
Microstructure and Mechanical Properties of IN690 Ni-Based Alloy/316LN Stainless-Steel Dissimilar Ring Joint Welded by Inertia Friction Welding


Abstract
1. Introduction
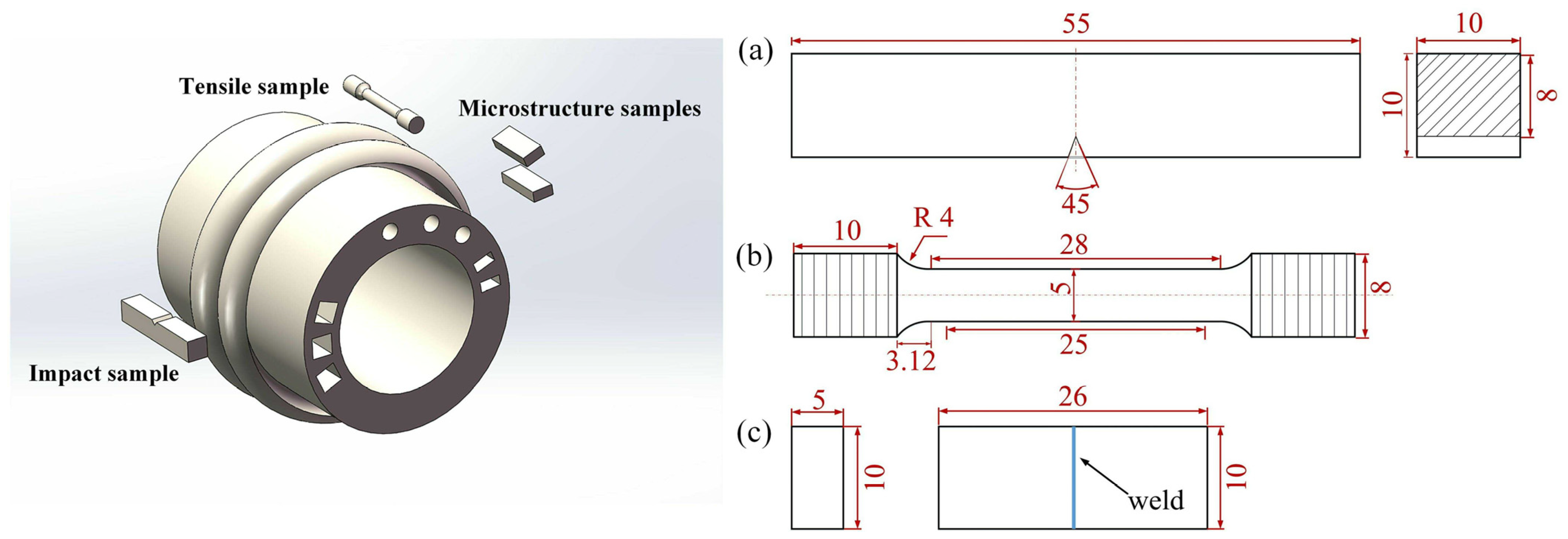
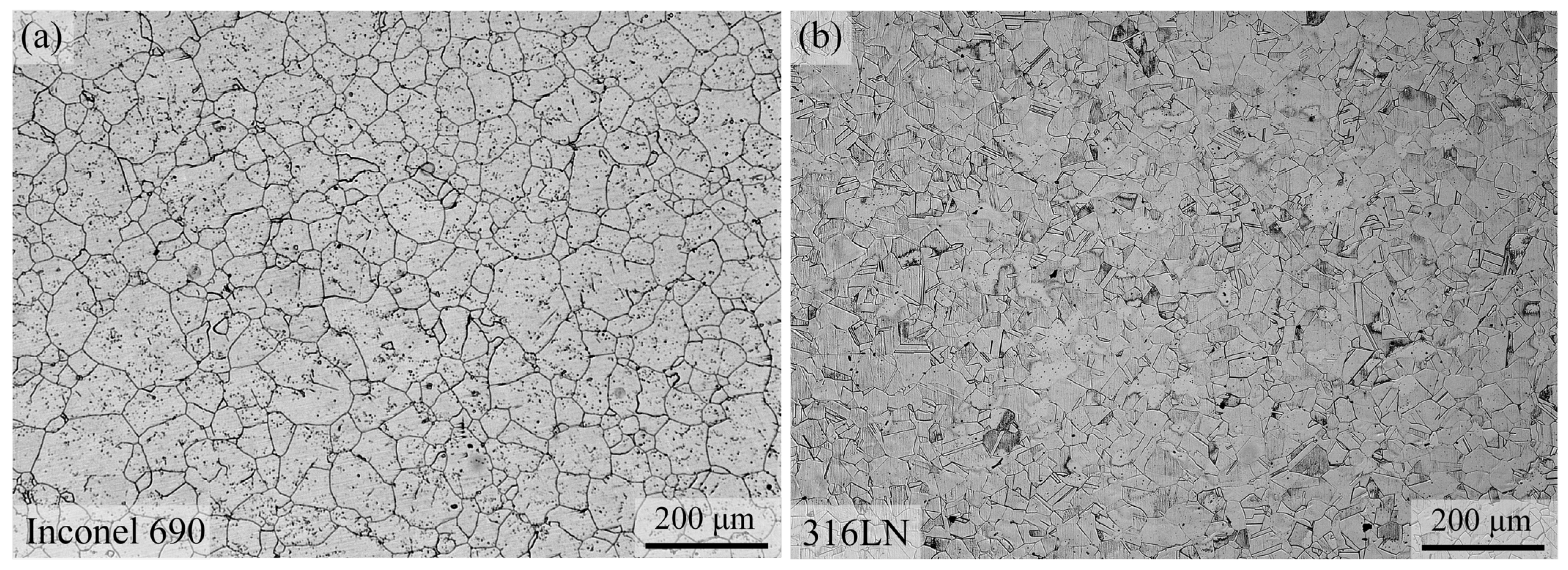
