
Durability Improvement of Pumice Lightweight Aggregate Concrete by Incorporating Modified Rubber Powder with Sodium Silicate
Abstract
:1. Introduction
2. Test Materials and Scheme
2.1. Materials
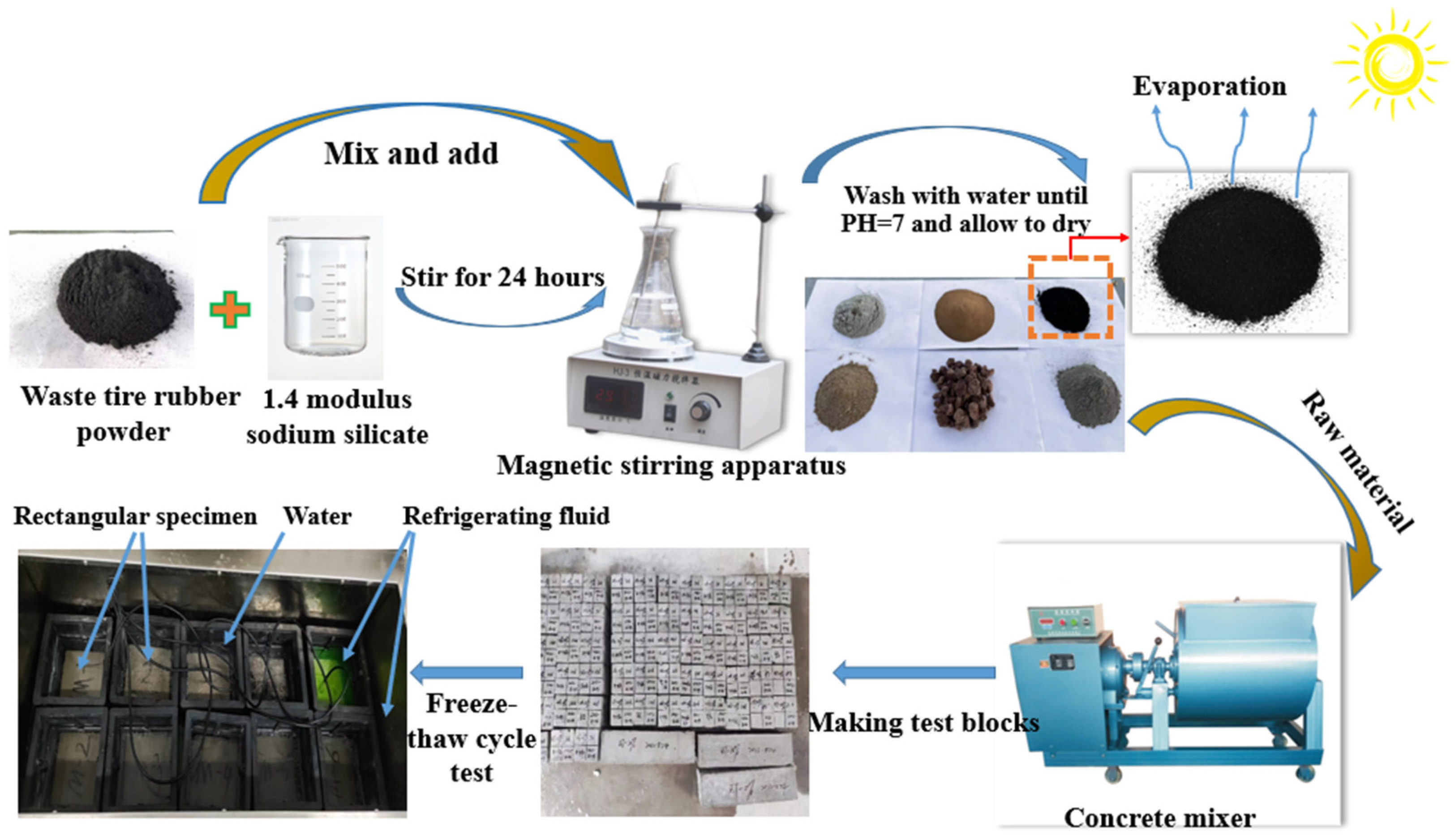
2.2. Material Pretreatment
2.3. Test Scheme
2.4. Microstructure Test Methods
3. Results and Analysis
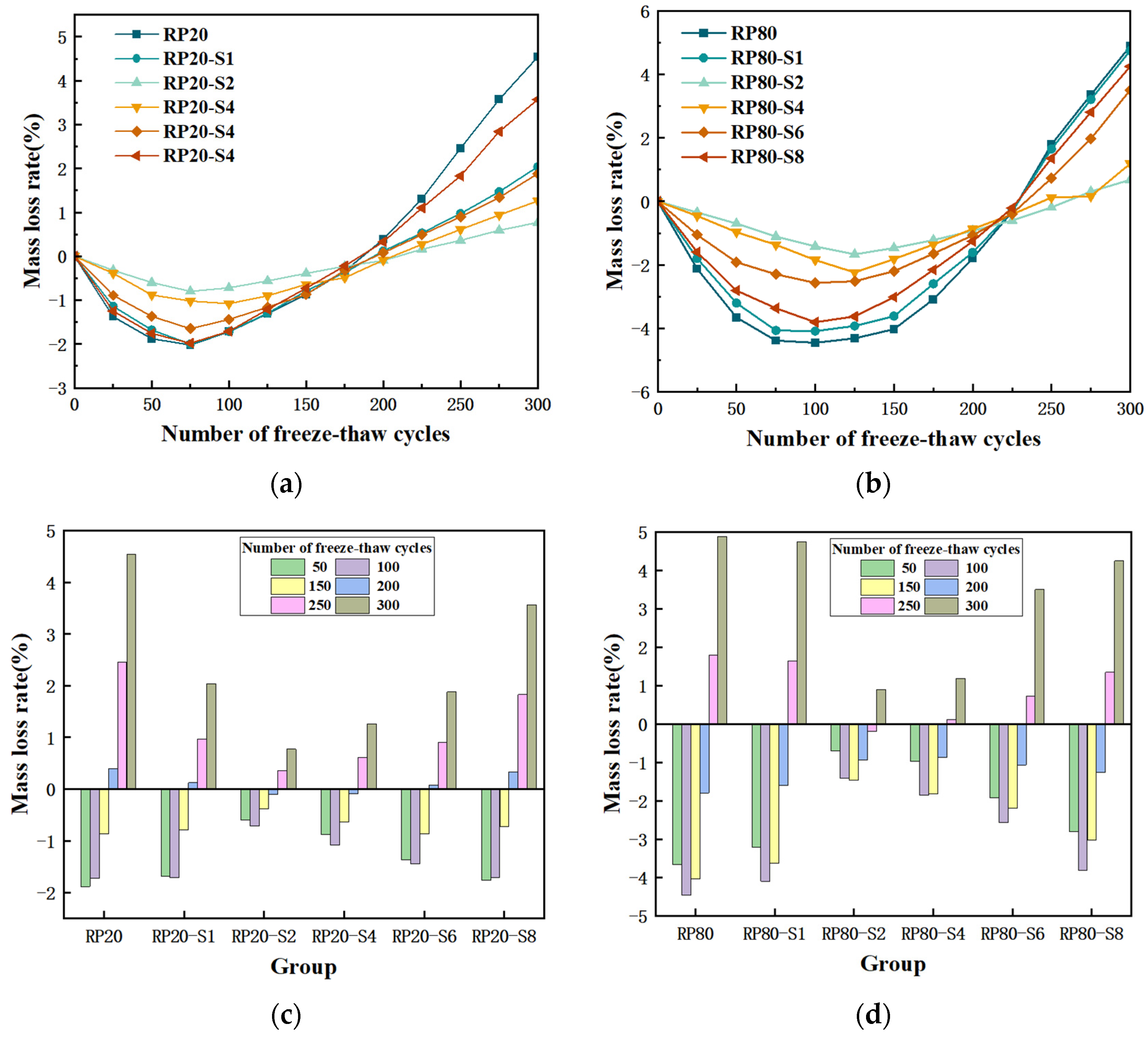
