





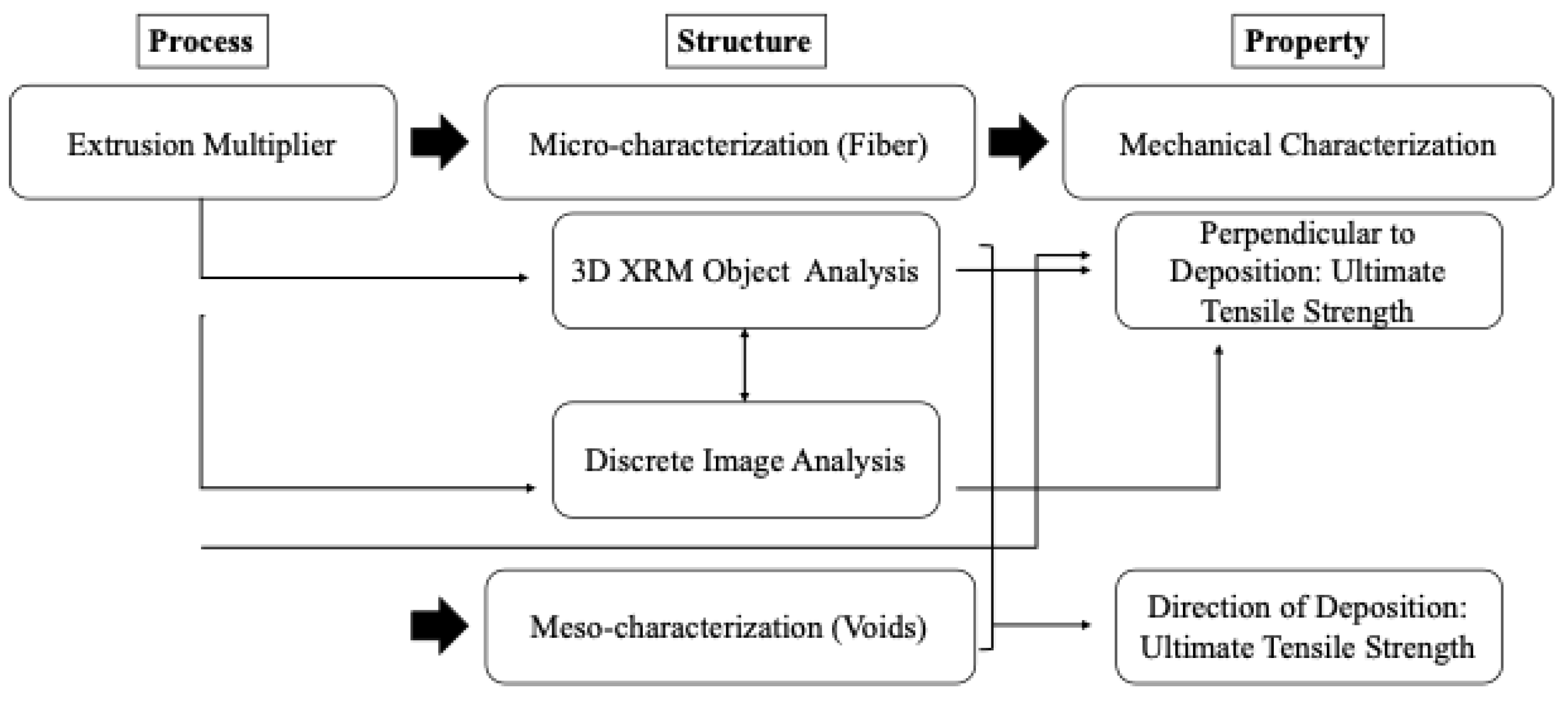
Process–Structure–Property Relationship Development in Large-Format Additive Manufacturing: Fiber Alignment and Ultimate Tensile Strength


Abstract
:1. Introduction
2. Materials and Methods
2.1. Coordinate System
