
The Role of Solidified Phases on the Hot Cracking of a Large-Size GH4742 Superalloy Ingot


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results
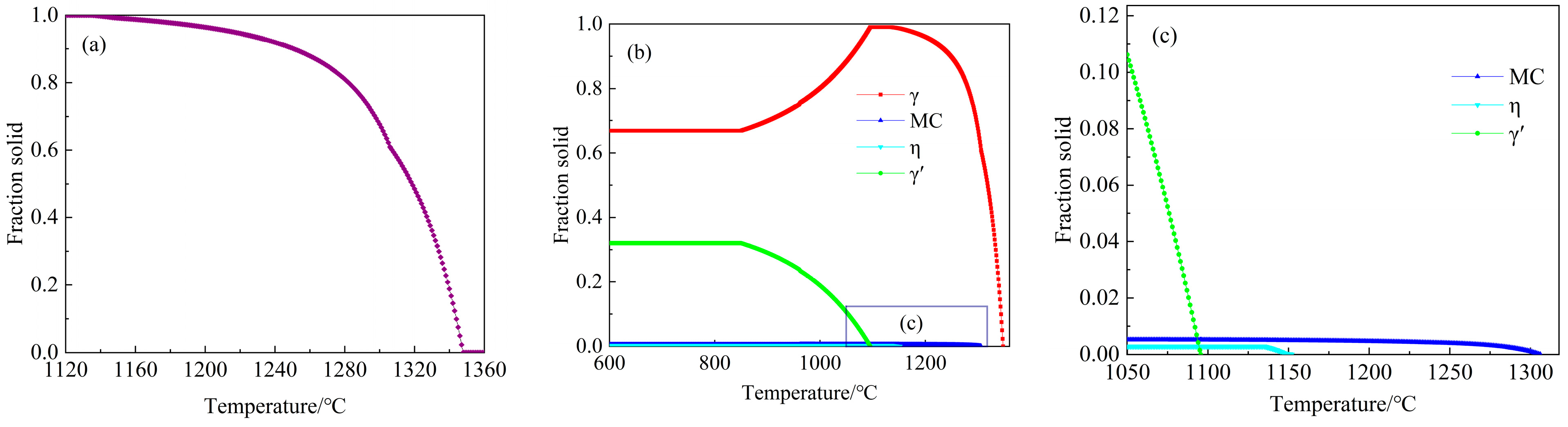
