
Tensile Load-Bearing Behaviour of Concrete Components Reinforced with Flax Fibre Textiles

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Experimental Program
2.1. Influencial Parameters on the Tensile Load Behaviour to Investigate through Testing
2.2. Methodology
2.3. Material Properties
2.3.1. Concrete
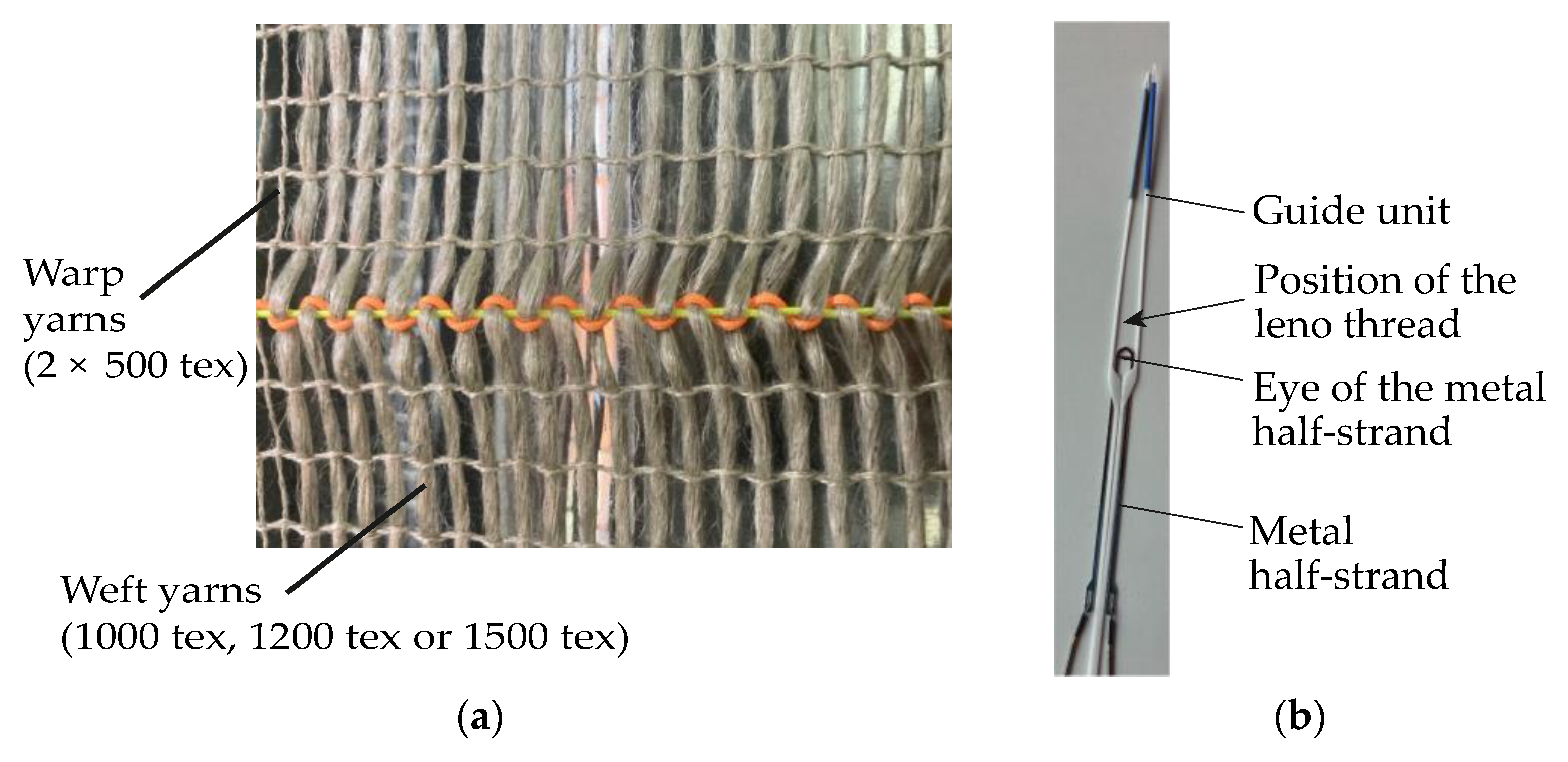
2.3.2. Textiles
2.4. Test Specimens
3. Test Results
3.1. Failure Modes
3.2. Stress–Strain Behaviour
4. Discussion
4.1. Influence of the Impregnation
4.2. Influence of the Fineness of the Weft Yarns and the Reinforcement Ratio
4.3. Influence of the Opening Width of the Warp Yarns
5. Conclusions
5.1. Current State of Advancement
- Overall, the results of the tensile tests presented in this paper suggest that textiles made of flax fibres (as a leno fabric) impregnated with a bio-based resin have the potential to be used as a reinforcement for uniaxial tension in concrete-based members;
- The results of this investigation showed that specimens with reinforcements made of flax fibres are capable of withstanding higher failure loads than those supported by specimens without reinforcement. Yet, a minimum reinforcement amount is necessary;
- Additionally, the results indicate that the failure mode is mostly brittle due to the linear elastic behaviour of the textiles. However, the failure is clearly announced by a finely distributed crack pattern and large strains;
- Regarding the stress–strain behaviour of the test specimens, three zones were identified: pre-cracking zone (Zone I), multiple cracking zone (Zone IIa) and post-cracking zone (Zone IIb). These zones are typical for textile-reinforced concrete members under tension load;
- The impregnation seems to enable a more finely distributed crack pattern than that on the specimens without impregnation. The level of bond at the fibre–matrix interface was better in the impregnated textiles since the resin was able to penetrate the inner fibres and avoid slippage between the inner and the outer fibres;
- Additionally, high failure stresses were registered for the impregnated textiles in comparison to the specimens without impregnation. Impregnation leads to dimensionally more stable reinforcement and, consequently, to better activation. The impregnation also minimises the influence of small defects in the yarns implemented during the weaving or reaping processes. Overall, the tensile load-bearing capacity is improved with impregnation;
- No clear influence of the fineness of the weft yarns on the tensile load-bearing capacity could be determined. It appears that the load-bearing capacity decreases slightly with greater fineness. However, for more robust conclusions, further tests should be conducted;
- The distance of the warp yarns seems to influence the crack patterns. Smaller opening widths of the warp yarns lead to a finer distributed crack pattern since the warp yarns weaken the specimen cross-section. In comparison, large spacings seem to promote a better activation of the yarns due to the larger transmission length. In addition, higher failure stresses where observed. This could be explained by the reduced ondulation in the textiles since there are fewer warp yarns interfering with the weft yarns.
5.2. Future Developments
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomas, S.; Paul, S.A.; Pothan, L.A.; Deepa, B. Natural fibres: Structure, properties and applications. In Cellulose Fibers: Bio-and Nano-Polymer Composites; Kalia, S., Kaith, B.S., Kaur, I., Eds.; Springer: Heidelberg, Germany, 2011; pp. 3–42. [Google Scholar]