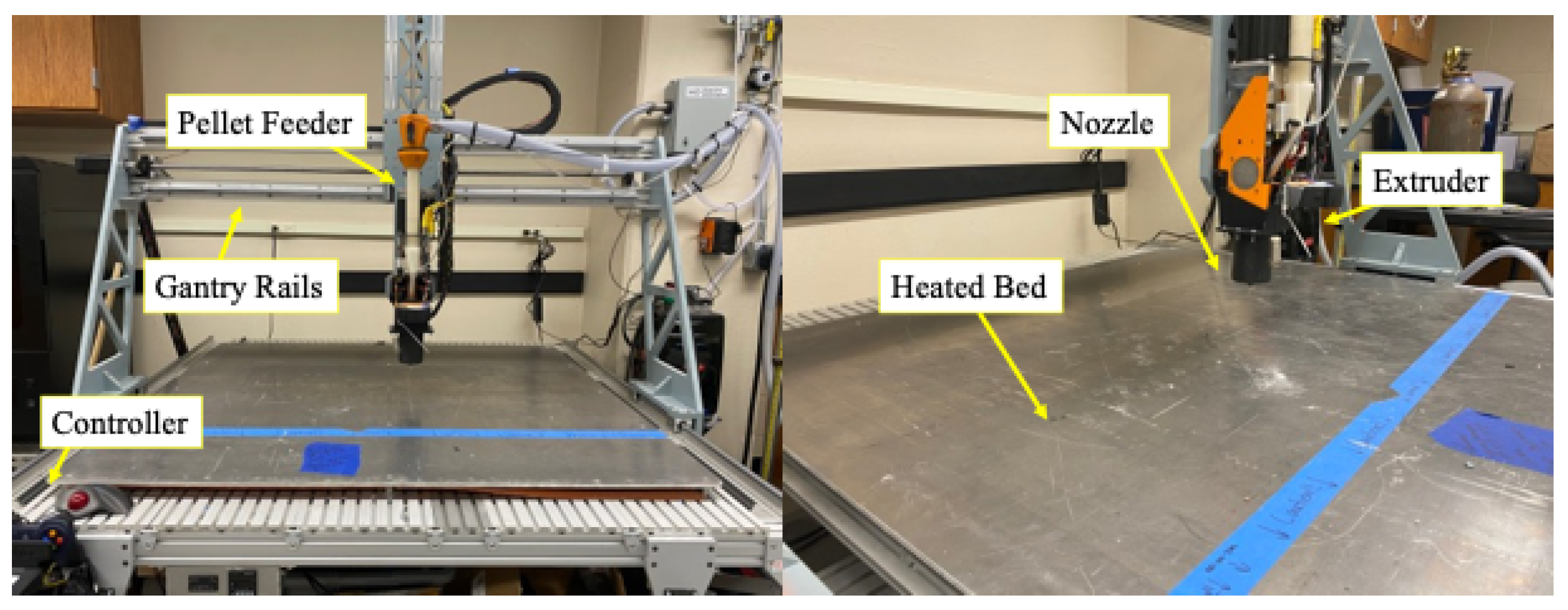
2.2. Print and Printer Specifications—Process
2.3. Fiber Alignment Microstructure
2.3.1. X-ray Microscopy
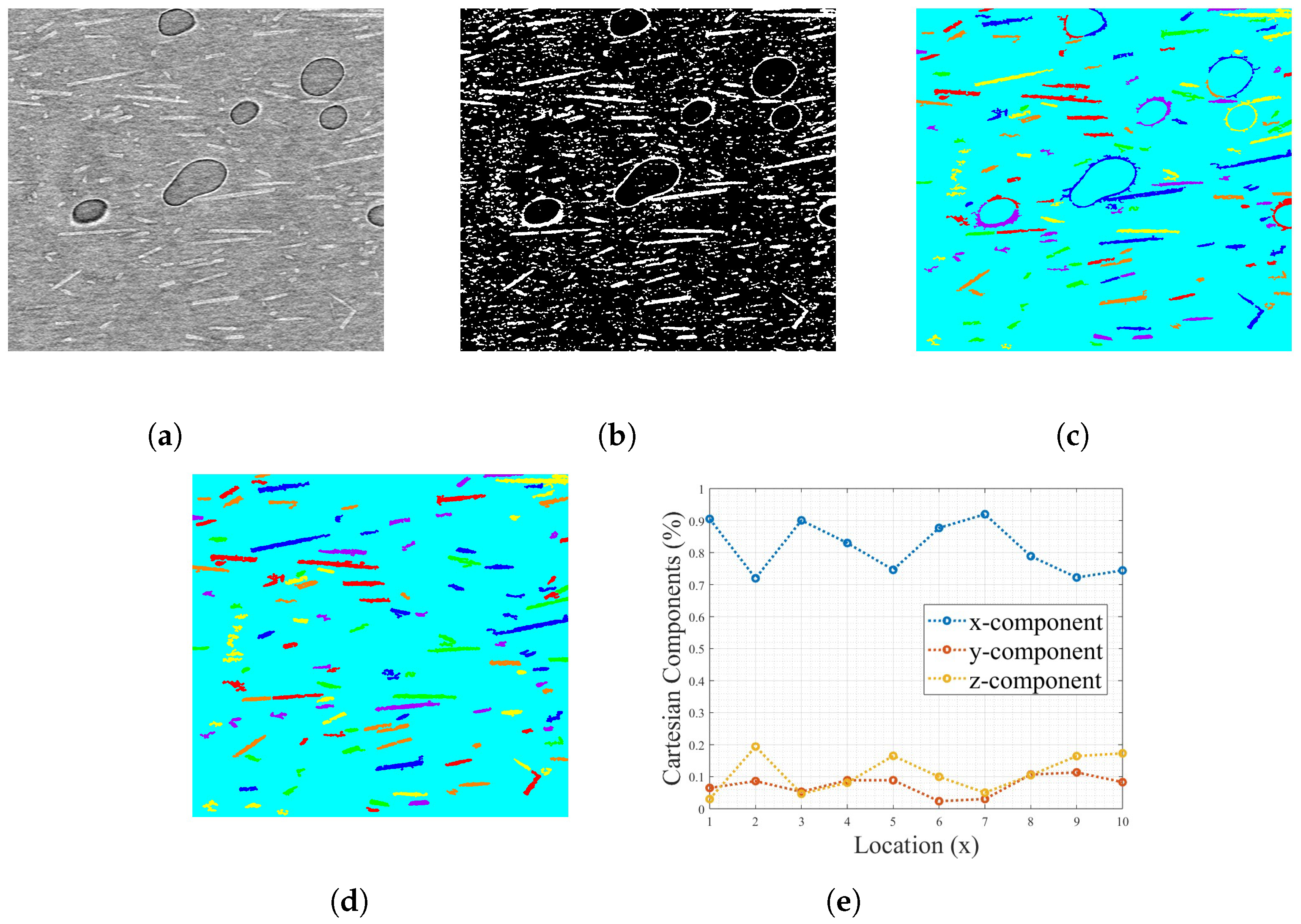
2.3.2. Image Analysis
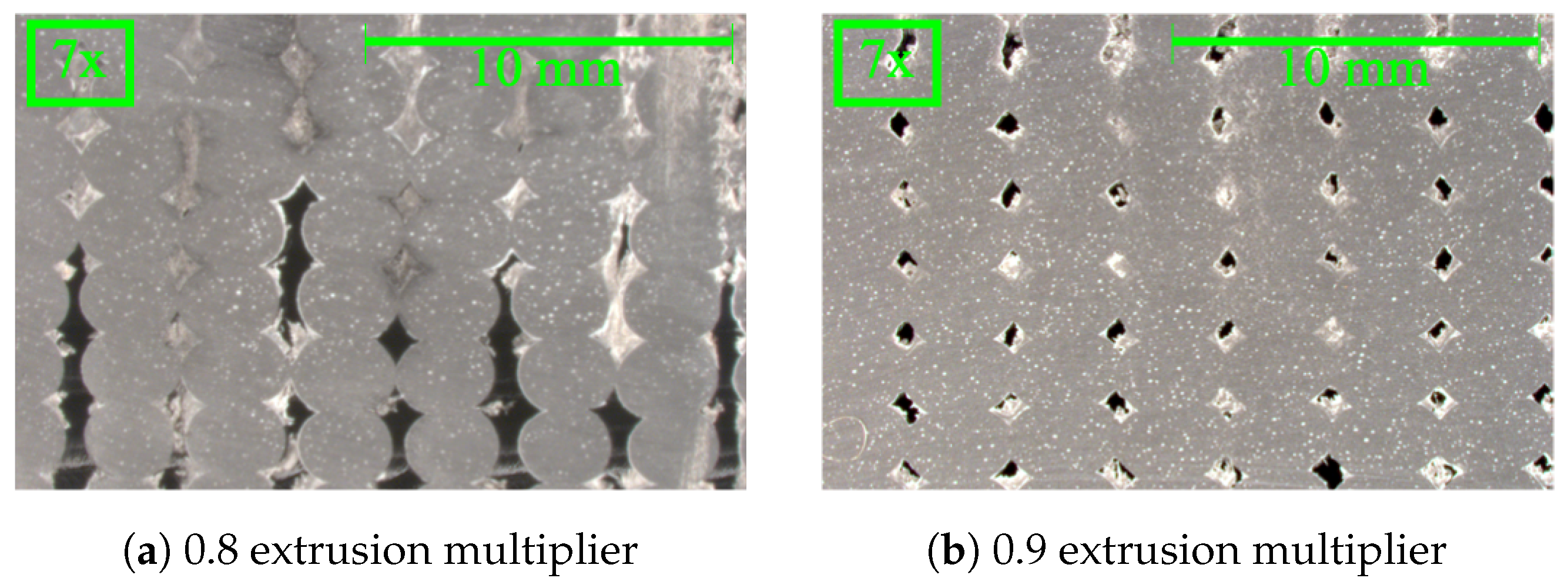
