
Forming Control and Wear Behavior of M2 High-Speed Steel Produced by Direct Energy Deposition on Curved Surface



Abstract
:1. Introduction
2. Materials and Methods
2.1. Characterization of M2 Powder
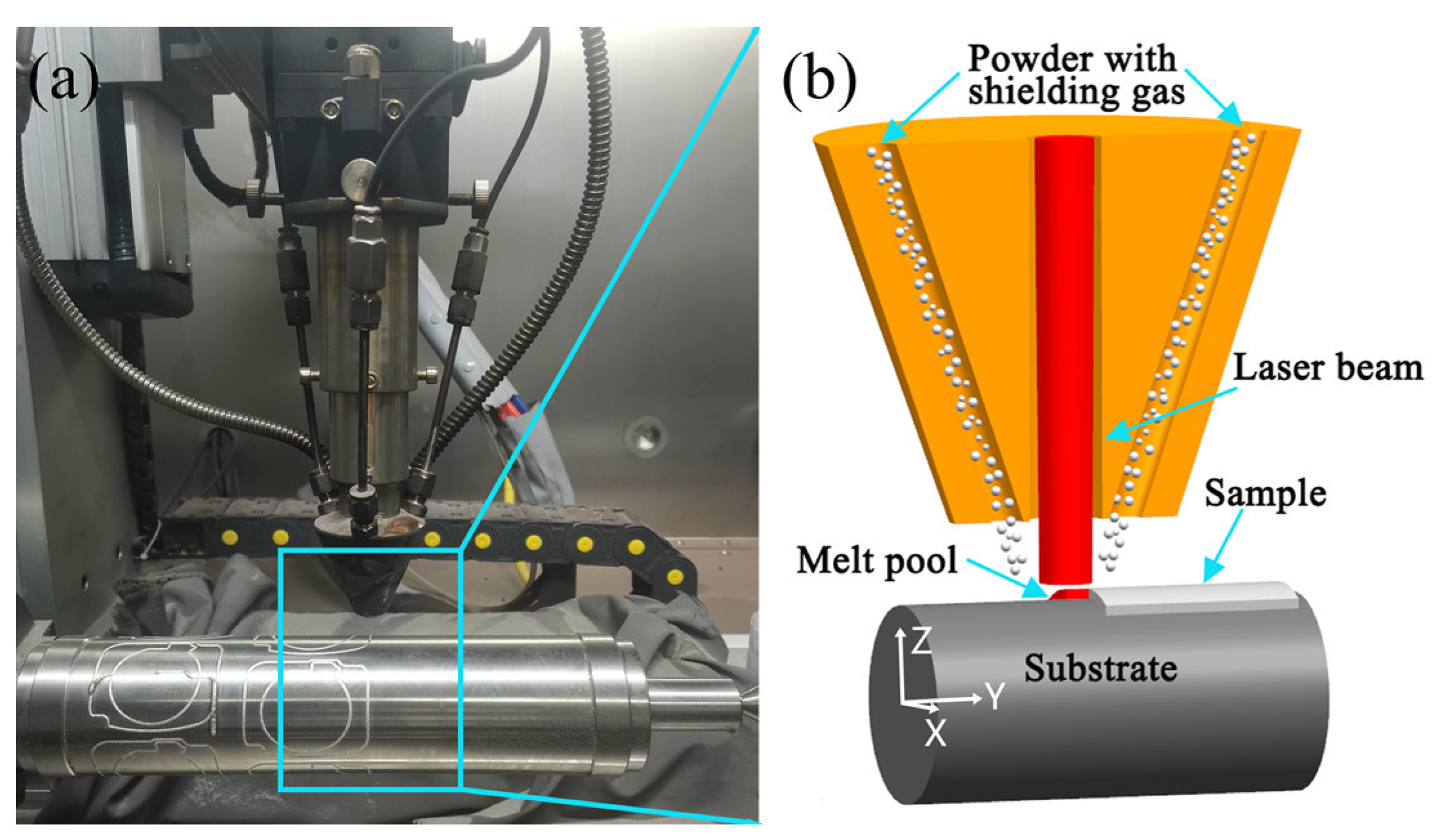
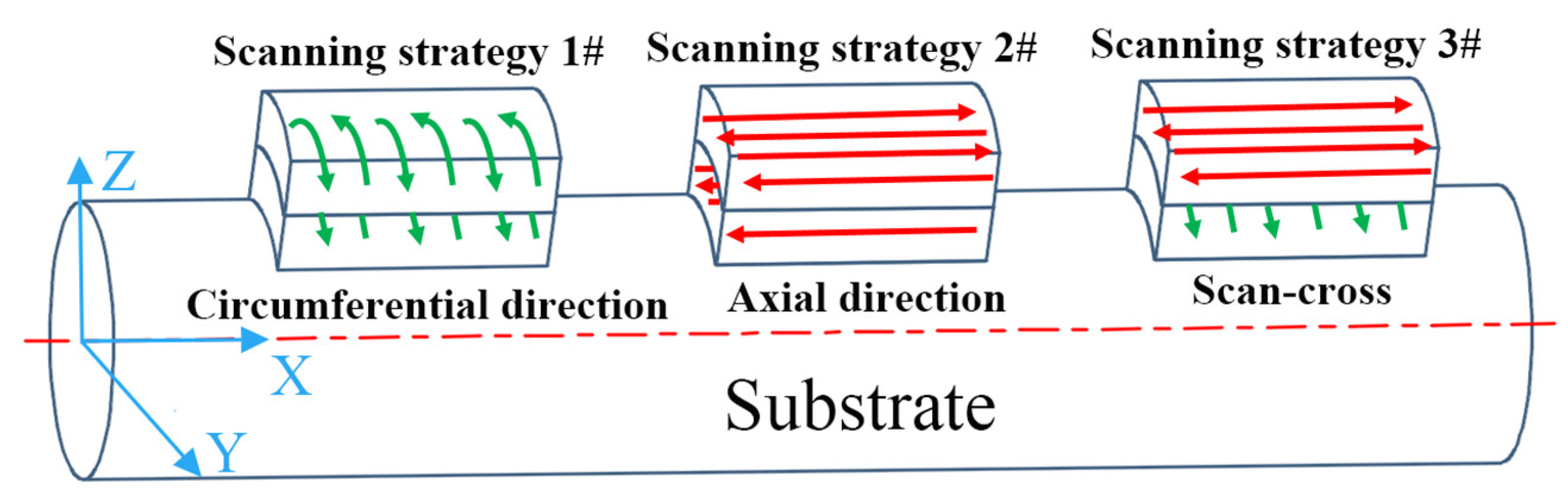
2.2. Direct Energy Deposition
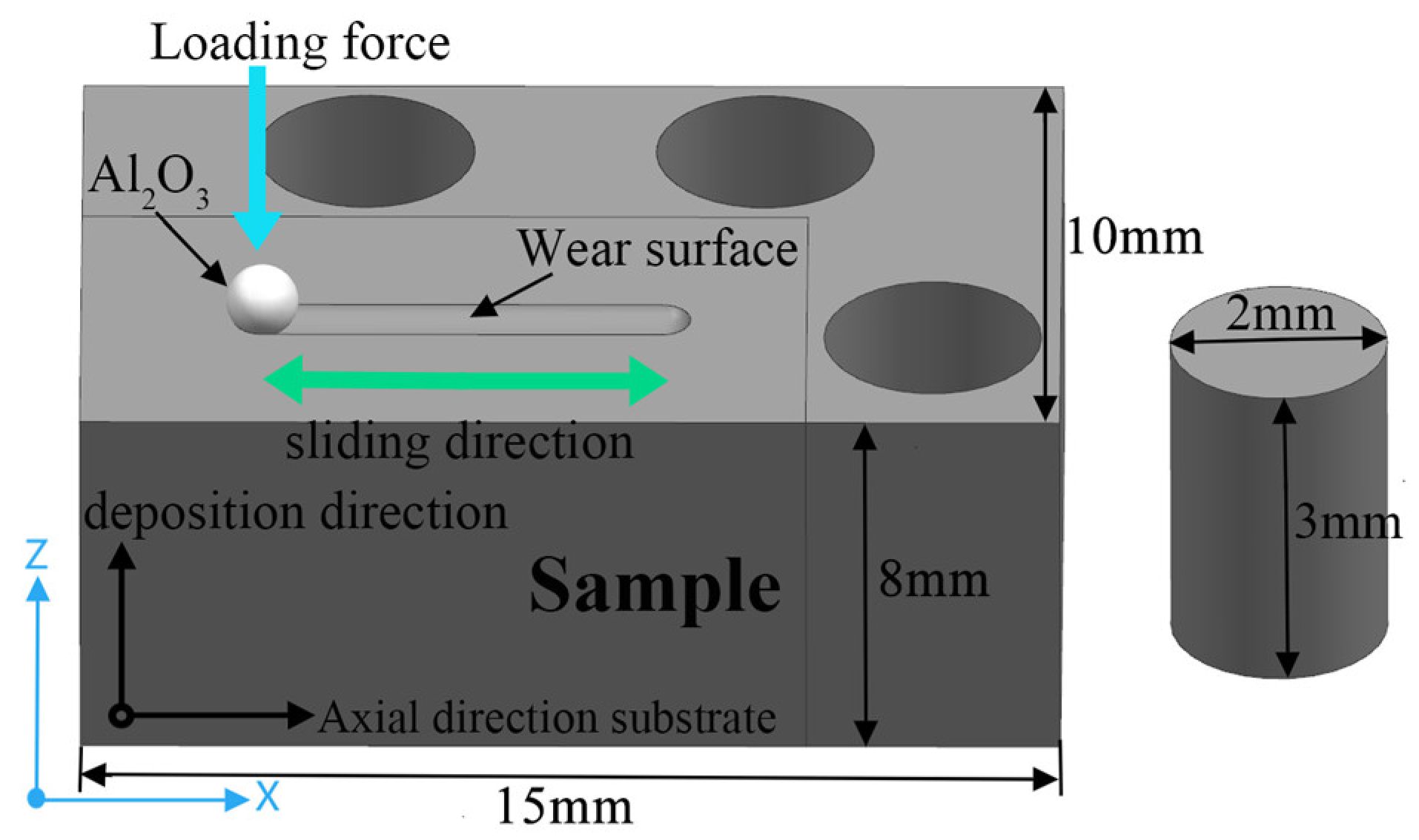
2.3. Detection of M2 Deposited Samples
3. Results and Discussion
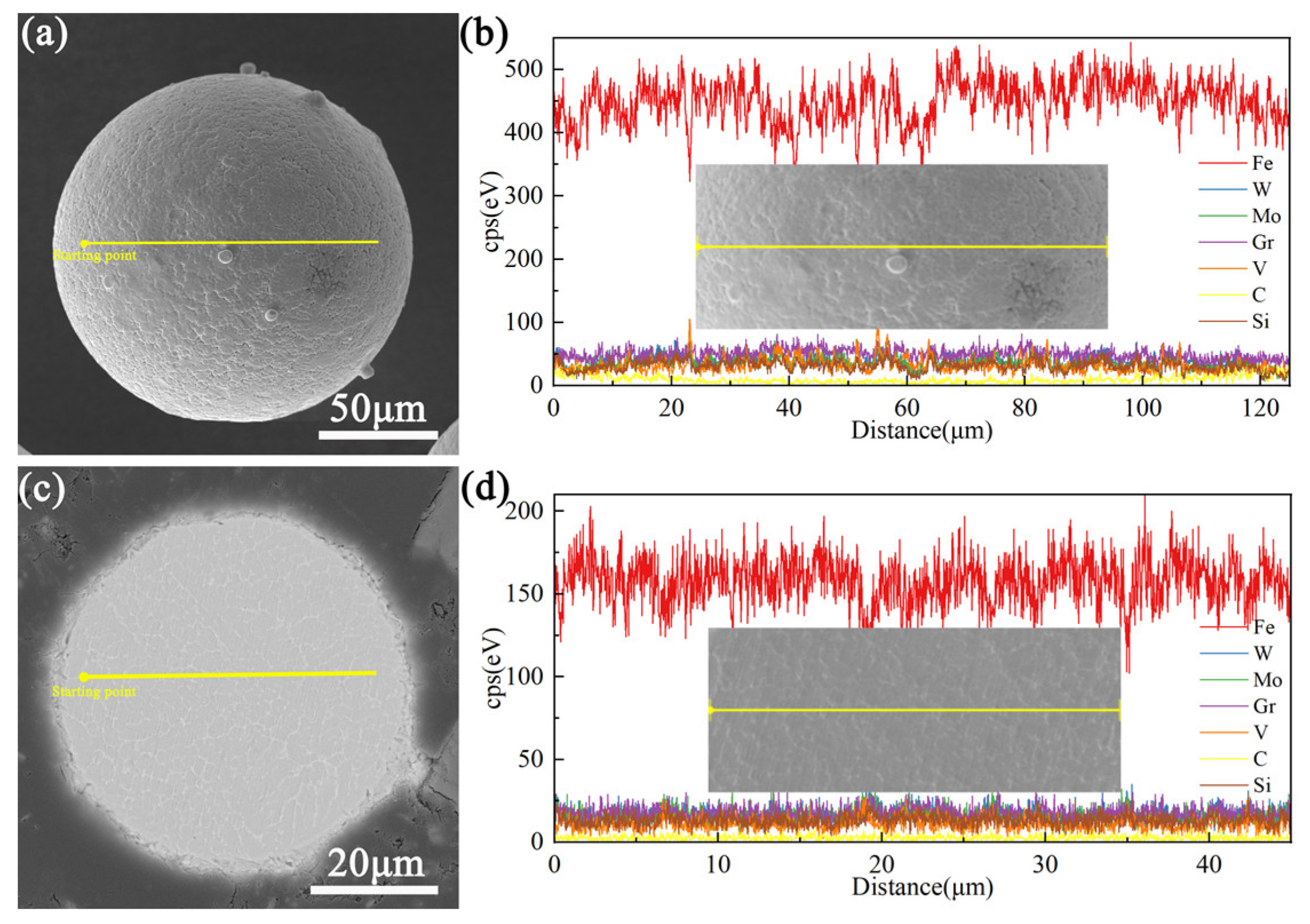
3.1. Powder Characteristic
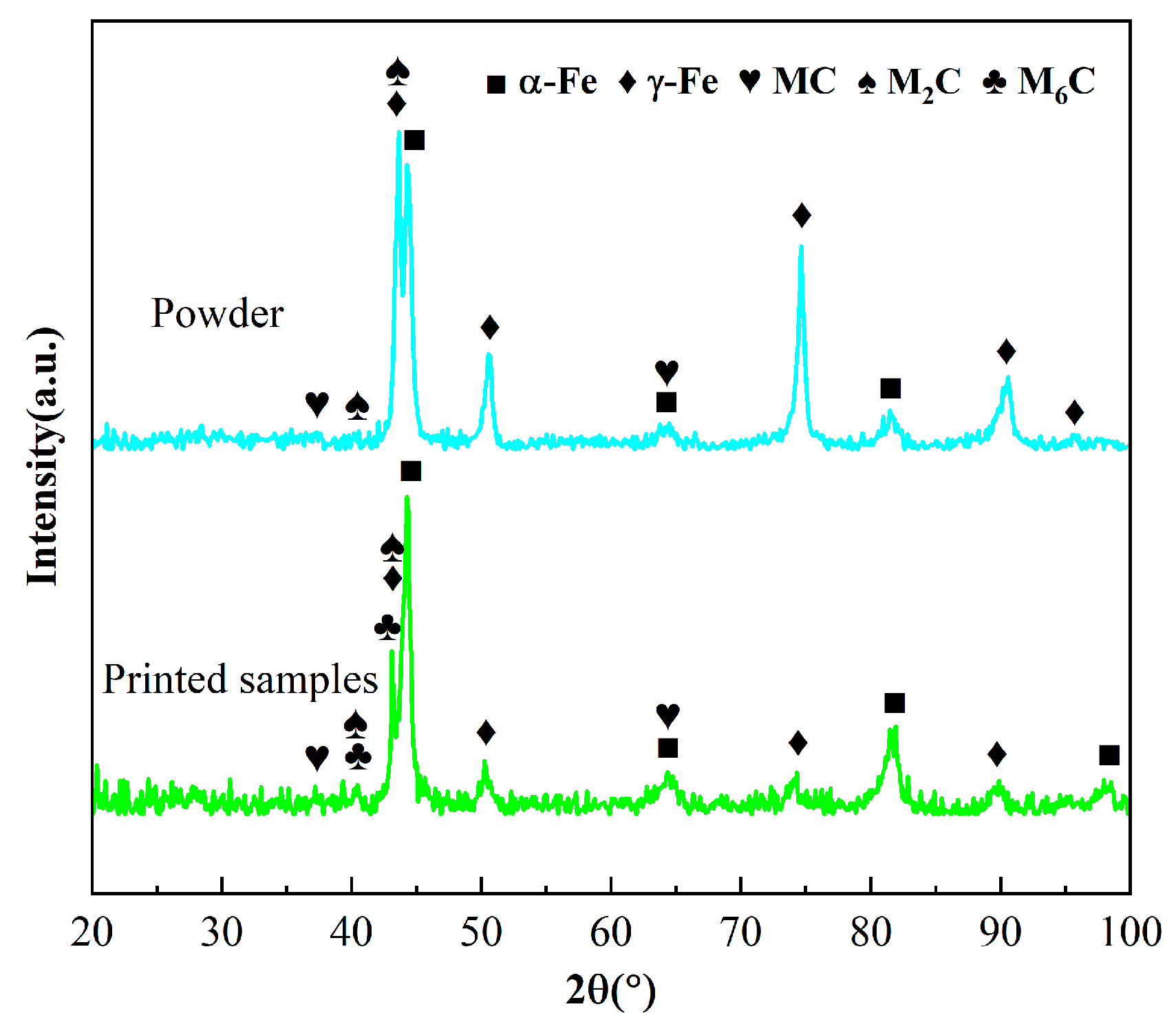
3.2. Phase Composition
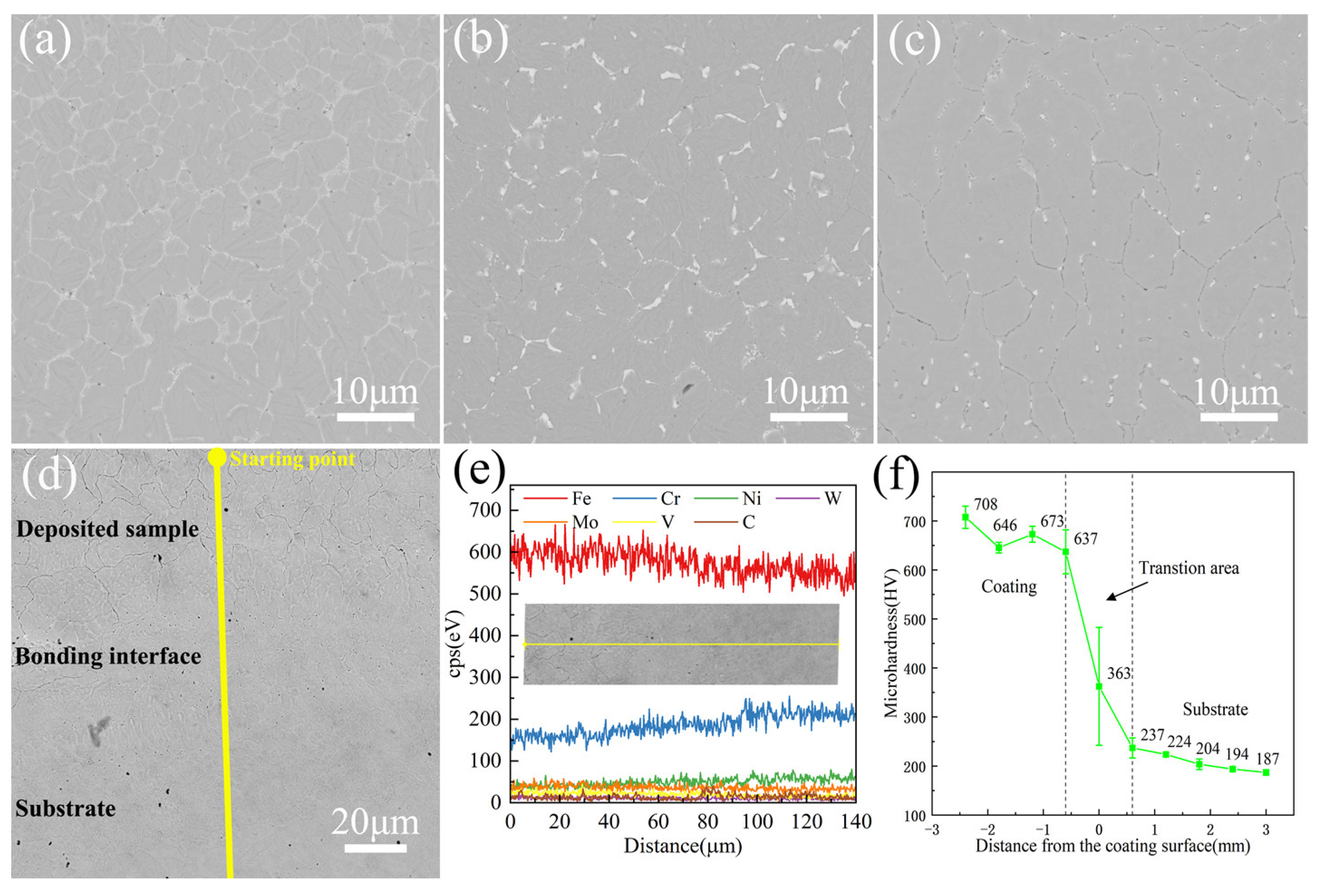
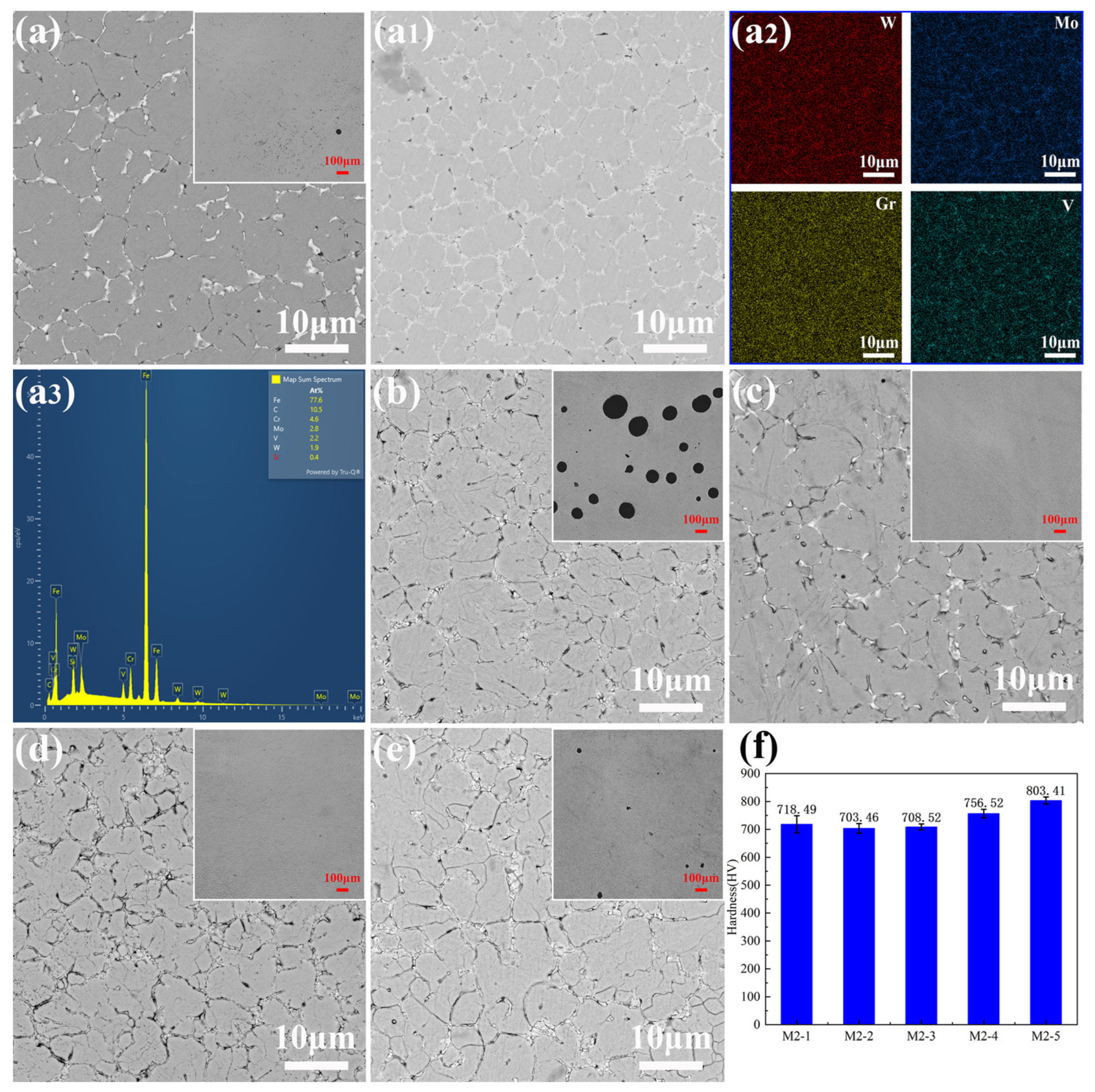
3.3. Microstructure and Microhardness
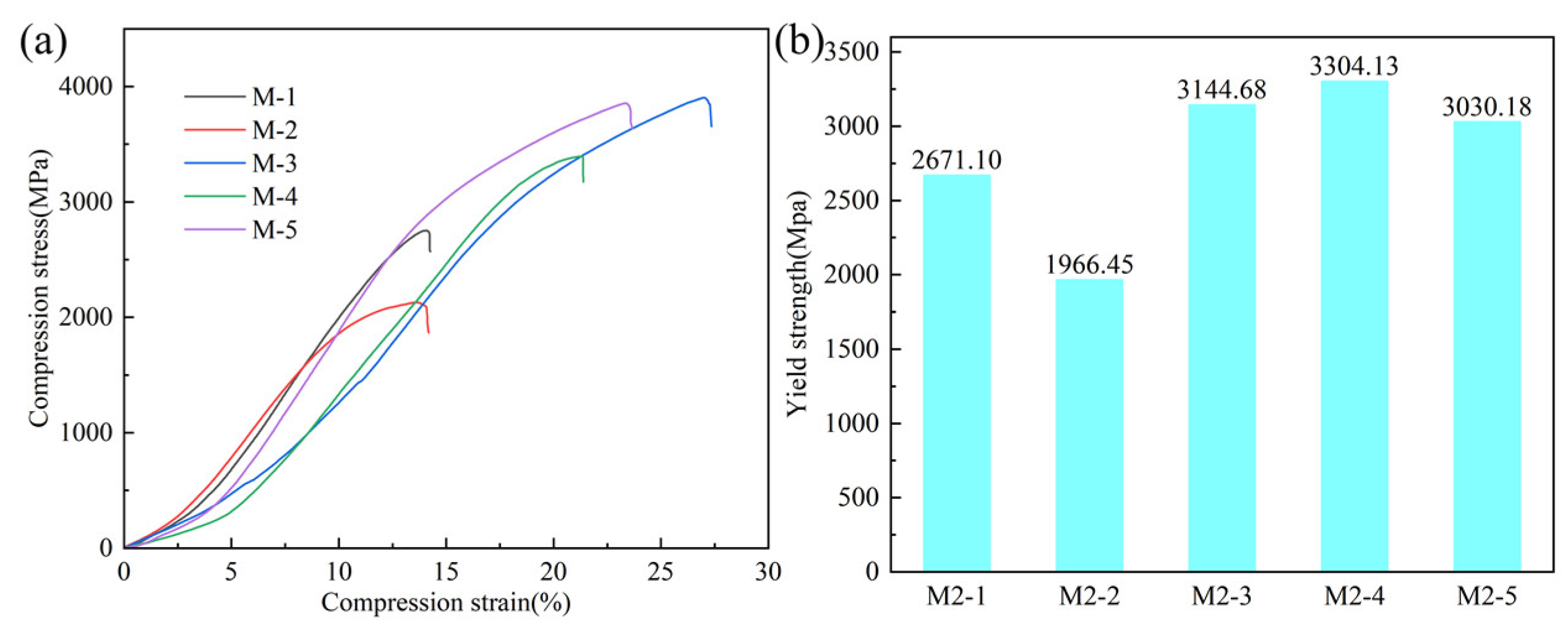
3.4. Compressive Property
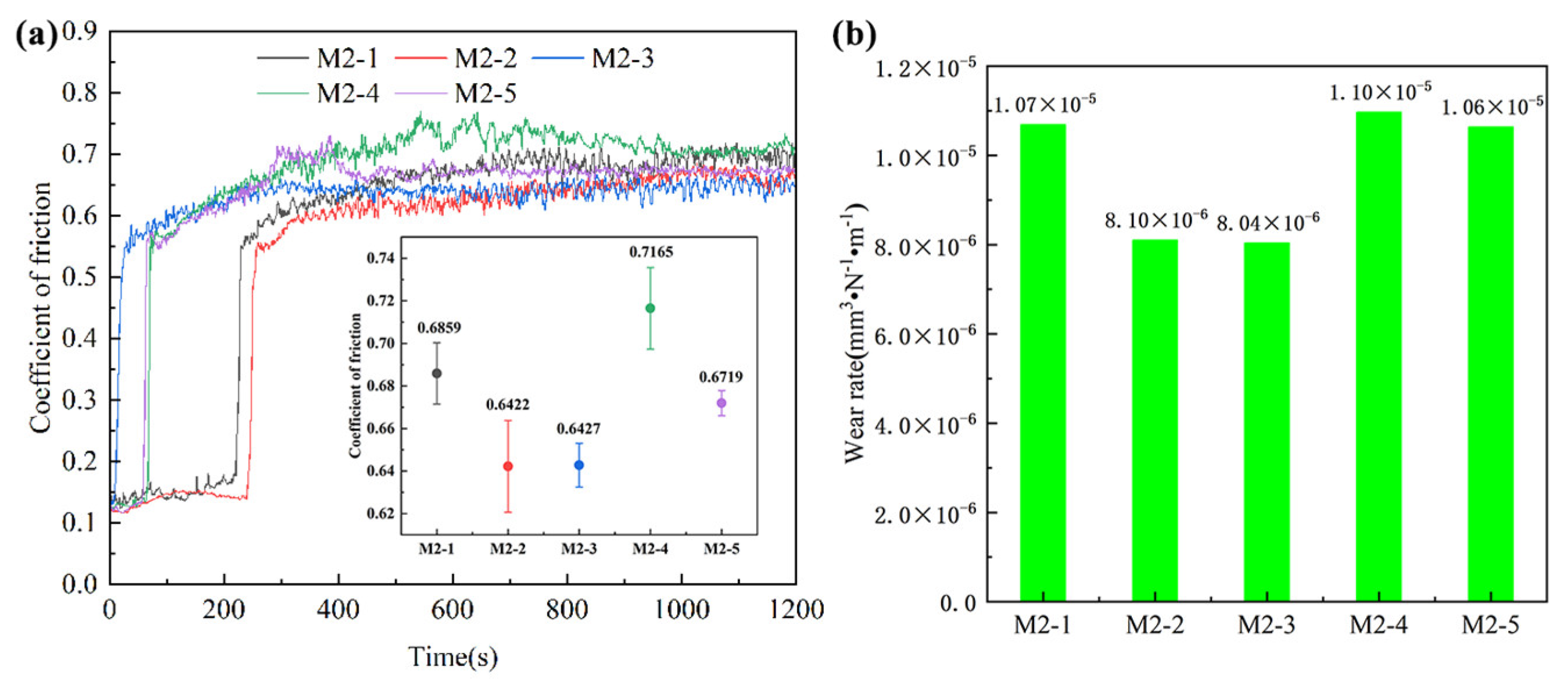
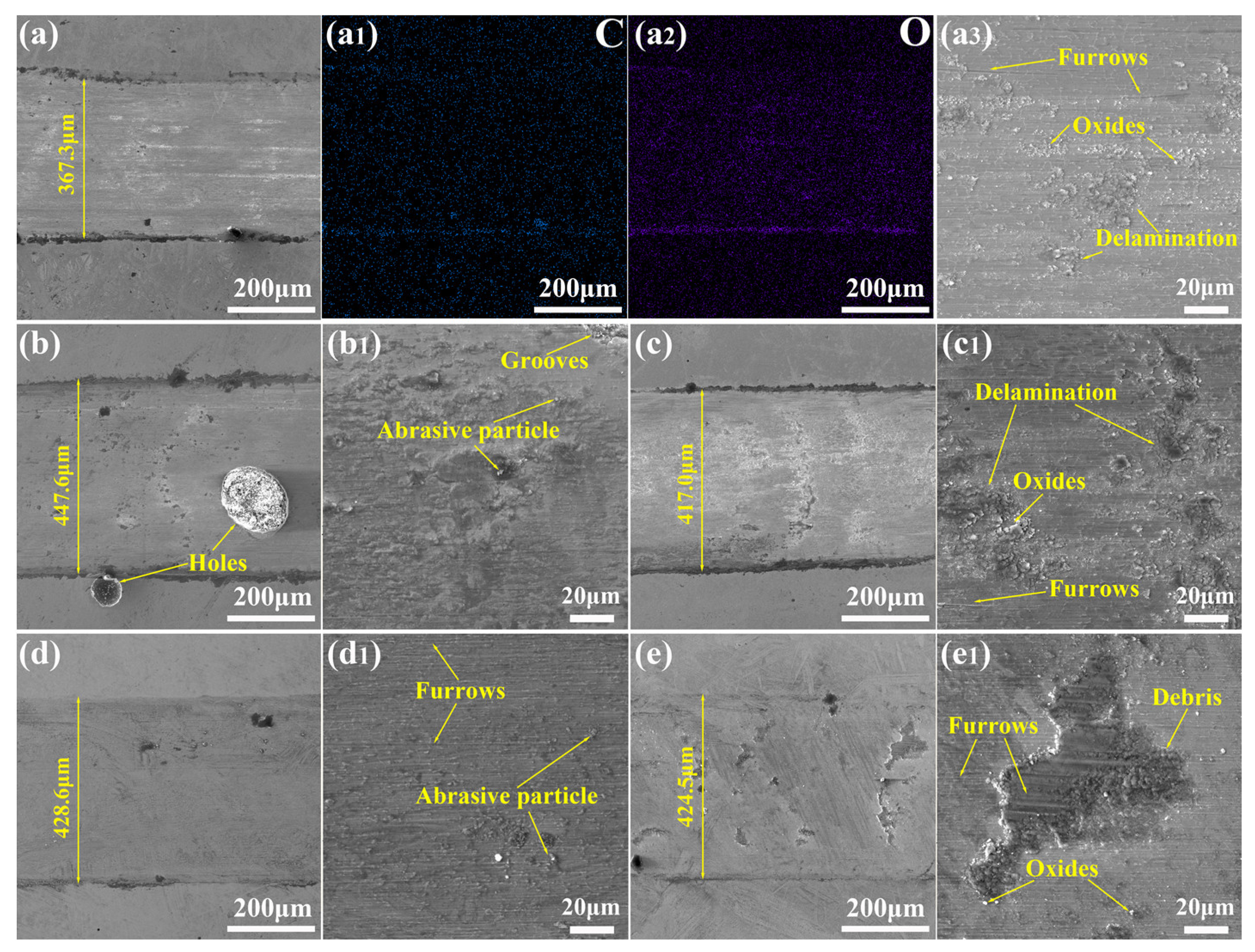
3.5. Wear Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Angeloni, C.; Liverani, E.; Ascari, A.; Fortunato, A. Characterization and process optimization of remote laser cutting of current collectors for battery electrode production. J. Mater. Process. Technol. 2024, 324, 118266. [Google Scholar] [CrossRef]
- Nagasawa, S.; Fukuzawa, Y.; Yamaguchi, T.; Tsukatani, S.; Katayama, I. Effect of crease depth and crease deviation on folding deformation characteristics of coated paperboard. J. Mater. Process. Technol. 2003, 140, 157–162. [Google Scholar] [CrossRef]
- Neamțu, G.V.; Mohora, C.; Anania, D.F.; Dobrotă, D. Research regarding the increase of durability of flexible die made from 50CrMo4 used in the typographic industry. Metals 2021, 11, 996. [Google Scholar] [CrossRef]
- Wang, K.J.; Lee, Y.H.; Angelica, S. Digital twin design for real-time monitoring—A case study of die cutting machine. Int. J. Prod. Res. 2021, 59, 6471–6485. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, S.; Sui, Q.; Wang, J.; Wen, H.; Xiao, T.; Yuan, Q.; Mao, S.; Yuan, B.; Wu, Y.; et al. Achieving high hardness and wear resistance in phase transition reinforced DC53 die steel by laser additive manufacturing. Surf. Coat. Technol. 