
An Eco-Friendly and Innovative Approach in Building Engineering: The Production of Cement–Glass Composite Bricks with Recycled Polymeric Reinforcements

 , , , , , ,
, , , , , ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
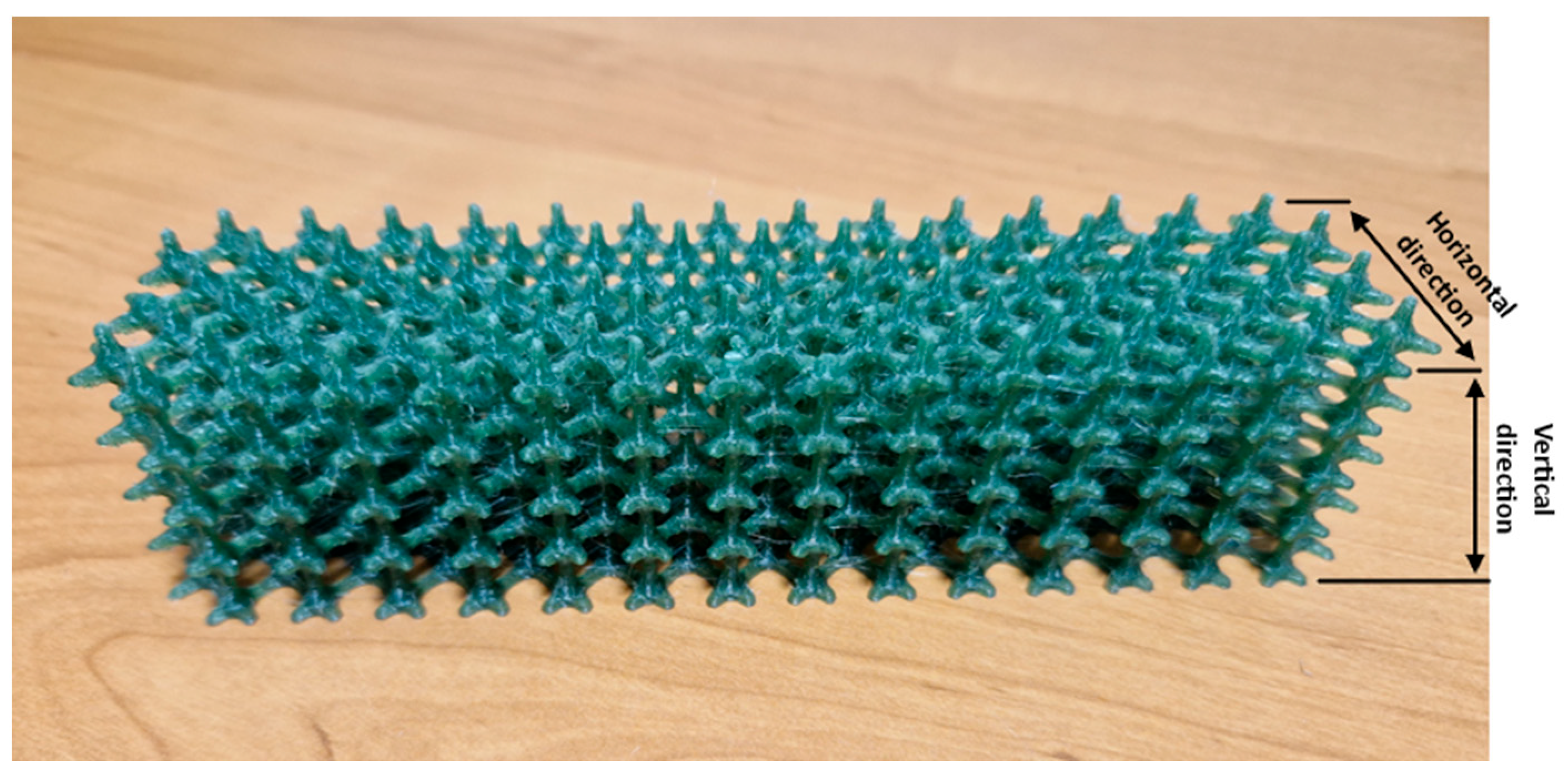
2.1. Characteristics of the AM Process
- Nozzle temperature: 240 °C,
- Build plate temperature: 85 °C,
- Nozzle diameter: 0.4 mm,
- Layer thickness: 0.2 mm,
- Part cooling intensity: 40%,
- Printing speed: 50 mm/s,
- Infill density: 100%.