- Helbig, T.; Unterer, K.; Kulas, C.; Rempel, S.; Hegger, J. Fuß-und Radwegbrücke aus Carbonbeton in Albstadt-Ebingen: Die weltweit erste ausschließlich carbonfaserbewehrte Betonbrücke. Beton- und Stahlbetonbau 2016, 111, 676–685. [Google Scholar] [CrossRef]
- Rempel, S.; Kulas, C.; Will, N.; Bielak, J. Extremely light and slender precast-bridge made out of textile-reinforced-concrete. In High Tech Concrete: Where Technology and Engineering Meet; Hordijk, D., Lukovic, M., Eds.; Springer International Publishing AG: Cham, Switzerland, 2017; pp. 2530–2537. [Google Scholar]
- Rempel, S.; Will, N.; Hegger, J.; Beul, P. Filigrane Bauwerke aus Textilbeton: Leistungsfähigkeit und Anwendungspotenzial des innovativen Verbundwerkstoffs. Beton- und Stahlbetonbau 2015, 110, 83–93. [Google Scholar] [CrossRef]
- Hegger, J.; Zell, M.; Horstmann, M. Textile reinforced concrete–realization in applications. In Proceedings of the International FIB Symposium Tailor Made Concrete Structures: New Solutions for Our Society, Amsterdam, The Netherlands, 19–21 May 2008. [Google Scholar]
- Curbach, M.; Ortlepp, R. Sonderforschungsbereich 528: Textile Bewehrungen Zur Bautechnischen Verstärkung und Instandsetzung-Abschlussbericht: Gekürzte Fassung; Saechsische Landesbibliothek Staats-und Universitaetsbibliothek: Dresden, Germany, 2012. [Google Scholar]
- Hegger, J. Sonderforschungsbereich 532: Textilbewehrter Beton-Grundlagen Für Die Entwicklung Einer Neuartigen Technologie; Rheinisch-Westfälische Technische Hochschule Aachen: Aachen, Germany, 2012. [Google Scholar]
- Jesse, F. Tragverhalten von Filamentgarnen in zementgebundener Matrix. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2004. [Google Scholar]
- Herbrand, M.; Adam, V.; Classen, M.; Kueres, D.; Hegger, J. Strengthening of existing bridge structures for shear and bending with carbon textile-reinforced mortar, Materials. Materials 2017, 10, 1099. [Google Scholar] [CrossRef]
- Lieboldt, M.; Tietze, M.; Schladitz, F. C3-Projekt—Erfolgreiche Partnerschaft für Innovation im Bauwesen. Bauingenieur 2018, 93, 265–273. [Google Scholar] [CrossRef]
- Beckmann, B.; Bielak, J.; Bosbach, S.; Scheerer, S.; Schmidt, C.; Hegger, J.; Curbach, M. Collaborative research on carbon reinforced concrete structures in the crc/trr 280 project. Civ. Eng. Des. 2021, 3, 99–109. [Google Scholar] [CrossRef]
- Bielak, J.; Schöneberg, J.; Classen, M.; Hegger, J. Shear capacity of continuous concrete slabs with CFRP reinforcement. Constr. Build. Mater. 2022, 320, 126117. [Google Scholar] [CrossRef]
- Williams Portal, N.; Lundgren, K.; Wallbaum, H.; Malaga, K. Sustainable potential of textile-reinforced concrete. J. Mater. Civ. Eng. 2015, 27, 04014207. [Google Scholar] [CrossRef]
- Manfred, C.; Sebastian, M.; Müller, E.; Schumann, A.; Schütze, E.; Wagner, J. Verstärken mit carbonbeton. In Beton-Kalender 2022; Bergmeister, K., Fingerloos, F., Wörner, J.-D., Eds.; Ernst und Sohn: Berlin, Germany, 2022. [Google Scholar]
- Rempel, S. Zur Zuverlässigkeit Der Bemessung von Biegebeanspruchten Betonbauteilen MIT Textiler Bewehrung. Ph.D. Thesis, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen, Germany, 2018. [Google Scholar]
- Rempel, M.; Ricker, M. Ermittlung der Materialkennwerte der Bewehrung für die Bemessung von textilbewehrten Bauteilen. Bauingenieur 2017, 92, 280–288. [Google Scholar] [CrossRef]