3.1. Solidification Behaviour
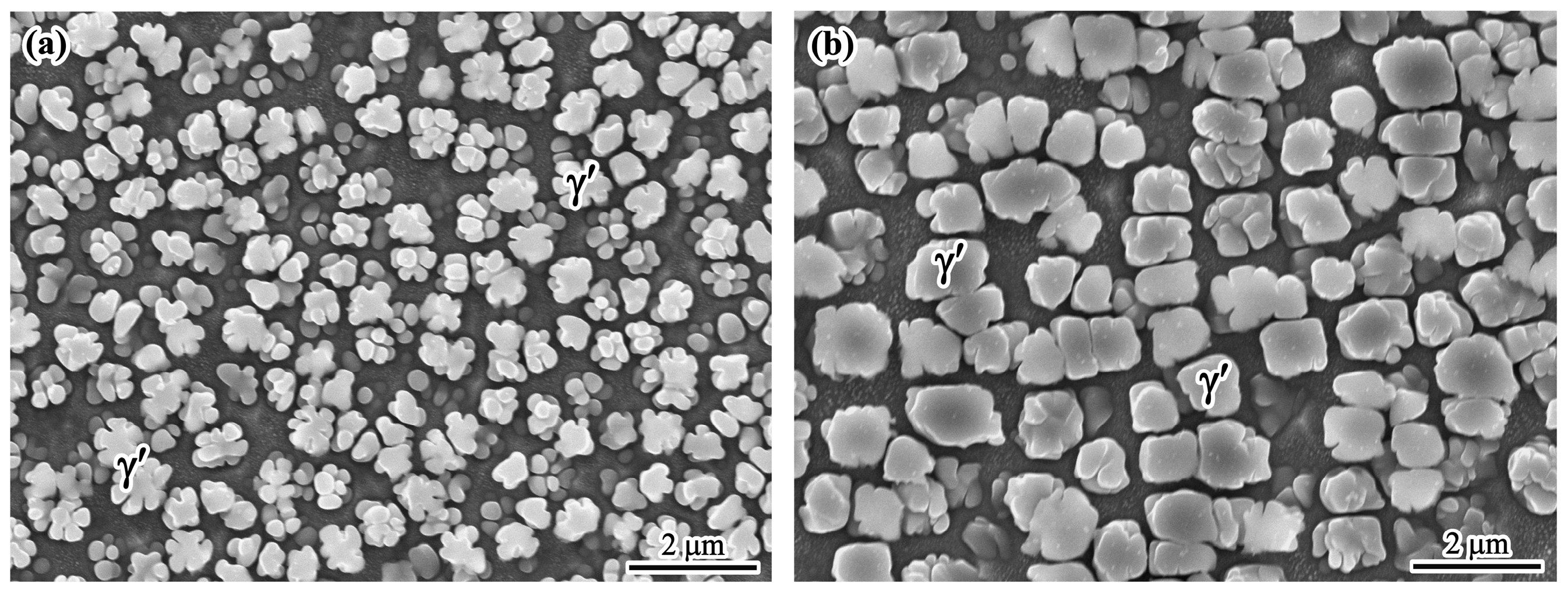
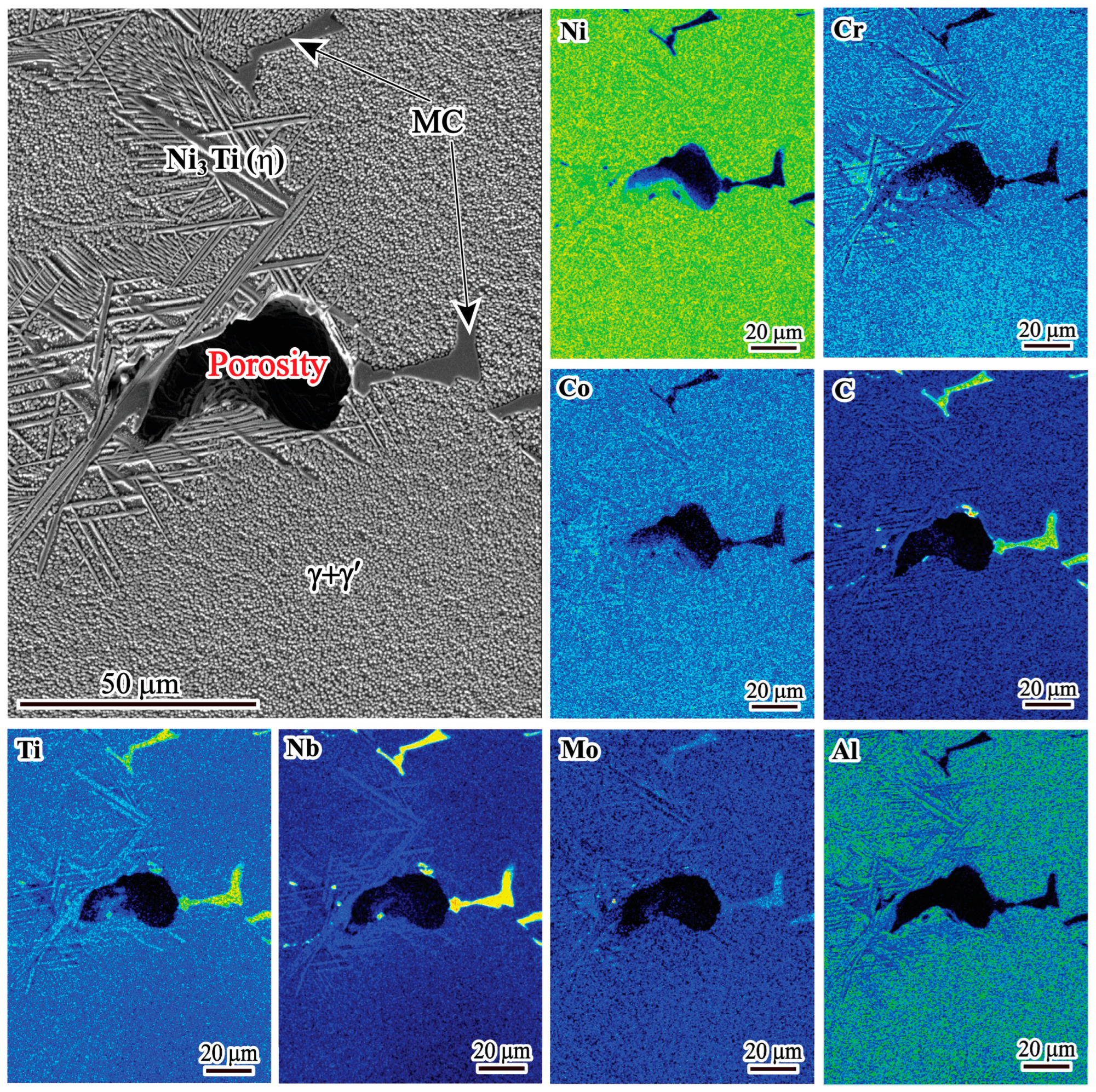
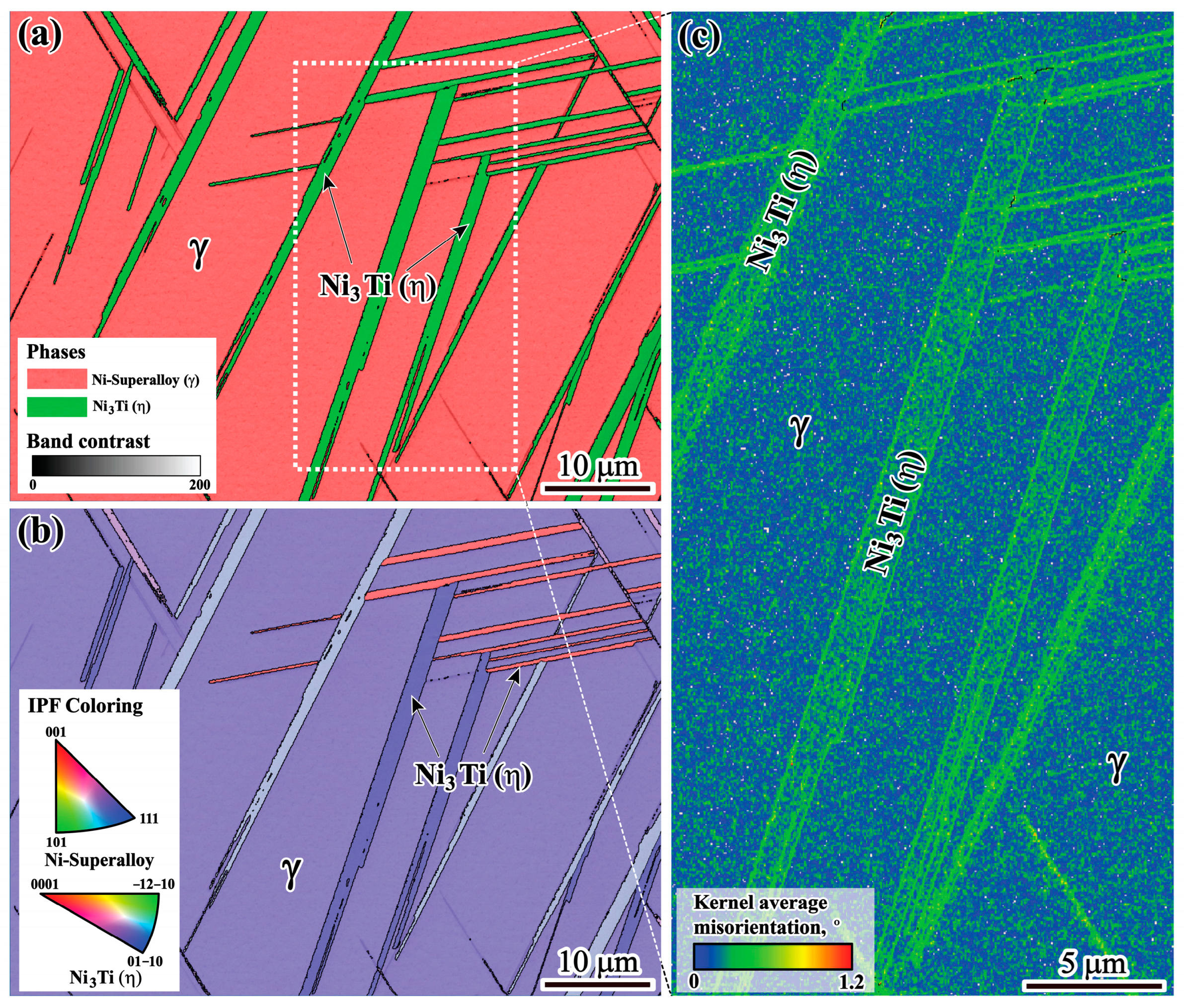