3.1. Mass Loss Rate
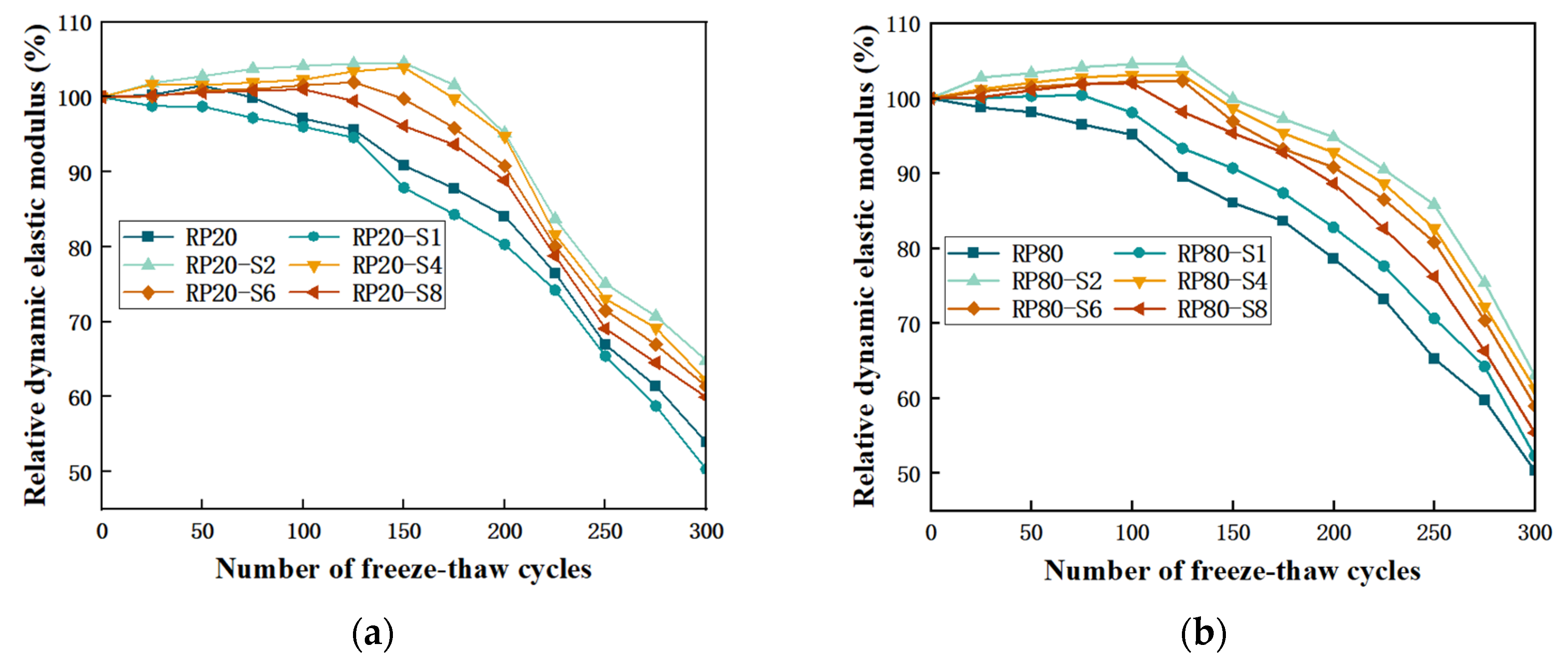
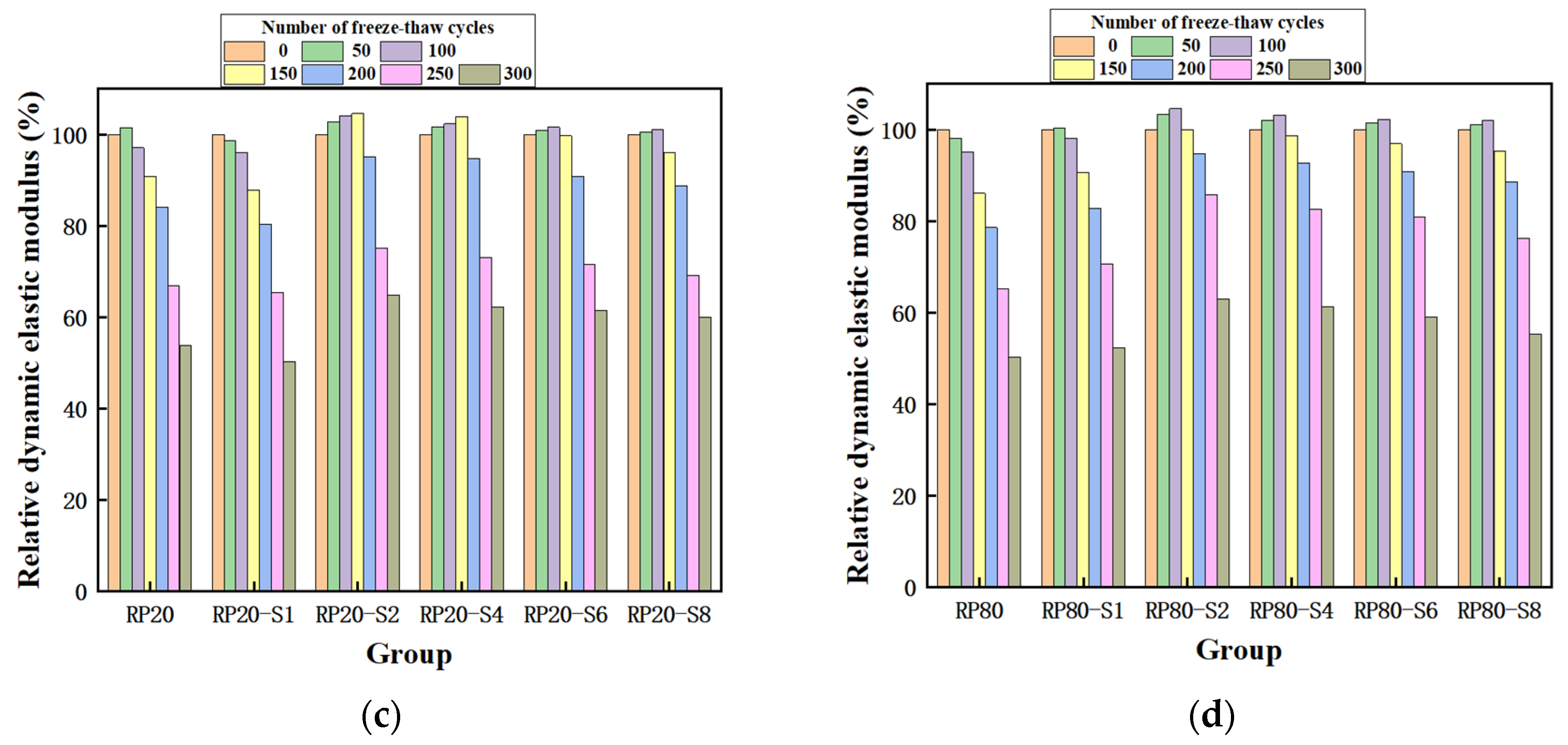
3.2. Relative Dynamic Elastic Modulus
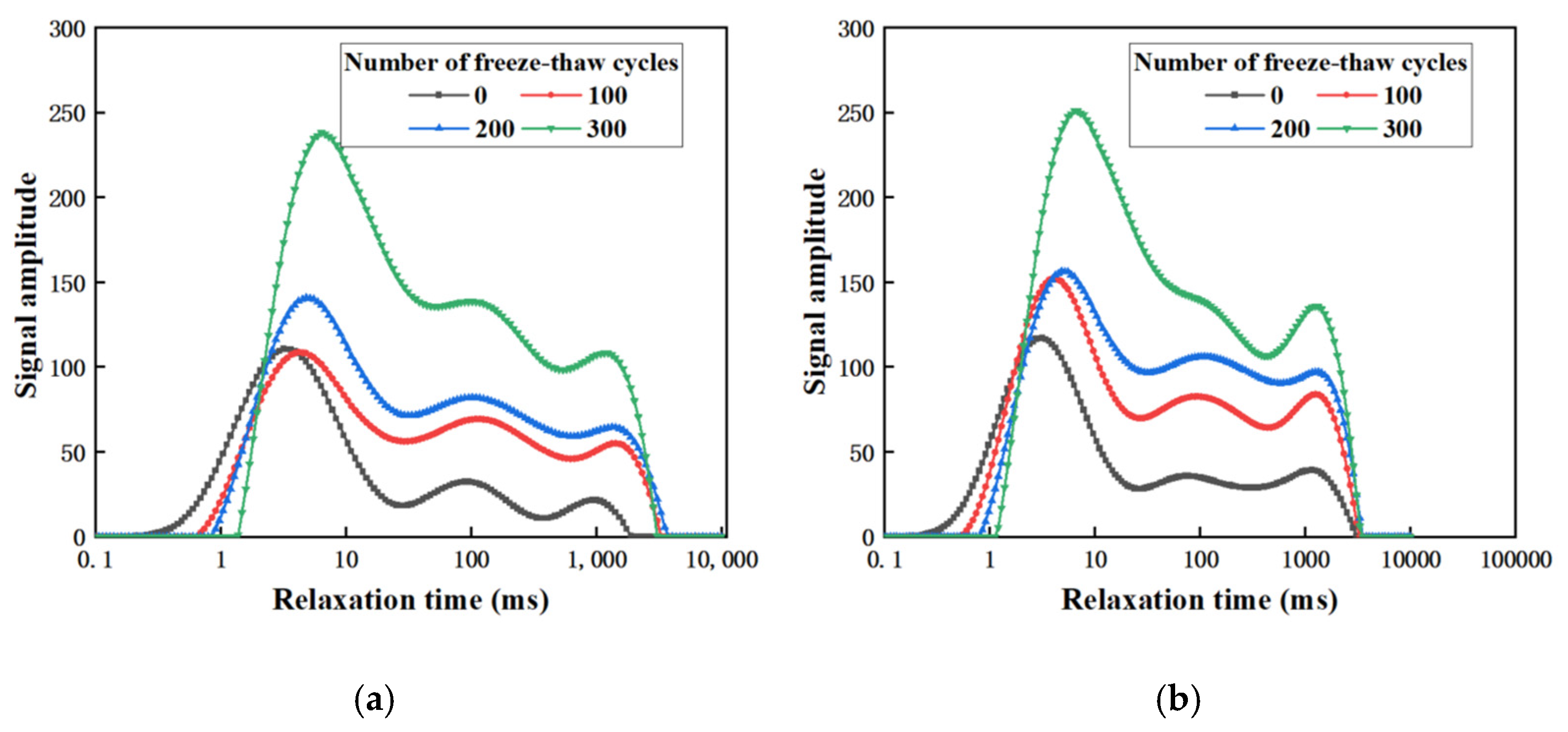
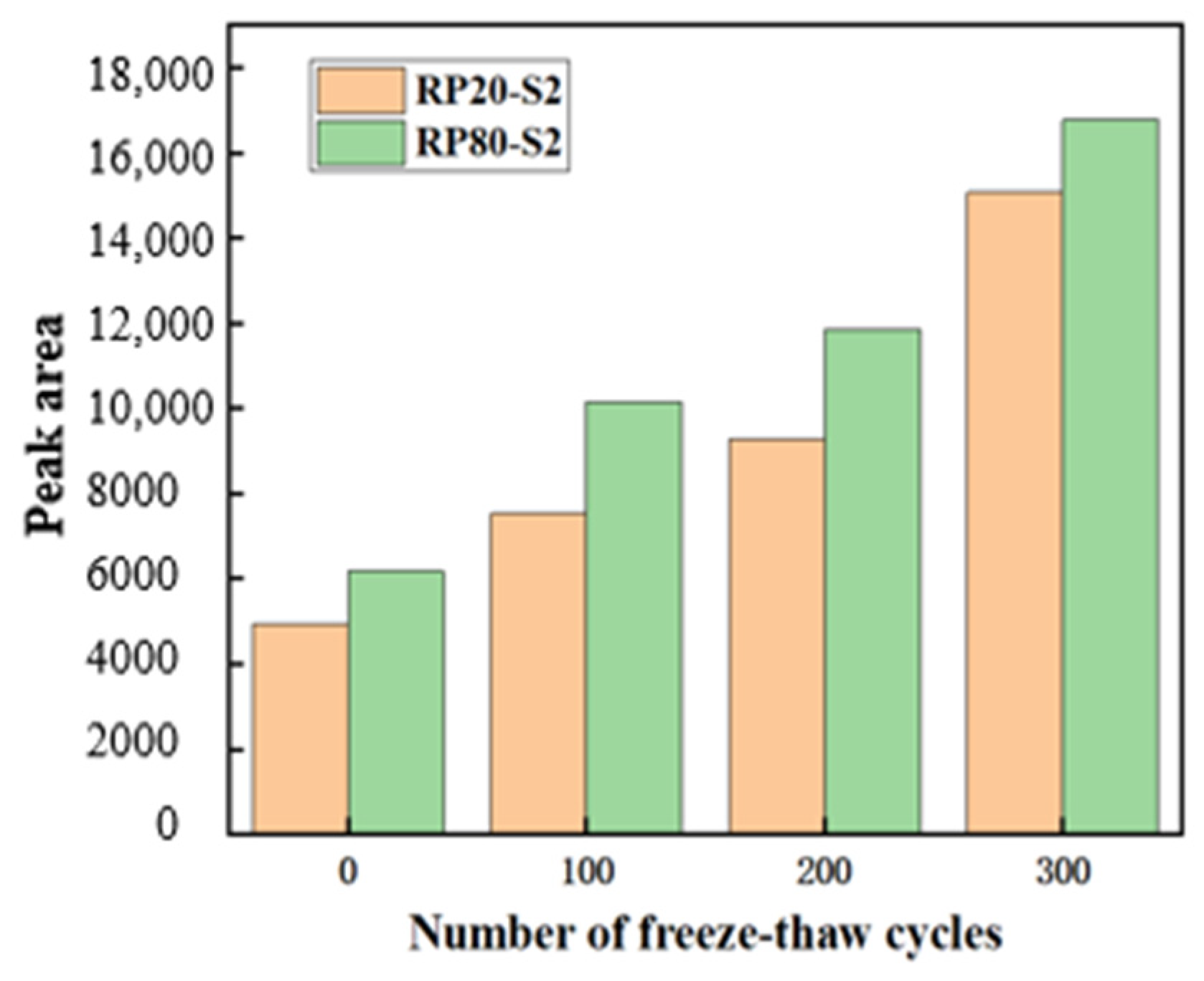
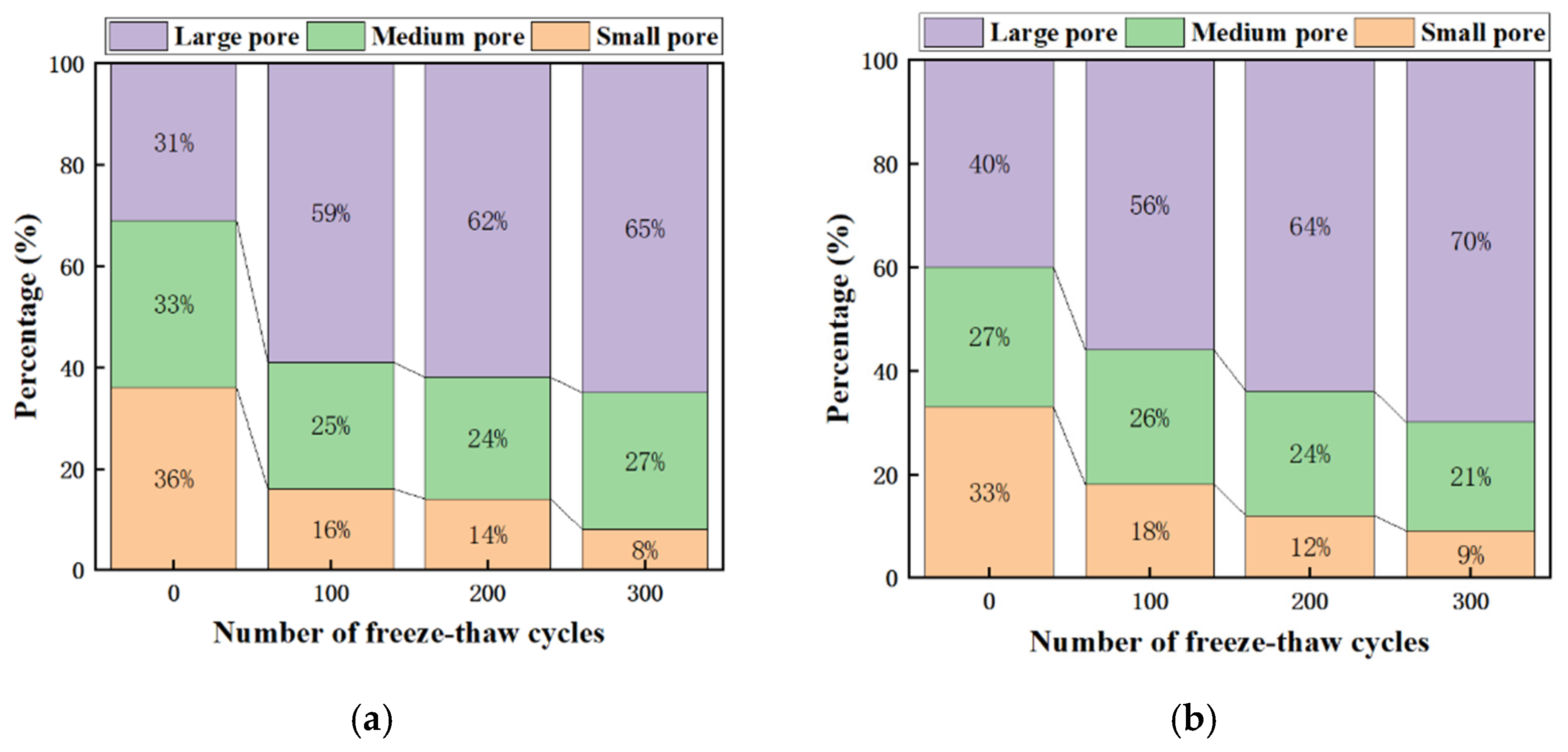
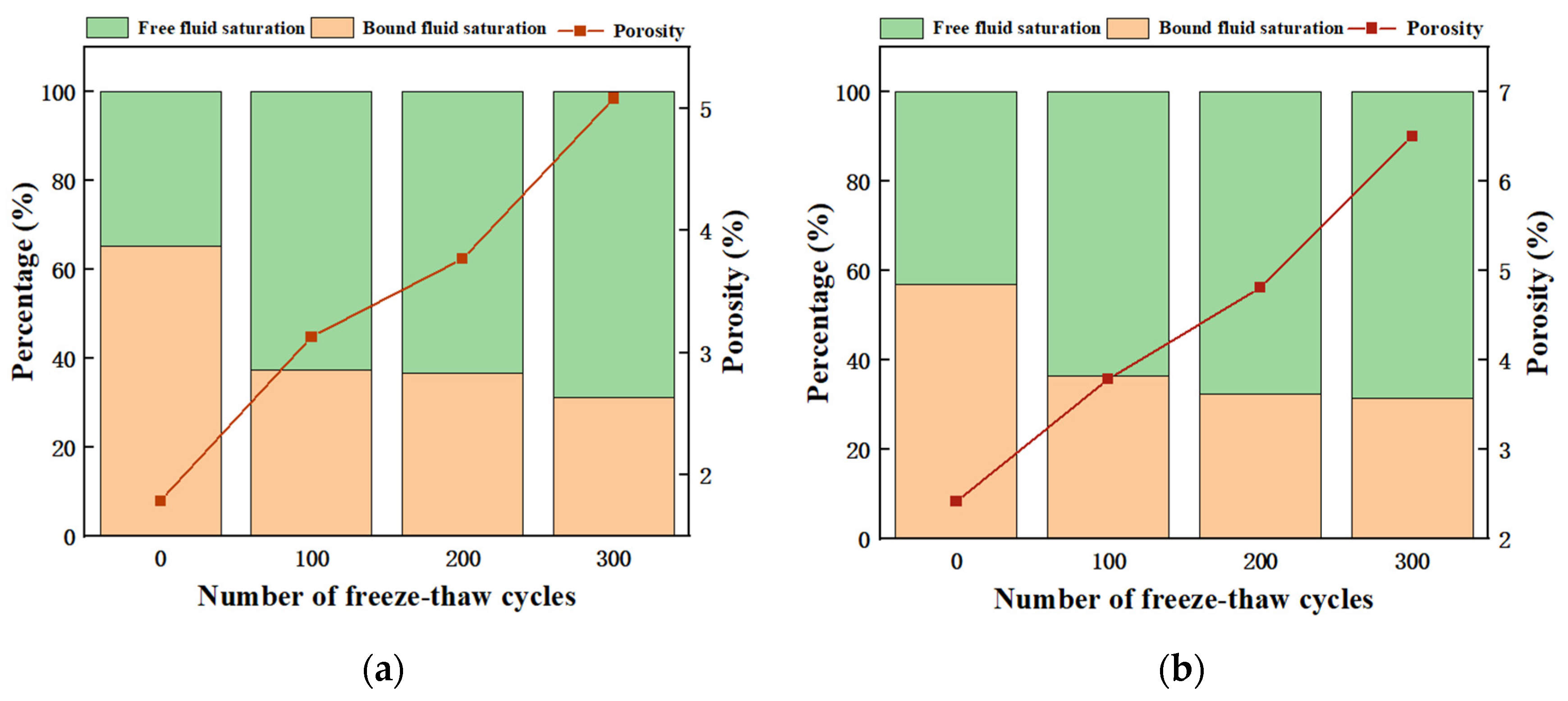
3.3. Pore Structure Characteristics
3.4. Microstructure Analysis