- Rempel, S.; Ricker, M.; Hegger, J. Biegebemessungsmodell mit einer geschlossenen und iterativen Lösung für Textilbetonbauteile. Beton-Und Stahlbetonbau 2020, 115, 218–230. [Google Scholar] [CrossRef]
- Coutts, R.S.P. Flax fibres as a reinforcement in cement mortars. Int. J. Cem. Compos. Lightweight Concr. 1983, 5, 257–262. [Google Scholar] [CrossRef]
- Chen, L.; Chen, Z.; Xie, Z.; Wei, L.; Hua, J.; Huang, L.; Yap, P.S. Recent developments on natural fiber concrete: A review of properties, sustainability, applications, barriers, and opportunities. Dev. Built Environ. 2023, 16, 100255. [Google Scholar] [CrossRef]
- Li, V. Engineered Cementitious Composites (ECC): Bendable Concrete for Sustainable and Resilient Infrastructure; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Li, V. Engineered Cementitious Composites (ECC) Material, Structural, and Durability Performance; University of Michigan: Ann Arbor, MI, USA, 2008. [Google Scholar]
- Li, V. On engineered cementitious composites (ECC) a review of the material and its applications. J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef]
- Soltan, D.; das Neves, P.; Olvera, A.; Junior, H.; Li, V. Introducing a curauá fiber reinforced cement-based composite with strain-hardening behavior. Ind. Crops Prod. 2017, 103, 1–12. [Google Scholar] [CrossRef]
- Page, J.; Khadraoui, F.; Boutouil, M.; Gomina, M. Multi-physical properties of a structural concrete incorporating short flax fibers. Constr. Build. Mater. 2017, 140, 344–353. [Google Scholar] [CrossRef]
- Peitner, J.; Peist, S. Bauen mit textilbeton aus nachwachsenden rohstoffen. In Forschung Kompakt; Fraunhofer Gesellschaft: Munich, Germany, 2018. [Google Scholar]
- Kehren, D.; Plitzkow, S.; Meyer-Plath, A. Carbonfasern als Quelle alveolengängiger Fasern. Arbeitsschutz bei der Behandlung faserhaltiger Abfälle. In Aufbereitung und Verwertung Carbonfaserhaltiger Abfälle; Umweltbundesamt, Bundesanstalt für Arbeitsschutz und Arbeitsmedizin: Dessau-Roßlau, Germany, 2019. [Google Scholar]
- Trochoutsou, N.; Di Benedetti, M.; Pilakoutas, K.; Guadagnini, M. Mechanical characterisation of flax and jute textile-reinforced mortars. Constr. Build. Mater. 2021, 271, 121564. [Google Scholar] [CrossRef]
- Ferrara, G.; Coppola, B.; Di Maio, L.; Incarnato, L.; Martinelli, E. Tensile strength of flax fabrics to be used as reinforcement in cement-based composites: Experimental tests under different environmental exposures. Compos. Part B Eng. 2019, 168, 511–523. [Google Scholar] [CrossRef]
- Kouta, N.; Saliba, J.; Saiyouri, N. Fracture behaviour of flax fibers reinforced earth concrete. Eng. Fract. Mech. 2021, 241, 107378. [Google Scholar] [CrossRef]
- Castillo-Lara, J.F.; Flores-Johnson, E.A.; Valadez-Gonzalez, A.; Herrera-Franco, P.J.; Carrillo, J.G.; Gonzalez-Chi, P.I.; Li, Q.M. Mechanical properties of natural fiber reinforced foamed concrete. Materials 2020, 13, 3060. [Google Scholar] [CrossRef] [PubMed]
- Abbass, A.; Lourenc¸o, P.B.; Oliveira, D.V. The use of natural fibers in repairing and strengthening of cultural heritage 681 buildings. Mater. Today Proc. 2020, 31, 321–328. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Huner, U. Effect of water absorption on the mechanical properties of flax fiber reinforced epoxy composites. Adv. Sci. Technol. Res. J. 2015, 9, 1–6. [Google Scholar] [CrossRef]