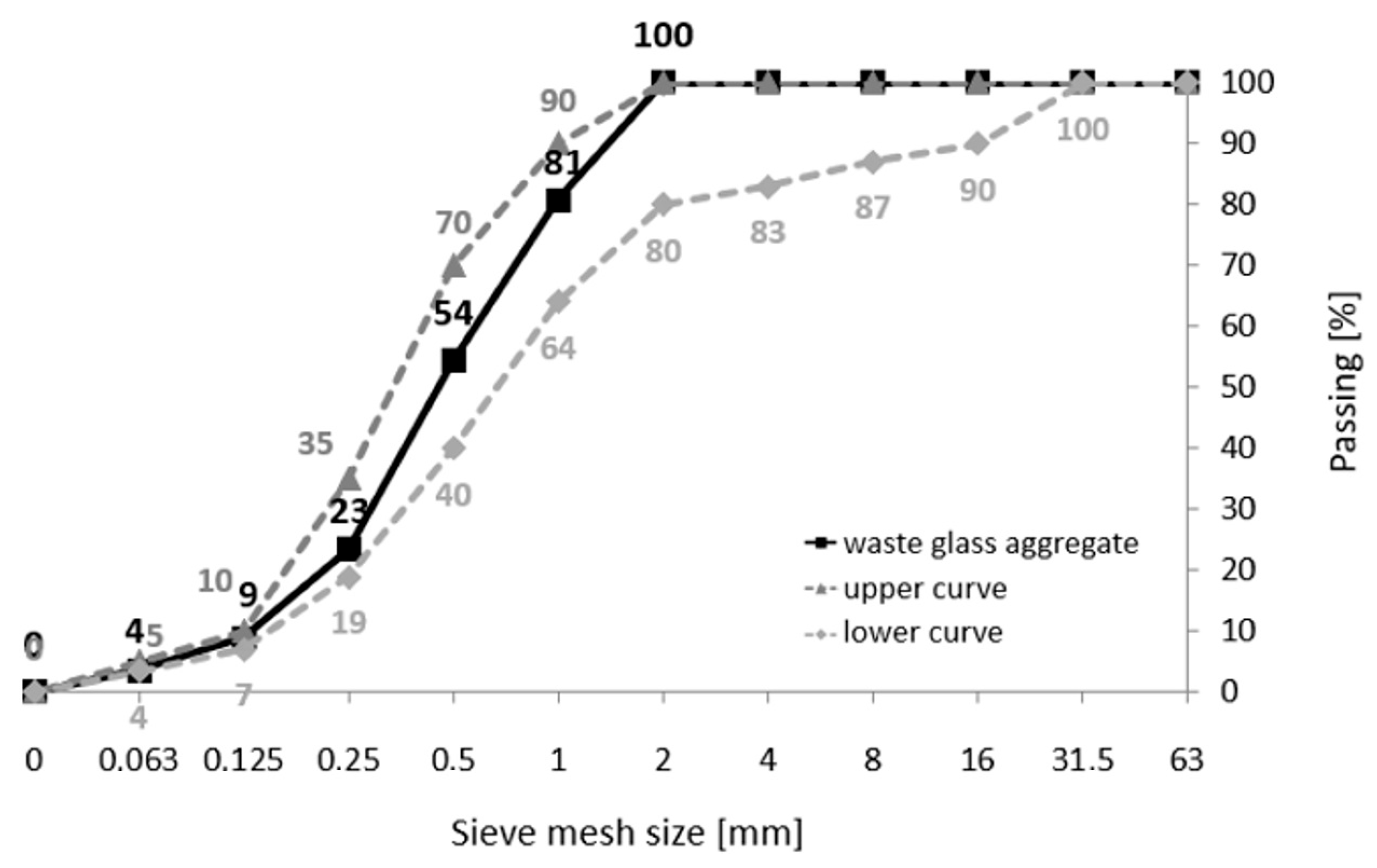
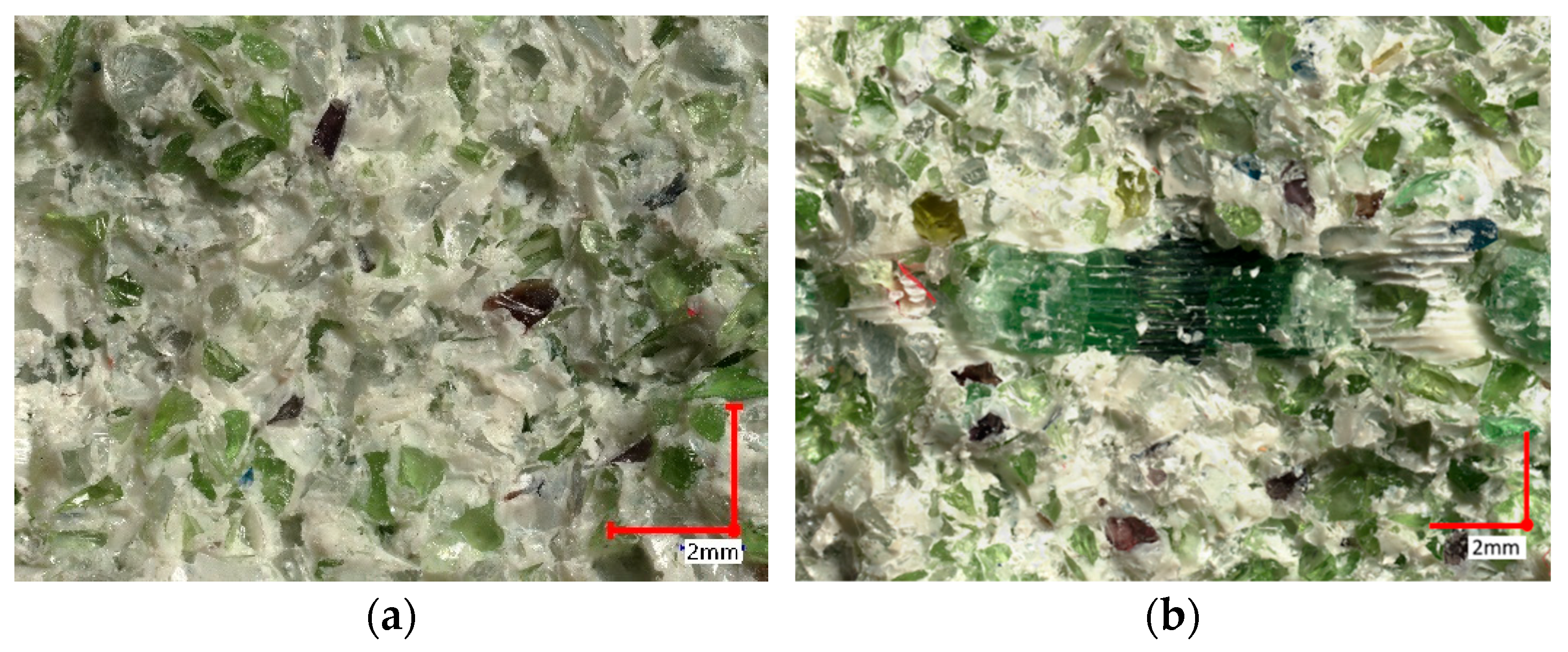
2.2. Cement–Glass Mortar Filler
2.3. Description and Manufacturing Process of CGM
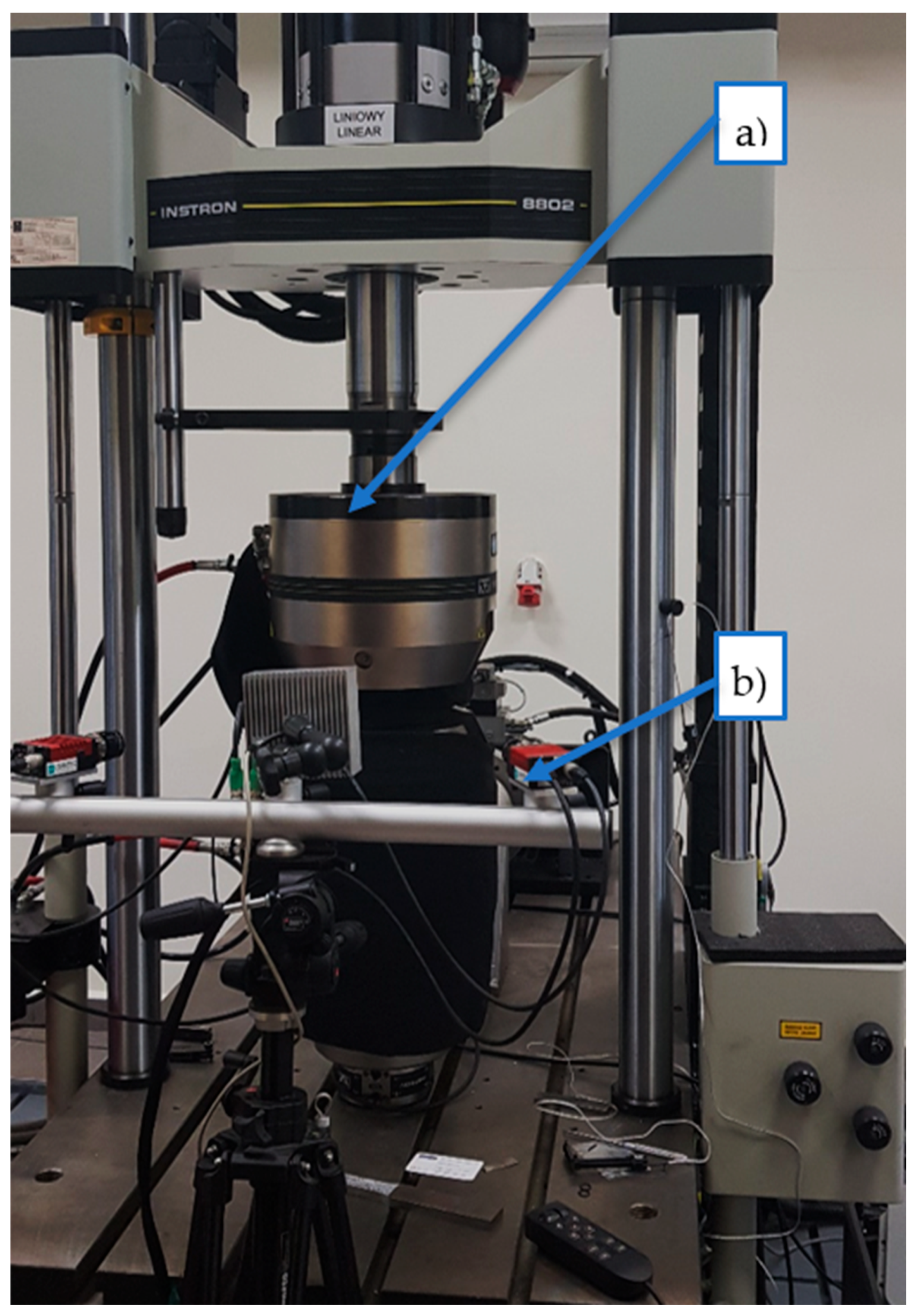
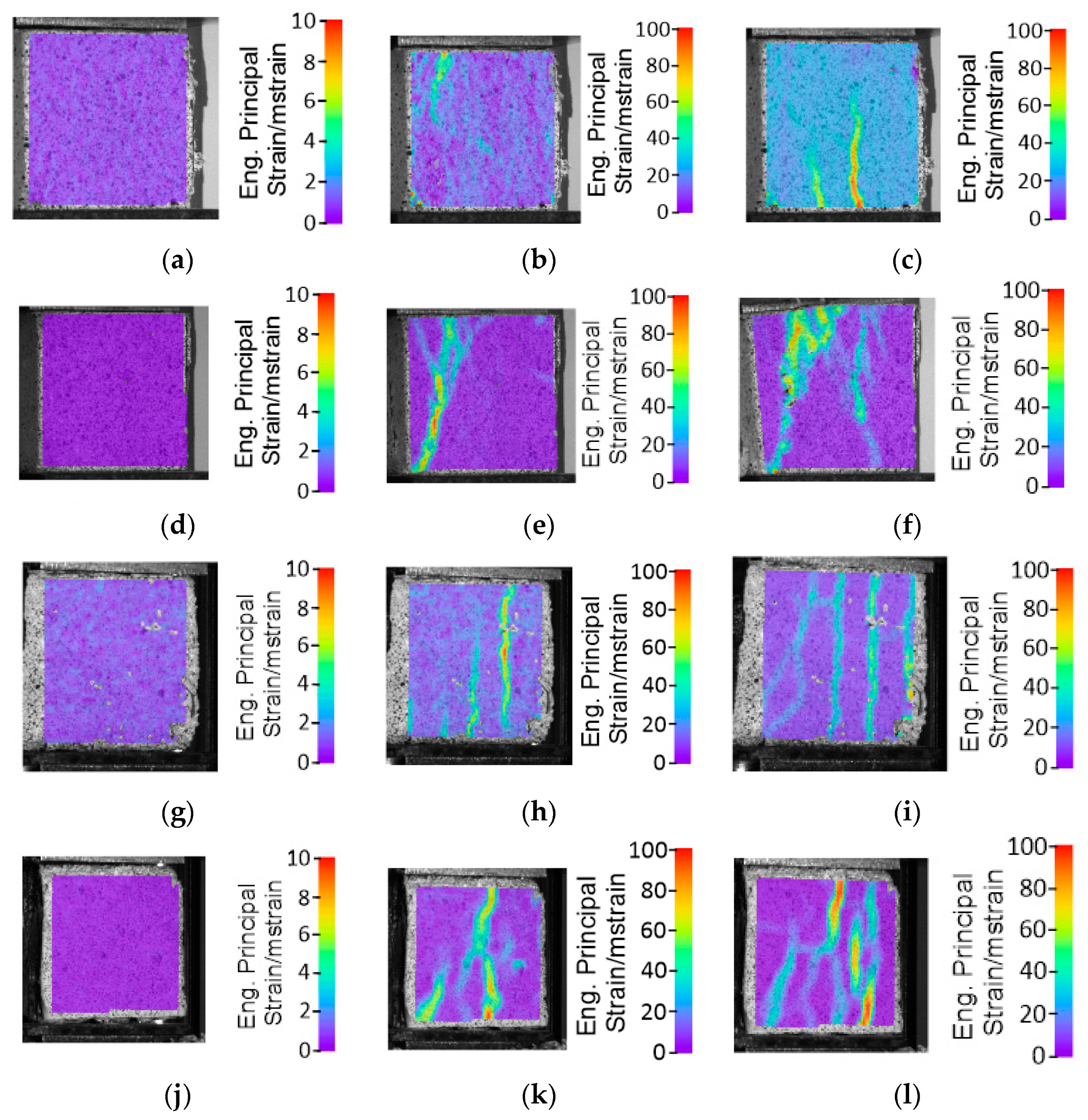