2. Materials and Methods
3. Results and Discussion
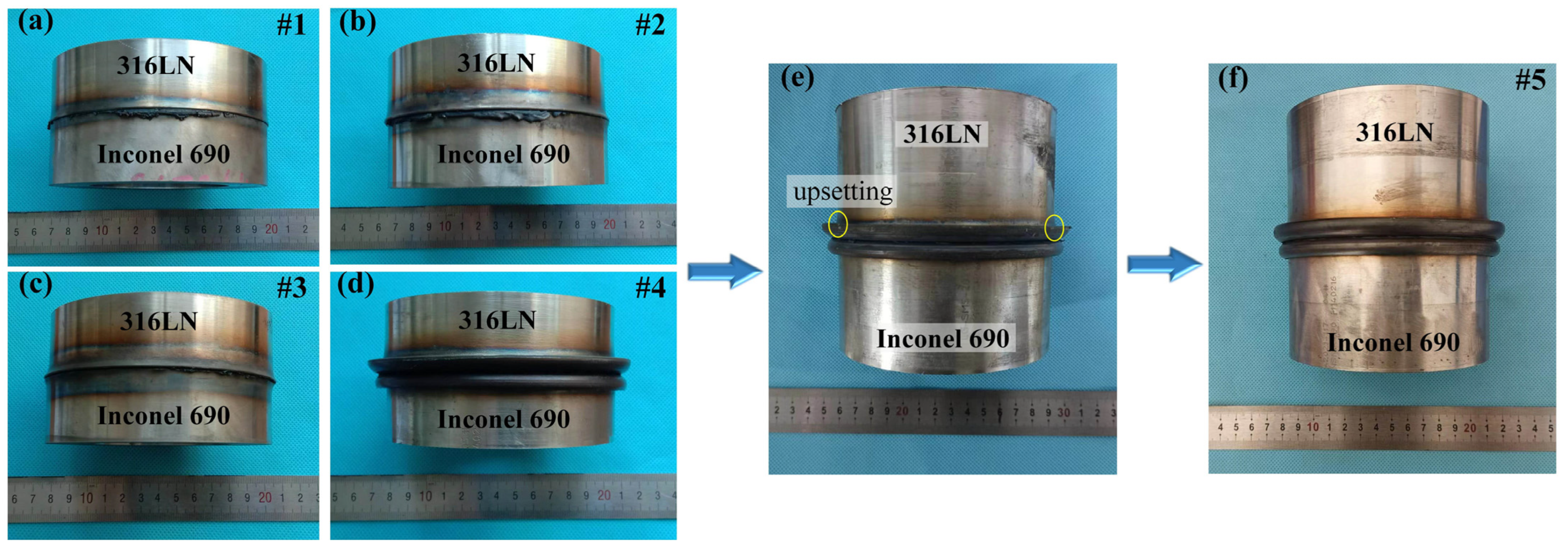
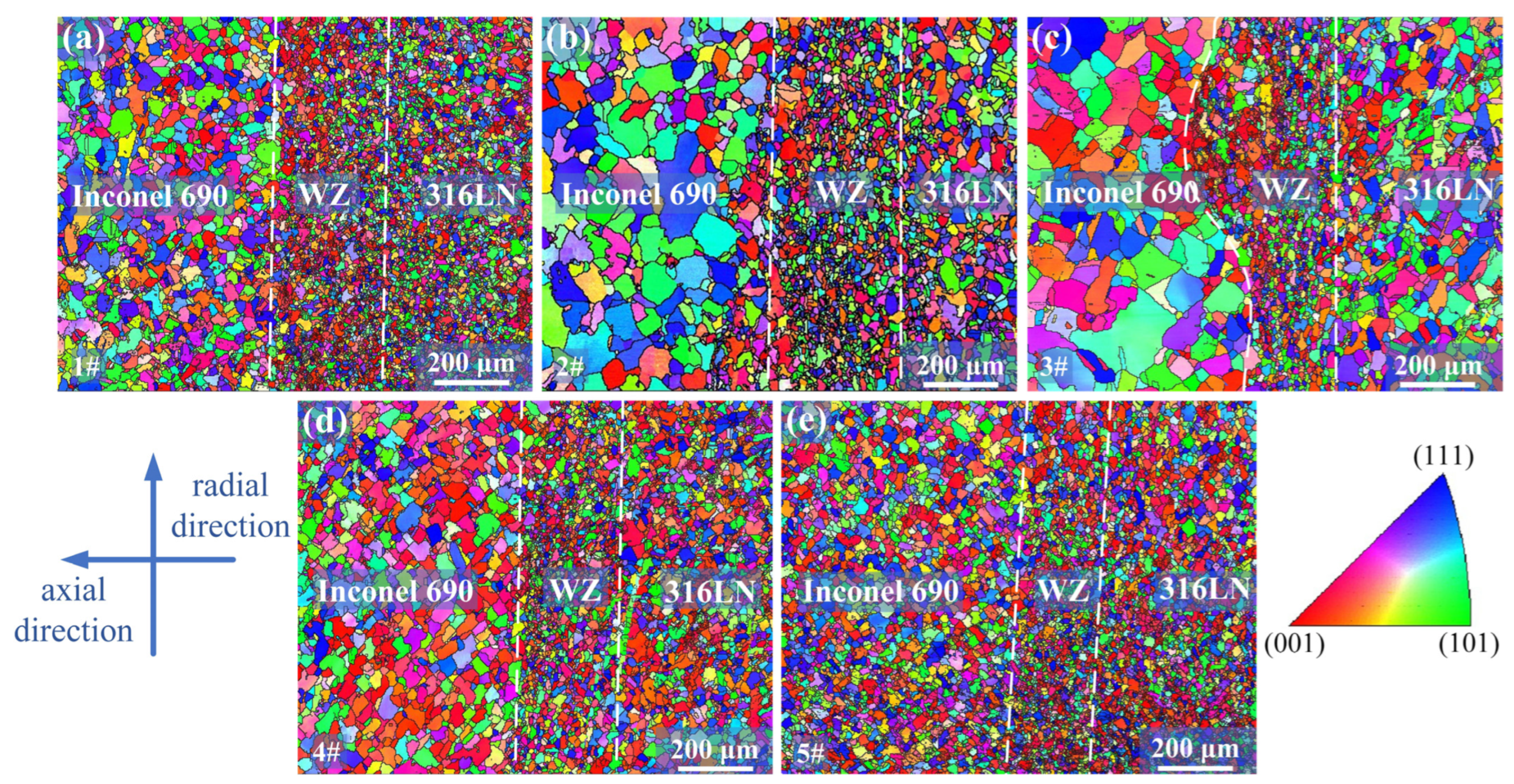
3.1. Morphology of the Welded Joints
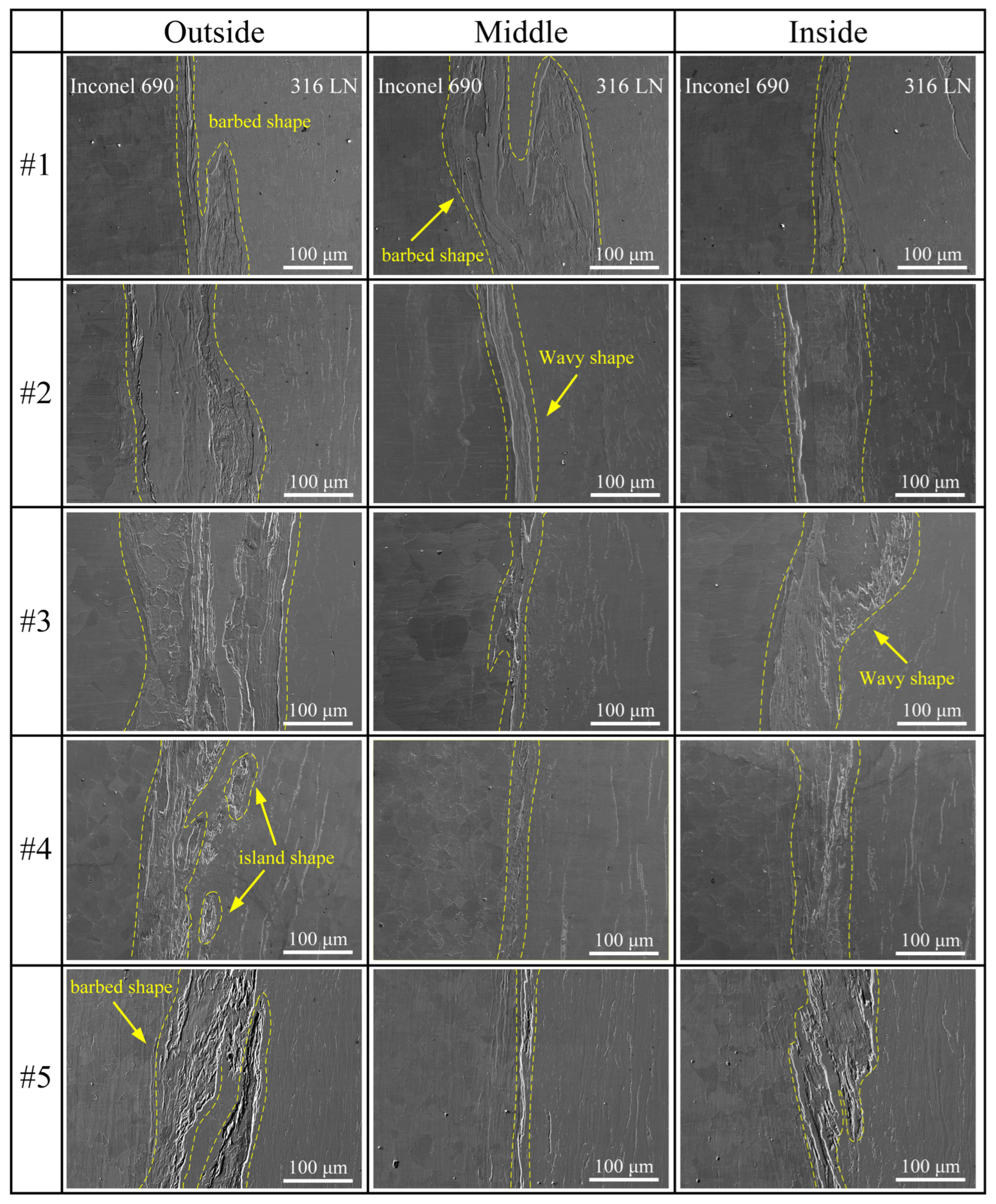
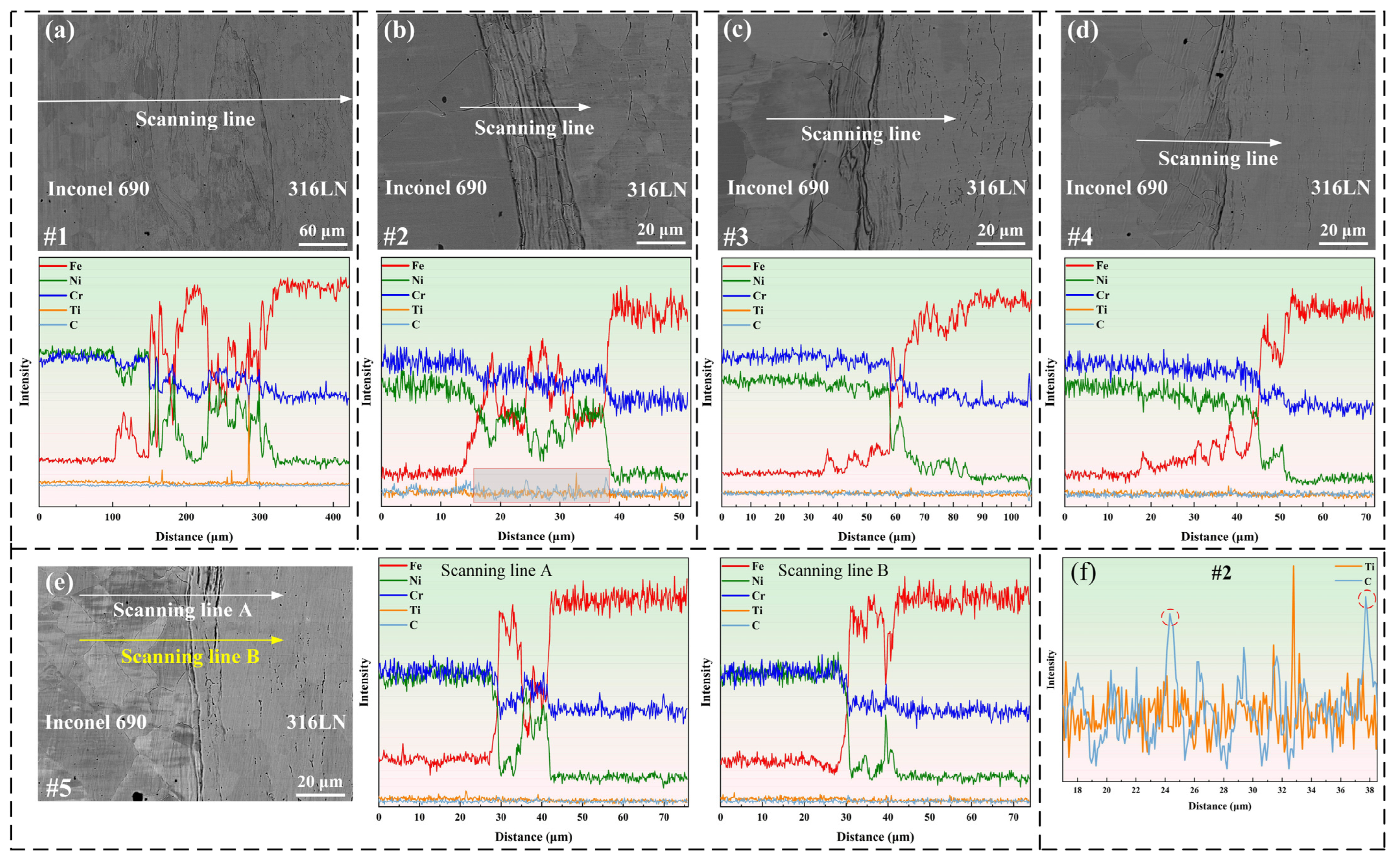