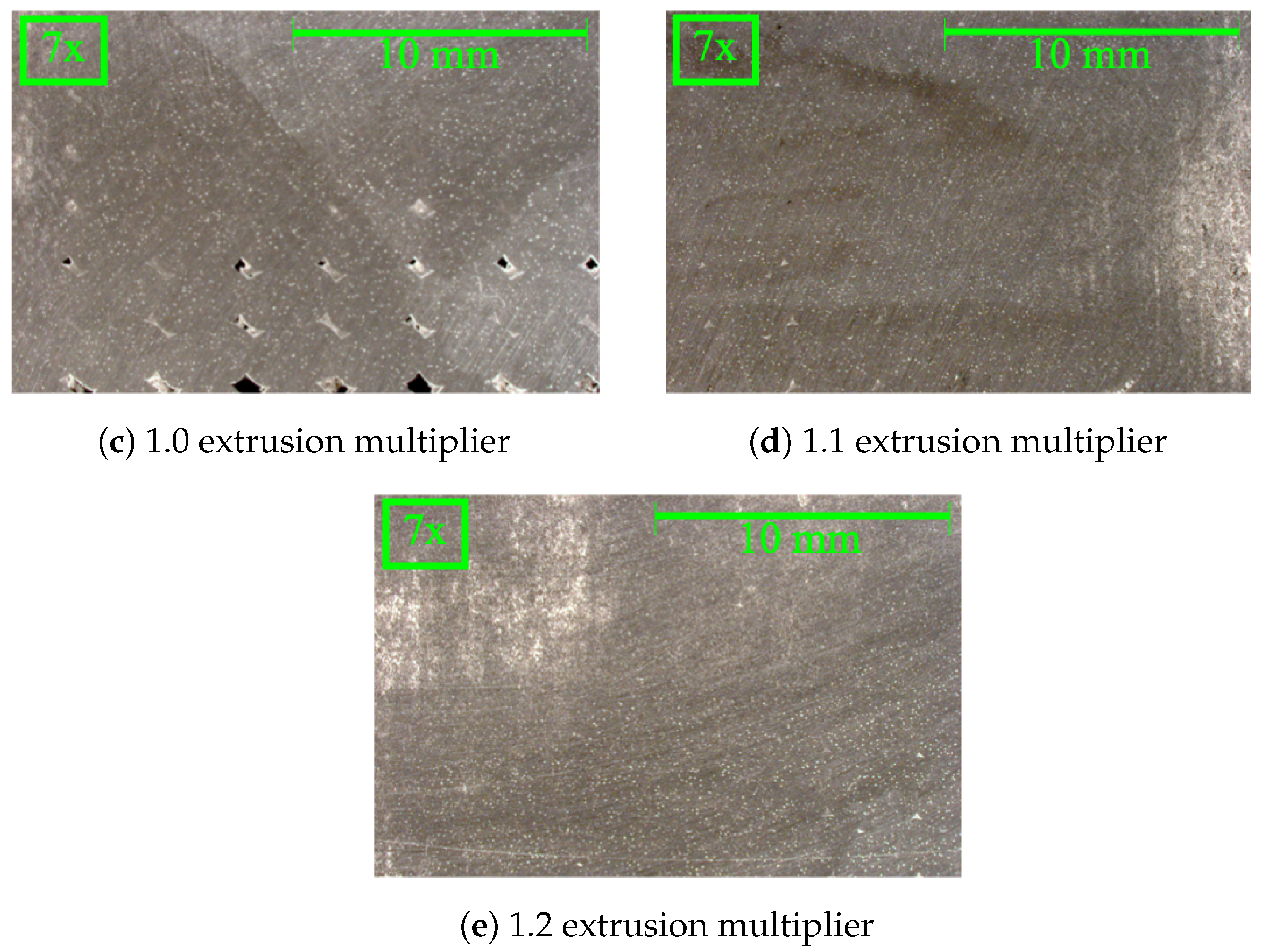
2.4. Density Image Analysis—Meso-Structure
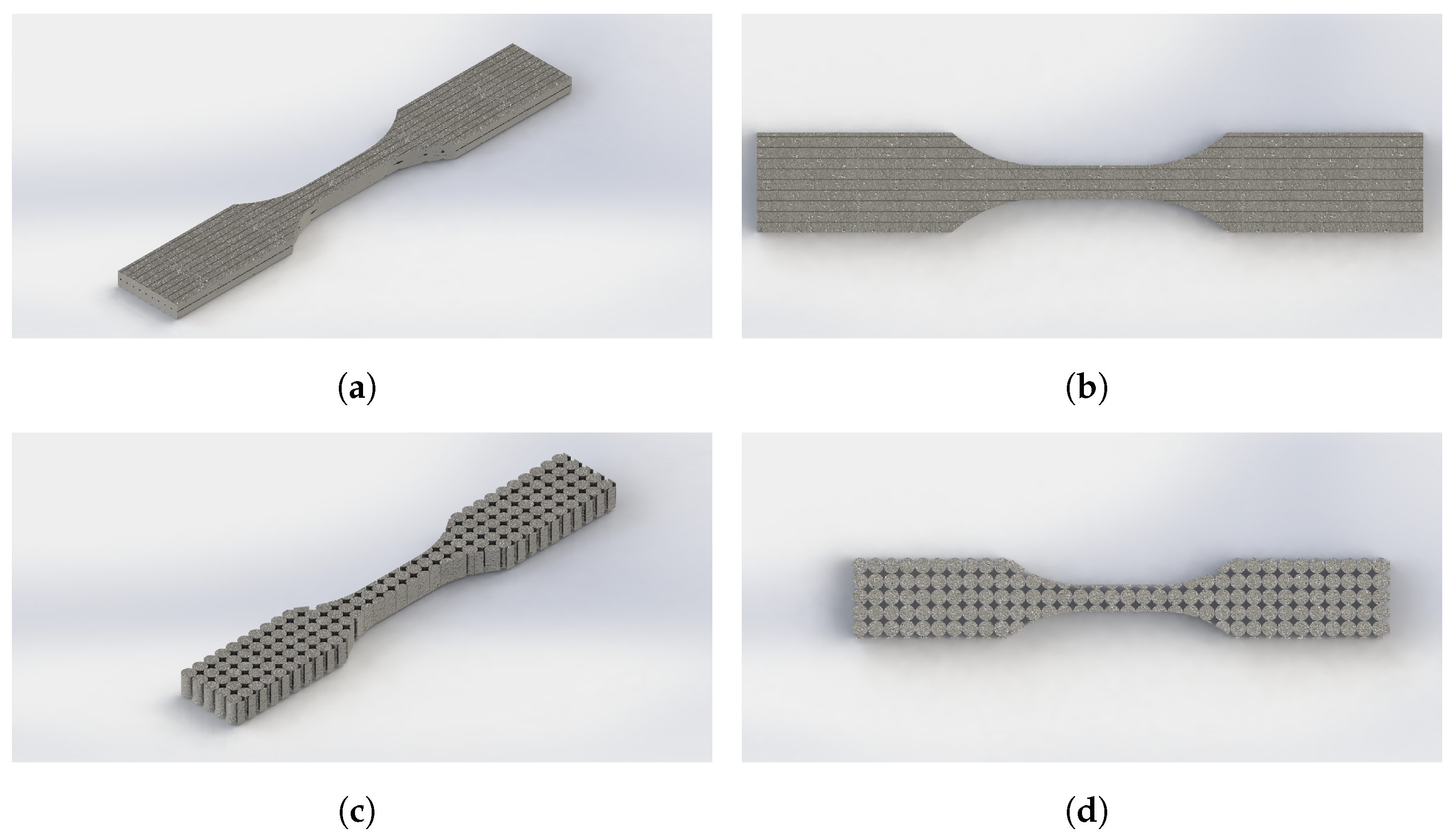
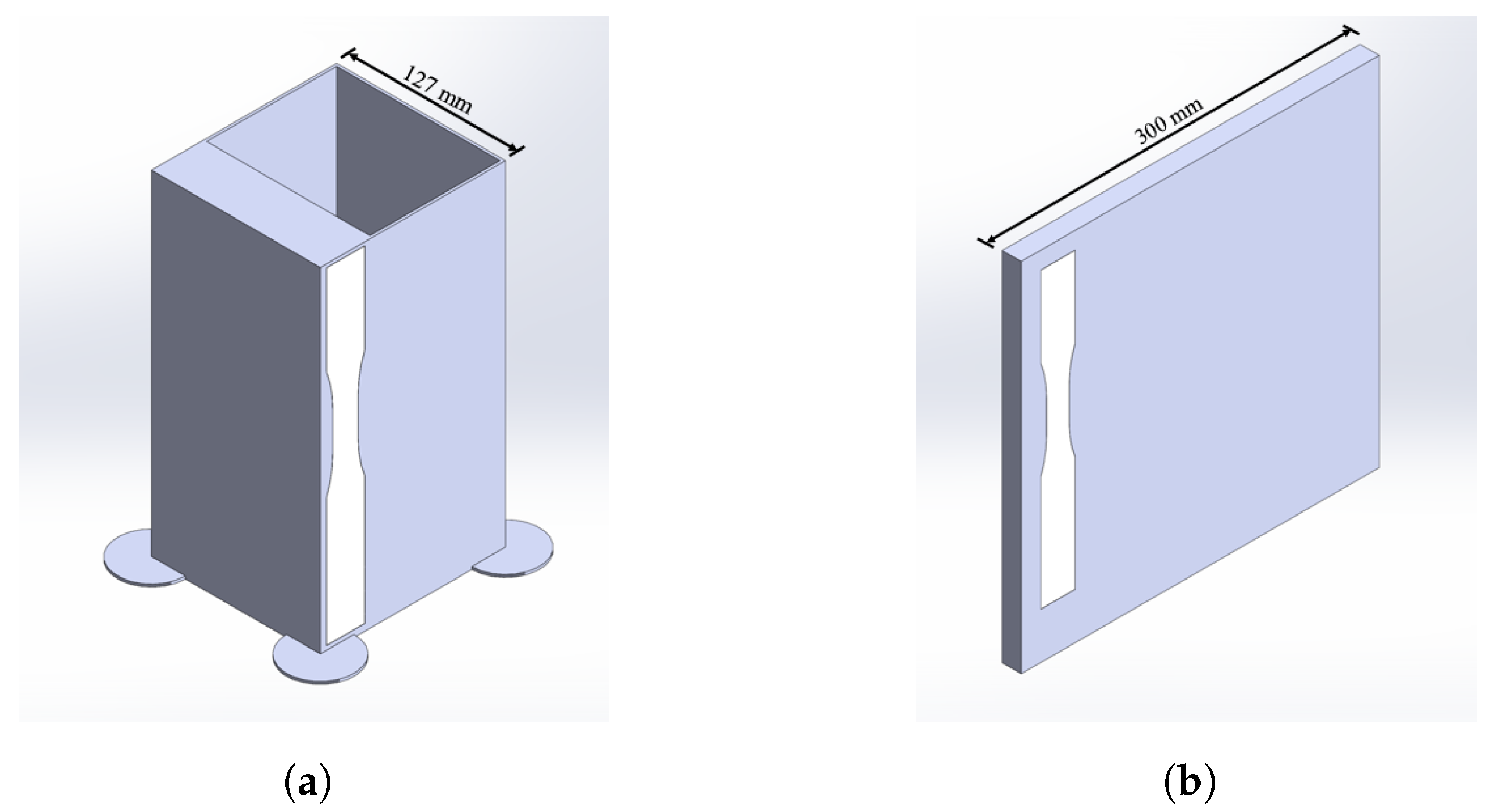
2.5. Mechanical Testing—Property
3. Results and Discussion