2023, 462, 129474. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Computational and experimental studies of laser cutting of the current collectors for lithium-ion batteries. J. Power Sources 2012, 210, 327–338. [Google Scholar] [CrossRef]
- Guo, Y.; Qi, W.; Xia, Z.; Zhao, X.; Li, Q.; Liu, C.; Ding, B.; Shen, Z.; Zheng, T.; Zhong, Y. Morphology tailoring of metal pool and eutectic carbides in magnetic-controlled electroslag remelted M2 high-speed steel. J. Mater. Res. Technol. 2022, 16, 1122–1135. [Google Scholar] [CrossRef]
- Traxel, K.D.; Bandyopadhyay, A. Diamond-reinforced cutting tools using laser-based additive manufacturing. Addit. Manuf. 2021, 37, 101602. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Z.; Sui, Q.; Xu, S.; Yuan, Q.; Zhang, D.; Liu, J. A Comparison of the Microstructure, Mechanical Properties, and Corrosion Resistance of the K213 Superalloy after Conventional Casting and Selective Laser Melting. Materials 2023, 16, 1331. [Google Scholar] [CrossRef]
- Song, B.; Yu, T.; Jiang, X.; Xi, W.; Lin, X.; Ma, Z.; Wang, Z. Development of the molten pool and solidification characterization in single bead multilayer direct energy deposition. Addit. Manuf. 2022, 49, 102479. [Google Scholar] [CrossRef]
- Su, Y.; Xu, G.; Xu, X.; Luo, K.; Lu, J. In-situ thermal control-assisted laser directed energy deposition of curved-surface thin-walled parts. Addit. Manuf. 2024, 83, 104061. [Google Scholar] [CrossRef]
- SaGong, M.J.; Lee, J.A.; Kim, R.E.; Park, H.; Ahn, S.Y.; Choi, H.; Wu, R.; Kim, H.S. Repairability and Effectiveness in Direct Energy Deposition of 316L Stainless Steel Grooves: A Comparative Study on Varying Laser Strategy. J. Mater. Res. Technol. 2024, 32, 3347–3356. [Google Scholar] [CrossRef]