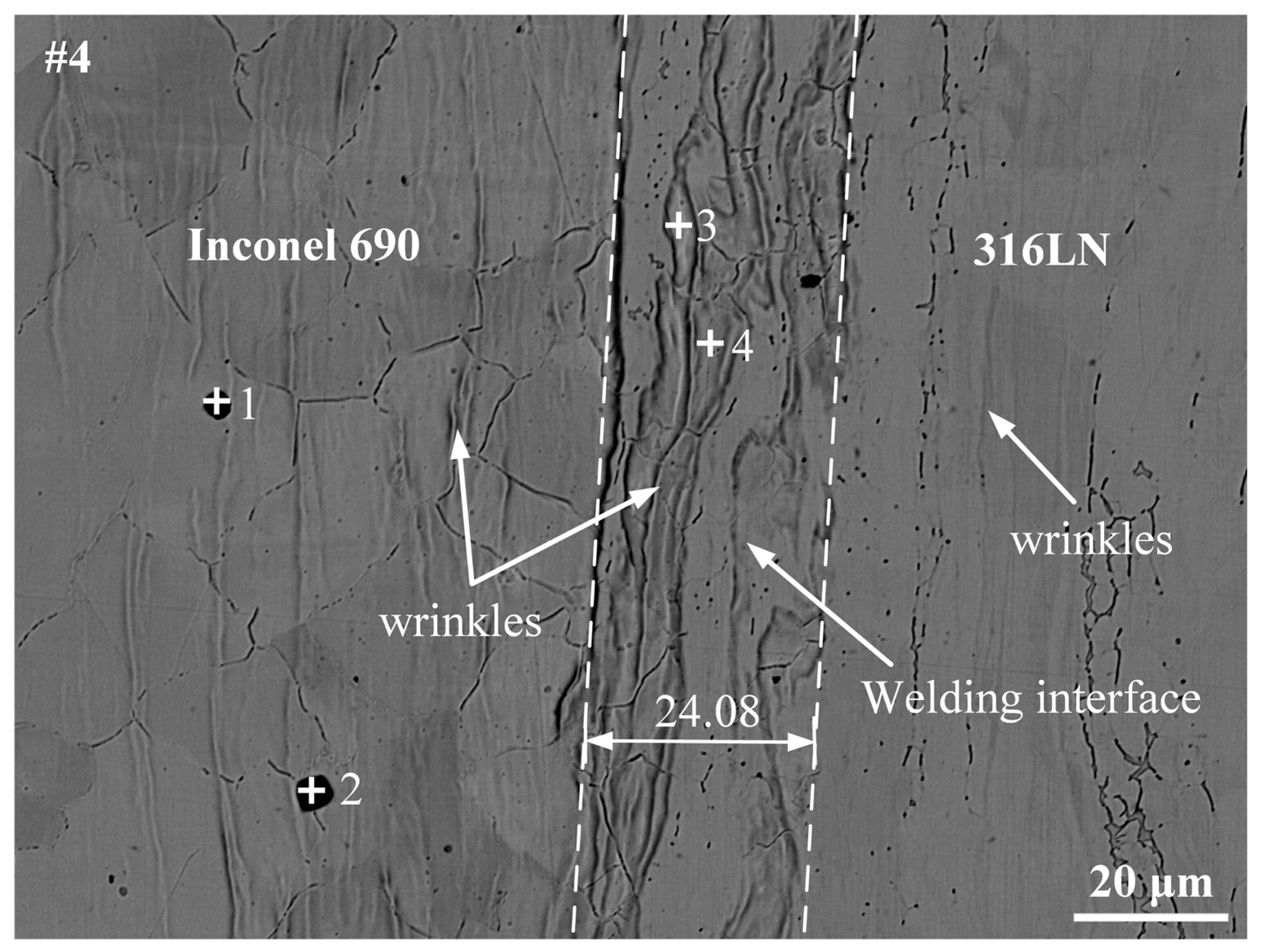
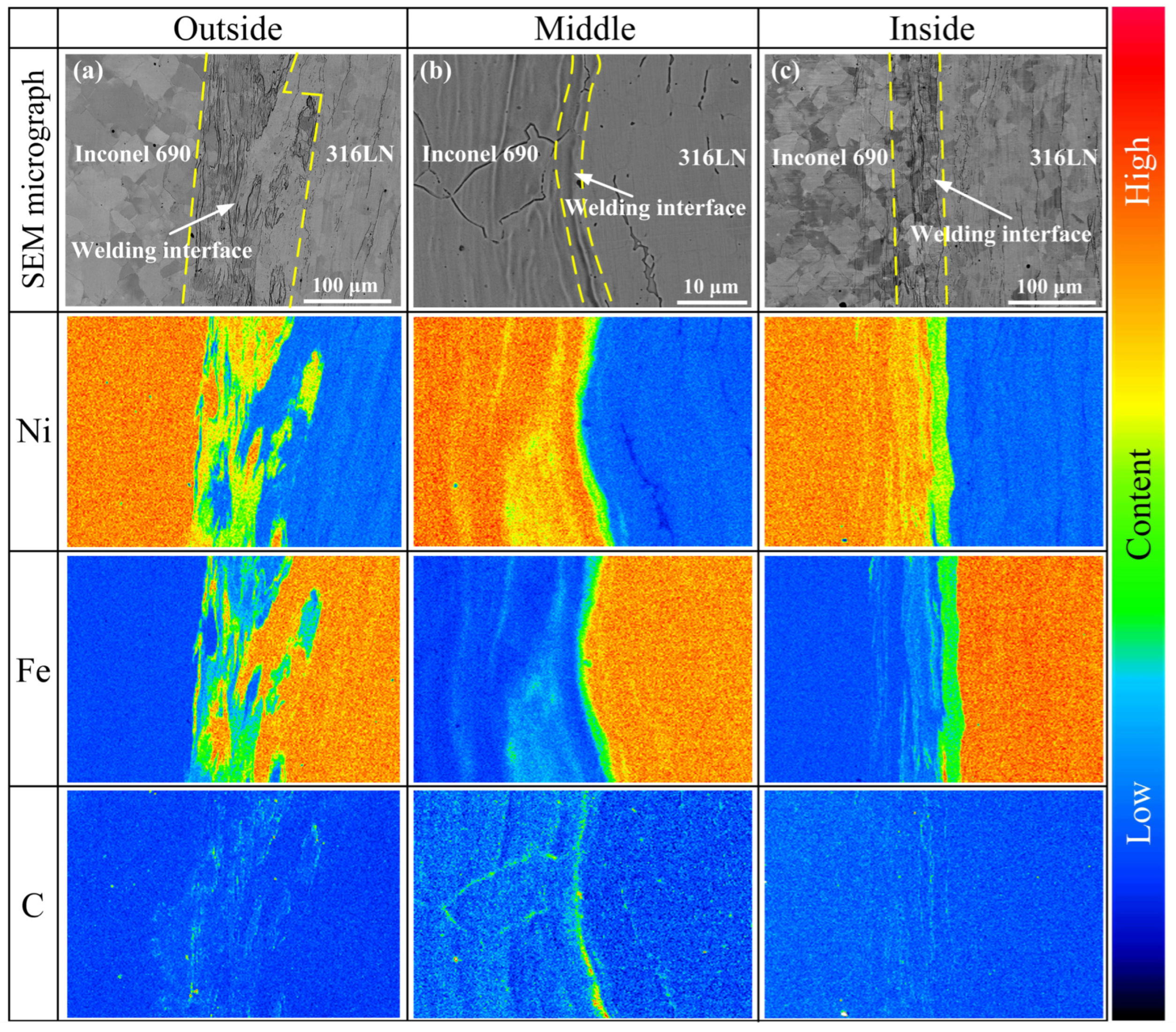
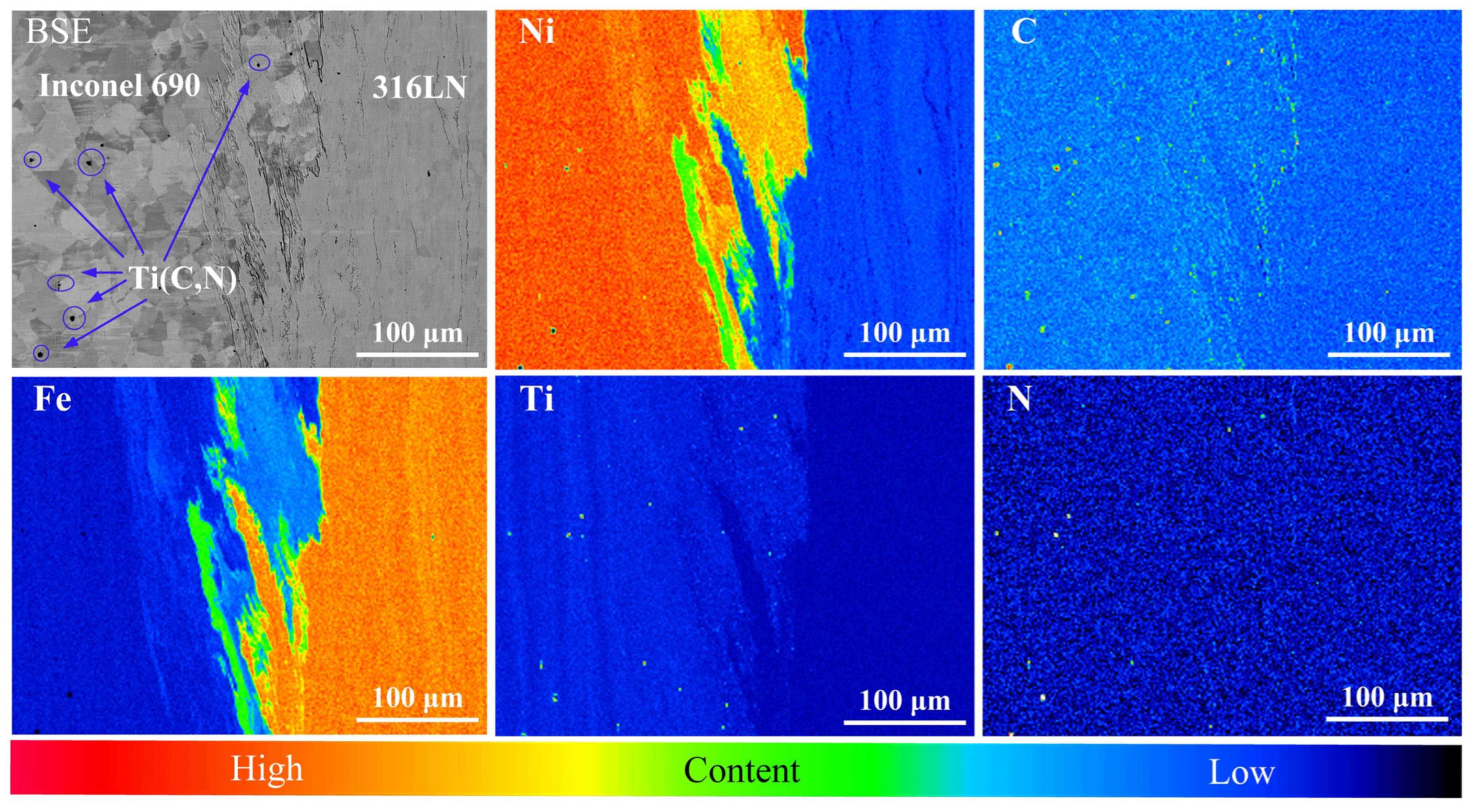
3.2. Microstructure at the Interface Zone
3.3. Interface Formation Mechanism
3.4. The Mechanical Properties of the Joints