3.1. Fiber Alignment Process to Microstructure Relationship Development
3.1.1. X-ray Microscopy
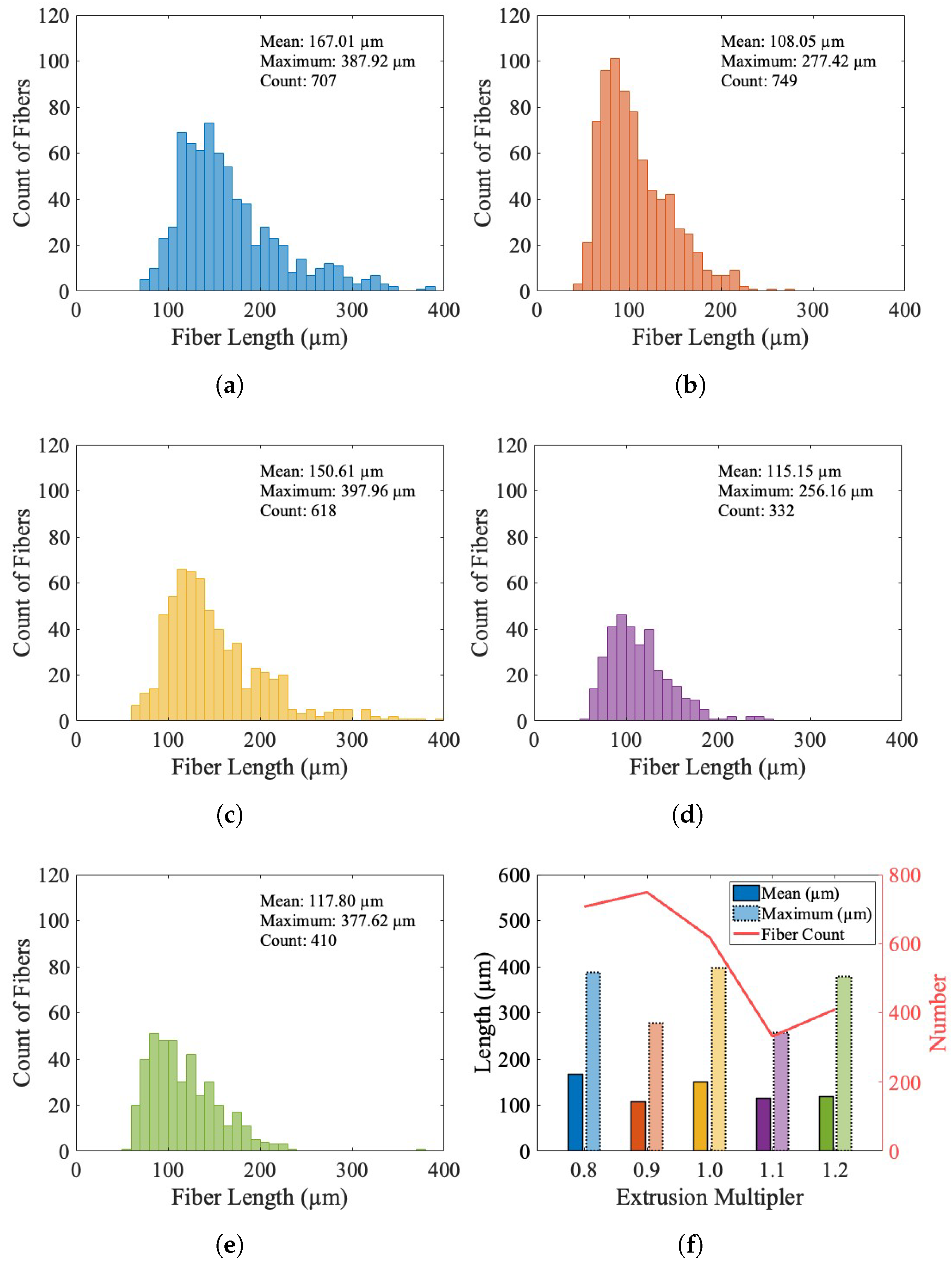
3.1.2. Image Analysis
3.2. Validation of 2D Discrete Image Analysis—Microstructure Technique Comparison
