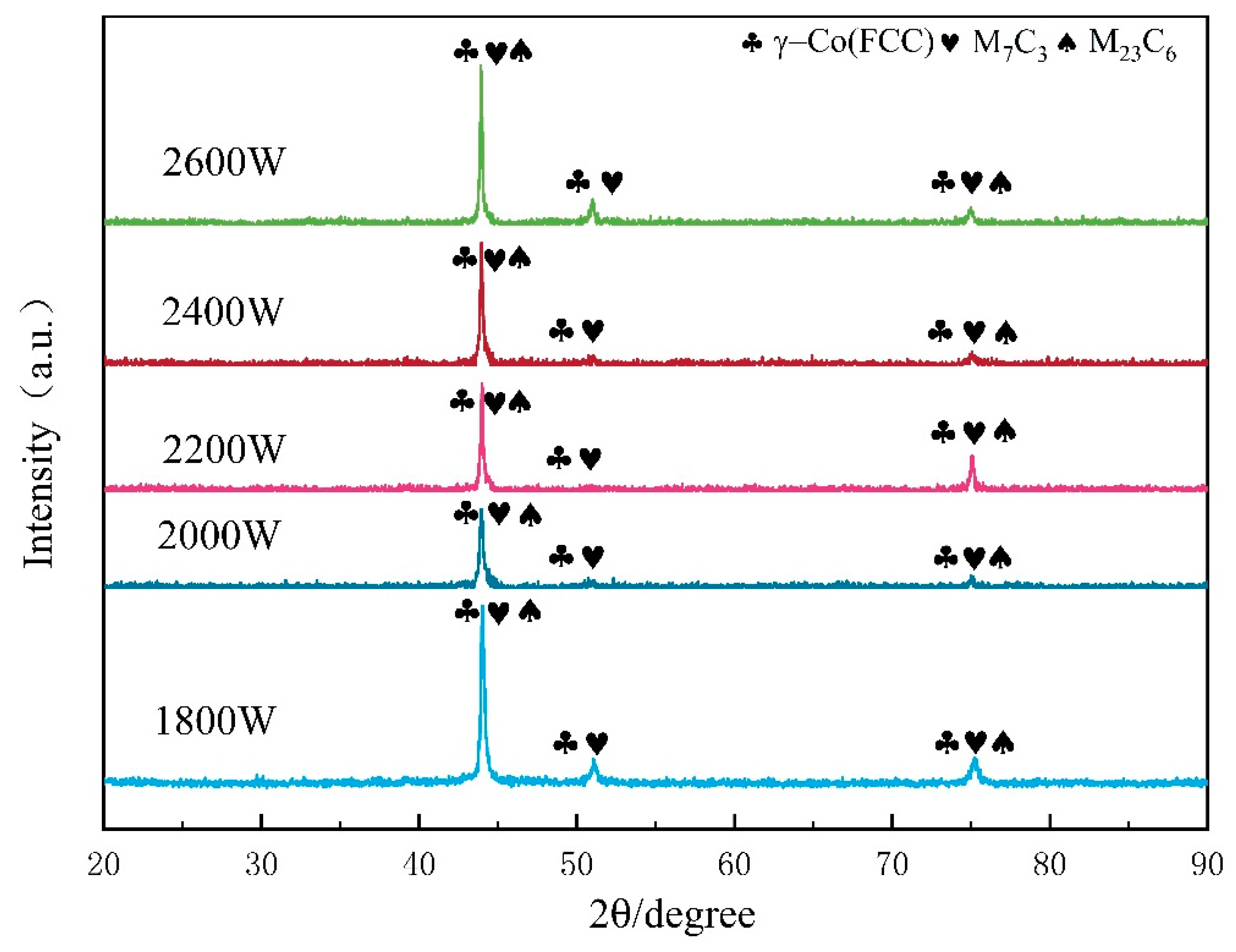
3.4. Phase Analysis of Cladding Layer
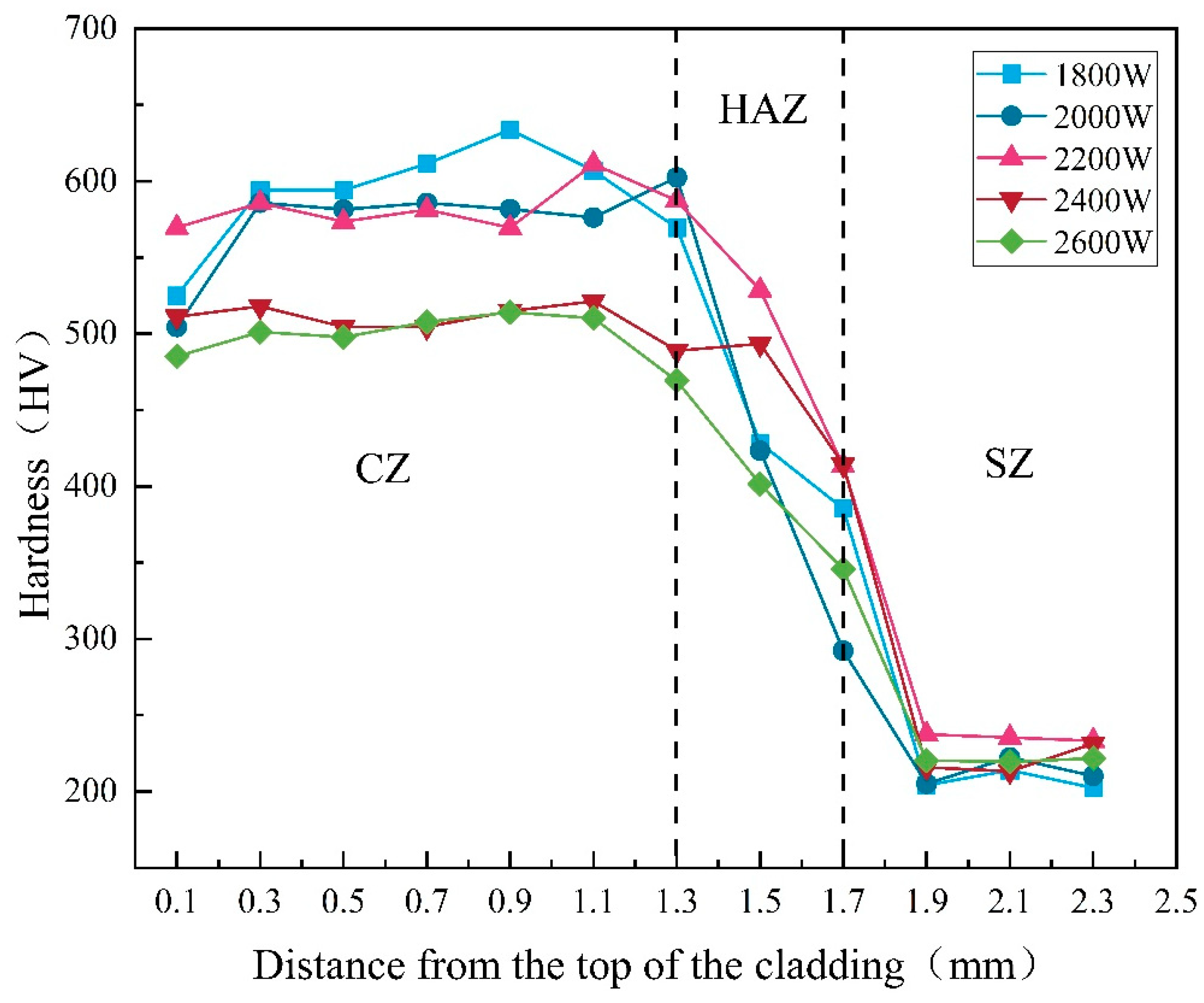
3.5. Coating Microhardness Analysis
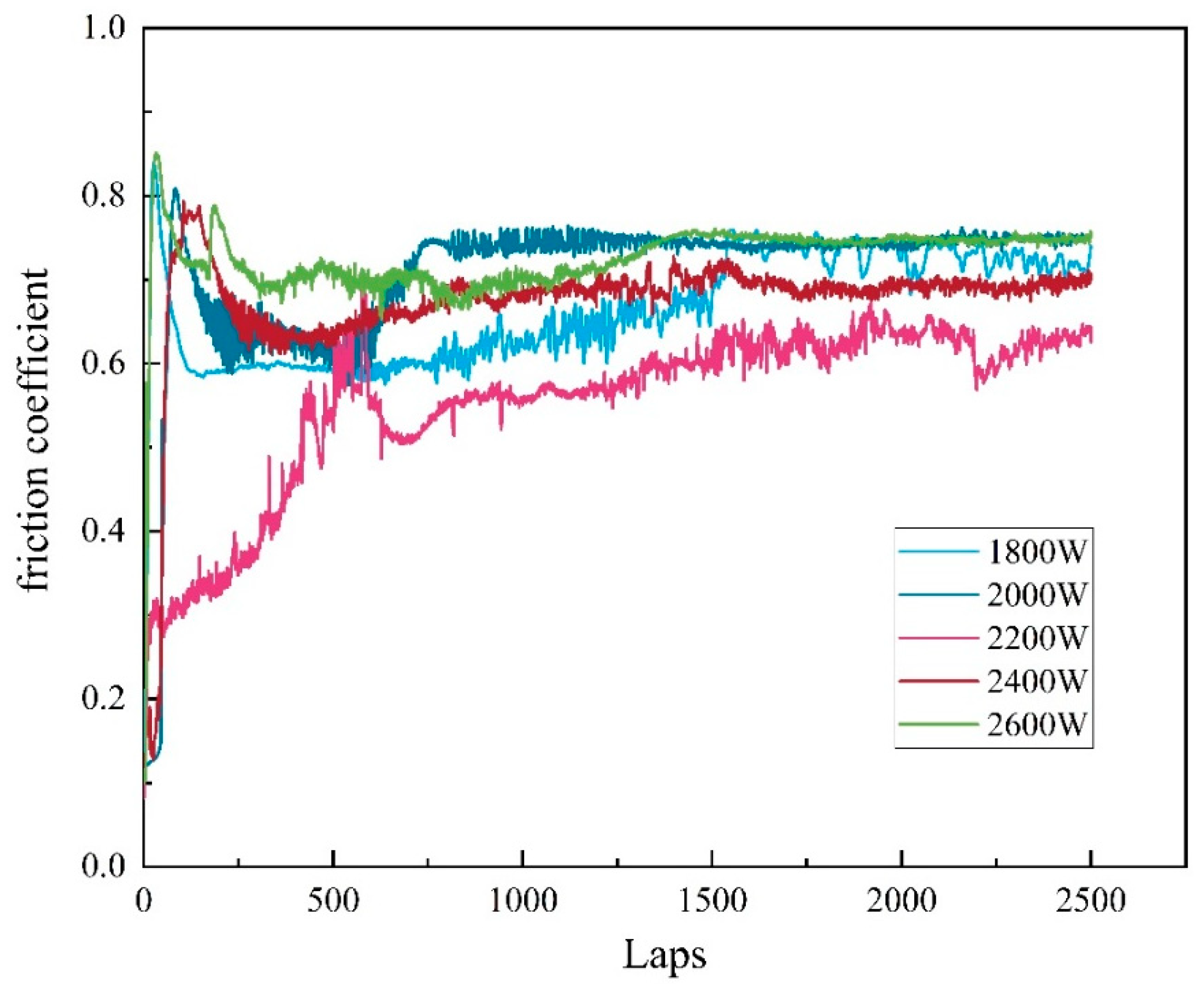
3.6. Analysis of Coating Friction and Wear
4. Conclusions
- Stellite 12 coatings were prepared on the surface of H13 steel using different laser powers. Observations showed that at lower powers (1800–2000 W), there were unmolten powders on the surface and noticeable crack defects internally. At higher powers, a larger heat-affected zone appeared on the substrate surface, and internal crack defects were also present. At a laser power of 2200 W, the surface formation quality of the cladding layer was good, with no significant internal defects observed.