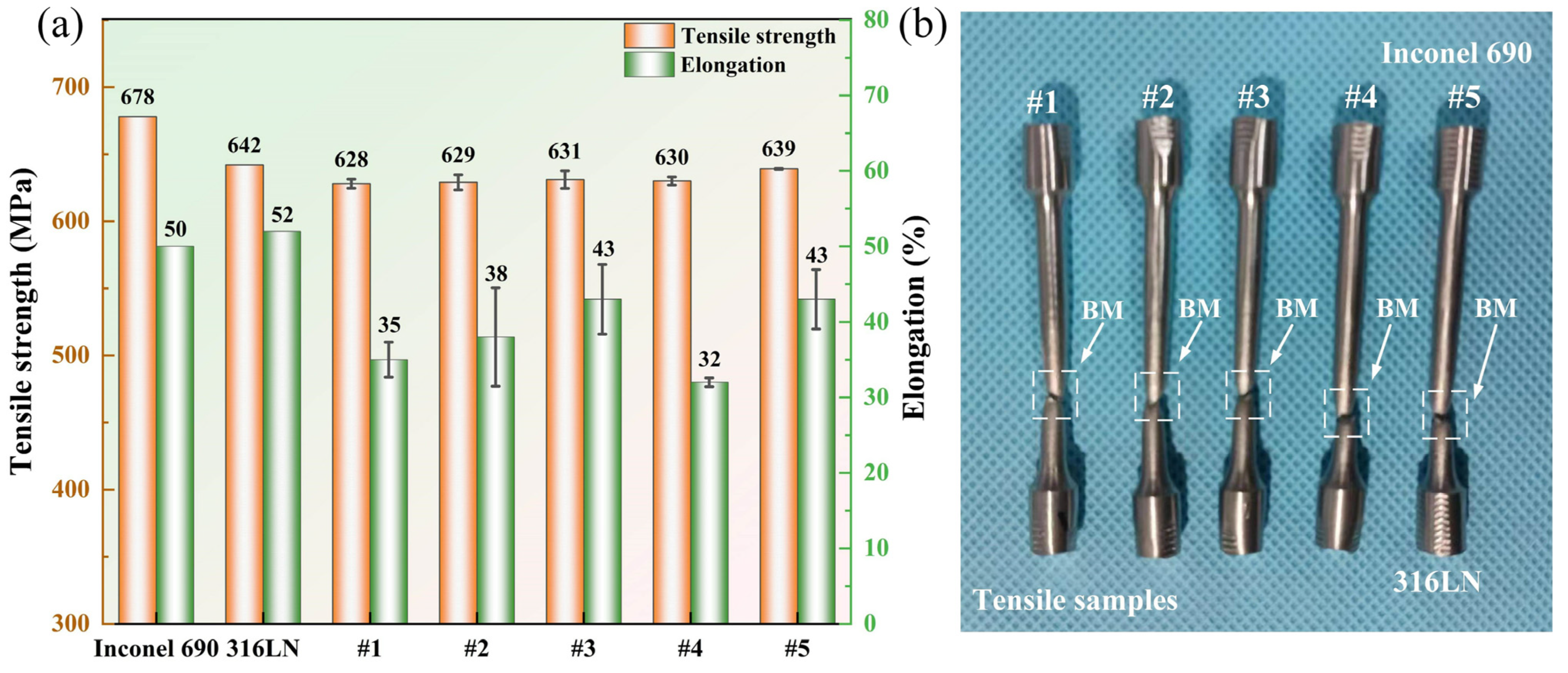
3.4.1. Tensile Strength
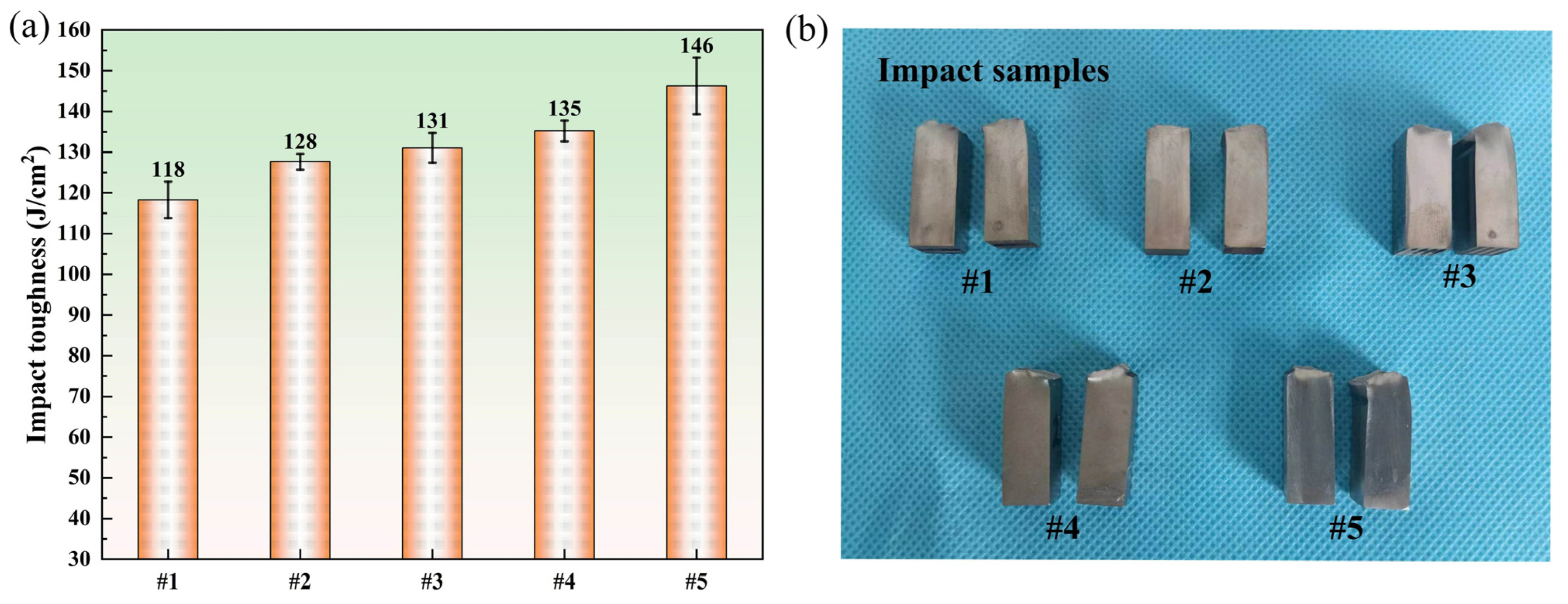
3.4.2. Impact Toughness
3.5. Analysis of Fracture Surfaces
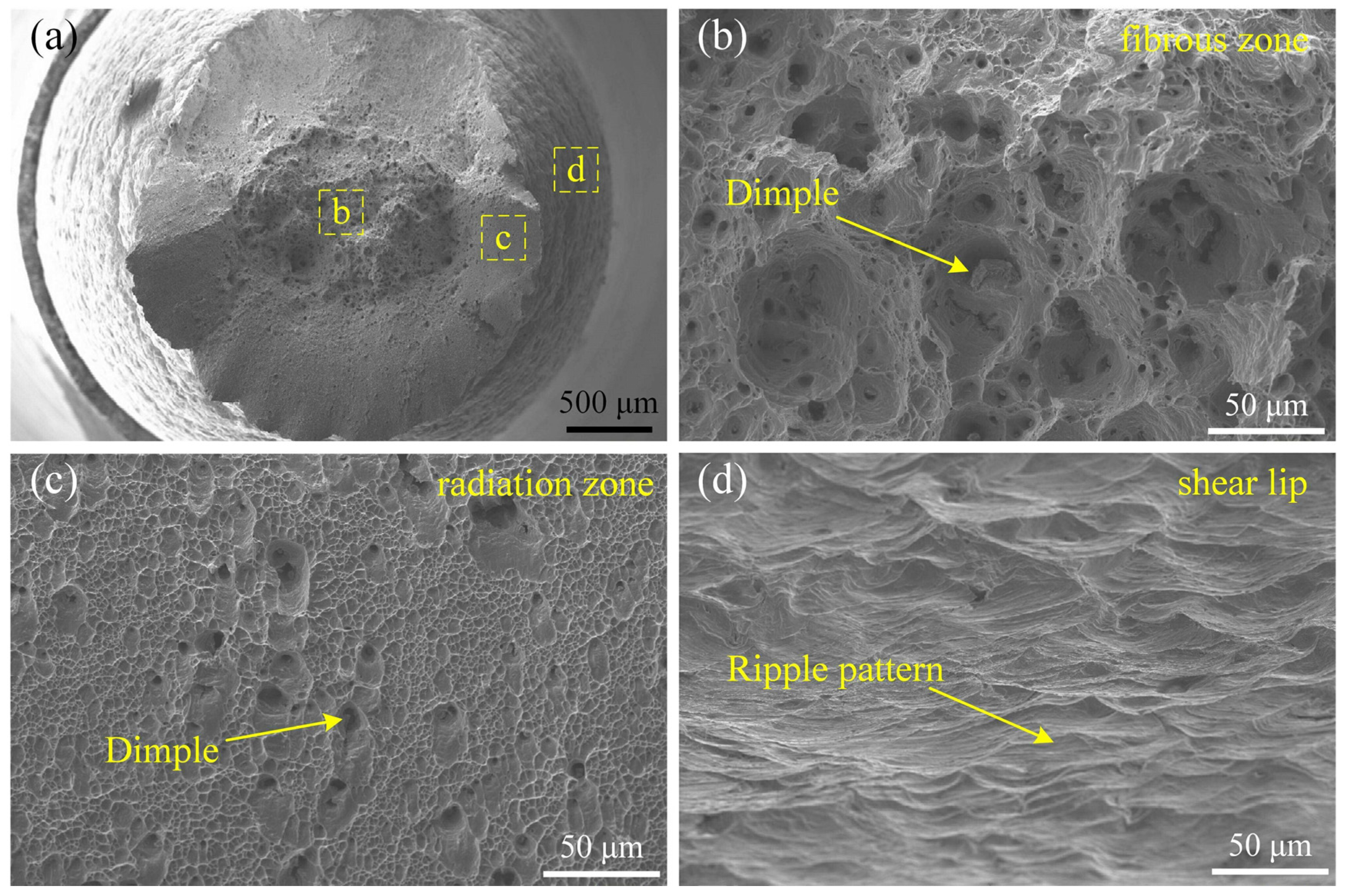
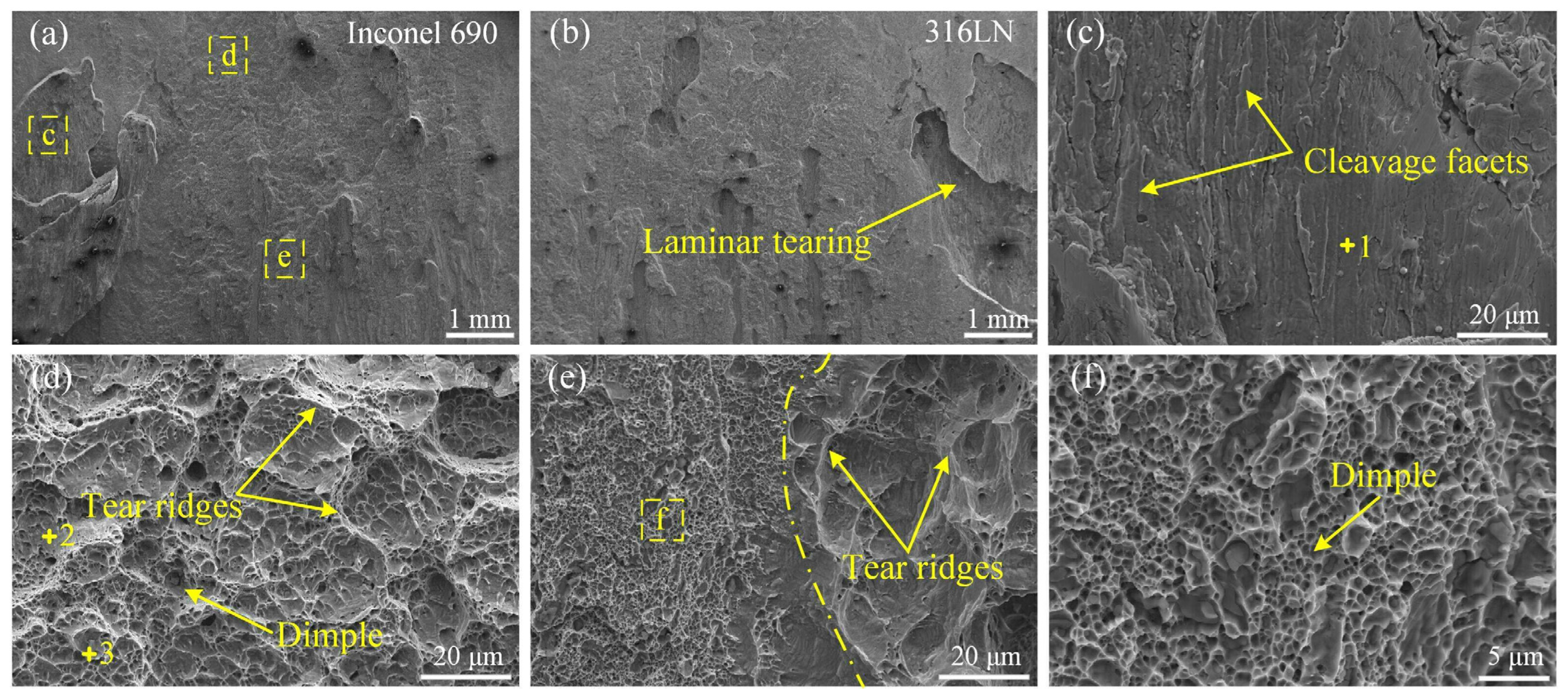