3.2. Characteristics of the Solidified Phases
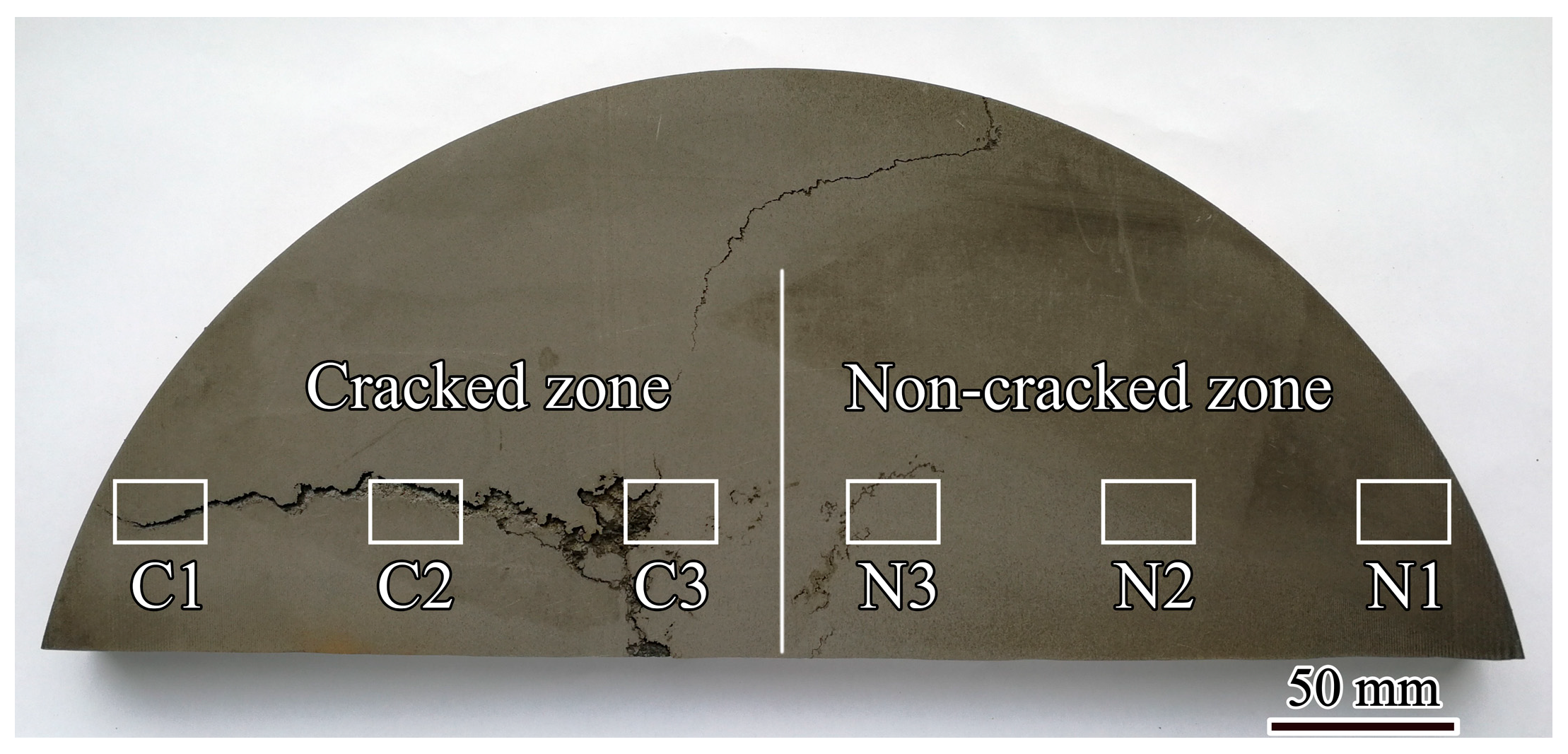
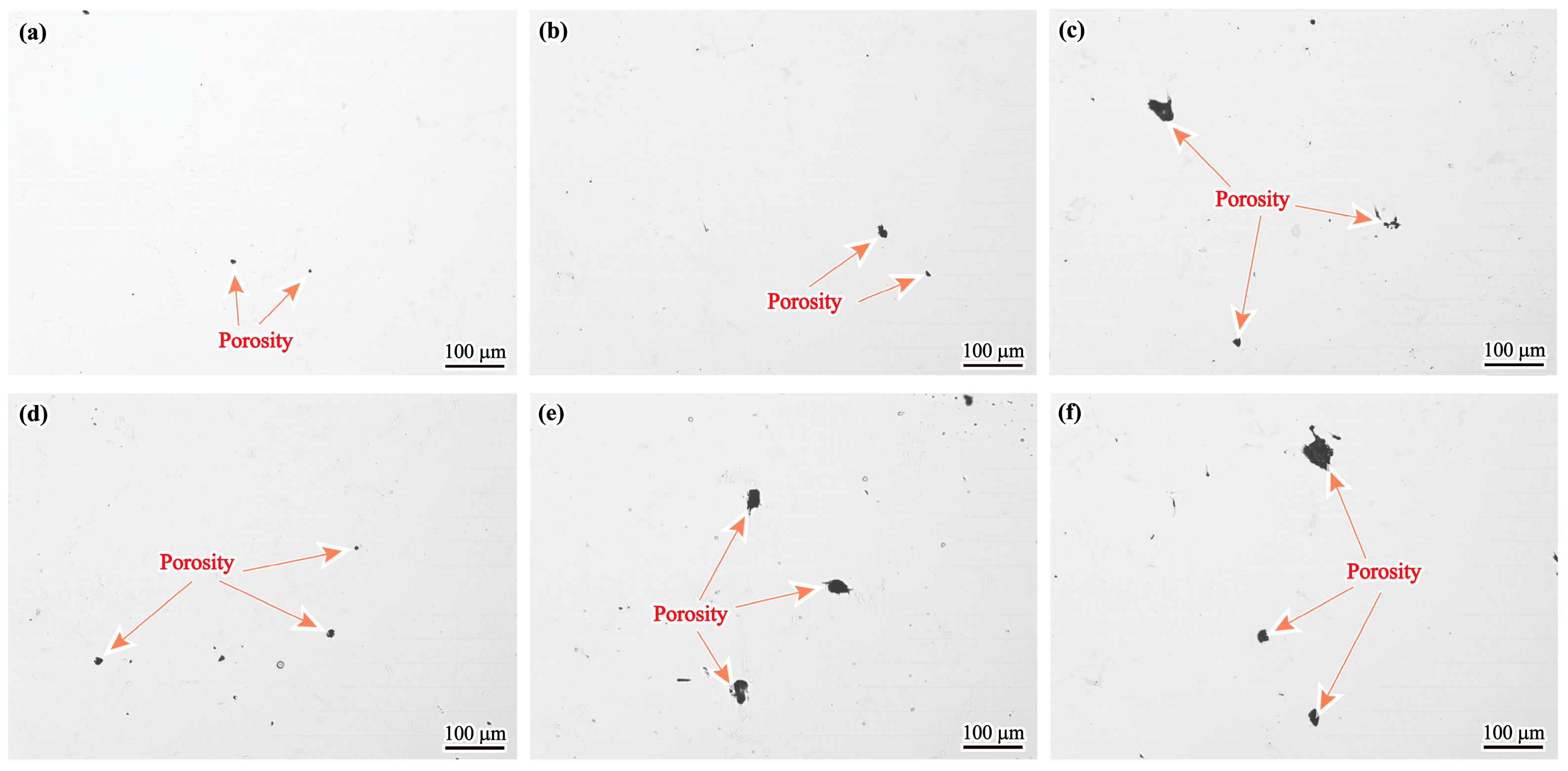
3.3. Shrinkage Porosity and Hot Cracking
4. Discussion
