
Corrosion Properties of Cold-Sprayed Cr3C2-25(Ni20Cr) Coatings After Heat Treatment



Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
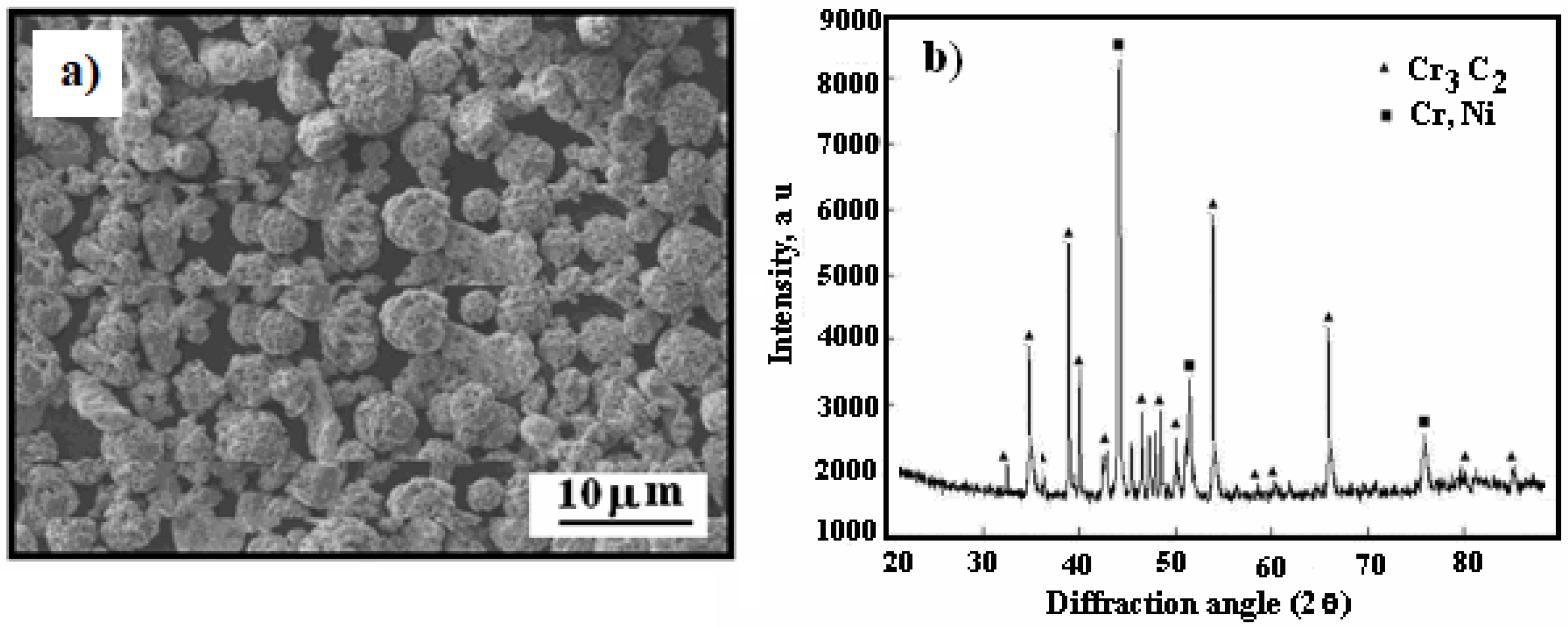
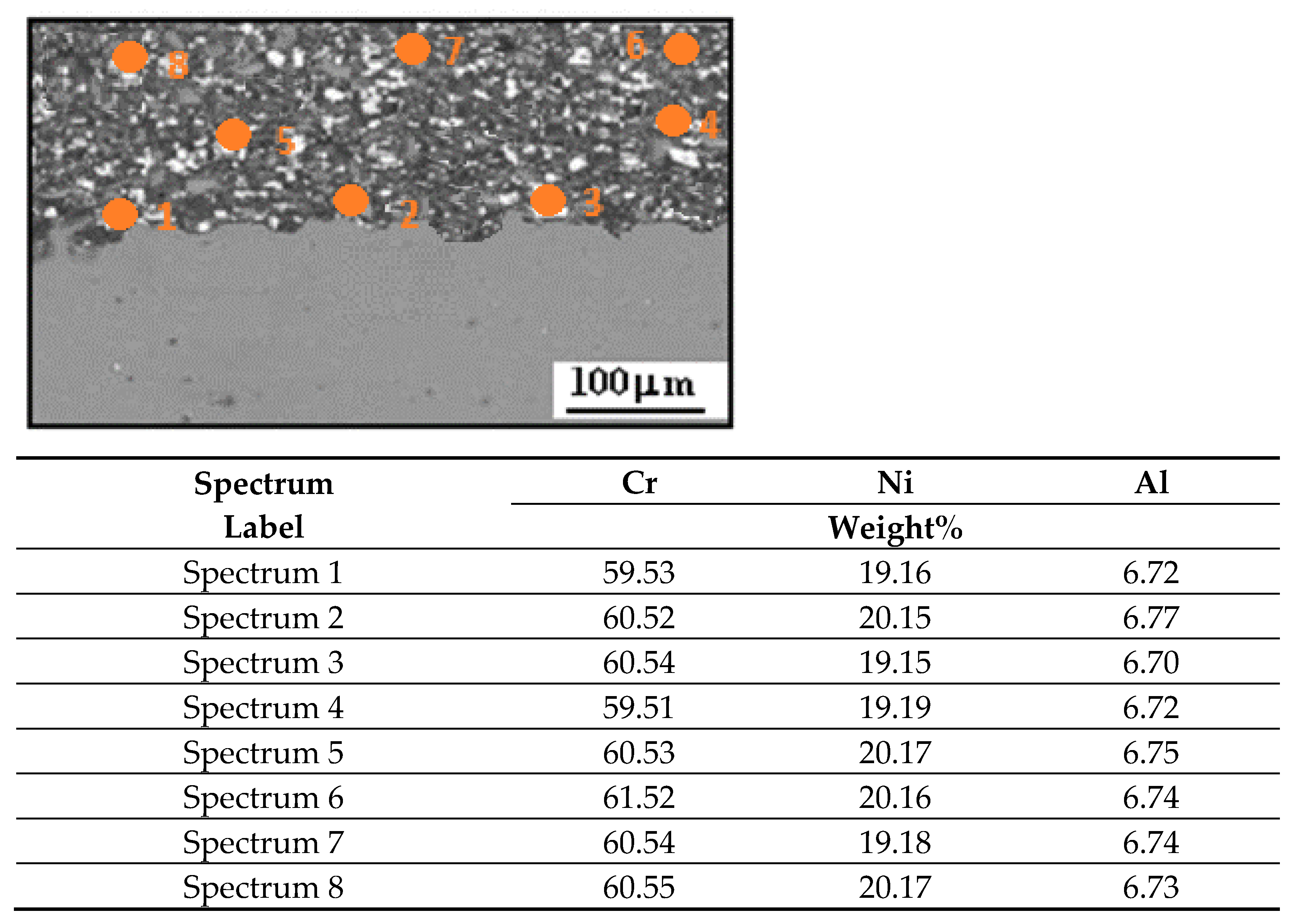
3.1. Surface Morphology
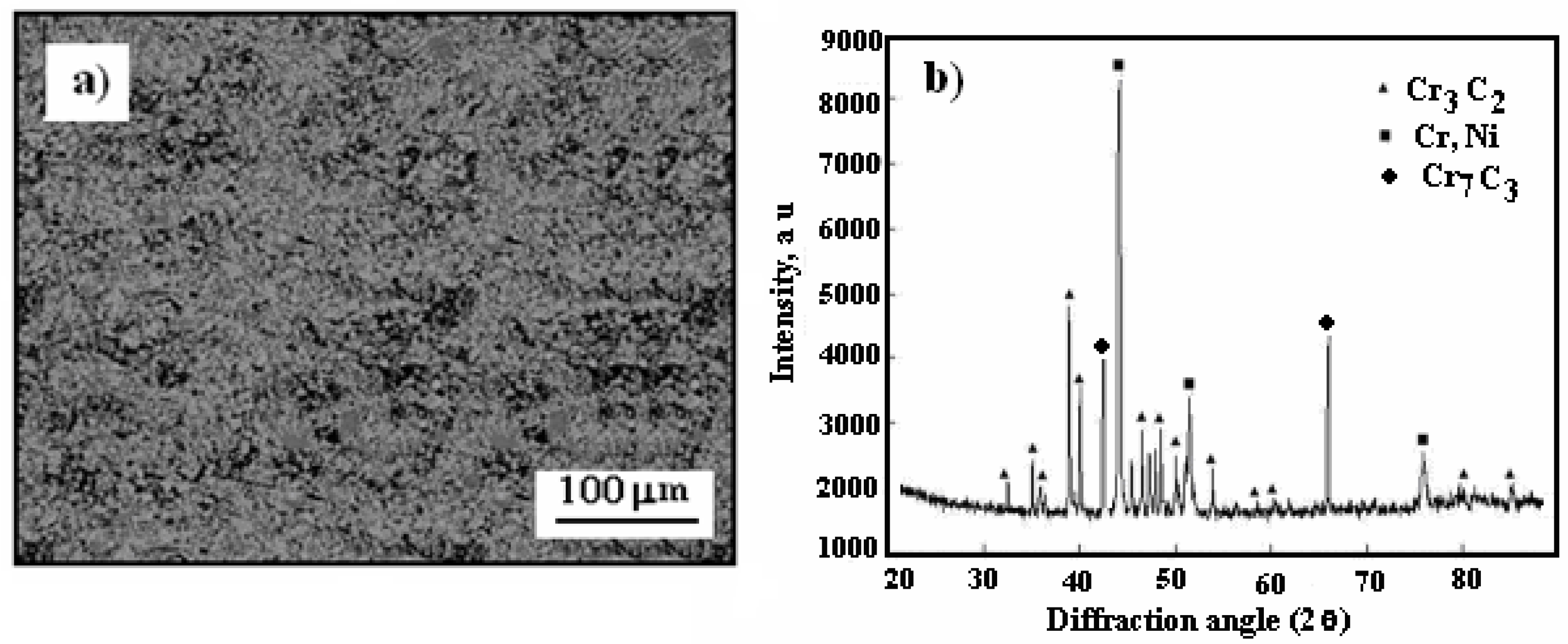
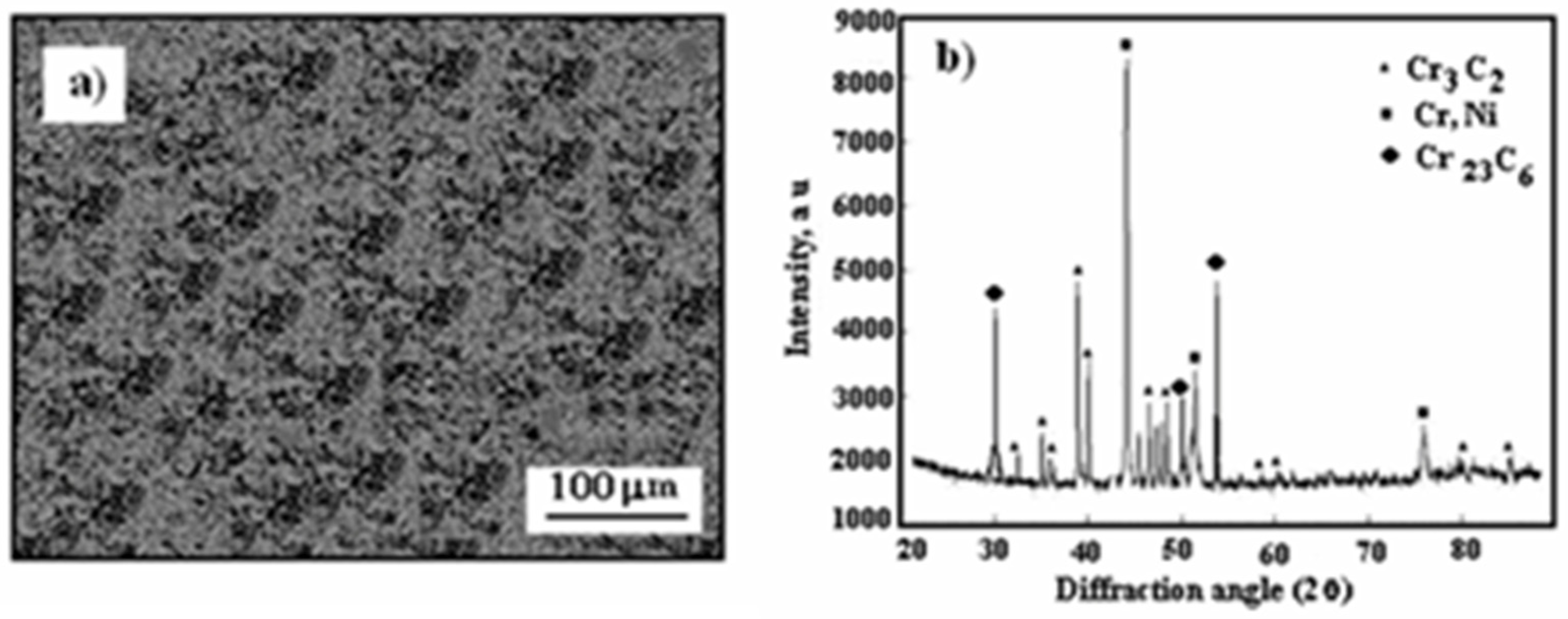
3.2. Microstructure of Cermet Coatings
3.3. Microhardness
3.4. Corrosion Test
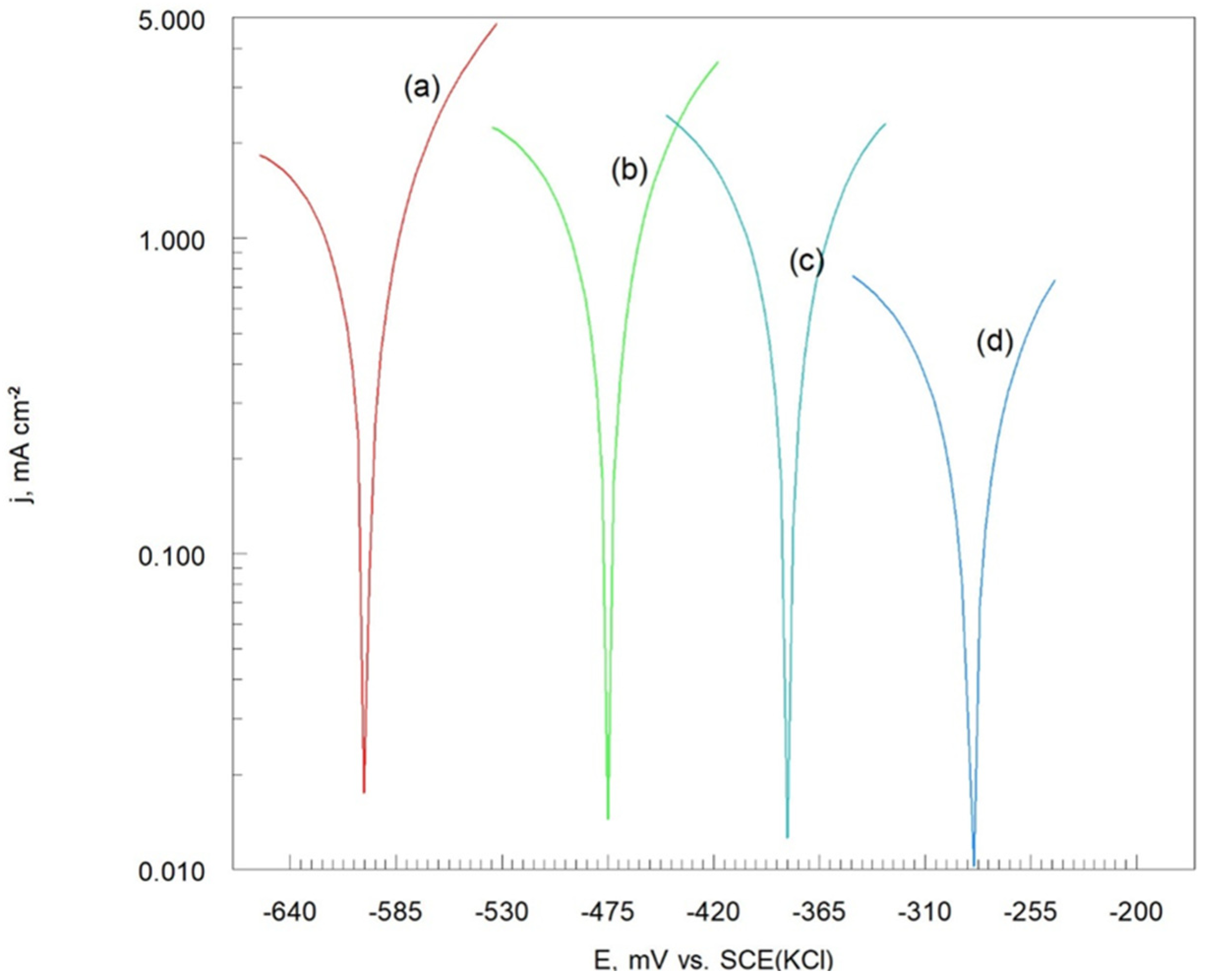
3.4.1. Corrosion Electrochemical Parameters
3.4.2. Polarization Resistance and Corrosion Rate
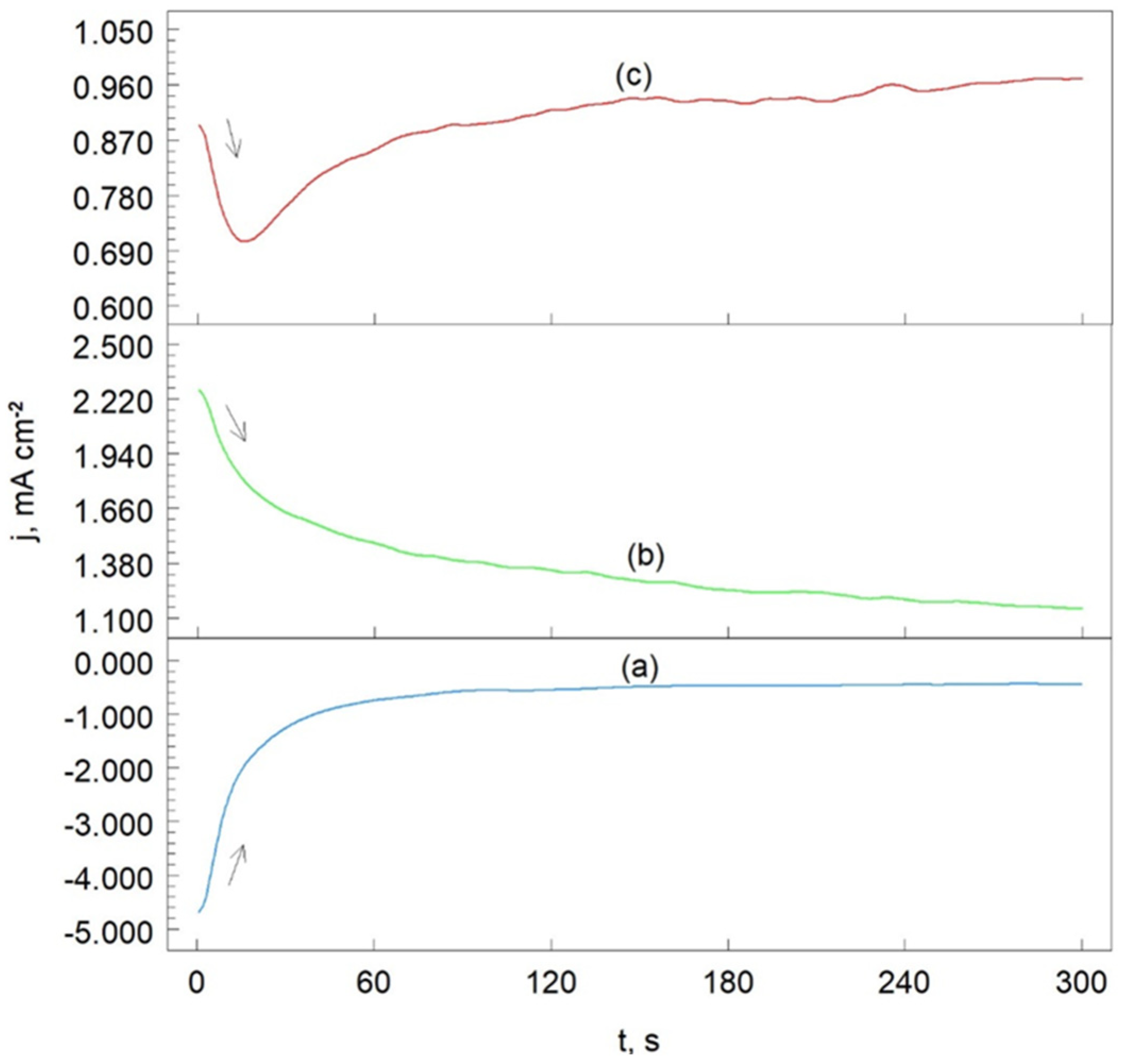
3.4.3. Chronoamperometric Measurements
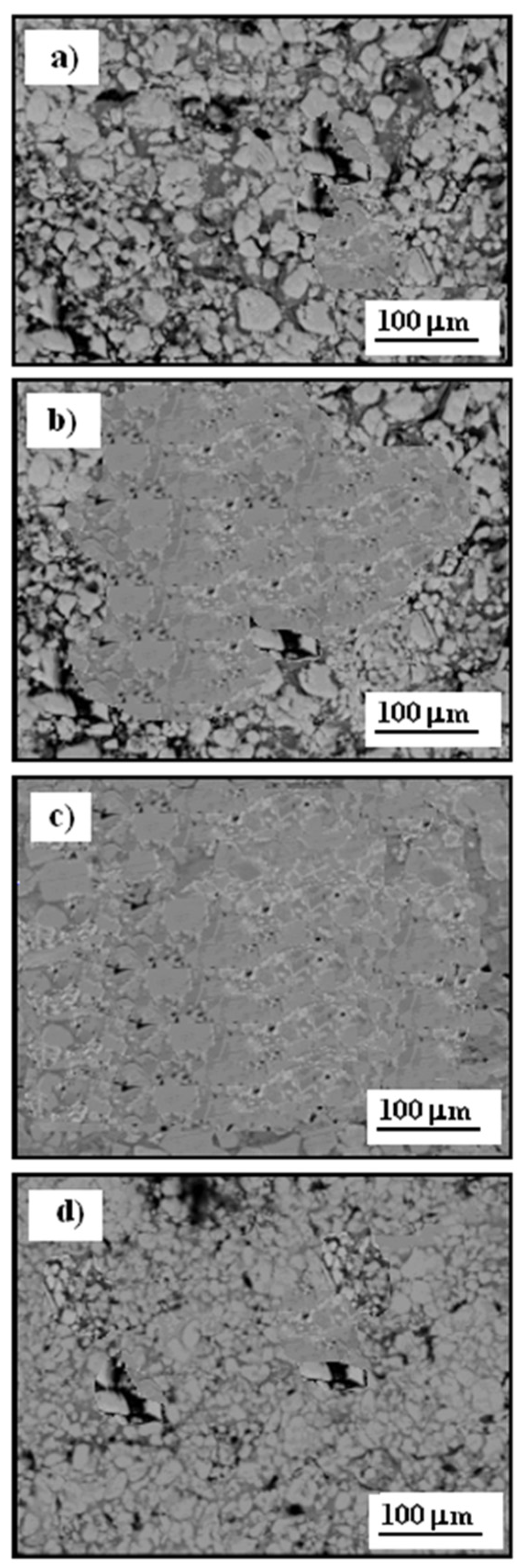
3.5. Surface Morphology After Corrosion Test
4. Conclusions
- The heat treatment at 300 °C resulted in the most uniform and smooth structure for the cermet coating.