- Ali, A.; Shaker, K.; Nawab, Y.; Jabbar, M.; Hussain, T.; Militky, J.; Baheti, V. Hydrophobic treatment of natural fibers and their composites—a review. J. Ind. Text. 2016, 47, 2153–2183. [Google Scholar] [CrossRef]
- Majstorovic, F.; Sebera, V.; Mrak, M.; Dolenec, S.; Wolf, M.; Marrot, L. Impact of metakaolin on mechanical performance of flax textile-reinforced cement-based composites. Cem. Concr. Compos. 2022, 126, 104367. [Google Scholar] [CrossRef]
- Cevallos, O.A.; Olivito, R.S. Effects of fabric parameters on the tensile behaviour of sustainable cementitious composites. Compos. Part B Eng. 2015, 69, 256–266. [Google Scholar] [CrossRef]
- Ferrara, G.; Pepe, M.; Martinelli, E.; Dias Tolêdo Filho, R. Influence of an Impregnation Treatment on the Morphology and Mechanical Behaviour of Flax Yarns Embedded in Hydraulic Lime Mortar. Fibers 2019, 7, 30. [Google Scholar] [CrossRef]
- Raupach, M.; Orlowsky, J.; Büttner, T.; Dilthey, U.; Schleser, M. Epoxy impregnated textiles in concrete—load bearing capacity and durability. In Proceedings of the ICTRC 2006—1st International RILEM Conference on Textile Reinforced Concrete, Aachen, Germany, 6–7 September 2006; Hegger, J., Brameshuber, W., Will, N., Eds.; RILEM Publications SARL: Paris, France, 2006; pp. 77–88. [Google Scholar]
- Zhang, X.; Wang, X.; Peng, Z.; Zhu, Z.; Wu, Z. Parametric study on mechanical properties of basalt leno textile applied as concrete reinforcement. Adv. Struct. Eng. 2022, 25, 48–62. [Google Scholar] [CrossRef]
- Zecherle, K.; Ricker, M.; Binde, J.; Winkelmann, J.; Haxter, C. Zugtragverhalten von Betonbauteilen mit getränkter Textilbewehrung aus Flachsfasern. Beton-Und Stahlbetonbau 2023, 118, 25–35. [Google Scholar] [CrossRef]
- Portal, N.W. Usability of Textile Reinforced Concrete: Structural Performance, Durability and Sustainability; Chalmers University of Technology: Gothenburg, Sweden, 2015. [Google Scholar]
- Büttner, T.; Allessandra, K.; Raupach, M. Improvement of load-bearing capacity and durability of textile-reinforced concrete due to the use of polymers. In Proceedings of the 15th Congress of the Glassfibre Reinforced Concrete Association International, Prague, Czech Republic, 20–23 April 2008. [Google Scholar]
- Scheffler, C.; Gao, S.L.; Plonka, R.; Mädler, E.; Hempel, S.; Butler, M.; Mechtcherine, V. Interphase modification of alkali-resistant glass fibres and carbon fibres for textile reinforced concrete I: Fibre properties and durability. Compos. Sci. Technol. 2009, 69, 531–538. [Google Scholar] [CrossRef]
- Graupner, N.; Endres, H.; Müssig, J. Influence of Fibre Fineness, Fibre Maturity, and Nep Content on the Properties of Natural Fibre Reinforced Cotton-Epoxy Composites. J. Nat. Fibres 2008, 5, 289–315. [Google Scholar] [CrossRef]
- Khan, M.; Chen, Y.; Belsham, T.; Laguë, C.; Landry, H.; Peng, Q.; Zhong, W. Fineness and tensile properties of hemp (Cannabis sativa L.) fibres. Biosyst. Eng. 2011, 108, 9–17. [Google Scholar] [CrossRef]
- Placet, V. Characterization of the thermo-mechanical behaviour of Hemp fibres intended for the manufacturing of high performance composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1111–1118. [Google Scholar] [CrossRef]
- DIN EN ISO 2062: 2010-04; Textiles—Yarns from Packages—Determination of Single-End Breaking Force and Elongation at Break Using Constant Rate of Extension (cre) Tester (ISO 2062:2009), German Version EN ISO 2062:2009. Beuth: Berlin, Germany, 2010.