4.1. Shrinkage Porosity Formation Mechanism
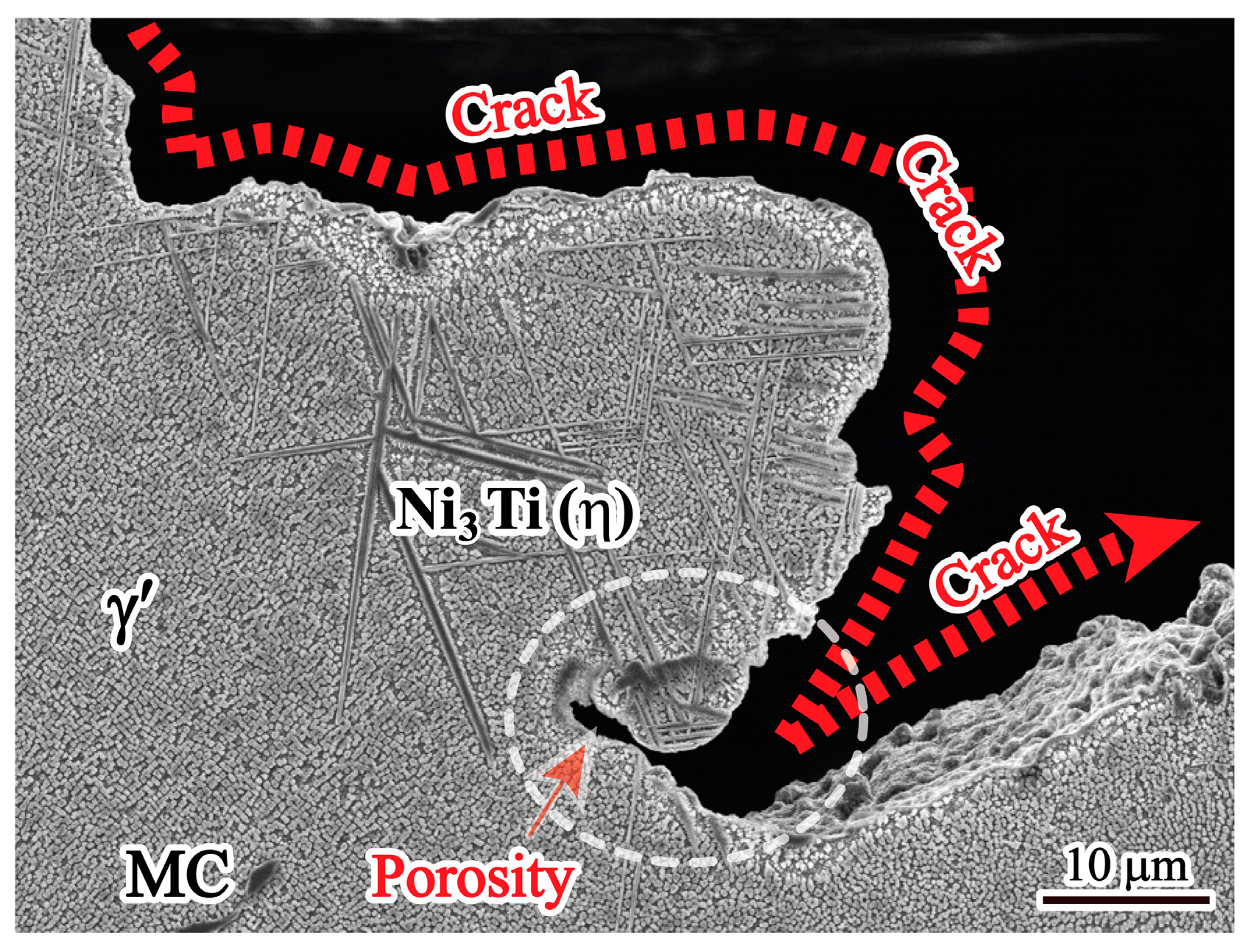
4.2. Hot Cracking Behaviour
5. Conclusions
- The phase solidification sequence of the GH4742 superalloy ingot is the γ phase, the MC carbide, the η phase and the γ′ phase. The MC carbides and the η phases are mainly formed in the mushy zone, which hinders liquid feeding and induces shrinkage porosity.