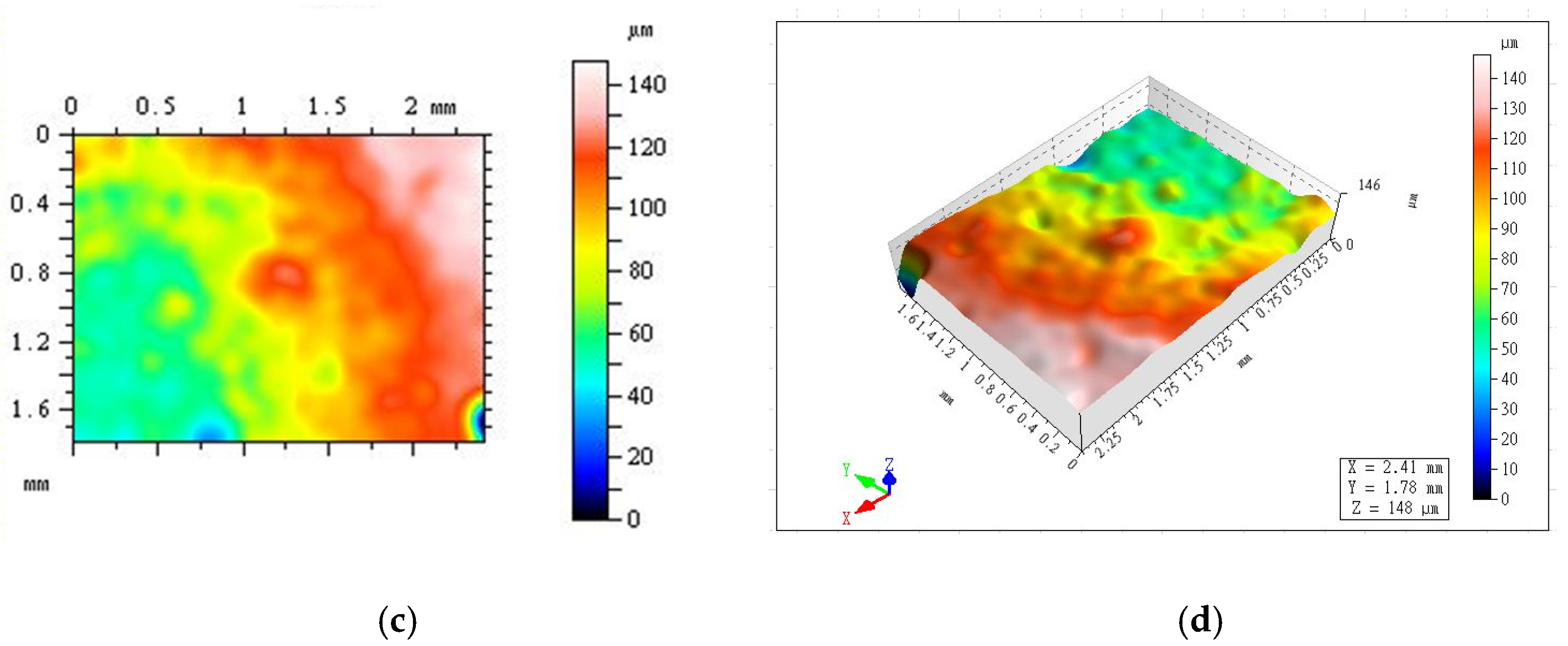
3.4.1. Super Depth of Field 3D Microscope Analysis
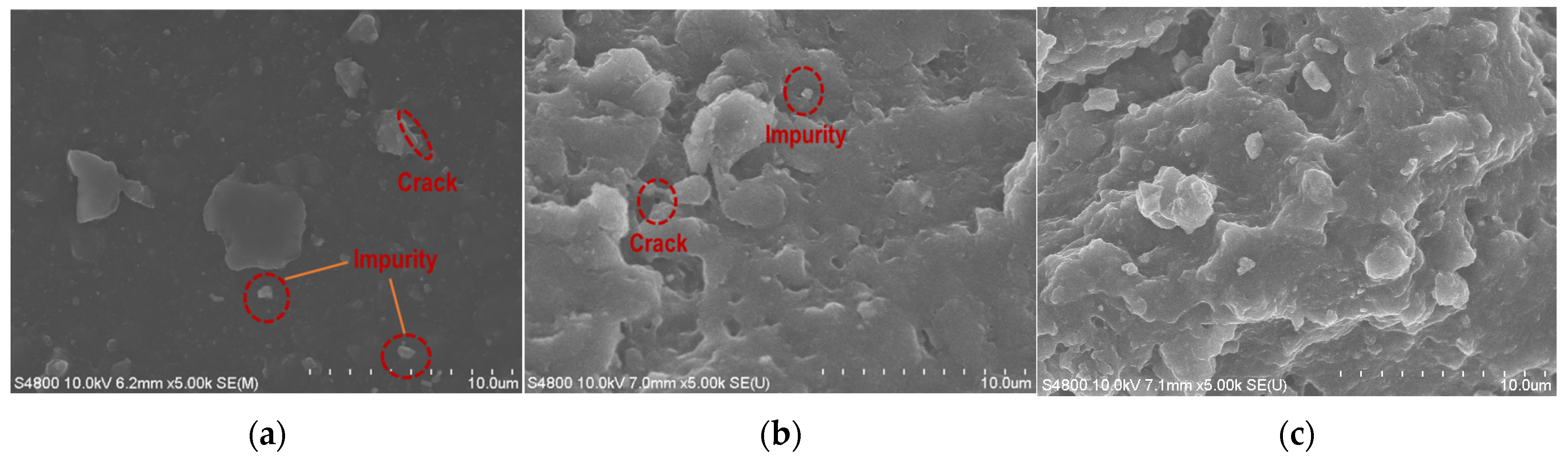
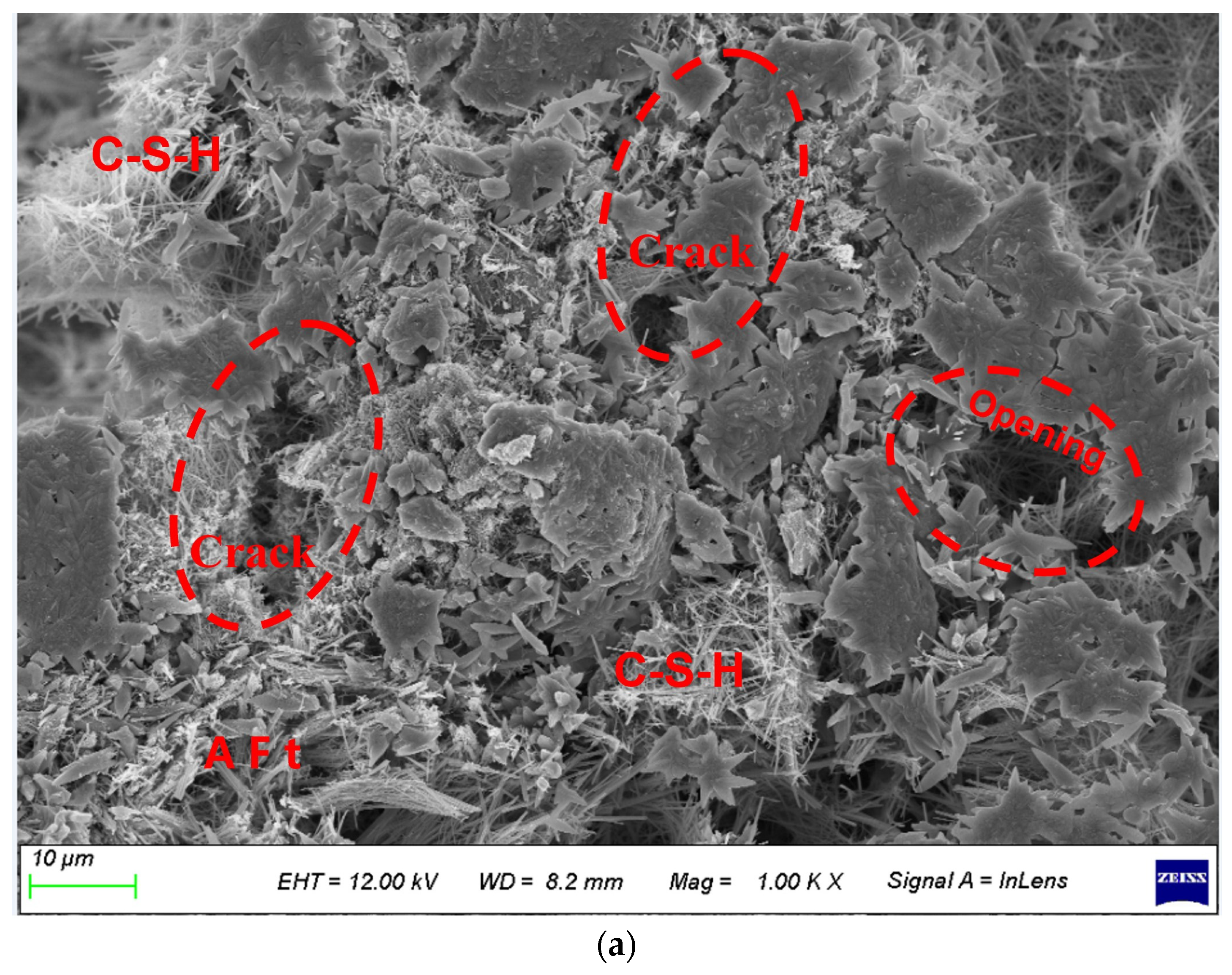
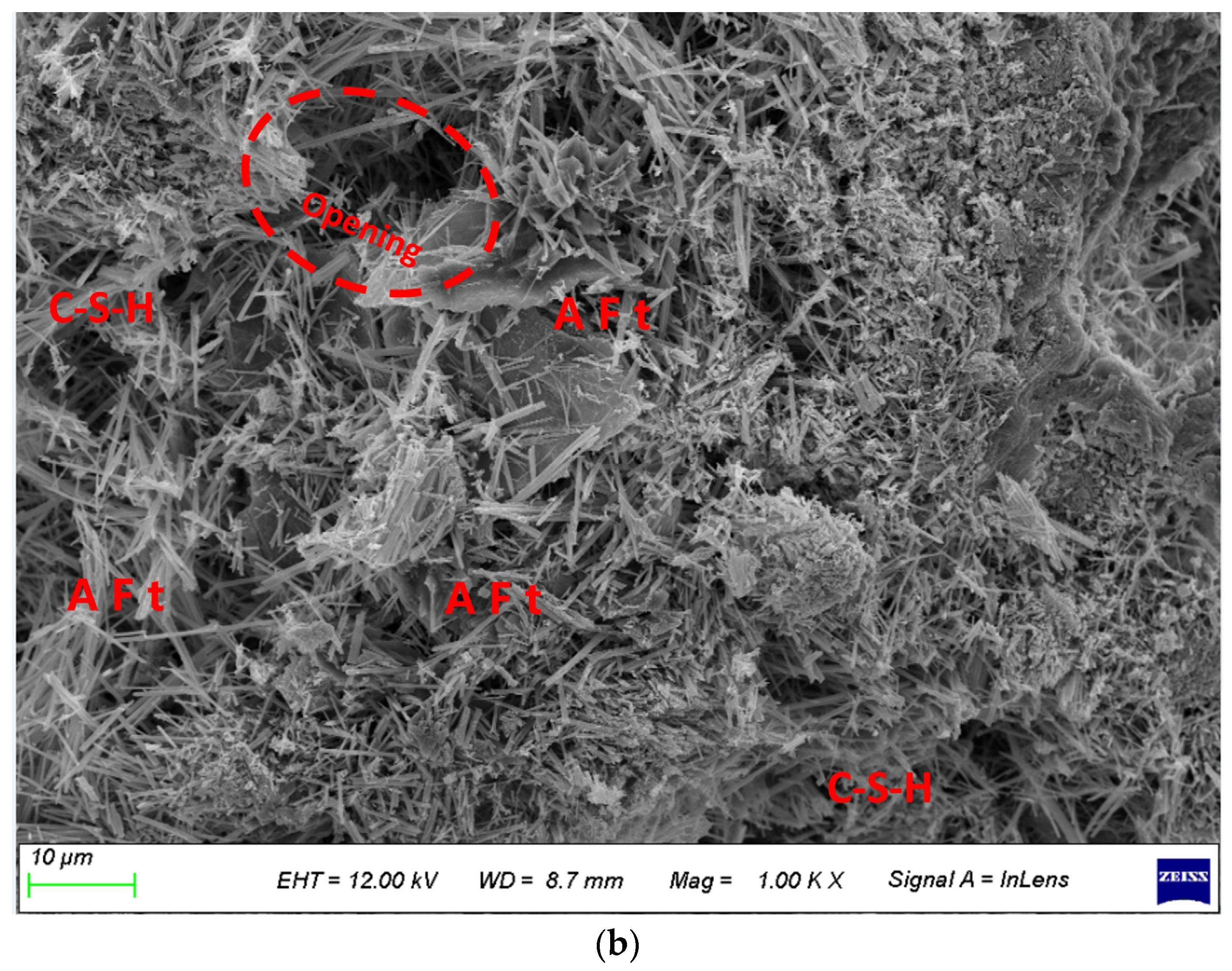
3.4.2. SEM Analysis
4. Conclusions
- (1)
- According to the SEM image of modified rubber, the surface of rubber modified with 2 wt% sodium silicate is cleaner, which is due to the chemical reaction of sodium hydroxide and zinc stearate to remove some impurities. As the amount of SS increases, the modified rubber surface becomes cleaner, which is conducive to the combination of rubber particles and cement paste.
- (2)
- The mass loss rate generally showed a trend of decreasing first and then increasing. The decreasing stage was due to the repeated entry of water into the sample, and the water absorption rate of the sample reached saturation; the rising stage was due to the freezing and failure of the sample and the spalling of surface materials. The durability of RP-PLAC with a particle size of 80 is better than that of RP-PLAC with a particle size of 20.
- (3)
- After 300 freeze-thaw cycles, 2 wt% sodium silicate can significantly improve the durability of RP-PLAC. The addition of RP with a particle size of 80 to the RP-PLAC prevents external water from entering the sample and delays the transformation of the surface structure from small cracks to large cracks. According to SEM images, C-S-H, with its large number of fiber structures and network structures, prevents the deterioration of structures.