- Hinzen, M. Prüfmethoden zur Ermittlung des Zugtragverhaltens von textiler Bewehrung für Beton. Bauingenieur 2017, 92, 289–291. [Google Scholar] [CrossRef]
- DIN EN 196-1:2016-11; Methods of Testing Cement—Part 1: Determination of Strength, German Version EN 196–1. Beuth: Berlin, Germany, 2016.
- Molter, M. Zum Tragverhalten von Textilbewehrtem Beton. Ph.D. Thesis, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen, Germany, 2005. [Google Scholar]
- Curbach, M.; Jesse, F. Eigenschaften und Anwendung von Textilbeton. Beton-Und Stahlbetonbau 2009, 104, 9–16. [Google Scholar] [CrossRef]
- Kulas, C.H. Zum Tragverhalten Getränkter Textiler Bewehrungselemente Für Betonbauteile. Ph.D. Thesis, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen, Germany, 2013. [Google Scholar]
- Hegger, J.; Will, N.; Molter, M.; Littwin, R. Bruch- und Rissverhalten von textilbewehrtem Beton. Bauchtechnik 2002, 79, 268–271. [Google Scholar] [CrossRef]
- Schneider, K.; Butler, M.; Mechtcherine, V. Carbon Concrete Composite C3—Nachhaltige Bindemittel und Betone für die Zukunft. Beton-Und Stahlbetonbau 2017, 112, 784–794. [Google Scholar] [CrossRef]
- Trah, F. Experimentelle Untersuchungen Zum Axialen Zugtragverhalten von Betondehnkörpern MIT Textiler Bewehrung Aus Flachsfasern. Master’s Thesis, Biberach University of Applied Sciences, Biberach, Germany, 2021. [Google Scholar]
- DIN EN 206:2017-01; Concrete—Specification, Performance, Production and Conformity; German Version EN 206:2013+a1:2016. Beuth: Berlin, Germany, 2017.
- Federation International du Beton. Fib Model Code for Concrete Structures 2010; Ernst und Sohn: Berlin, Germany, 2013. [Google Scholar]
- Cherif, C. Textile Werkstoffe für den Leichtbau. Techniken—Verfahren—Materialien—Eigenschaften; Springer: Berlin, Germany, 2011. [Google Scholar]
- Hegger, J.; Horstmann, M.; Voss, S.; Will, N. Textilbewehrter Beton-Tragverhalten, Bemessung und Anwendung. Beton- und Stahlbetonbau 2007, 102, 362–370. [Google Scholar] [CrossRef]
- Hegger, J.; Voss, S. Investigations on the bearing behaviour and application potential of textile reinforced concrete. Eng. Struct. 2008, 30, 2050–2056. [Google Scholar] [CrossRef]
- Voss, S. Ingenieurmodelle Zum Tragverhalten von textilbewehrtem Beton. Ph.D. Thesis, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen, Germany, 2008. [Google Scholar]
- Ricker, M.; Zecherle, K.; Binde, J.; Haxter, C.; Winkelmann, M. Zugtragverhalten von Betonbauteilen mit Textilbewehrung aus Naturfasern. BFT-Int. 2022, 08-22, 56–64. [Google Scholar]
- Peled, A.; Bentur, A.; Yankelevsky, D.Z. Flexural Performance of Cementitious Composites Reinforced with Woven Fabrics. J. Mater. Civ. Eng. 1999, 11, 325–330. [Google Scholar] [CrossRef]
- Xu, G.; Hannant, D.J. Synergistic Interaction Bet- ween Fibrillated Polypropylene Network and Glass Fibres in a Cement-Based Composite. Cem. Concr. Compos. 1991, 13, 95–106. [Google Scholar] [CrossRef]
- Schütze, E.; Bielak, J.; Scheerer, S.; Hegger, J.; Curbach, M. Einaxialer Zugversuch für Carbonbeton mit textiler Bewehrung. Beton- und Stahlbetonbau 2018, 113, 33–47. [Google Scholar] [CrossRef]