3.5.1. Fracture Morphology of the Tensile Samples
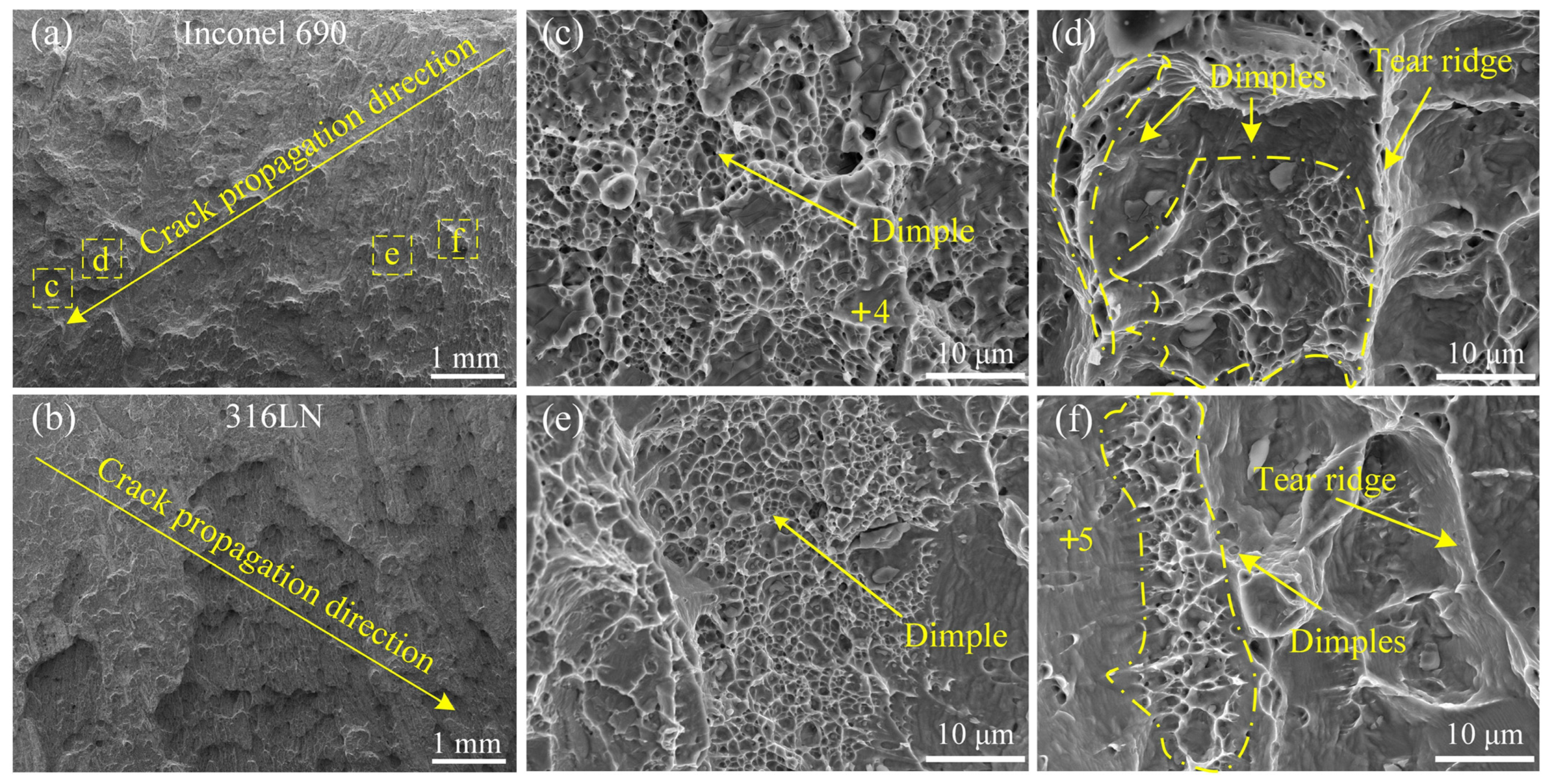
3.5.2. Fracture Morphology of the Impact Samples
4. Conclusions
- (1)
- Metallurgical bonding and mechanical interlocking were employed as the joining mechanisms in IFW joints. A significant mechanical mixing zone was present at the welding interface. There was an element diffusion layer in the “wrinkles” of the mechanical mixing zone. A tiny quantity of C element aggregation existed at the friction and secondary friction surfaces.