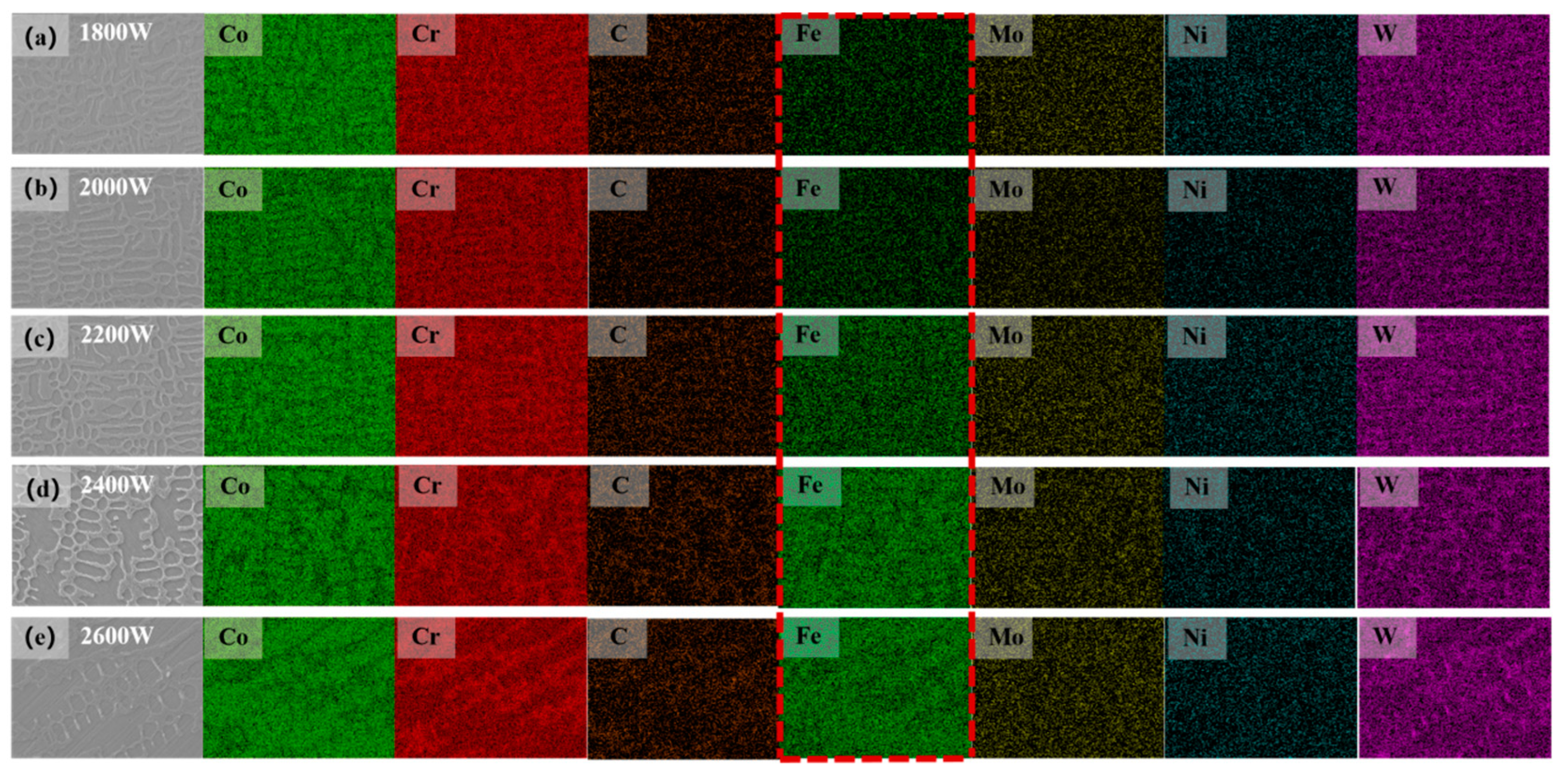
- Examination of the internal microstructure revealed that at lower powers (1800–2000 W), there were many incomplete irregular grains, while at higher laser powers, the internal grains became coarser. At 2200 W, the internal grain arrangement was dense and well formed. Phase studies indicated that as the laser power increased, the diffusion of Fe into the coating led to a gradual increase in dilution rate. The cladding layer mainly consisted of γ-Co (face-centered cubic structure), M7C3, and M23C6 (where M represents Co, Cr, Mo, and W).