- Aveston, J.; Cooper, G.A.; Kelly, A. Single and multiple fracture. In The Properties of Fibre Composites, Conference Proceedings; National Physical Laboratory, IPC Science and Technology Press Ltd.: London, UK, 1971; pp. 15–26. [Google Scholar]
- Aveston, J.; Kelly, A. Theory of multiple fracture of fibrous composites. J. Mat. Sci. 1973, 8, 411–461. [Google Scholar] [CrossRef]
- Cuypers, H.; Wastiels, J. Stochastic matrix-cracking model for textile reinforced cementitious composites under tensile loading. Mater. Struct. 2006, 39, 777–786. [Google Scholar] [CrossRef]
- Larrinaga, P.; Chastre, C.; Biscaia, H.C.; San-José, J.T. Experimental and numerical modeling of basalt textile reinforced mortar behaviour under uniaxial tensile stress. Mater. Des. 2014, 55, 66–74. [Google Scholar] [CrossRef]
- Ricker, M.; Zecherle, K.; Kuhn, S.; Binde, J.; Haxter, C.; Winkelmann, J.; Freitag, L.; Hörmann, K. Untersuchung nachhaltiger Bewehrungen aus Naturfasern für Textilbetonbauteile (Laborphase). Abschlussbericht über ein Forschungsprojekt, Gefördert unter dem Az 35830/01-25 von der Deutschen Bundesstiftung Umwelt. Available online: https://www.dbu.de/OPAC/ab/DBU-Abschlussbericht-AZ-35830_01-Hauptbericht.pdf (accessed on 27 February 2024).
- Ombres, L.; Mazzuca, P. Residual Flexural Behavior of PBO FRCM-Strengthened Reinforced Concrete Beams after Exposure to Elevated Temperatures. J. Compos. Constr. 2024, 28, 04023063. [Google Scholar] [CrossRef]
- Mazzuca, P.; Ombres, L.; Guglielmi, M.; Verre, S. Residual mechanical properties of PBO FRCM composites after elevated temperature exposure: Experimental and comparative analysis. J. Mater. Civ. Eng. 2023, 35, 04023383. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concrete Mixture Composition | kg/m3 |
|---|---|
| CEM II 32.5 N/LH | 424.7 |
| Sand 0/2 (aggregate size varying between 0 and 2 mm) | 1039.1 |
| Limestone powder | 707.8 |
| Silica powder | 54.4 |
| Superplasticizer | 3.6 |
| Water | 288.9 |
| Characteristic mechanical properties of hardened concrete (experimental mean values of all test series measured at 28 days) | MPa |
| Flexural strength (tests according to [49]) | 6.86 |
| Uniaxial tensile strength (calculated according to [57]) | 3.03 |
| Compressive strength of concrete (tests according to [49]) | 47.24 |
| Spacing and Fineness Properties of Flax Fibre Textiles | Properties | |||||
|---|---|---|---|---|---|---|
| Spacing of weft yarns (mm) (a) | 8; 15 | |||||
| Spacing of warp yarns (mm) (a) | 10; 15 | |||||
| Fineness of weft yarns (tex) | 1000; 1200; 1500 | |||||
| Fineness of warp yarns (tex) | 2 × 500 | |||||
| Reinforcement cross-section (mm2/m) (b) | 71.4; 89.3; 107.1; 133.9 | |||||
| Impregnation properties | Properties | |||||
| Impregnation | SICOMIN Green—Poxy 56 | |||||
| E-Module | 3300 MPa | |||||
| Glass transition temperature of impregnation | 78 °C | |||||