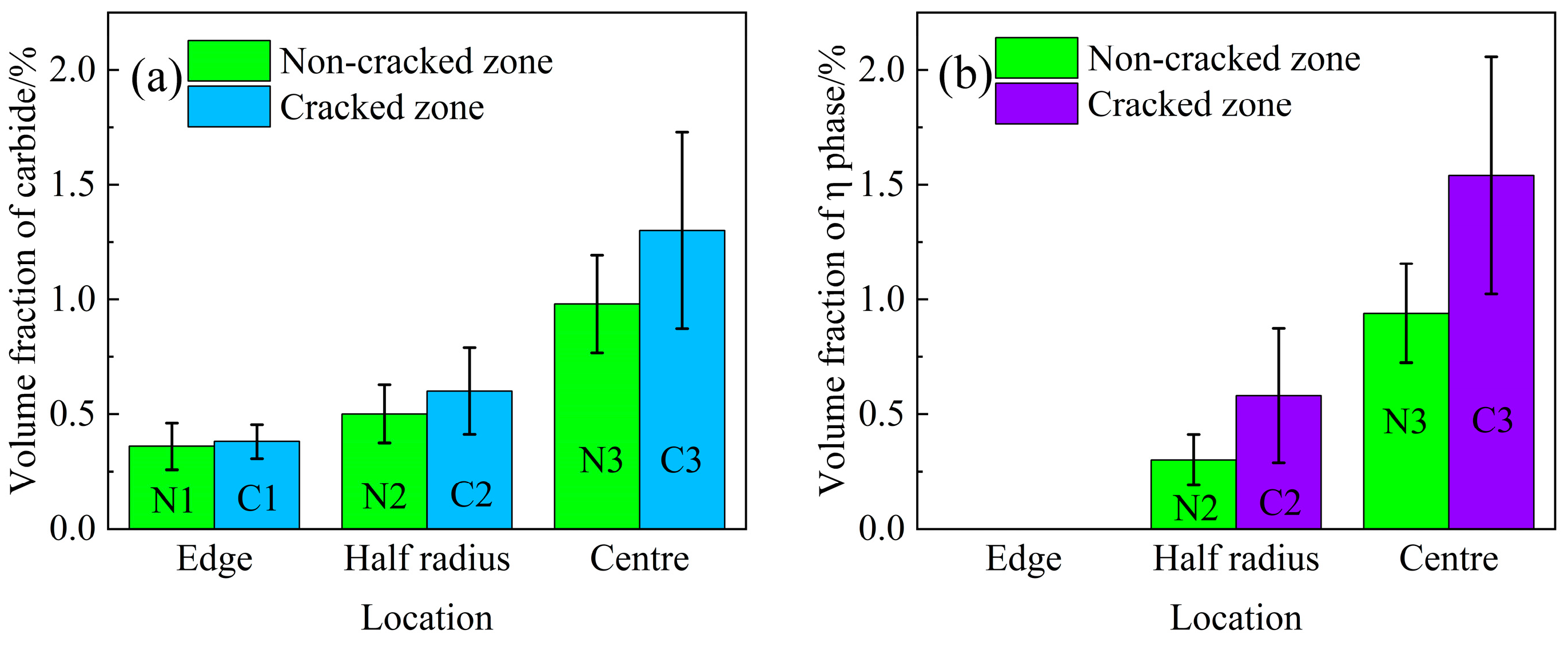
- The volume fraction of η phases, MC carbides and shrinkage porosities is higher in the cracked zone than that in the non-cracked zone. The hot cracking tendency increases with the formation of η phases and MC carbides.
- During the cooling process, the stress concentration occurs in the η phases and the MC carbides within the shrinkage porosity zone, which promotes the hot crack formation of the GH4742 superalloy ingot.