2.4. Testing of the Mechanical Properties Using Digital Image Correlation
2.5. Research on the Physical Properties of Composite Cement–Glass Bricks
3. Results and Discussion
3.1. Thermal Properties of the Cured CGM and CGCBs
3.2. Density
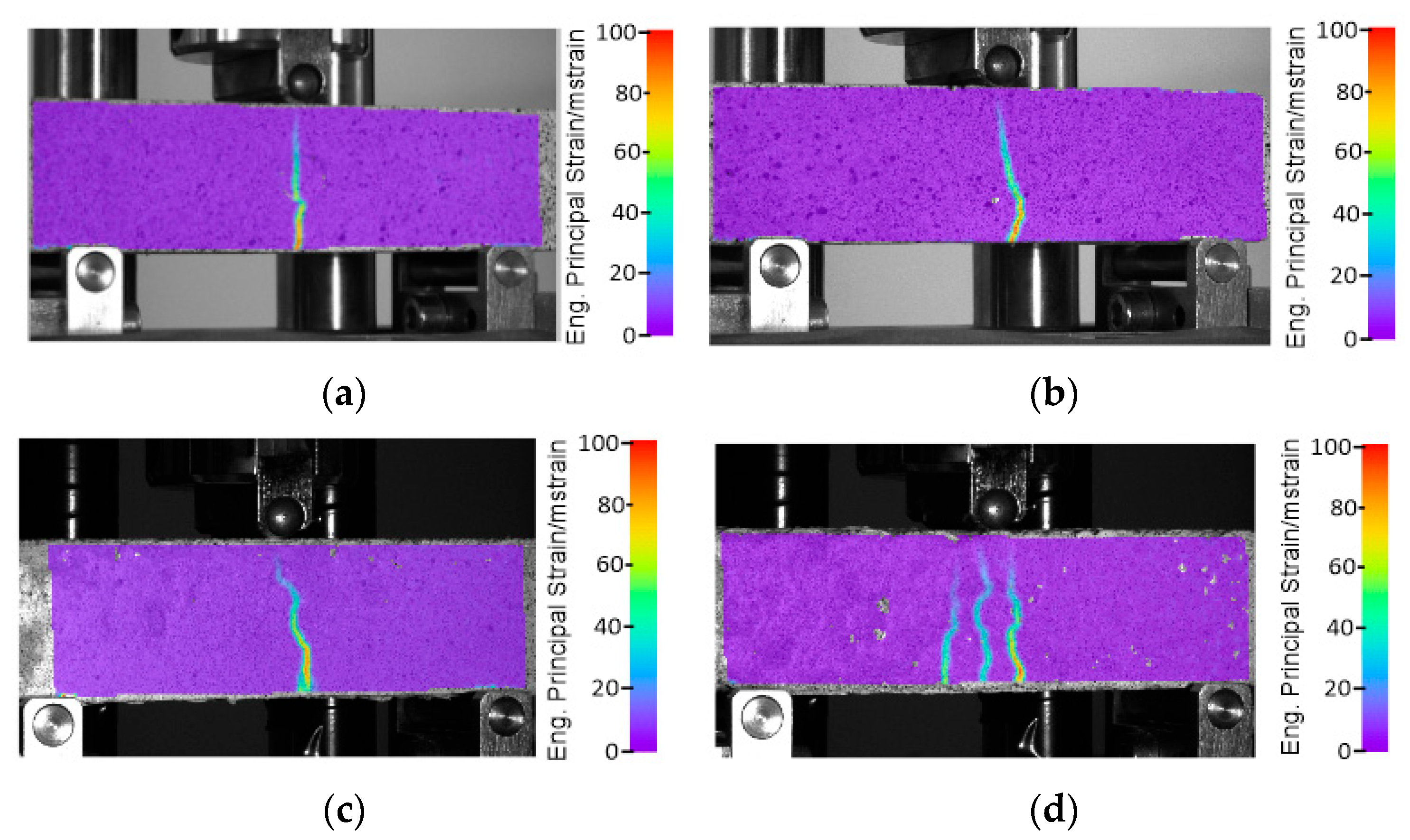
3.3. Strength Parameters with Digital Image Correlation