3.3. Mechanical Testing—Process to Property Relationship Development
Tensile Isotropy Analysis
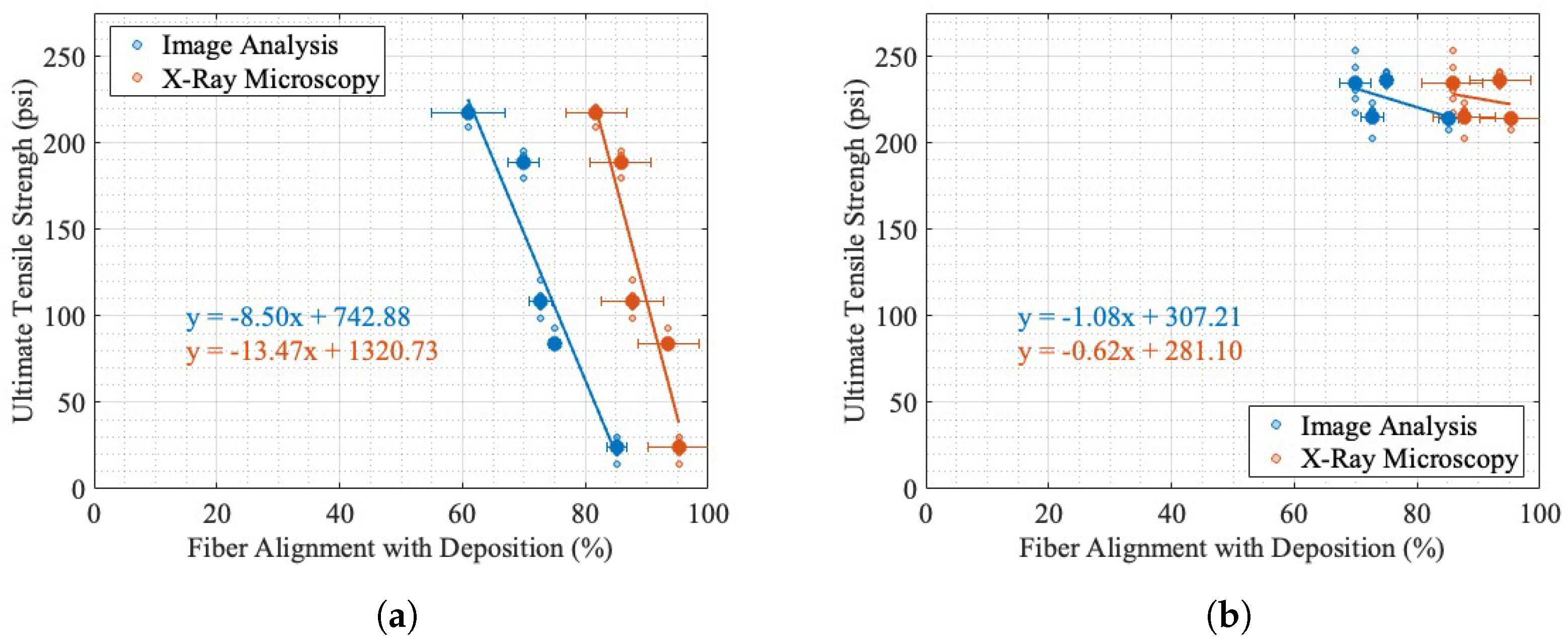
3.4. Fiber Alignment and Tensile Strength—Structure to Property Relationship Development
3.5. Density Image Analysis to Ultimate Tensile Strength—Micro- and Meso-Structure to Property
4. Conclusions
- The use of density-based segmentation methods alone for XRM is not applicable to this composite polymer system, and a deep learning model needed to be applied for proper segmentation.