- (4)
- The results of the 3D microscope imaging test show that modified rubber used in PLAC can significantly reduce the relative height difference of the specimen surface during freeze-thaw cycles by about 83.9%, thus confirming that MRP used in PLAC can improve the resistance of concrete to freeze-thaw cycles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lehner, P.; Konečný, P.; Ghosh, P. Variation of Durability and Strength Parameters of Pumice Based Mixtures. Materials 2021, 14, 3674. [Google Scholar] [CrossRef] [PubMed]
- Ghanim, A.A.J.; Rahman, F.U.; Adil, W.; Zeyad, A.M.; Magbool, H.M. Experimental investigation of industrial wastes in concrete: Mechanical and microstructural evaluation of pumice powder and Fly Ash in concrete. Case Stud. Constr. Mater. 2023, 18, e01999. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Amin, M.; Agwa, I.S. Effect of air entraining and pumice on properties of ultra-high performance lightweight concrete. Arch. Civ. Mech. 2024, 24, 11. [Google Scholar] [CrossRef]
- Abadel, A.A. Physical, Mechanical, and Microstructure Characteristics of Ultra-High-Performance Concrete Containing Lightweight Aggregates. Materials 2023, 16, 4883. [Google Scholar] [CrossRef]
- Rahman, F.; Adil, W.; Raheel, M.; Saberian, M.; Li, J.; Maqsood, T. Experimental investigation of high replacement of cement by pumice in cement mortar: A mechanical, durability and microstructural study. J. Build. Eng. 2022, 49, 104037. [Google Scholar] [CrossRef]
- Hossain, K.M.A.; Ahmed, S.; Lachemi, M. Lightweight concrete incorporating pumice based blended cement and aggregate: Mechanical and durability characteristics. Constr. Build. Mater. 2011, 25, 1186–1195. [Google Scholar] [CrossRef]
- Guo, Z.; Wang, H.; Sun, S.; Feng, S.; Shu, L.; Tang, C. Improvement Mechanism of the Mechanical Properties and Pore Structure of Rubber Lightweight Aggregate Concrete with S95 Slag. Sustainability 2023, 15, 1008. [Google Scholar] [CrossRef]
- Wang, X.; Feng, R.; Li, J.; Liu, S.; Yan, C. Wear characteristics and degradation mechanism of natural pumice concrete under ice friction during ice flood season. Constr. Build. Mater. 2022, 341, 127742. [Google Scholar] [CrossRef]
- Amin, M.; Tayeh, B.A.; Agwa, I.S. Investigating the mechanical and microstructure properties of fibre-reinforced lightweight concrete under elevated temperatures. Case Stud. Constr. Mater. 2020, 13, e00459. [Google Scholar] [CrossRef]
- Polat, R.; Demirboğa, R.; Karakoç, M.B.; Türkmen, İ. The influence of lightweight aggregate on the physico-mechanical properties of concrete exposed to freeze–thaw cycles. Cold Reg. Sci. Technol. 2010, 60, 51–56. [Google Scholar] [CrossRef]
- Chen, T.-T.; Wang, W.-C.; Wang, H.-Y. Mechanical properties and ultrasonic velocity of lightweight aggregate concrete containing mineral powder materials. Constr. Build. Mater. 2020, 258, 119550. [Google Scholar] [CrossRef]
- Amiri, M.; Hatami, F.; Golafshani, E.M. Evaluating the synergic effect of waste rubber powder and recycled concrete aggregate on mechanical properties and durability of concrete. Case Stud. Constr. Mater. 2021, 15, e00639. [Google Scholar] [CrossRef]
- Lv, J.; Zhou, T.; Du, Q.; Li, K. Experimental and analytical study on uniaxial compressive fatigue behavior of self-compacting rubber lightweight aggregate concrete. Constr. Build. Mater. 2020, 237, 117623. [Google Scholar] [CrossRef]
- Wu, S.; Park, S.; Pyo, S. Effect of Types of Microparticles on Vibration Reducibility of Cementitious Composites. Materials 2022, 15, 4821. [Google Scholar] [CrossRef]
- Kujawa, W.; Tarach, I.; Olewnik-Kruszkowska, E.; Rudawska, A. Effect of Polymer Additives on the Microstructure and Mechanical Properties of Self-Leveling Rubberised Concrete. Materials 2022, 15, 249. [Google Scholar] [CrossRef]
- Kudapa, V.K.; Kumar, S. Applications of sodium silicate in oil and gas well operations. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Hussein, T.A.; Dheyaaldin, M.H.; Mosaberpanah, M.A.; Ahmed, Y.M.S.; Mohammed, H.A.; Omer, R.R.; Hamid, S.M.; Alzeebaree, R. Chemical resistance of alkali-activated mortar with nano silica and polypropylene fiber. Constr. Build. Mater. 2023, 363, 129847. [Google Scholar] [CrossRef]
- Dai, X.D.; Ren, Q.; Aydin, S.; Yardimci, M.Y.; Schutter, G.D. Accelerating the reaction process of sodium carbonate-activated slag mixtures with the incorporation of a small addition of sodium hydroxide/sodium silicate. Cem. Concr. Compos. 2023, 141, 105118. [Google Scholar] [CrossRef]
- Cai, J.; Peng, Z.; Zhao, R.; Xu, A.; Zhou, X. The Influence of Slag/Fly Ash Ratio and Sodium Silicate Modulus on the Properties of 1-3-2 Alkali-Based Piezoelectric Composite. Materials 2022, 15, 1150. [Google Scholar] [CrossRef] [PubMed]
- Papaioannou, S.; Amenta, M.; Kilikoglou, V.; Gournis, D.; Karatasios, I. Synthesis and integration of cement-based capsules modified with sodium silicate for developing self-healing cements. Constr. Build. Mater. 2022, 316, 125803. [Google Scholar] [CrossRef]
- Youssf, O.; Swilam, A.; Tahwia, A.M. Performance of crumb rubber concrete made with high contents of heat pre-treated rubber and magnetized water. J. Mater. Res. Technol. 2023, 23, 2160–2176. [Google Scholar] [CrossRef]
- Singh, M.S.J.; Yusof, N.H.; Rasdi, F.R.M. The Processing Technology of Epoxidised Natural Rubber. Epoxidised Nat. Rubber 2023, 11–30. [Google Scholar] [CrossRef]
- Juszkiewicz, D.C.; Kunecki, P.; Cader, J.; Wdowin, M. Review in Waste Tire Management—Potential Applications in Mitigating Environmental Pollution. Materials 2023, 16, 5771. [Google Scholar] [CrossRef] [PubMed]
- Duan, Y.; Wang, Q.; Long, Z.; Wang, X. Investigating the Impact of Fly Ash on the Strength and Micro-Structure of Concrete during Steam Curing and Subsequent Stages. Materials 2023, 16, 1326. [Google Scholar] [CrossRef] [PubMed]
- Shukla, B.K.; Gupta, A.; Gowda, S.; Srivastav, Y. Constructing a greener future: A comprehensive review on the sustainable use of fly ash in the construction industry and beyond. Mater. Proc. 2023, 93, 257–264. [Google Scholar] [CrossRef]