| Mechanical properties of flax fibre textiles: Non-impregnated (experimental mean values of 10 tensile tests) | Tensile strength | Max. elongation | ||||
| Value | SD | CoV | Value | SD | CoV | |
| (MPa) | (MPa) | (%) | (%) | (%) | (%) | |
| 1000 tex yarn (d) | 233.8 | 37.1 | 15.9 | 2.80 | 0.22 | 7.86 |
| 1200 tex yarn (d) | 312.8 | 34.2 | 10.9 | 3.30 | 0.15 | 4.55 |
| 1500 tex yarn (d) | 362.6 | 34.3 | 9.5 | 3.90 | 0.23 | 5.90 |
| Mechanical properties of flax fibre textiles: Impregnated (experimental mean values of 10 tensile tests) | Tensile strength | Max. elongation | ||||
| Value | SD | CoV | Value | SD | CoV | |
| (MPa) | (MPa) | (%) | (%) | (%) | (%) | |
| 1000 tex yarn (d) | 245.1 (c) | 31.9 | 13.0 | 2.00 (c) | 0.28 | 14.0 |
| 1200 tex yarn (d) | 382.9 | 26.0 | 6.8 | 1.47 | 0.18 | 12.3 |
| 1500 tex yarn (d,e) | 395.8 | 14.6 | 3.7 | 1.67 | 0.04 | 2.4 |
| Test ID | Impregnation | Spacing Weft Yarns (mm) | Spacing Warp Yarns (mm) | Fineness Weft Yarn (mm) | Number of Layers | Reinf. Cross-Sec. (a) (mm2) | Reinf. Ratio (b) (%) | Number of Tests |
|---|---|---|---|---|---|---|---|---|
| NI-8/10-1000-3-x | None | 8 | 10 | 1000 | 3 | 26.8 | 1.79 | 4 |
| I-8/10-1000-3-x | GP56 (c) | 8 | 10 | 1000 | 3 | 26.8 | 1.79 | 3 |
| NI-8/10-1200-3-x | None | 8 | 10 | 1200 | 3 | 32.1 | 2.14 | 4 |
| I-8/10-1200-3-x | GP56 (c) | 8 | 10 | 1200 | 3 | 32.1 | 2.14 | 3 |
| NI-8/10-1500-3-x | None | 8 | 10 | 1500 | 3 | 40.2 | 2.68 | 4 |
| I-8/10-1500-3-x | GP56 (c) | 8 | 10 | 1500 | 3 | 40.2 | 2.68 | 3 |
| I-8/10-1000-2-x | GP56 (c) | 8 | 10 | 1000 | 2 | 17.9 | 1.19 | 4 |
| I-8/10-1200-2-x | GP56 (c) | 8 | 10 | 1200 | 2 | 21.4 | 1.43 | 3 |
| I-8/10-1500-2-x | GP56 (c) | 8 | 10 | 1500 | 2 | 26.8 | 1.79 | 4 |
| I-15/10-1500-3-x | GP56 (c) | 15 | 10 | 1500 | 3 | 21.4 | 1.43 | 4 |
| I-15/15-1500-3-x | GP56 (c) | 15 | 15 | 1500 | 3 | 21.4 | 1.43 | 3 |
| First Crack | Ultimate State | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Test Specimen | Force | Stress Related to the Concrete (c) Cross-Section | Total Strain | Maximum Force | Stress Related to the Textile (t) Cross-Section | Total Strain at Maximum Force | |||
| F | Ac | σc | ε | F | At | σt | ε | ||
| [N] | [mm2] | [MPa] | [‰] | [N] | [mm2] | [MPa] | [‰] | ||
| NI-8/10-1000-3-x | 1 | 2312 | 1500 | 1.54 | 0.12 | 4569 | 26.79 | 170.6 | 11.09 |
| NI-8/10-1000-3-x | 2 | 3024 | 2.02 | 0.13 | 4454 | 166.3 | 18.95 | ||
| NI-8/10-1000-3-x | 3 | 1941 | 1.29 | 0.09 | 4584 | 171.1 | 18.26 | ||
| NI-8/10-1000-3-x | 4 | 3042 | 2.03 | 0.33 | 4711 | 175.9 | 4.03 (a) | ||
| I-8/10-1000-3-x | 1 | 1664 | 1500 | 1.11 | N/A | 5167 | 26.79 | 192.9 | 9.65 |
| I-8/10-1000-3-x | 2 | 2392 | 1.59 | 0.18 | 4760 | 177.7 | 3.55 (a) | ||
| I-8/10-1000-3-x | 3 | 2721 | 1.81 | 0.15 | 5698 | 212.7 | 9.18 | ||
| NI-8/10-1200-3-x | 1 | 3579 | 1500 | 2.39 | 0.18 | 6772 | 32.14 | 210.7 | 13.72 |
| NI-8/10-1200-3-x | 2 | 3592 | 2.39 | 0.18 | 7467 | 232.3 | 19.09 | ||
| NI-8/10-1200-3-x | 3 | 2337 | 1.56 | 0.21 | 6705 | 208.6 | 16.29 | ||
| NI-8/10-1200-3-x | 4 | 2888 | 1.93 | 0.07 | 5655 | 175.9 | 16.58 | ||
| I-8/10-1200-3-x | 1 | 2392 | 1500 | 1.59 | 0.24 | 6905 | 32.14 | 214.8 | 11.46 |