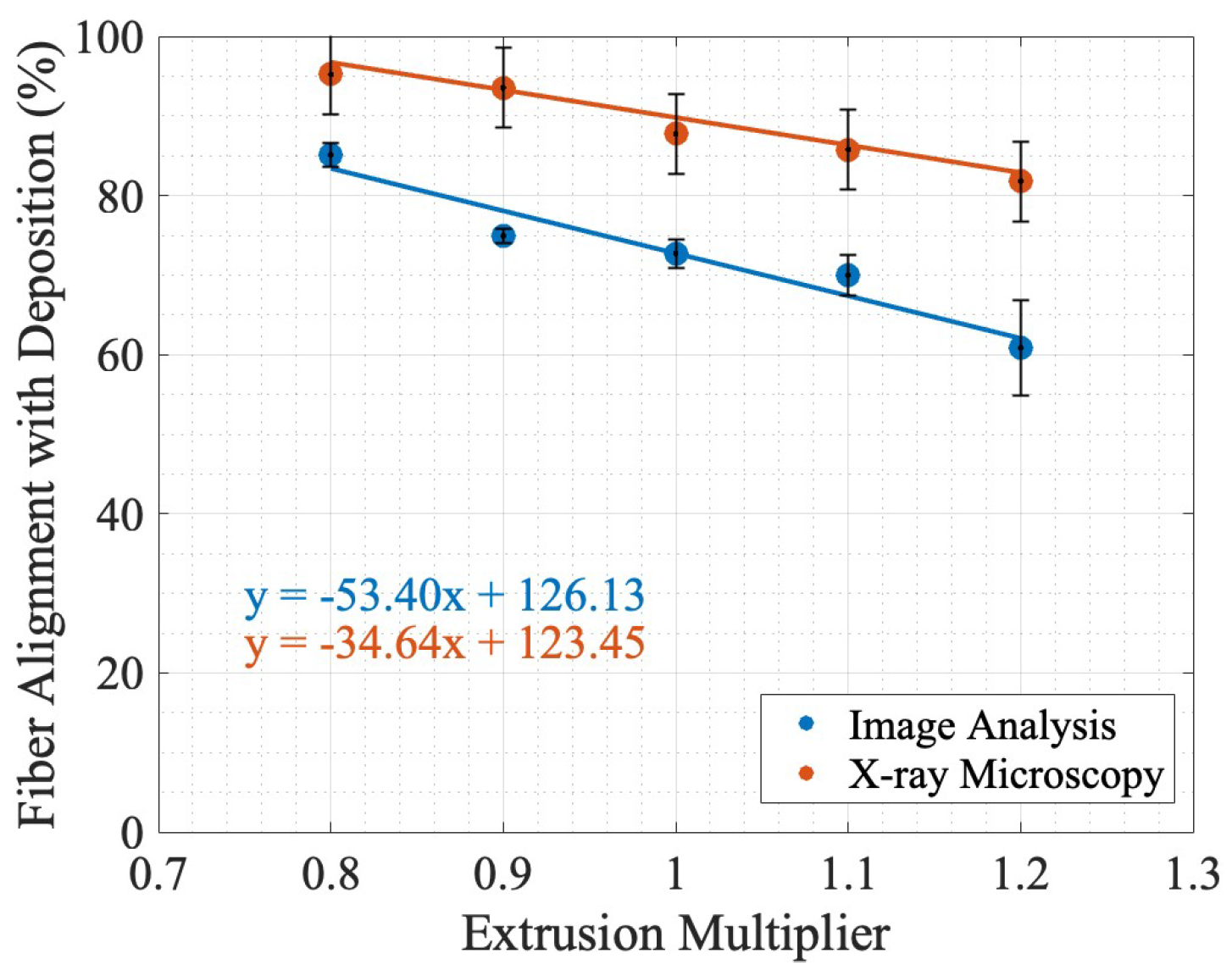
- For all the EMs tested, both XRM and image analysis methods showed a decrease in fiber alignment in the direction of deposition as the EM increases, as predicted.
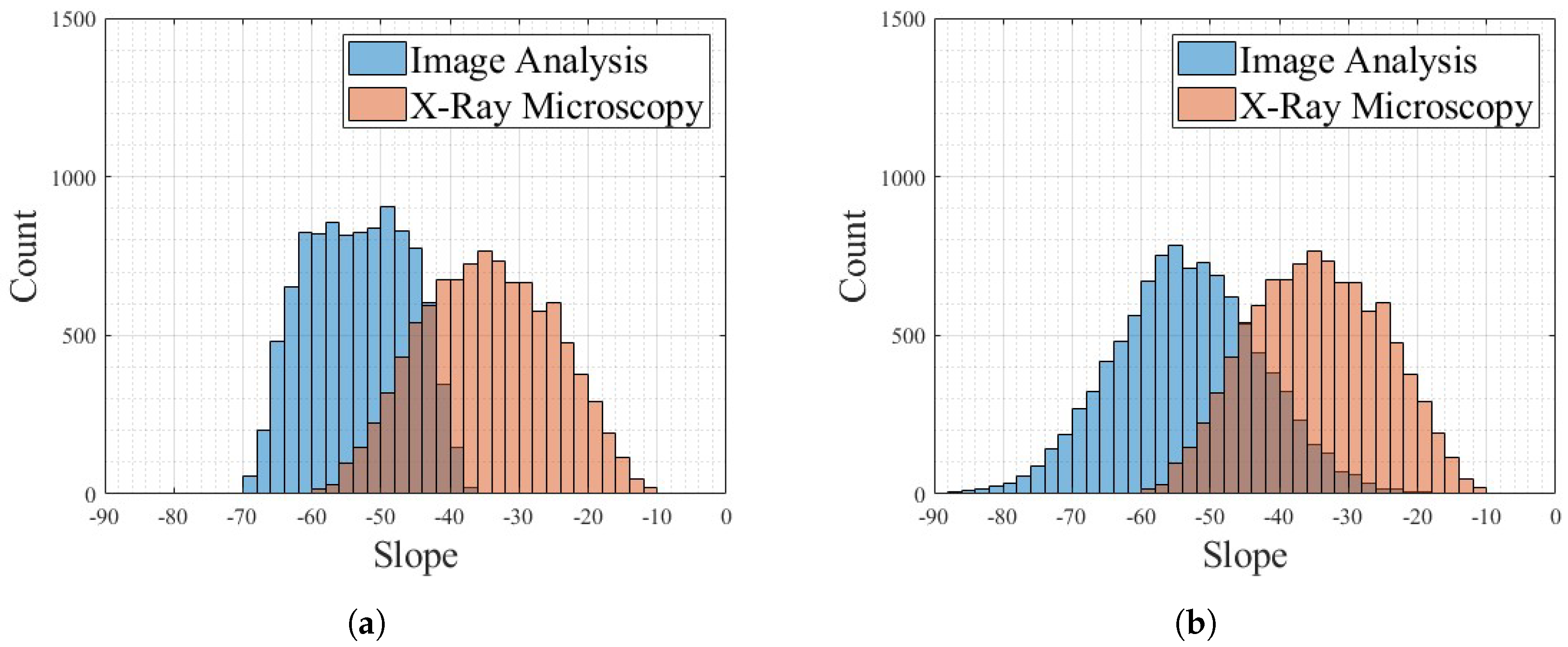
- For the utilized thresholding techniques, the image analysis method is validated for predicting linear trend behavior by the XRM analysis via a Monte Carlo simulation to account for uncertainty bounds. Further comparison and an increased number of data points could produce a thinner distribution of possible slopes and further validate the image analysis method.