- In order to prevent hot cracking, it is suggested to reduce the number of η phases and MC carbides, thereby reducing the stress concentration. Controlling the segregation degree of both Nb and Ti is considered the most important to improve the casting quality of the GH4742 superalloy ingot.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Moosavy, H.N.; Aboutalebi, M.-R.; Seyedein, S.H. An analytical algorithm to predict weldability of precipitation-strengthened nickel-base superalloys. J. Mater. Process. Technol. 2012, 212, 2210–2218. [Google Scholar] [CrossRef]
- Li, Q.L.; Zhang, H.R.; Cheng, Y.; Du, M.; Gao, M.; Hong, T.; Jin, Y.; Zhang, H. Solidification characteristics and high temperature tensile properties of Ni-based superalloy IN713C. J. Alloys Compd. 2022, 923, 166390. [Google Scholar] [CrossRef]
- Buckingham, R.C.; Argyrakis, C.; Hardy, M.C.; Birosca, S. The effect of strain distribution on microstructural developments during forging in a newly developed nickel base superalloy. Mater. Sci. Eng. A 2016, 654, 317–328. [Google Scholar] [CrossRef]
- Kong, W.-W.; Yuan, C.; Zhang, B.-N. Investigations on cyclic deformation behaviors and corresponding failure modes of a Ni-Based superalloy. Mater. Sci. Eng. A 2020, 791, 139775. [Google Scholar] [CrossRef]
- Kong, W.-W.; Yuan, C.; Zhang, B.-N.; Qin, H.-Y.; Zhao, G.-P. Investigation on low-cycle fatigue behaviors of wrought superalloy GH4742 at room-temperature and 700 °C. Mater. Sci. Eng. A 2019, 751, 226–236. [Google Scholar] [CrossRef]
- Lu, X.D.; Du, J.H.; Deng, Q.; Zhong, Z.Y. Effect of slow cooling treatment on hot deformation behavior of GH4742 superalloy. J. Alloys Compd. 2009, 486, 195–198. [Google Scholar] [CrossRef]
- Bellet, M.; Cerri, O.; Bobadilla, M.; Chastel, Y. Modeling Hot Tearing during Solidification of Steels: Assessment and Improvement of Macroscopic Criteria through the Analysis of Two Experimental Tests. Metall. Mater. Trans. A 2009, 40, 2705–2717. [Google Scholar] [CrossRef]
- Razaz, G.; Carlberg, T. Hot Tearing Susceptibility of AA3000 Aluminum Alloy Containing Cu, Ti, and Zr. Metall. Mater. Trans. A 2019, 50, 3842–3854. [Google Scholar] [CrossRef]
- Esfahani, M.R.N.; Niroumand, B. Study of hot tearing of A206 aluminum alloy using Instrumented Constrained T-shaped Casting method. Mater. Charact. 2010, 61, 318–324. [Google Scholar] [CrossRef]
- Davis, T.A.; Bichler, L. Effect of Al-Ti Master Alloy on the Grain Refinement and Hot Tearing of AZ91 Mg Alloys. J. Mater. Eng. Perform. 2023, 32, 2577–2586. [Google Scholar] [CrossRef]
- Cao, G.; Haygood, I.; Kou, S. Onset of Hot Tearing in Ternary Mg-Al-Sr Alloy Castings. Metall. Mater. Trans. A 2010, 41, 2139–2150. [Google Scholar] [CrossRef]
- Li, Z.J.; Zhong, H.G.; Sun, Q.Z.; Xu, Z.Q.; Zhai, Q.J. Effect of cooling rate on hot-crack susceptibility of duplex stainless steel. Mater. Sci. Eng. A 2009, 506, 191–195. [Google Scholar] [CrossRef]
- Eskin, D.G.; Katgerman, L. A Quest for a New Hot Tearing Criterion. Metall. Mater. Trans. A 2007, 38, 1511–1519. [Google Scholar] [CrossRef]
- Eskin, D.G.; Suyitno; Katgerman, L. Mechanical properties in the semi-solid state and hot tearing of aluminium alloys. Prog. Mater. Sci. 2004, 49, 629–711. [Google Scholar] [CrossRef]
- Gunde, P.; Schiffl, A.; Uggowitzer, P.J. Influence of yttrium additions on the hot tearing susceptibility of magnesium–zinc alloys. Mater. Sci. Eng. A 2010, 527, 7074–7079. [Google Scholar] [CrossRef]
- Khodaei, N.; Phillion, A.B. A Study on Hot Tearing in Direct Chill Casting of Al-Mn-Mg Alloys Using a Multi-scale Approach. Metall. Mater. Trans. B 2021, 52, 1424–1435. [Google Scholar] [CrossRef]
- Rappaz, M.; Drezet, J.M.; Gremaud, M. A new hot-tearing criterion. Metall. Mater. Trans. A 1999, 30, 449–455. [Google Scholar] [CrossRef]
- Sheykh-jaberi, F.; Cockcroft, S.L.; Maijer, D.M.; Phillion, A.B. Meso-scale modelling of semi-solid deformation in aluminum foundry alloys: Effects of feeding and microstructure on hot tearing susceptibility. J. Mater. Process. Technol. 2020, 279, 116551. [Google Scholar] [CrossRef]
- Li, S.M.; Sadayappan, K.; Apelian, D. Effects of Mold Temperature and Pouring Temperature on the Hot Tearing of Cast Al-Cu Alloys. Metall. Mater. Trans. B 2016, 47, 2979–2990. [Google Scholar] [CrossRef]