- Microhardness testing indicated that increasing the laser power led to an overall decrease in coating hardness, and changes in the internal structure and chemical composition of the coating significantly affected hardness distribution. Friction and wear experiments showed that at a laser power of 2200 W, the coating exhibited good friction performance, with a friction coefficient of 0.57 and a wear volume of only 0.0162 mm3.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Al-Sayed Ali, S.R.; Hussein, A.H.A.; Nofal, A.A.M.S.; Hasseb Elnaby, S.E.I.; Elgazzar, H.A.; Sabour, H.A. Laser Powder Cladding of Ti-6Al-4V/Alloy. Materials 2017, 10, 1178. [Google Scholar] [CrossRef]
- Zhao, H.; Zhao, C.; Xie, W.; Wu, D.; Du, B.; Zhang, X.; Wen, M.; Ma, R.; Li, R.; Jiao, J.; et al. Research Progress of Laser Cladding on the Surface of Titanium and Its Alloys. Materials 2023, 16, 3250. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.; Peng, Y.; Wang, Y.; Cao, P.; Zhu, Y.; Guo, Y. Research on High-Temperature Friction and Wear Performances of Stellite 12 Laser Cladding Layer against Coated Boron Steels. Wear 2023, 520–521, 204665. [Google Scholar] [CrossRef]
- Huang, S.; Samandi, M.; Brandt, M. Abrasive Wear Performance and Microstructure of Laser Clad WC/Ni Layers. Wear 2004, 256, 1095–1105. [Google Scholar] [CrossRef]
- Jin, F.; Zhang, S.; Wu, C.L.; Zhang, C.H.; Sun, X.Y.; Bai, X.L. Comparative Study on the Microstructure, Wear Behavior, and Corrosion Performance of Iron-Based and Cobalt-Based Coatings Fabricated by Laser Cladding. J. Mater. Eng. Perform. 2023, 33, 12398–12412. [Google Scholar] [CrossRef]
- Karmakar, D.P.; Muvvala, G.; Nath, A.K. High-Temperature Abrasive Wear Characteristics of H13 Steel Modified by Laser Remelting and Cladded with Stellite 6 and Stellite 6/30% WC. Surf. Coat. Technol. 2021, 422, 127498. [Google Scholar] [CrossRef]
- Xu, B.; Zhang, J.; Xu, Q.; Xu, Y.; Tong, J.; Li, B. Microstructure and Wear Properties of a Novel Mixed Stellite Coating Deposited on H13 Steel Using Laser Cladding Technology. Trans. Indian Inst. Met. 2024, 77, 3859–3867. [Google Scholar] [CrossRef]
- Ates, S.; Aslan, O.; Tümer, M.; Arisoy, C.F. Impact Sliding Wear Behavior of Stellite 6 and Stellite 12 Hardfacings. Mater. Chem. Phys. 2024, 313, 128762. [Google Scholar] [CrossRef]
- Félix-Martínez, C.; Salgado-López, J.M.; López-Martínez, A.; García-Salas, L.D.; González-Carmona, J.; Cruz-González, C.E. Microstructure, Hardness, and Wear Resistance at Room and High Temperature of Stellite-6/WC-6Co Coatings Deposited by Laser Cladding Process. Int. J. Adv. Manuf. Technol. 2024, 130, 3355–3371. [Google Scholar] [CrossRef]
- Flores-García, S.; Martínez-Pérez, C.E.; Rubio-González, C.; Banderas-Hernández, J.A.; Félix-Martínez, C.; Jiménez, S.M.A. Fatigue Life and Residual Stress of Flat Stainless Steel Specimens Laser-Cladded with a Cobalt-Based Alloy and Postprocessed with Laser Shock Peening. J. Manuf. Mater. Process. 2024, 8, 45. [Google Scholar] [CrossRef]