- (2)
- The grain size of the joint increased with the initial speed of the flywheel. Increasing the friction pressure could improve the mechanical properties of welded joints by uniformly refining the grain throughout the joint.
- (3)
- When the flywheel was initially set at 760 rpm, 200 MPa for friction pressure and 388 kg/m2 for rotary inertia, the welded joint could simultaneously obtain the maximum tensile strength of 639 MPa and elongation of 43%, reaching 94% and 86% of that for Inconel 690, respectively. All the tensile samples exhibited ductile fractures.
- (4)
- The impact sample of the #5 joint exhibited a ductile fracture. The maximum impact toughness was 146 J/cm2, which was 68% of that for Inconel 690. It was evident that the metallurgical bonding at the welding interface close to the Inconel 690 side was superior to that close to the 316LN side due to the Kirkendall effect at the joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dai, M. The Status quo, challenges and countermeasures of nuclear power development in China. E3S Web Conf. 2021, 252, 03005–03008. [Google Scholar] [CrossRef]
- Wang, W.; Liu, T.G.; Cao, X.Y.; Lu, Y.H.; Shoji, T. In-situ SEM study of crack initiation and propagation behavior in a dissimilar metal welded joint. Mater. Sci. Eng. A 2018, 729, 331–339. [Google Scholar] [CrossRef]
- Kuang, W.; Song, M.; Feng, X. Insight into the acceleration in oxidation kinetics ahead of stress corrosion crack of alloy 690 in simulated PWR primary water. Corros. Sci. 2020, 176, 108943–108952. [Google Scholar] [CrossRef]
- Schulz, T.L. Westinghouse AP1000 advanced passive plant. Nucl. Eng. Des. 2006, 236, 1547–1557. [Google Scholar] [CrossRef]
- Shankar, P.; Sundararaman, D.; Ranganathan, S. Clustering and ordering of nitrogen in nuclear grade 316LN austenitic stainless steel. J. Nucl. Mater. 1998, 254, 1–8. [Google Scholar] [CrossRef]
- Zhou, S.; Ma, G.; Chai, D.; Niu, F.; Dong, J.; Wu, D.; Zou, H. Nickel-based alloy/austenitic stainless steel dissimilar weld properties prediction on asymmetric distribution of laser energy. Opt. Laser Technol. 2016, 81, 33–39. [Google Scholar] [CrossRef]
- DuPont, J.N.; Robino, C.V.; Michael, J.R.; Notis, M.R.; Marder, A.R. Solidification of Nb-bearing superalloys: Part I. Reaction sequences. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1998, 29, 2785–2796. [Google Scholar] [CrossRef]
- Perricone, M.J.; Dupont, J.N. Effect of composition on the solidification behavior of several Ni-Cr-Mo and Fe-Ni-Cr-Mo alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2006, 37, 1267–1280. [Google Scholar] [CrossRef]
- Richards, N.L.; Chaturvedi, M.C. Effect of minor elements on weldability of nickel base superalloys. Int. Mater. Rev. 2000, 45, 109–129. [Google Scholar] [CrossRef]
- Haldar, V.; Pal, S. Influence of Fusion Zone Metallurgy on the Mechanical Behavior of Ni-Based Superalloy and Austenitic Stainless Steel Dissimilar Joint. J. Mater. Eng. Perform. 2023, 2023, 1–19. [Google Scholar] [CrossRef]
- Afshari, M.; Taher, F.; Reza Samadi, M.; Ayaz, M. Optimizing the mechanical properties of weld joint in laser welding of GTD-111 superalloy and AISI 4340 steel. Opt. Laser Technol. 2022, 156, 108537–108550. [Google Scholar] [CrossRef]
- Naffakh, H.; Shamanian, M.; Ashrafizadeh, F. Dissimilar welding of AISI 310 austenitic stainless steel to nickel-based alloy Inconel 657. J. Mater. Process. Technol. 2009, 209, 3628–3639. [Google Scholar] [CrossRef]
- Naffakh, H.; Shamanian, M.; Ashrafizadeh, F. Weldability in dissimilar welds between Type 310 austenitic stainless steel and Alloy 657. J. Mater. Sci. 2008, 43, 5300–5304. [Google Scholar] [CrossRef]
- Barati Mahyari, M.; Vaseghi, M.; Sameezadeh, M.; Dehrooyeh, S. Experimental-theoretical study of a novel approach for dissimilar welding of ferritic steels in power plants: An investigation of morphology-composition-property. Eng. Fail. Anal. 2024, 157, 107917–107933. [Google Scholar] [CrossRef]
- Ajay, V.; Babu, N.K.; Ashfaq, M.; Kumar, T.M.; Krishna, K.V. A Review on Rotary and Linear Friction Welding of Inconel Alloys. Trans. Indian Inst. Met. 2021, 74, 2583–2598. [Google Scholar] [CrossRef]
- Anitha, P.; Majumder, M.C.; Saravanan, V.; Rajakumar, S. Microstructural Characterization and Mechanical Properties of Friction-Welded IN718 and SS410 Dissimilar Joint. Metallogr. Microstruct. Anal. 2018, 7, 277–287. [Google Scholar] [CrossRef]
- Cheepu, M.; Che, W.S. Characterization of Interfacial Microstructure in Friction Welds Between Inconel 718 and SM45C Steel. Trans. Indian Inst. Met. 2020, 73, 1567–1571. [Google Scholar] [CrossRef]
- Zhu, Y.; Guo, Y.; Yang, L. Microstructure-Based Strength Distribution Across the Welds of Nickel-Based Superalloy Inconel 751 and Austenite Steel 21-4N Joined by Inertia Friction Welding. Metall. Mater. Trans. B 2013, 44, 396–405. [Google Scholar] [CrossRef]
- Ding, Y.; You, G.; Wen, H.; Li, P.; Tong, X.; Zhou, Y. Microstructure and mechanical properties of inertia friction welded joints between alloy steel 42CrMo and cast Ni-based superalloy K418. J. Alloys Compd. 2019, 803, 176–184. [Google Scholar] [CrossRef]
- Luo, J.; Li, L.; Dong, Y.; Xu, X. A new current hybrid inertia friction welding for nickel-based superalloy K418-alloy steel 42CrMo dissimilar metals. Int. J. Adv. Manuf. Technol. 2014, 70, 1673–1681. [Google Scholar] [CrossRef]
- Ajay, V.; Naveen Kumar, M.; Kishore Babu, N.; Mahesh Kumar, T.; Vamshi Krishna, K.; Madhusudan Reddy, G. Rotary friction welding of Inconel 718—AISI 304 stainless steel dissimilar joint. Mater. Sci. Technol. 2023, 39, 1950–1960. [Google Scholar] [CrossRef]
- Beeravolu, A.R.; Babu, N.K.; Talari, M.K.; Rehman, A.U.; Srirangam, P. Influence of Microstructure and Mechanical Properties of Dissimilar Rotary Friction Welded Inconel to Stainless Steel Joints. Materials 2023, 16, 3049. [Google Scholar] [CrossRef] [PubMed]
- Kessler, M.; Suenger, S.; Haubold, M.; Zaeh, M.F. Modeling of upset and torsional moment during inertia friction welding. J. Mater. Process. Technol. 2016, 227, 34–40. [Google Scholar] [CrossRef]
- Wang, G.; Li, J.; Wang, W.; Xiong, J.; Zhang, F. Study on the Effect of Energy-Input on the Joint Mechanical Properties of Rotary Friction-Welding. Metals 2018, 8, 908. [Google Scholar] [CrossRef]