- Annealing introduced new phases, specifically Cr7C3 and Cr23C6, which formed on the cermet surface due to the restructuring and partial decarburization of Cr3C2.
- The highest microhardness value was achieved for the coating annealed at 300 °C.
- The electrochemical corrosion mechanism of the cermet coatings involves multiple stages, with (Cr2O3)ads, and (NiO)ads particles as the primary corrosion products. However, this oxide layer did not effectively shield the substrate from penetration of corrosive solution.
- The Cr3C2-25(Ni20Cr)/Al7075 coating heat treated in an air atmosphere at 300 °C exhibited the highest polarization resistance and lowest corrosion rate, significantly reducing the exchange mass and electric charge between electrode and electrolyte solution.
- Coatings annealed at 100 °C, and 500 °C suffered severe damage from electrochemical corrosion after exposure to an aggressive environment, indicating compromised resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bolelli, G.; Cannillo, V.; Lusvarghi, L.; Montorsi, M.; Mantini, F.P.; Barletta, M. Microstructural and tribological comparison of HVOF-sprayed and post-treated M-Mo-Cr-Si (M = Co, Ni) alloy coatings. Wear 2007, 263, 1397–1416. [Google Scholar] [CrossRef]
- Toma, D.; Brandl, W.; Marginean, G. Wear and corrosion behaviour of thermally sprayed cermet coatings. Surf. Coat. Technol. 2001, 138, 149–158. [Google Scholar] [CrossRef]
- Klinkov, S.V.; Fedorovich, V.F.; Rein, M. Cold spray deposition: Significance of particle impact phenomena. Aerosp. Sci. Technol. 2005, 10, 582–591. [Google Scholar] [CrossRef]
- Raletz, F.; Vardelle, M.; Ezo’o, G. Critical particle velocity under cold spray conditions. Surf. Coat. Technol. 2006, 201, 1942–1947. [Google Scholar] [CrossRef]