| I-8/10-1200-3-x | 2 | 1944 | 1.30 | 0.12 | 8414 | 261.8 | 13.02 | ||
| I-8/10-1200-3-x | 3 | 2341 | 1.56 | 0.08 | 6212 | 193.3 | 8.03 | ||
| NI-8/10-1500-3-x | 1 | 2664 | 1500 | 1.78 | 0.26 | 8964 | 40.18 | 223.1 | 22.28 |
| NI-8/10-1500-3-x | 2 | 2769 | 1.85 | 0.20 | 8962 | 223.0 | 25.27 | ||
| NI-8/10-1500-3-x | 3 | 2309 | 1.54 | 0.13 | 7586 | 188.8 | 28.44 | ||
| NI-8/10-1500-3-x | 4 | 1706 | 1.14 | 0.14 | 9377 | 233.4 | 30.48 | ||
| I-8/10-1500-3-x | 1 | 3316 | 1500 | 2.21 | 0.21 | 8699 | 40.18 | 216.5 | 11.42 |
| I-8/10-1500-3-x | 2 | 2471 | 1.65 | 0.15 | 9639 | 239.9 | 11.33 | ||
| I-8/10-1500-3-x | 3 | 3446 | 2.30 | 0.17 | 7977 | 198.5 | 9.00 | ||
| I-8/10-1000-2-x | 1 | 2536 | 1500 | 1.69 | 0.08 | 4278 | 17.86 | 239.5 | 11.48 |
| I-8/10-1000-2-x | 2 | 2219 | 1.48 | 0.12 | 4042 | 226.3 | 7.57 | ||
| I-8/10-1000-2-x | 3 | 2142 | 1.43 | 0.16 | 3658 | 204.8 | 4.73 | ||
| I-8/10-1000-2-x | 4 | 1981 | 1.32 | 0.10 | 3646 | 204.1 | 3.74 | ||
| I-8/10-1200-2-x | 1 | 2136 | 1500 | 1.42 | 0.04 | 4565 | 21.43 | 213.0 | 6.41 |
| I-8/10-1200-2-x | 2 | 3443 | 2.30 | 0.61 | 5525 | 257.8 | 8.08 | ||
| I-8/10-1200-2-x | 3 | 2327 | 1.55 | 0.13 | 5573 | 260.1 | 10.49 | ||
| I-8/10-1500-2-x | 1 | 1742 | 1500 | 1.16 | 0.09 | 6650 | 26.79 | 248.2 | 13.85 |
| I-8/10-1500-2-x | 2 | 1507 | 1.00 | 0.08 | 6510 | 243.0 | 12.08 | ||
| I-8/10-1500-2-x | 3 | 2189 | 1.46 | 0.11 | 5555 | 207.4 | 12.51 | ||
| I-8/10-1500-2-x | 4 | 2936 | 1.96 | 0.15 | 6299 | 235.1 | 12.32 | ||
| I-15/10-1500-3-x | 1 | 3167 | 1500 | 2.11 | 0.15 | 5472 | 21.43 | 255.3 | 8.18 |
| I-15/10-1500-3-x | 2 | 2691 | 1.79 | 0.09 | 6619 | 308.9 | 12.66 | ||
| I-15/10-1500-3-x | 3 | 4395 | 2.93 | 0.20 | 5715 | 266.7 | 7.02 | ||
| I-15/10-1500-3-x | 4 | 3539 | 2.36 | 0.17 | 6235 | 290.9 | 11.25 | ||
| I-15/15-1500-3-x | 1 | 2962 | 1500 | 1.97 | 0.07 | 7988 | 21.43 | 372.7 | 10.19 |
| I-15/15-1500-3-x | 2 | 1908 | 1.27 | 0.12 | 7065 | 329.7 | 10.03 | ||
| I-15/15-1500-3-x | 3 | 2509 | 1.67 | 0.22 | 6725 | 313.8 | 9.66 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ricker, M.; Kuhn, S.; Feiri, T.; Zecherle, K.; Binde, J.; Winkelmann, J. Tensile Load-Bearing Behaviour of Concrete Components Reinforced with Flax Fibre Textiles. Materials 2024, 17, 1313. https://doi.org/10.3390/ma17061313
Ricker M, Kuhn S, Feiri T, Zecherle K, Binde J, Winkelmann J. Tensile Load-Bearing Behaviour of Concrete Components Reinforced with Flax Fibre Textiles. Materials. 2024; 17(6):1313. https://doi.org/10.3390/ma17061313
Chicago/Turabian StyleRicker, Marcus, Sebastian Kuhn, Tânia Feiri, Katrin Zecherle, Jan Binde, and Jana Winkelmann. 2024. "Tensile Load-Bearing Behaviour of Concrete Components Reinforced with Flax Fibre Textiles" Materials 17, no. 6: 1313. https://doi.org/10.3390/ma17061313
APA StyleRicker, M., Kuhn, S., Feiri, T., Zecherle, K., Binde, J., & Winkelmann, J. (2024). Tensile Load-Bearing Behaviour of Concrete Components Reinforced with Flax Fibre Textiles. Materials, 17(6), 1313. https://doi.org/10.3390/ma17061313