- Villaret, F.; Boulnat, X.; Aubry, P.; Yano, Y.; Ohtsuka, S.; Fabrègue, D.; de Carlan, Y. Laser Beam Direct Energy Deposition of graded austenitic-to-martensitic steel junctions compared to dissimilar Electron Beam welding. Mater. Sci. Eng. A 2021, 824, 141794. [Google Scholar] [CrossRef]
- He, S.; Park, S.; Shim, D.-S.; Yao, C.; Zhang, W.-J. Study on microstructure and abrasive behaviors of inconel 718-WC composite coating fabricated by laser directed energy deposition. J. Mater. Res. Technol. 2022, 21, 2926–2946. [Google Scholar] [CrossRef]
- Ding, H.; Yang, T.; Wang, W.; Zhu, Y.; Lin, Q.; Guo, J.; Xiao, Q.; Gan, L.; Liu, Q. Optimization and wear behaviors of 316L stainless steel laser cladding on rail material. Wear 2023, 523, 204830. [Google Scholar] [CrossRef]
- Liu, K.; Yan, Z.; Pan, R.; Wang, X.; Wang, F.; Chen, S. Interfacial bonding and microstructural evolution in Inconel-copper bimetallic structures fabricated by directed energy deposition-arc. Mater. Sci. Eng. A 2024, 898, 146381. [Google Scholar] [CrossRef]
- Ma, H.; Wang, P.; Guo, Q.; He, J.; Luo, K.; Wu, N.; Luo, F. Effect of MoS2 addition on the wear mechanism of laser cladding AISI M2 coatings. J. Mater. Res. Technol. 2024, 33, 5565–5575. [Google Scholar] [CrossRef]
- Yuan, J.; Geng, H.; Alfano, M. Multi-response optimization of M2 steel coatings deposited by co-axial laser cladding on A2 steel tool surfaces. J. Mater. Res. Technol. 2024, 29, 1102–1117. [Google Scholar] [CrossRef]
- Ma, H.; Wang, P.; He, J.; Luo, K.; Du, B.; Wu, N.; Li, Y.; Luo, F. Differences in hardness and microstructure of laser cladding M2 coatings. Mater. Chem. Phys. 2024, 313, 128767. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Svetlizky, D.; Zheng, B.; Vyatskikh, A.; Das, M.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Laser-based directed energy deposition (DED-LB) of advanced materials. Mater. Sci. Eng. A 2022, 840, 142967. [Google Scholar] [CrossRef]