- Wang, R.; Ouyang, C.; Li, Y.; Zhao, C.; Bai, Q. Microstructure and Tribological Properties of Stellite 12 Coating by Laser Cladding on 304 Stainless Steel Surface. J. Mech. Sci. Technol. 2023, 37, 3953–3960. [Google Scholar] [CrossRef]
- Waree, K.; Wattanapornphan, P.; Wongpisan, W.; Tongsri, R.; Patakham, U. Clad-Geometric Characteristics and Melt-Pool Behavior on Microstructure Evolution of Laser Clad Stellite-6 on R260 Grade Rail Steel. Prog. Addit. Manuf. 2024. [Google Scholar] [CrossRef]
- Xia, K.; Feng, A.; Ye, Z. Effect of Y2O3 Content on Microstructure and Wear Resistance of Laser Cladding Layer of Stellite-6 Alloy. Processes 2024, 12, 1119. [Google Scholar] [CrossRef]
- Zhang, C.-Y.; Chen, S.; Xie, L.-G.; Yang, E.; Bu, T.; Cheung, I.; Jean, M.-D. Multi-Objective Optimization of Laser Welds with Mixed WC/Co/Ni Experiments Using Simplex-Centroid Design. Mater. Sci.-Medzg. 2023, 29, 445–455. [Google Scholar] [CrossRef]
- Ostolaza, M.; Arrizubieta, J.I.; Lamikiz, A.; Ukar, E. Study of the Flexural Behaviour and Bonding Strength of WC-Co Metal Matrix Composite Coatings Produced by Laser Directed Energy Deposition. Surf. Coat. Technol. 2023, 463, 129538. [Google Scholar] [CrossRef]
- Manukonda, S.; Bijjam, R.R. Wear Resistance of Stellite-6/TiC Coating on Stainless Steel 316L Produced by Laser Cladding Process. Ann. De Chim.-Sci. Des Mater. 2023, 47, 75–80. [Google Scholar] [CrossRef]
- Marandi, S.; Beidokhti, B.; Sharifi, M.; Mousavi, M.; Farshidianfar, M.H. Investigation of Microstructure and Wear Properties of Stellite 6 Laser Additive Manufactured Layers on Martensitic Stainless Steel Substrate. JOM 2023, 75, 4108–4114. [Google Scholar] [CrossRef]
- Chen, H.; Lu, Y.; Sun, Y.; Wei, Y.; Wang, X.; Liu, D. Coarse TiC Particles Reinforced H13 Steel Matrix Composites Produced by Laser Cladding. Surf. Coat. Technol. 2020, 395, 125867. [Google Scholar] [CrossRef]
- Kattire, P.; Paul, S.; Singh, R.; Yan, W. Experimental Characterization of Laser Cladding of CPM 9V on H13 Tool Steel for Die Repair Applications. J. Manuf. Process. 2015, 20, 492–499. [Google Scholar] [CrossRef]
- Liu, X.; Meng, L.; Zeng, X.; Zhu, B.; Wei, K.; Cao, J.; Hu, Q. Studies on High Power Laser Cladding Stellite 6 Alloy Coatings: Metallurgical Quality and Mechanical Performances. Surf. Coat. Technol. 2024, 481, 130647. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Z.; Zhao, Y.; Hu, Z.; Li, X. Macroscopic Morphology and Properties of Cobalt-Based Laser Cladding Layers on Rail Steel Based on Pulse Shaping. Opt. Laser Technol. 2024, 168, 109940. [Google Scholar] [CrossRef]
- Górka, J.; Poloczek, T.; Janicki, D.; Lont, A.; Topór, S.; Żuk, M.; Rzeźnikiewicz, A.; Górka, J.; Poloczek, T.; Janicki, D.; et al. Microstructure and Erosion Wear of In Situ TiC-Reinforced Co-Cr-W-C (Stellite 6) Laser-Cladded Coatings. Materials 2024, 17, 3101. [Google Scholar] [CrossRef]