- Pattison, J.; Khan, A.; O’Neill, W.; Celetto, S. Standoff distance and bow shock phenomena in the cold spray process. Surf. Coat. Technol. 2008, 202, 1443–1454. [Google Scholar] [CrossRef]
- Samareh, B.; Stier, O.; Lüthen, V.; Dolatabadi, A. Assessment of cfd modeling via flow visualization in cold spray process. J. Therm. Spray Technol. 2009, 18, 934–943. [Google Scholar] [CrossRef]
- Meyer, M.C.; Yin, S.; Lupoi, R. Particle in-flight velocity and dispersion measurements at increasing particle feed rates in cold spray. J. Therm. Spray Technol. 2016, 26, 60–70. [Google Scholar] [CrossRef]
- Meyer, M.C.; Yin, S.; McDonnell, K.A.; Stier, O.; Lupoi, R. Feed rate effect on particulate acceleration in cold spray under low stagnation pressure conditions. Surf. Coat. Technol. 2016, 304, 237–245. [Google Scholar] [CrossRef]
- Scendo, M.; Staszewska-Samson, K. Effect of standoff distance on corrosion resistance of cold sprayed titanium coatings. Coatings 2022, 12, 1853. [Google Scholar] [CrossRef]
- Scendo, M.; Zorawski, W.; Staszewska, K.; Makrenek, M.; Goral, A. Influence of surface pretreatment on the corrosion resistance of cold spray nickel coatings in acidic chloride solution. J. Mater. Eng. Perform. 2018, 27, 1725–1737. [Google Scholar] [CrossRef]
- Sevillano, F.; Poza, P.; Munez, C.J.; Vezzu, S.; Rech, S.; Trentin, A. Cold-sprayed NiAl2O3 coatings for applications in power generation industry. J. Therm. Spray Techn. 2013, 22, 772–782. [Google Scholar] [CrossRef]
- Luo, X.-T.; Li, Y.-J.; Li, C.-J. A comparison of cold spray deposition behavior between gas atomized and dendritic porous electrolytic Ni powders under the same spray conditions. Mater. Lett. 2016, 163, 58–60. [Google Scholar] [CrossRef]