- Deng, D.; Li, T.; Huang, Z.; Jiang, H.; Yang, S.; Zhang, Y. Multi-response optimization of laser cladding for TiC particle reinforced Fe matrix composite based on Taguchi method and grey relational analysis. Opt. Laser Technol. 2022, 153, 108259. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, W.; Chen, Z.; Xu, Q.; Zhang, Z.; He, J. Optimization of processing parameters and microstructure evolution of (TiB+ La2O3)/Ti6Al4V manufactured by laser melting deposition. J. Mater. Res. Technol. 2023, 24, 8086–8097. [Google Scholar] [CrossRef]
- Hashemi, S.H.; Vafaei, R.; Razavi, R.S. Statistical-experimental modeling of the effect of process parameters on geometric characteristics of laser cladding of stellite 6 on SS316 using second-order regression. J. Mater. Res. Technol. 2024, 28, 2727–2739. [Google Scholar] [CrossRef]
- Dong, Z.; Feng, L.; Long, H.; Lu, B.; Zhu, J.; Yan, X.; Ma, R.; Qiu, C.; Gui, Y.; Liu, M. A multi-objective optimization of laser cladding processing parameters of AlCoCrFeNi2. 1 eutectic high-entropy alloy coating. Opt. Laser Technol. 2024, 170, 110302. [Google Scholar] [CrossRef]
- Kim, K.W.; Ham, G.S.; Park, S.H.; Cho, J.W.; Lee, K.A. Direct energy deposition of ultrastrong WC-12Co cemented carbide: Fabrication, microstructure and compressive properties. Int. J. Refract. Met. Hard Mater. 2021, 99, 105591. [Google Scholar] [CrossRef]
- Bu, X.; Xu, X.; Lu, H.; Liang, Y.; Bian, H.; Luo, K.; Lu, J. Effect of overlap rate on the microstructure and properties of Cr-rich stainless steel coatings prepared by extreme high-speed laser cladding. Surf. Coat. Technol. 2024, 487, 131025. [Google Scholar] [CrossRef]
- Kim, J.H.; Lee, C.M.; Kim, D.H. The effect of plasma-assisted machining and additive path strategies of Inconel 718 manufactured with directed energy deposition. J. Mater. Res. Technol. 2022, 19, 1658–1672. [Google Scholar] [CrossRef]