- Thiagarajan, T.B.; Raguraman, D.; Ponnusamy, S. Optimization of CMT Welding Parameters of Stellite-6 on AISI316L Alloy Using TOPSIS Method. Int. J. Integr. Eng. 2023, 15, 161–172. [Google Scholar] [CrossRef]
- So, H.; Chen, C.; Chen, Y. Wear Behaviours of Laser-Clad Stellite Alloy 6. Wear 1996, 192, 78–84. [Google Scholar] [CrossRef]
- Soltanipour, A.; Sohi, M.H.; Shoja-Razavi, R.; Barekat, M.; Erfanmanes, M. Effect of Processing Parameters on the Microstructure of Laser-Clad Stellite 6 on the X19CrMoNbVN11-1 Stainless-Steel Substrate. Heliyon 2024, 10, e30176. [Google Scholar] [CrossRef] [PubMed]
- Sun, S.; Durandet, Y.; Brandt, M. Melt Pool Temperature and Its Effect on Clad Formation in Pulsed Nd:Yttrium-Aluminum-Garnet Laser Cladding of Stellite 6. J. Laser Appl. 2007, 19, 32–40. [Google Scholar] [CrossRef]
- Thawari, N.; Gullipalli, C.; Katiyar, J.K.; Gupta, T.V.K. In-Process Monitoring of Distortion and Temperature in Multi-Layer Laser Cladding of Stellite 6 and Inconel 718 Alloys. Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 2023, 237, 3–15. [Google Scholar] [CrossRef]
- Thawari, N.; Gullipalli, C.; Katiyar, J.K.; Gupta, T. Influence of Buffer Layer on Surface and Tribomechanical Properties of Laser Cladded Stellite 6. Mater. Sci. Eng. B-Adv. Funct. Solid-State Mater. 2021, 263, 114799. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, Z.; Li, J.N.; Cao, F.; Ye, Z.Y.; Zou, Z.P.; Xu, S.-B.; Zhao, B.; Jing, C.N. Strengthening of 304 Stainless Steel Surface with Ni25 and Stellite 6 Nanocrystalline Laser Clad Coatings. Lasers Eng. 2021, 50, 43–52. [Google Scholar]
- Wu, G.L.; Ren, F.C.; Zhang, J.; Zhang, Q.L.; Liu, R.; Yao, J.H. Microstructure Characteristics and Performance of a Novel Composite Stellite Alloy Fabricated by Laser Cladding. Lasers Eng. 2019, 42, 303–321. [Google Scholar] [CrossRef]
- Cheng, Q.; Shi, H.; Zhang, P.; Yu, Z.; Wu, D.; He, S.; Tian, Y. Microstructure, Oxidation Resistance and Mechanical Properties of Stellite 12 Composite Coating Doped with Submicron TiC/B4C by Laser Cladding. Surf. Coat. Technol. 2020, 395, 125810. [Google Scholar] [CrossRef]
- Chiang, K.A.; Chen, Y.C. Microstructural Characterization and Microscopy Analysis of Laser Cladding Stellite 12 and Tungsten Carbide. J. Mater. Process. Technol. 2007, 182, 297–302. [Google Scholar] [CrossRef]
- Tapiola, J.; Tuominen, J.; Vihinen, J.; Vuoristo, P. Sliding Wear Behavior of Cold Metal Transfer Cladded Stellite 12 Hardfacings on Martensitic Stainless Steel. Weld. World 2023, 67, 573–584. [Google Scholar] [CrossRef]
- Zanzarin, S.; Bengtsson, S.; Molinari, A. Study of Carbide Dissolution into the Matrix during Laser Cladding of Carbon Steel Plate with Tungsten Carbides-Stellite Powders. J. Laser Appl. 2015, 27, S29209. [Google Scholar] [CrossRef]