- Sidhu, T.S.; Prakash, S.; Agrawal, R.D. Characterizations of HVOF sprayed NiCrBSi coatings on Ni- and Fe-based superalloys and evaluation of cyclic oxidation behaviour of some Ni-based superalloys in molten salt environment. Thin Solid Film. 2006, 515, 95–105. [Google Scholar] [CrossRef]
- Souza, R.C.; Voorwald, H.J.C.; Cioffi, M.O.H. Fatigue strength of HVOF sprayed Cr3C2/25CrNi and WC-10Ni on AISI 4340 steel. Surf. Coat. Technol. 2008, 203, 191–198. [Google Scholar] [CrossRef]
- Sundararajan, G.; Sudharshan, P.P.; Jyothirmayi, A.; Gundarkaram, R.C. The influence of heat treatment on the micro structural, mechanical and corrosion behaviour of cold sprayed SS 316L coatings. J. Mater. Sci. 2009, 44, 2320–2326. [Google Scholar] [CrossRef]
- Shi, C.; Liu, S.; Gong, I.Q.; Wang, H.; Hu, M. Deposition mechanisms and characters of nano-modified multimodal Cr3C2-NiCr coatings sprayed by HVOF. Rev. Adv. Mater. Sci. 2022, 61, 526–538. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
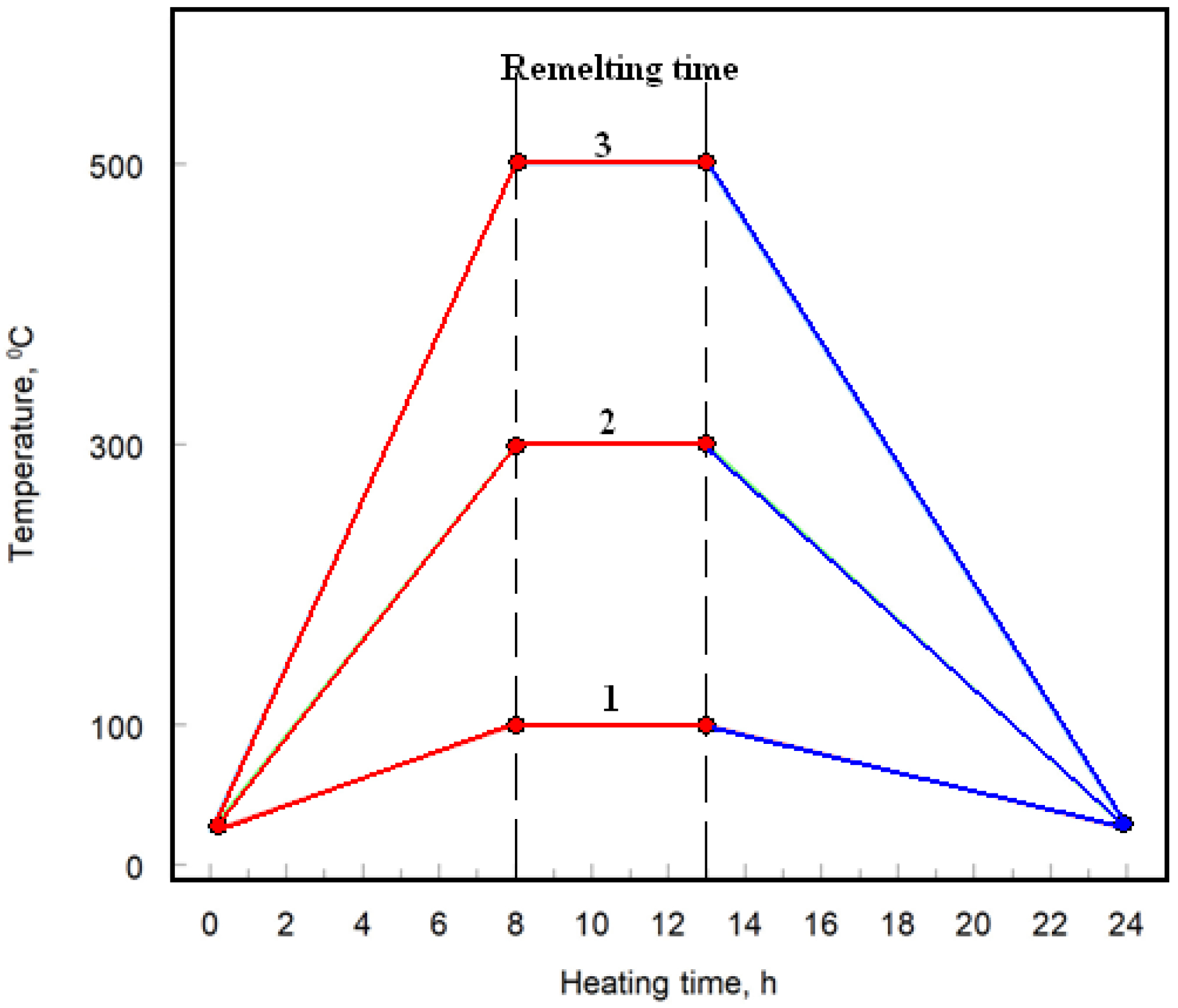
| Program Number | Heating Rate °C/h | Temperature °C | Cooling Rate °C/h |
|---|---|---|---|
| 1 | 12.5 | 100 | 9.1 |
| 2 | 37.5 | 300 | 27.3 |
| 3 | 62.5 | 500 | 45.5 |
| Sample Name | Microhardness HV10 |
|---|---|
| Cr3C2–25(Ni20Cr) | 326 ± 4 |
| Cr3C2–25(Ni20Cr)—100 | 478 ± 2 |
| Cr3C2–25(Ni20Cr)—300 | 695 ± 1 |
| Cr3C2–25(Ni20Cr)—500 | 549 ± 3 |
| Sample Name | Ecorr mV vs. SCE(KCl) | jcorr mA cm−2 | −bc | ba |
|---|---|---|---|---|
| mV dec−1 | ||||
| Cr3C2–25(Ni20Cr) | −602 | 10.23 | 62 | 34 |
| Cr3C2–25(Ni20Cr)—100 | −475 | 7.94 | 48 | 34 |
| Cr3C2–25(Ni20Cr)—300 | −285 | 1.95 | 40 | 30 |
| Cr3C2–25(Ni20Cr)—500 | −379 | 4.79 | 32 | 28 |
| Sample Name | Rp kΩ cm2 | CR mm/y |
|---|---|---|
| Cr3C2–25(Ni20Cr) | 932 | 0.081 |
| Cr3C2–25(Ni20Cr)—100 | 1088 | 0.073 |
| Cr3C2–25(Ni20Cr)—300 | 3817 | 0.018 |
| Cr3C2–25(Ni20Cr)—500 | 1354 | 0.044 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Scendo, M.; Żórawski, W. Corrosion Properties of Cold-Sprayed Cr3C2-25(Ni20Cr) Coatings After Heat Treatment. Materials 2024, 17, 6289. https://doi.org/10.3390/ma17246289
Scendo M, Żórawski W. Corrosion Properties of Cold-Sprayed Cr3C2-25(Ni20Cr) Coatings After Heat Treatment. Materials. 2024; 17(24):6289. https://doi.org/10.3390/ma17246289
Chicago/Turabian StyleScendo, Mieczysław, and Wojciech Żórawski. 2024. "Corrosion Properties of Cold-Sprayed Cr3C2-25(Ni20Cr) Coatings After Heat Treatment" Materials 17, no. 24: 6289. https://doi.org/10.3390/ma17246289
APA StyleScendo, M., & Żórawski, W. (2024). Corrosion Properties of Cold-Sprayed Cr3C2-25(Ni20Cr) Coatings After Heat Treatment. Materials, 17(24), 6289. https://doi.org/10.3390/ma17246289