- Zhi’en, E.T.; Pang, J.H.L.; Kaminski, J. Directed energy deposition build process control effects on microstructure and tensile failure behaviour. J. Mater. Process. Technol. 2021, 294, 117139. [Google Scholar] [CrossRef]
- Das, T.; Kumar, B.R.; Sahoo, B.K.; Roy, H.; Lohar, A.K.; Samanta, S.K.; Ghosh, K. Implementation of different scanning strategy to improve the mechanical and wear properties of 15-5 PH stainless steel fabricated by laser-directed energy deposition. Mater. Today Commun. 2024, 38, 108533. [Google Scholar] [CrossRef]
- Dinda, G.; Dasgupta, A.; Mazumder, J. Texture control during laser deposition of nickel-based superalloy. Scr. Mater. 2012, 67, 503–506. [Google Scholar] [CrossRef]
- Jhabvala, J.; Boillat, E.; Antignac, T.; Glardon, R. On the effect of scanning strategies in the selective laser melting process. Virtual Phys. Prototyp. 2010, 5, 99–109. [Google Scholar] [CrossRef]
- Zhang, Y.; Jing, H.; Xu, L.; Han, Y.; Zhao, L. Effects of different scanning patterns on nickel alloy-directed energy deposition based on thermal analysis. Virtual Phys. Prototyp. 2021, 16 (Supp. S1), S98–S115. [Google Scholar] [CrossRef]
- Fedina, T.; Sundqvist, J.; Powell, J.; Kaplan, A.F. A comparative study of water and gas atomized low alloy steel powders for additive manufacturing. Addit. Manuf. 2020, 36, 101675. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, J.; Xu, S.; Liu, B.; Sui, Q.; Zhao, F.; Gong, L.; Liu, J. Influence of powder characteristics on microstructure and mechanical properties of Inconel 718 superalloy manufactured by direct energy deposition. Appl. Surf. Sci. 2022, 583, 152545. [Google Scholar] [CrossRef]
- Habibnejad-Korayem, M.; Zhang, J.; Zou, Y. Effect of particle size distribution on the flowability of plasma atomized Ti-6Al-4V powders. Powder Technol. 2021, 392, 536–543. [Google Scholar] [CrossRef]
- Kumar, G.S.; Sateshwar, M.; Sharma, A.R.; Palit, M.; Sarkar, R.; Ghosal, P.; Rao, G.A. Particle size dependent microstructure evolution of inert gas atomized nickel base superalloy powders. J. Alloys Compd. 2022, 909, 164772. [Google Scholar] [CrossRef]