- Yang, Z.; Jian, Y.; Chen, Z.; Qi, H.; Huang, Z.; Huang, G.; Xing, J. Microstructure, Hardness and Slurry Erosion-Wear Behaviors of High-Speed Laser Cladding Stellite 6 Coatings Prepared by the inside-Beam Powder Feeding Method. J. Mater. Res. Technol. 2022, 19, 2596–2610. [Google Scholar] [CrossRef]
- Yao, J.; Ding, Y.; Liu, R.; Zhang, Q.; Wang, L. Wear and Corrosion Performance of Laser-Clad Low-Carbon High Molybdenum Stellite Alloys. Opt. Laser Technol. 2018, 107, 32–45. [Google Scholar] [CrossRef]
- Kaul, R.; Ganesh, P.; Tiwari, M.; Singh, A.; Tripathi, P.; Gupta, A.; Nath, A. Laser Assisted Deposition of Graded Overlay of Stellite 6 on Austenitic Stainless Steel. Lasers Eng. 2002, 12, 207–225. [Google Scholar] [CrossRef]
- Kittivitayakul, P.; Khamwannah, J.; Juijerm, P.; Lothongkum, A.W.; Lothongkum, G. Wear Resistance of Laser Cladded Stallite 31 Coating on AISI 316L Steel. Mater. Test. 2018, 60, 969–973. [Google Scholar] [CrossRef]
- Kumar, S.; Goswami, G.L. Wear Behaviour of Various Ni-Based Laser Clad Materials. Lasers Eng. 2006, 16, 305–315. [Google Scholar]
- Sarila, V.K.; Koneru, H.P.; Pathapalli, V.R.; Cheepu, M.; Kantumuchu, V.C. Wear and Microstructural Characteristics of Colmonoy-4 and Stellite-6 Additive Layer Deposits on En19 Steel by Laser Cladding. Trans. Indian Inst. Met. 2023, 76, 457–464. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mass Fraction/% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Cr | Si | W | Fe | Mo | Ni | Mn | Co | |
| Stellite12 | 1.40 | 29.50 | 1.45 | 8.25 | 3.00 | 1.00 | 3.00 | 1.00 | Bal. |
| H13 | 0.42 | 5 | 0.89 | - | Bal. | 1.27 | 0.16 | 0.3 | - |
| Process Parameters | Parameter Data |
|---|---|
| Spot Shape at Intersection | square |
| Spot Size (mm) | 3 × 3 |
| Defocus Amount H (mm) | 15 |
| Powder Feed Rate Vr (r/min) | 1.2 |
| Laser Power P (W) | 1800; 2000; 2200; 2400; 2600 |
| Scanning Speed VC (mm/min) | 600 |
| Overlap Rate (%) | 40 |
| Offset L (mm) | 1.8 |
| Shielding Gas Flow Rate L (min) | 20 |
| Waiting time (s) | 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Shu, X.; Xu, H.; Xu, S.; Zhang, S. Study on the Effect of Laser Power on the Microstructure and Properties of Cladding Stellite 12 Coatings on H13 Steel. Materials 2024, 17, 6098. https://doi.org/10.3390/ma17246098
Wang Q, Shu X, Xu H, Xu S, Zhang S. Study on the Effect of Laser Power on the Microstructure and Properties of Cladding Stellite 12 Coatings on H13 Steel. Materials. 2024; 17(24):6098. https://doi.org/10.3390/ma17246098
Chicago/Turabian StyleWang, Qianjie, Xuedao Shu, Haijie Xu, Sheng Xu, and Song Zhang. 2024. "Study on the Effect of Laser Power on the Microstructure and Properties of Cladding Stellite 12 Coatings on H13 Steel" Materials 17, no. 24: 6098. https://doi.org/10.3390/ma17246098
APA StyleWang, Q., Shu, X., Xu, H., Xu, S., & Zhang, S. (2024). Study on the Effect of Laser Power on the Microstructure and Properties of Cladding Stellite 12 Coatings on H13 Steel. Materials, 17(24), 6098. https://doi.org/10.3390/ma17246098