- Davis, T.A.; Bichler, L.; D’Elia, F.; Hort, N. Effect of TiBor on the grain refinement and hot tearing susceptibility of AZ91D magnesium alloy. J. Alloys Compd. 2018, 759, 70–79. [Google Scholar] [CrossRef]
- Du, X.D.; Wang, F.; Wang, Z.; Zhou, L.; Wei, Z.Q.; Liu, Z.; Mao, P.L. Effect of Ca/Al ratio on hot tearing susceptibility of Mg–Al–Ca alloy. J. Alloys Compd. 2022, 911, 165113. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, L.; Liu, Y.; Song, X.; Yu, T.; Duan, R. Hot cracking behavior of large size GH4742 superalloy vacuum induction melting ingot. J. Iron Steel Res. Int. 2022, 29, 1505–1512. [Google Scholar] [CrossRef]
- Gong, L.; Chen, B.; Zhang, L.; Ma, Y.C.; Liu, K. Effect of cooling rate on microstructure, microsegregation and mechanical properties of cast Ni-based superalloy K417G. J. Mater. Sci. Technol. 2018, 34, 811–820. [Google Scholar] [CrossRef]
- Li, J.; Ding, R.; Guo, Q.Y.; Li, C.; Liu, Y.C.; Wang, Z.M.; Li, H.J.; Liu, C.X. Effect of solution cooling rate on microstructure evolution and mechanical properties of Ni-based superalloy ATI 718Plus. Mater. Sci. Eng. A 2021, 812, 141113. [Google Scholar] [CrossRef]
- Han, K.; Wang, H.Q.; Peng, F.; Zhang, B.G. Effect of cooling rate on the microporosity in the fusion zone of electron beam welded IN738LC joint. Mater. Lett. 2020, 258, 126682. [Google Scholar] [CrossRef]
- Lee, S.G.; Gokhale, A.M. Formation of gas induced shrinkage porosity in Mg-alloy high-pressure die-castings. Scr. Mater. 2006, 55, 387–390. [Google Scholar] [CrossRef]
- Chen, Q.Z.; Kong, Y.H.; Jones, C.N.; Knowles, D.M. Porosity reduction by minor additions in RR2086 superalloy. Scr. Mater. 2004, 51, 155–160. [Google Scholar] [CrossRef]
- Suyitno, D.G.; Eskin, D.G.; Katgerman, L. Structure observations related to hot tearing of Al–Cu billets produced by direct-chill casting. Mater. Sci. Eng. A 2006, 420, 1–7. [Google Scholar] [CrossRef]
- Stangeland, A.; Mo, A.; M’Hamdi, M.; Viano, D.; Davidson, C. Thermal strain in the mushy zone related to hot tearing. Metall. Mater. Trans. A 2006, 37, 705–714. [Google Scholar] [CrossRef]
- Stangeland, A.; Mo, A.; Nielsen, Ø.; Eskin, D.; M’Hamdi, M. Development of thermal strain in the coherent mushy zone during solidification of aluminum alloys. Metall. Mater. Trans. A 2004, 35, 2903–2915. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, F.G.; Zhang, K.; Nie, P.L.; Elmi Hosseini, S.R.; Feng, K.; Li, Z.G. Dendritic microstructure and hot cracking of laser additive manufactured Inconel 718 under improved base cooling. J. Alloys Compd. 2016, 670, 312–321. [Google Scholar] [CrossRef]
- Eskin, D.G.; Suyitno; Mooney, J.F.; Katgerman, L. Contraction of aluminum alloys during and after solidification. Metall. Mater. Trans. A 2004, 35, 1325–1335. [Google Scholar] [CrossRef]
- Monroe, C.; Beckermann, C. Development of a hot tear indicator for steel castings. Mater. Sci. Eng. A 2005, 413–414, 30–36. [Google Scholar] [CrossRef]
- Yue, C.Y.; Yuan, X.G.; Su, M.; Wang, Y.X. Effect of adding Pr on the microstructure and hot tearing sensitivity of as-cast Al-Cu-Mg alloys. Mater. Charact. 2022, 191, 112141. [Google Scholar] [CrossRef]
- Suyitno; Kool, W.H.; Katgerman, L. Hot tearing criteria evaluation for direct-chill casting of an Al-4.5 pct Cu alloy. Metall. Mater. Trans. A 2005, 36, 1537–1546. [Google Scholar] [CrossRef]
- Rong, P.; Wang, N.; Wang, L.; Yang, R.N.; Yao, W.J. The influence of grain boundary angle on the hot cracking of single crystal superalloy DD6. J. Alloys Compd. 2016, 676, 181–186. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Wang, L.; Liu, Y.; Song, X.; Yu, T.; Duan, R. The Role of Solidified Phases on the Hot Cracking of a Large-Size GH4742 Superalloy Ingot. Materials 2024, 17, 614. https://doi.org/10.3390/ma17030614
Zhang L, Wang L, Liu Y, Song X, Yu T, Duan R. The Role of Solidified Phases on the Hot Cracking of a Large-Size GH4742 Superalloy Ingot. Materials. 2024; 17(3):614. https://doi.org/10.3390/ma17030614
Chicago/Turabian StyleZhang, Liang, Lei Wang, Yang Liu, Xiu Song, Teng Yu, and Ran Duan. 2024. "The Role of Solidified Phases on the Hot Cracking of a Large-Size GH4742 Superalloy Ingot" Materials 17, no. 3: 614. https://doi.org/10.3390/ma17030614
APA StyleZhang, L., Wang, L., Liu, Y., Song, X., Yu, T., & Duan, R. (2024). The Role of Solidified Phases on the Hot Cracking of a Large-Size GH4742 Superalloy Ingot. Materials, 17(3), 614. https://doi.org/10.3390/ma17030614