- Li, J.; Yang, M.; Cai, Y.; Zhang, Y.; Feng, Q.; Liu, J.; Liu, T. Particle size dependence of the microsegregation and microstructure in the atomized Ni-based superalloy powders: Theoretical and experimental study. J. Mater. Sci. Technol. 2024, 171, 54–65. [Google Scholar] [CrossRef]
- Yang, Q.; Liu, Y.; Liu, J.; Wang, L.; Chen, Z.; Wang, M.; Zhong, S.; Wu, Y.; Wang, H. Microstructure evolution of the rapidly solidified alloy powders and composite powders. Mater. Des. 2019, 182, 108045. [Google Scholar] [CrossRef]
- Zhang, N.; Xu, Y.-F.; Wang, M.-H.; Hou, X.-D.; Du, B.-R.; Ge, X.-Y.; Shi, H.; Xie, X. M2 coating prepared by ultra-high speed laser cladding: Microstructure and interfacial residual stress. Mater. Today Commun. 2023, 35, 105638. [Google Scholar] [CrossRef]
- Liu, D.; Wang, Y. Mesoscale multi-physics simulation of rapid solidification of Ti-6Al-4V alloy. Addit. Manuf. 2019, 25, 551–562. [Google Scholar] [CrossRef]
- Wang, Y.; Mao, B.; Chu, S.; Chen, S.; Xing, H.; Zhao, H.; Wang, S.; Wang, Y.; Zhang, J.; Sun, B. Advanced manufacturing of high-speed steels: A critical review of the process design, microstructural evolution, and engineering performance. J. Mater. Res. Technol. 2023, 24, 8198–8240. [Google Scholar] [CrossRef]
- Chaus, A.S.; Kryshtal, A.P. New insights into the microstructure of M2 high-speed steel. Mater. Charact. 2023, 205, 113313. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Wei, Y.; Qi, S.; Wang, Y.; Chu, X.; Sun, Z.; Wang, J.; Zhang, L.; Jia, W.; Yang, X.; Liu, S. Microstructural evolution and tribological properties of M2 high-speed steel fabricated under various selective electron beam melting processing parameters. Tribol. Int. 2023, 187, 108749. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Y.; Niu, J.; Liu, S.; Lin, Y.; Liu, N.; Ma, J.; Zhang, Z.; Wang, J. Microstructure and mechanical properties of M2 high speed steel produced by electron beam melting. Mater. Sci. Eng. A 2023, 862, 144327. [Google Scholar] [CrossRef]