- Zhou, W.; Tian, W.; Qi, T.; Liu, S.; Feng, C.; Ma, G.; Chang, X. Investigation on Hydration and Mechanical Properties of Mortar Containing Limestone Powder and Fly Ash Based on the Coupled Chemical–Thermal–Mechanical Method. Materials 2020, 13, 4387. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.; Yi, Z.; Zhang, Z.; Liu, D.; Ran, J. The Effects of Hybrid Steel/Basalt Fibers on the Durability of Concrete Pavement against Freeze–Thaw Cycles. Materials 2023, 16, 7137. [Google Scholar] [CrossRef]
- Wang, Y.; Xia, J.; Li, P.; Yu, L.; Yang, H.; Chen, Y. Experimental Study and Analytical Modeling on Properties of Freeze–Thaw Durability of Coal Gangue Pervious Concrete. Materials 2023, 16, 7104. [Google Scholar] [CrossRef]
- Cheng, Y.; Sun, L.; Li, Y.; Liu, M.; He, R.; Jin, X.; Jin, H. Damage Model of Steel Fiber-Reinforced Coal Gangue Concrete under Freeze–Thaw Cycles Based on Weibull Distribution. Materials 2023, 16, 6775. [Google Scholar] [CrossRef]
- Gao, Y.; Zhou, B.; Yao, X.; Guan, J.; Han, X. The Influence of Metakaolin and Polypropylene Fiber Concrete on Mechanics Properties and Microstructure Combined Action under Multi-Salt Soaking and Freeze–Thaw. Materials 2023, 16, 5525. [Google Scholar] [CrossRef]
- Qian, J.; Zhou, L.-Q.; Wang, X.; Yang, J.-P. Degradation of Mechanical Properties of Graphene Oxide Concrete under Sulfate Attack and Freeze–Thaw Cycle Environment. Materials 2023, 16, 6949. [Google Scholar] [CrossRef]
- Jovičić, M.; Bera, O.; Stojanov, S.; Pavličević, J.; Govedarica, D.; Bobinac, I.; Hollo, B.B. Effects of recycled carbon black generated from waste rubber on the curing process and properties of new natural rubber composites. Polym. Bull. 2022, 80, 5047–5069. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D.; Hemachandra, P.; Hajimohammadi, A. Effects of surface treatments of recycled tyre crumb on cement-rubber bonding in concrete composite foam. Constr. Build. Mater. 2018, 171, 467–473. [Google Scholar] [CrossRef]
- ASTM C33/C33M-18; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C215-14; Standard Test Method for Fundamental Transverse, Longitudinal, and Torsional Resonant Frequencies of Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2014.
- Li, Y.; Ma, H.; Wen, L.; Yuan, J.; Zhang, Y.; Li, Y.; Zhou, H.; Chen, J. Influence of pore size distribution on concrete cracking with different AEA content and curing age using acoustic emission and low-field NMR. J. Build. Eng. 2022, 58, 105059. [Google Scholar] [CrossRef]
- Kruschwitz, S.; Munsch, S.; Telong, M.; Schmidt, W.; Bintz, T.; Fladt, M.; Stelzner, L. The NMR core analyzing tomograph: A multi-functional tool for non-destructive testing of building materials. Magn. Reson. Lett. 2023, 3, 207–219. [Google Scholar] [CrossRef]
- Kong, L.; Sayem, H.M.; Tian, H. Influence of drying–wetting cycles on soil-water characteristic curve of undisturbed granite residual soils and microstructure mechanism by nuclear magnetic resonance (NMR) spin-spin relaxation time (T2) relaxometry. Can. Geotech. J. 2018, 55, 208–216. [Google Scholar] [CrossRef]
- Chatterji, S. Aspects of the freezing process in a porous material–water system: Part 1. Freezing and the properties of water and ice. Cem. Concr. Res. 1999, 29, 627–630. [Google Scholar] [CrossRef]
- Vaičiukynienė, D.; Nizevičienė, D.; Kantautas, A.; Tamošaitis, G.; Fornés, I.V.; Krivenko, P.; Boiko, O. Production of an eco-friendly concrete by including high-volume zeolitic supplementary cementitious materials and quicklime. Sci. Rep. 2024, 14, 188. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Surface Area (m2/kg) | Initial Setting Time (min) | Final Setting Time (min) | Stability | SiO2 Mass Fraction (%) | Loss on Ignition (%) | Compressive Strength (MPa) | Rupture Strength (MPa) | ||
|---|---|---|---|---|---|---|---|---|---|
| 3 d | 28 d | 3 d | 28 d | ||||||
| 350 | 150 | 240 | Qualified | 22.12 | 1.02 | 25.6 | 54.8 | 5.3 | 8.3 |
| Element | SiO2 | Al2O3 | Fe2O3 | MgO | CaO | Other | Loss of Ignition |
|---|---|---|---|---|---|---|---|
| Fly ash | 58.27 | 24.35 | 5.43 | 0.76 | 6.11 | 5.08 | 3.1 |
| Cement | 21.29 | 5.20 | 4.11 | 0.49 | 63.50 | 5.41 | <5 |
| Module | Na2O (%) | SiO2 (%) | Density (20 °C) (g·cm−3) | Water Insoluble (%) |
|---|---|---|---|---|
| 3.3 | 8.3 | 26.5 | 1.385 | 0.02 |
| Sample | Cement | Fly Ash | Sand | Pumice | Water | Sodium Silicate (%) | Rubber Size | Rubber Content (%) | Water Reducing Agent (%) |
|---|---|---|---|---|---|---|---|---|---|
| (kg/m3) | |||||||||
| RP20 | 408 | 102 | 785 | 546 | 204 | 0 | 20 | 3 | 1 |
| RP80 | 408 | 102 | 785 | 546 | 204 | 0 | 80 | 3 | 1 |
| RP20-S1 | 408 | 102 | 785 | 546 | 204 | 1 | 20 | 3 | 1 |
| RP20-S2 | 408 | 102 | 785 | 546 | 204 | 2 | 20 | 3 | 1 |
| RP20-S4 | 408 | 102 | 785 | 546 | 204 | 4 | 20 | 3 | 1 |
| RP20-S6 | 408 | 102 | 785 | 546 | 204 | 6 | 20 | 3 | 1 |
| RP20-S8 | 408 | 102 | 785 | 546 | 204 | 8 | 20 | 3 | 1 |
| RP80-S1 | 408 | 102 | 785 | 546 | 204 | 1 | 80 | 3 | 1 |
| RP80-S2 | 408 | 102 | 785 | 546 | 204 | 2 | 80 | 3 | 1 |
| RP80-S4 | 408 | 102 | 785 | 546 | 204 | 4 | 80 | 3 | 1 |
| RP80-S6 | 408 | 102 | 785 | 546 | 204 | 6 | 80 | 3 | 1 |
| RP80-S8 | 408 | 102 | 785 | 546 | 204 | 8 | 80 | 3 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Shu, L.; Ma, K.; He, X. Durability Improvement of Pumice Lightweight Aggregate Concrete by Incorporating Modified Rubber Powder with Sodium Silicate. Materials 2024, 17, 786. https://doi.org/10.3390/ma17040786
Wang H, Shu L, Ma K, He X. Durability Improvement of Pumice Lightweight Aggregate Concrete by Incorporating Modified Rubber Powder with Sodium Silicate. Materials. 2024; 17(4):786. https://doi.org/10.3390/ma17040786
Chicago/Turabian StyleWang, Hailong, Libin Shu, Kuaile Ma, and Xingxing He. 2024. "Durability Improvement of Pumice Lightweight Aggregate Concrete by Incorporating Modified Rubber Powder with Sodium Silicate" Materials 17, no. 4: 786. https://doi.org/10.3390/ma17040786