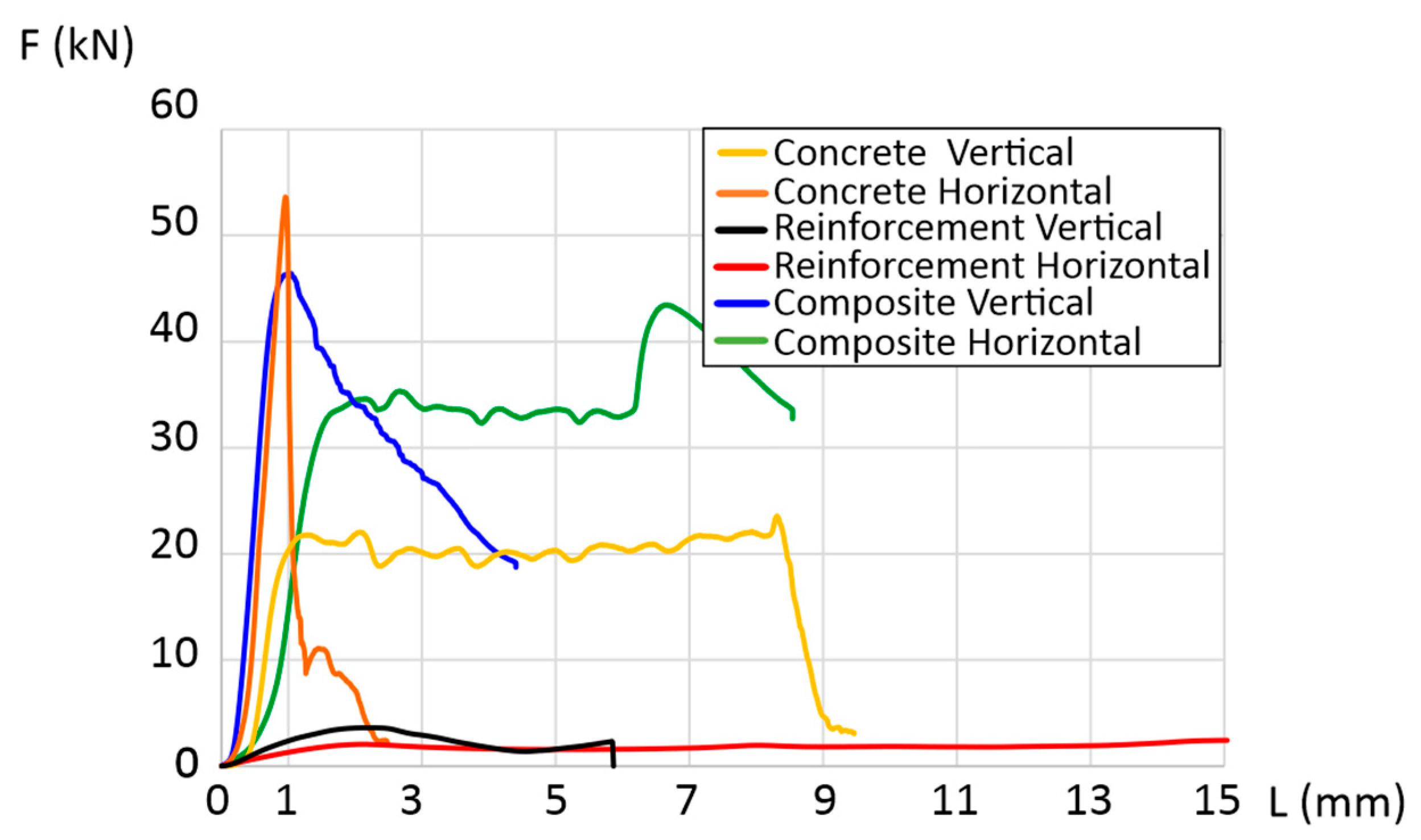
3.3.1. Three-Point Bending
3.3.2. Compressive Strength
4. Conclusions
- PET-G scaffolding in the cement–glass composite bricks reduced their density by 8%, from 2157 kg/m3 to 1982 kg/m3, compared to bricks without scaffolding.
- The CGCBs with PET-G printed scaffolding demonstrated improved thermal properties compared to the CGM, with a 12% decrease in thermal conductivity, a 5% higher specific heat, and a 17% reduction in thermal diffusivity.
- The bricks with the PET-G scaffolding exhibited high strength, with values ranging from 6.23 to 8.12 MPa depending on the direction of testing. The maximum strength was observed at displacements of 0.25 mm and 0.75 mm. The addition of the PET-G scaffolding increased the bending strength by 32% vertically and 72% horizontally.