- Tiwari, Y.; Mukherjee, M.; Chatterjee, D.; Manivannan, R. Influence of inter-layer rotation in parallel deposition strategies on the microstructure, texture, and mechanical behaviour of Inconel-625 during directed energy deposition. Mater. Charact. 2023, 197, 112711. [Google Scholar] [CrossRef]
- Zeng, Q.; Fu, G.; Peng, Q.; Xiao, H.; Li, S.; Zhang, Z. Numerical analysis of the effect of the spatial and temporal scanning strategies on the residual stress in the multi-laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2024, 88, 104242. [Google Scholar] [CrossRef]
- Zurcher, T.; Bouvard, G.; Abry, J.-C.; Charkaluk, E.; Fridrici, V. Effect of the scanning strategy and tribological conditions on the wear resistance of IN718 obtained by Laser Metal Deposition. Wear 2023, 534, 205152. [Google Scholar] [CrossRef]
- Chen, Q.; Li, D.; Cook, B. Is porosity always detrimental to the wear resistance of materials?—A computational study on the effect of porosity on erosive wear of TiC/Cu composites. Wear 2009, 267, 1153–1159. [Google Scholar] [CrossRef]
- Gong, L.; Fu, H.; Yang, P.; Ji, X.; Yin, W.; Lin, J. Refinement of primary carbides and improvement of wear resistance of hypereutectic high chromium cast iron after modification. J. Mater. Res. Technol. 2023, 24, 5724–5742. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cr | Mn | Mo | Si | V | W | C | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Standard content (%) | 3.8–4.4 | 0.15–0.4 | 4.5–5.5 | 0.2–0.45 | 0.2–0.45 | 5.5–6.75 | 0.8–0.9 | ≤0.03 | ≤0.03 | Bal. |
| Content (%) | 3.99 | 0.27 | 4.56 | 0.43 | 1.76 | 5.68 | 0.819 | 0.007 | 0.013 | Bal. |
| Elements | Cr | Mn | Mo | Si | C | Ni | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Standard content (%) | 16–18 | ≤2 | 2–3 | ≤1 | ≤0.08 | 10–14 | ≤0.03 | ≤0.045 | Bal. |