- Zhang, G.; Zhao, Q.; Liu, J.; Bai, R.; Dong, H. Numerical simulation of inertia friction welding of FGH96 superalloy tube based on 3D double plastic friction pair model. Weld. Join. 2022, 14–20. (In Chinese) [Google Scholar]
- Li, Y.; Guo, X.; Chen, B.; Li, P.; Guo, Q.; Ding, R.; Yu, L.; Su, Y.; Li, W. Microstructure and Mechanical Properties of Linear Friction Welding Joint of GH4169 Alloy/S31042 Steel. Acta Metall. Sin. 2021, 57, 363–374. (In Chinese) [Google Scholar] [CrossRef]
- Azarbarmas, M.; Aghaie-Khafri, M.; Cabrera, J.M.; Calvo, J. Dynamic recrystallization mechanisms and twining evolution during hot deformation of Inconel 718. Mater. Sci. Eng. A 2016, 678, 137–152. [Google Scholar] [CrossRef]
- Han, K.; Walsh, R.P.; Toplosky, V.J.; Goddard, R.; Bird, M.D. Microstructure and Cryogenic Mechanical Properties of a 316L Plate and Its Weldments. In Proceedings of the AIP Conference Proceedings. American Institute of Physics, Keystone, CO, USA, 29 August–2 September 2005; Volume 824, pp. 99–106. [Google Scholar] [CrossRef]
- Senkov, O.N.; Mahaffey, D.W.; Semiatin, S.L. Effect of process parameters on process efficiency and inertia friction welding behavior of the superalloys LSHR and Mar-M247. J. Mater. Process. Technol. 2017, 250, 156–168. [Google Scholar] [CrossRef]
- Rehman, A.U.; Usmani, Y.; Al-Samhan, A.M.; Anwar, S. Rotary Friction Welding of Inconel 718 to Inconel 600. Metals 2021, 11, 244. [Google Scholar] [CrossRef]
- Nan, X.; Zhao, H.; Ma, C.; Sun, S.; Sun, G.; Xu, Z.; Zhou, L.; Wang, R.; Song, X. Interface characterization and formation mechanism of Al/Ti dissimilar joints of refill friction stir spot welding. Int. J. Adv. Manuf. Technol. 2023, 126, 1539–1551. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, W.; Ma, S.; Li, Q. Fe/Ni diffusion behavior in the shear-extrusion solid state bonding process. J. Manuf. Process. 2021, 67, 35–45. [Google Scholar] [CrossRef]
- Senkov, O.N.; Mahaffey, D.W.; Tung, D.J.; Zhang, W.; Semiatin, S.L. Efficiency of the Inertia Friction Welding Process and Its Dependence on Process Parameters. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 3328–3342. [Google Scholar] [CrossRef]
- Zhang, S.; Xie, F.; Wu, X.; Luo, J.; Li, W.; Yan, X. The Microstructure Evolution and Mechanical Properties of Rotary Friction Welded Duplex Stainless Steel Pipe. Materials 2023, 16, 3569. [Google Scholar] [CrossRef]
- Huang, F.; Zhang, H.; Qi, J.; Chen, Q.; Ding, H. Recrystallisation before austenitization for improved microstructure and properties in automotive steel sheets with high product of strength and elongation. Mater. Res. Express 2021, 8, 056510–056519. [Google Scholar] [CrossRef]
- Faes, K.; Vermeirsch, W.; De Baets, P.; Denys, R.; Van Der Donckt, E. Influence of forge pressure on properties of friction welded pipelines using intermediate ring. Sci. Technol. Weld. Join. 2013, 13, 445–451. [Google Scholar] [CrossRef]
- Xu, X.; You, G.; Ding, Y.; Tong, X.; Zai, L.; Liu, Q. Microstructure and mechanical properties of inertia friction welded joints between high-strength low-alloy steel and medium carbon steel. J. Mater. Process. Technol. 2020, 286, 116811–116824. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ni | Fe | Cr | Ti | Mn | Mo | Si | N | C |
|---|---|---|---|---|---|---|---|---|---|
| Inconel 690 | 60.61 | 8.85 | 29.35 | 0.28 | 0.38 | 0.05 | 0.24 | 0.03 | 0.03 |
| 316LN | 11.45 | 67.11 | 17.57 | - | 1.23 | 2.09 | 0.42 | 0.12 | 0.01 |
| Material | Tensile Strength (MPa) | Melting Point (°C) | Elongation (%) | Impact Toughness (J/cm2) | Thermal Conductivity (W/(m·K)) |
|---|---|---|---|---|---|
| Inconel 690 | 678 | 1343~1377 | 50 | 216 | 13.5 |
| 316LN | 643 | 1400 | 55 | 350 | 15.0 |
| Trial No. | Initial Rotating Speed (rpm) | Friction Pressure (MPa) | Rotary Inertia (kg·m2) | Initial Flywheel Kinetic Energy (kJ) |
|---|---|---|---|---|
| #1 | 650 | 70 | 280 | 647.1 |
| #2 | 750 | 70 | 280 | 861.5 |
| #3 | 850 | 70 | 280 | 1106.6 |
| #4 | 850 | 170 | 280 | 1106.6 |
| #5 | 760 | 200 | 388 | 1225.9 |
| Spots | Ni | Fe | Cr | Ti | C | N | Al | Si | Mn | Co | Mo | Possible Phase |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 15.39 | 0.49 | 2.17 | 41.67 | 8.33 | 29.52 | 1.06 | 0.17 | 0.03 | 0.07 | 1.10 | Ti(C, N) |
| 2 | 15.09 | 3.46 | 9.94 | 36.47 | 9.82 | 24.37 | 0.49 | 0.24 | 0.09 | 0.03 | - | Ti(C, N) |
| 3 | 48.91 | 19.10 | 28.97 | 0.35 | 0.27 | 0.39 | 0.60 | 0.41 | 0.82 | 0.01 | 0.18 | (Fe, Ni, Cr)ss |
| 4 | 45.93 | 22.20 | 27.35 | 0.18 | 1.09 | 0.94 | 0.64 | 0.58 | 0.74 | 0.03 | 0.31 | (Fe, Ni, Cr)ss |
| Spots | Ni | Fe | Cr | Ti | Mn | Co | Mo | Nb | Possible Phase |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 9.92 | 64.69 | 21.03 | 0.27 | 1.55 | 0.44 | 1.96 | 0.14 | (Fe, Ni, Cr)ss |
| 2 | 29.07 | 41.47 | 26.09 | 0.27 | 1.88 | 0.06 | 1.16 | - | (Fe, Ni, Cr)ss |
| 3 | 2.38 | 2.14 | 2.93 | 91.57 | 0.21 | 0.14 | 0.27 | 0.36 | Ti(C, N) |
| Spots | Ni | Fe | Cr | Ti | Mn | Co | Mo | Nb | Possible Phase |
|---|---|---|---|---|---|---|---|---|---|
| 4 | 58.62 | 7.39 | 32.20 | 0.54 | 0.87 | - | 0.32 | 0.06 | (Fe, Ni, Cr)ss |
| 5 | 11.90 | 63.79 | 19.35 | 0.10 | 2.60 | 0.75 | 1.51 | - | (Fe, Ni, Cr)ss |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, Y.; Zhang, L.; Li, C.; Ma, Y.; Li, P.; Dong, H. Microstructure and Mechanical Properties of IN690 Ni-Based Alloy/316LN Stainless-Steel Dissimilar Ring Joint Welded by Inertia Friction Welding. Materials 2024, 17, 695. https://doi.org/10.3390/ma17030695
Tong Y, Zhang L, Li C, Ma Y, Li P, Dong H. Microstructure and Mechanical Properties of IN690 Ni-Based Alloy/316LN Stainless-Steel Dissimilar Ring Joint Welded by Inertia Friction Welding. Materials. 2024; 17(3):695. https://doi.org/10.3390/ma17030695
Chicago/Turabian StyleTong, Yiqi, Liangliang Zhang, Chao Li, Yueting Ma, Peng Li, and Honggang Dong. 2024. "Microstructure and Mechanical Properties of IN690 Ni-Based Alloy/316LN Stainless-Steel Dissimilar Ring Joint Welded by Inertia Friction Welding" Materials 17, no. 3: 695. https://doi.org/10.3390/ma17030695
APA StyleTong, Y., Zhang, L., Li, C., Ma, Y., Li, P., & Dong, H. (2024). Microstructure and Mechanical Properties of IN690 Ni-Based Alloy/316LN Stainless-Steel Dissimilar Ring Joint Welded by Inertia Friction Welding. Materials, 17(3), 695. https://doi.org/10.3390/ma17030695