- The designed PET-G structure introduced isotropic mechanical properties into the bricks, regardless of the direction of testing and sample deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rizzo, D.; Fico, D.; Montagna, F.; Casciaro, R.; Esposito Corcione, C. From Virtual Reconstruction to Additive Manufacturing: Application of Advanced Technologies for the Integration of a 17th-Century Wooden Ciborium. Materials 2023, 16, 1424. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.B.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the Mechanical Properties of FFF Structures and Materials: A Review on the Experimental, Computational and Theoretical Approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive Manufacturing of Metallic and Ceramic Components by the Material Extrusion of Highly-Filled Polymers: A Review and Future Perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef]
- Woern, A.L.; Byard, D.J.; Oakley, R.B.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef] [PubMed]
- Qin, S.; Cao, S.; Yilmaz, E.; Li, J. Influence of Types and Shapes of 3D Printed Polymeric Lattice on Ductility Performance of Cementitious Backfill Composites. Constr. Build. Mater. 2021, 307, 124973. [Google Scholar] [CrossRef]
- Idrees, M.; Jeelani, S.; Rangari, V. Three-Dimensional-Printed Sustainable Biochar-Recycled PET Composites. ACS Sustain. Chem. Eng. 2018, 6, 13940–13948. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Printability and Tensile Performance of 3D Printed Polyethylene Terephthalate Glycol Using Fused Deposition Modelling. Polymers 2019, 11, 1220. [Google Scholar] [CrossRef] [PubMed]
- Taha, M.M.R.; Infrastructure, C. Properties of concrete-polymer composites. In Proceedings of the 14th International Congress on Polymers in Concrete, ICPIC, Shanghai, China, 17–20 April 2013; Volume 687, ISBN 9783037856802. [Google Scholar]
- Salazar, B.; Aghdasi, P.; Williams, I.D.; Ostertag, C.P.; Taylor, H.K. Polymer Lattice-Reinforcement for Enhancing Ductility of Concrete. Mater. Des. 2020, 196, 109184. [Google Scholar] [CrossRef]
- Dawood, A.O.; AL-Khazraji, H.; Falih, R.S. Physical and Mechanical Properties of Concrete Containing PET Wastes as a Partial Replacement for Fine Aggregates. Case Stud. Constr. Mater. 2021, 14, e00482. [Google Scholar] [CrossRef]
- Rahmani, E.; Dehestani, M.; Beygi, M.H.A.; Allahyari, H.; Nikbin, I.M. On the Mechanical Properties of Concrete Containing Waste PET Particles. Constr. Build. Mater. 2013, 47, 1302–1308. [Google Scholar] [CrossRef]
- Choi, Y.W.; Moon, D.J.; Chung, J.S.; Cho, S.K. Effects of Waste PET Bottles Aggregate on the Properties of Concrete. Cem. Concr. Res. 2005, 35, 776–781. [Google Scholar] [CrossRef]
- Ochi, T.; Okubo, S.; Fukui, K. Development of Recycled PET Fiber and Its Application as Concrete-Reinforcing Fiber. Cem. Concr. Compos. 2007, 29, 448–455. [Google Scholar] [CrossRef]
- Al-Hadithi, A.I.; Noaman, A.T.; Mosleh, W.K. Mechanical Properties and Impact Behavior of PET Fiber Reinforced Self-Compacting Concrete (SCC). Compos. Struct. 2019, 224, 111021. [Google Scholar] [CrossRef]
- Marzouk, O.Y.; Dheilly, R.M.; Queneudec, M. Valorization of Post-Consumer Waste Plastic in Cementitious Concrete Composites. Waste Manag. 2007, 27, 310–318. [Google Scholar] [CrossRef]
- Topçu, I.B.; Canbaz, M. Properties of Concrete Containing Waste Glass. Cem. Concr. Res. 2004, 34, 267–274. [Google Scholar] [CrossRef]
- Małek, M.; Grzelak, K.; Łasica, W.; Jackowski, M.; Kluczyński, J.; Szachogłuchowicz, I.; Torzewski, J.; Łuszczek, J. Cement-Glass Composite Bricks (CGCB) with Interior 3D Printed PET-G Scaffolding. J. Build. Eng. 2022, 52, 104429. [Google Scholar] [CrossRef]
- Małek, M.; Kluczyński, J.; Łasica, W.; Jackowski, M.; Szachogłuchowicz, I.; Łuszczek, J.; Torzewski, J.; Grzelak, K. Performance Properties of Cement–Glass Composite Bricks (CGCB) with Additively Manufactured (AM) Polymeric Scaffolding. Materials 2023, 16, 1909. [Google Scholar] [CrossRef]
- EN 197-1:2012; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. European Committee for Standardization: Brussels, Belgium, 2012.
- EN 196-1:2016-07; Methods of Testing Cement—Part 1: Determination of Strength. European Committee for Standardization: Brussels, Belgium, 2016.
- EN 196-6:2019-01; Methods of Testing Cement—Part 6: Determination of Fineness. European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12620+A1:2010; Aggregates for Concrete. European Committee for Standardization: Brussels, Belgium, 2010.