| Content (%) | 16.32 | 1.01 | 2.01 | 0.35 | 0.01 | 10.06 | 0.08 | 0.034 | Bal. |
| No. | Scanning Strategy | Overlap Ratio |
|---|---|---|
| M-1 | 1# | 50% |
| M-2 | 2# | 50% |
| M-3 | 3# | 50% |
| M-4 | 3# | 40% |
| M-5 | 3# | 60% |
| Medium Type | Medium Diameter (mm) | Load (N) | Frequency (Hz) | Time (min) | Distance (mm) |
|---|---|---|---|---|---|
| Al2O3 | 12 | 5 | 10 | 20 | 10 |
| Q3(x) (%) | (a) | (b) | (c) |
|---|---|---|---|
| D10 (μm) | 85.21 | 85.54 | 84.24 |
| D50 (μm) | 130.49 | 130.81 | 129.94 |
| D90 (μm) | 176.63 | 176.96 | 176.63 |
| No. | Proportion of Grain Boundary Area (%) | Amount of Pores | Area Ratio of Pores (%) |
|---|---|---|---|
| M-1 | 8.38 | 6 | 0.34 |
| M-2 | 9.85 | 25 | 33.49 |
| M-3 | 7.58 | 2 | 0.01 |
| M-4 | 12.95 | 4 | 0.03 |
| M-5 | 10.3 | 6 | 1.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, L.; Pan, X.; Li, Z.; Yuan, B.; Liu, W.; Li, D.; Shen, G.; Liu, J. Forming Control and Wear Behavior of M2 High-Speed Steel Produced by Direct Energy Deposition on Curved Surface. Materials 2024, 17, 6119. https://doi.org/10.3390/ma17246119
Jiang L, Pan X, Li Z, Yuan B, Liu W, Li D, Shen G, Liu J. Forming Control and Wear Behavior of M2 High-Speed Steel Produced by Direct Energy Deposition on Curved Surface. Materials. 2024; 17(24):6119. https://doi.org/10.3390/ma17246119
Chicago/Turabian StyleJiang, Lan, Xiaofang Pan, Zhongkai Li, Bo Yuan, Wenxin Liu, Danya Li, Ge Shen, and Jun Liu. 2024. "Forming Control and Wear Behavior of M2 High-Speed Steel Produced by Direct Energy Deposition on Curved Surface" Materials 17, no. 24: 6119. https://doi.org/10.3390/ma17246119
APA StyleJiang, L., Pan, X., Li, Z., Yuan, B., Liu, W., Li, D., Shen, G., & Liu, J. (2024). Forming Control and Wear Behavior of M2 High-Speed Steel Produced by Direct Energy Deposition on Curved Surface. Materials, 17(24), 6119. https://doi.org/10.3390/ma17246119