- Rudnicki, T. The Method of Aggregate Skeleton in Self Compacting Concrete Designing with Segment Regression [Metoda Projektowania Stosu Okruchowego w Betonie Samozagęszczającym Się z Wykorzystaniem Regresji Segmentowej]. Cem. Wapno Bet. 2016, 2016, 10–19. [Google Scholar] [CrossRef]
- Aggregates for Concrete. Available online: https://www.heidelbergmaterials.pl/pl (accessed on 15 December 2023).
- Rudnicki, T. Functional Method of Designing Self-Compacting Concrete. Materials 2021, 14, 267. [Google Scholar] [CrossRef]
- EN 12390-2:2019-07 ; Testing of Hardened Concrete—Part 2: Making and Curing Specimens for Strength Testing. Europejski Komitet Normalizacyjny: Brussels, Belgium, 2019.
- Małek, M.; Łasica, W.; Kadela, M.; Kluczyński, J.; Dudek, D. Physical and Mechanical Properties of Polypropylene Fibre-Reinforced Cement–Glass Composite. Materials 2021, 14, 637. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, H.; Gan, Y.; Šavija, B. Cementitious Composites Reinforced with 3D Printed Functionally Graded Polymeric Lattice Structures: Experiments and Modelling. Addit. Manuf. 2021, 39, 101887. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | TiO2 | Cl | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Unit (vol. %) | Cement | 19.5 | 4.9 | 2.9 | 63.3 | 1.3 | 2.8 | 0.1 | 0.9 | - | 0.05 |
| Glass | 70.0–74.0 | 0.5–2.0 | 0.0–0.1 | 7.0–11.0 | 3.0–5.0 | – | 6.0–8.0 | 7.0–9.0 | 0.0–0.1 | - | |
| Property | Specific Gravity [kg/m3] | Specific Surface Area [m2/kg] | Initial Setting Time [min] | Average Compressive Strength after 28 Days [MPa] |
|---|---|---|---|---|
| Cement | 3090–3190 | 437 | 176 | 68.2 |
| Glass | 2450 | 100 | - | - |
| Mix Symbol | Cement | Water | Waste Glass Aggregate [kg] | Chemical Admixture [kg] | Waste Glass Powder |
|---|---|---|---|---|---|
| CGM | 480 | 140 | 1782.2 | 4.8 | 117.8 |
| Sample Symbol | Thermal Conductivity [W/mK] | Thermal Diffusivity [µm2/s] | Specific Heat [MJ/m3K] |
|---|---|---|---|
| CGM reference sample | 0.99 ± 0.05 | 0.61 ± 0.03 | 1.64 ± 0.01 |
| Sample in this study | 0.87 ± 0.05 | 0.64 ± 0.03 | 1.36 ± 0.01 |
| CGCBs made by Małek et al. in [17] | 0.91 ± 0.05 | 0.66 ± 0.03 | 1.48 ± 0.01 |
| CGCBs by the authors in [18] | 0.87 ± 0.05 | 0.69 ± 0.03 | 1.31 ± 0.01 |
| Type of Sample Tested | Average Bending Strength [MPa] | Standard Deviation [MPa] |
|---|---|---|
| Reference sample in the study | 4.72 | ±0.13 |
| CGCB vertical sample in this study | 8.12 | ±0.17 |
| CGCB horizontal sample in this study | 6.23 | ±0.16 |
| CGCB vertical sample in the study [18] | 6.75 | ±0.15 |
| CGCB horizontal sample in the study [18] | 5.90 | ±0.14 |
| Reference sample without scaffolding in the study [28] | 5.8 | ±0.15 |
| CGBC sample with reinforcement in the test [28] | 6.33 | ±0.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Małek, M.; Kluczyński, J.; Jasik, K.; Kardaszuk, E.; Szachogłuchowicz, I.; Łuszczek, J.; Torzewski, J.; Grzelak, K.; Ewiak, I. An Eco-Friendly and Innovative Approach in Building Engineering: The Production of Cement–Glass Composite Bricks with Recycled Polymeric Reinforcements. Materials 2024, 17, 704. https://doi.org/10.3390/ma17030704
Małek M, Kluczyński J, Jasik K, Kardaszuk E, Szachogłuchowicz I, Łuszczek J, Torzewski J, Grzelak K, Ewiak I. An Eco-Friendly and Innovative Approach in Building Engineering: The Production of Cement–Glass Composite Bricks with Recycled Polymeric Reinforcements. Materials. 2024; 17(3):704. https://doi.org/10.3390/ma17030704
Chicago/Turabian StyleMałek, Marcin, Janusz Kluczyński, Katarzyna Jasik, Emil Kardaszuk, Ireneusz Szachogłuchowicz, Jakub Łuszczek, Janusz Torzewski, Krzysztof Grzelak, and Ireneusz Ewiak. 2024. "An Eco-Friendly and Innovative Approach in Building Engineering: The Production of Cement–Glass Composite Bricks with Recycled Polymeric Reinforcements" Materials 17, no. 3: 704. https://doi.org/10.3390/ma17030704