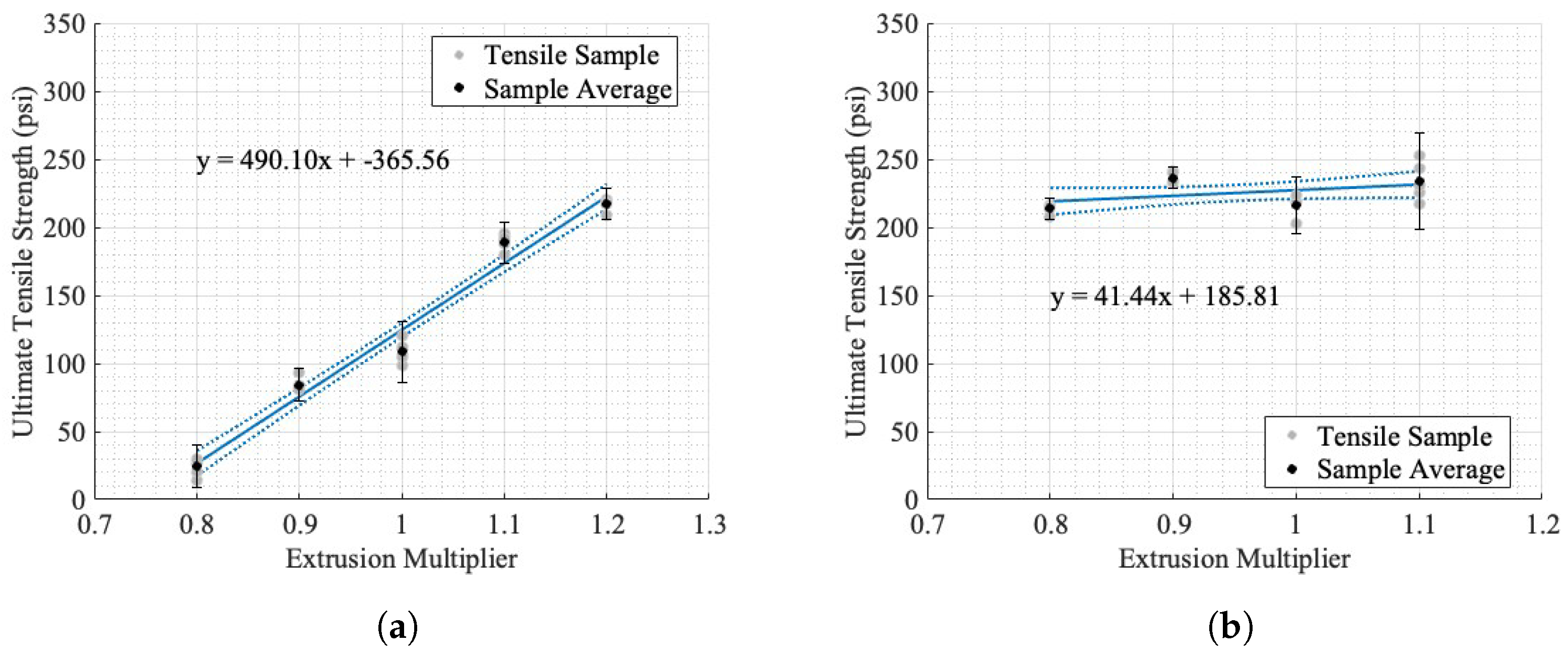
- For all the EMs testeds, as the EM increased, the tensile anisotropy of the dogbones decreased.
- The injection-molded samples had a higher ultimate tensile strength than the estimated isotropic additively manufactured ultimate tensile strength.
- The fiber alignment did not have the expected relationship reported in the literature with the ultimate tensile strength in the direction of deposition. This is possibly due to the relationship between the EM and mesoscale printing-induced features, such as the void content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| MEX | Material extrusion |
| UTS | Ultimate tensile strength |
| LFAM | Large-format additive manufacturing |
| SFT | Short fiber thermoplastics |
| SF | Short fibers |
| XRM | X-ray microscopy |
| Tg | Glass transition temperature |
| EM | Extrusion multiplier |
| PLA | Polylactic acid |
| Tmelt | Nozzle temperature, last heat band temperature before extrusion |
| CAD | Computer-aided design |
| ROI | Region of interest |
Appendix A. Dogbone Specimens
Appendix B. Uncertainty Estimations
Appendix B.1. Ultimate Tensile Strength
Appendix C. Percent Difference Calculations

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EM | Perpendicular to Deposition (psi) | Parallel to Deposition (psi) | Percent Difference (%) | Uncertainty (%) |
|---|---|---|---|---|
| 0.8 | 24.32 | 213.69 | 159.13 | 32.63 |
| 0.9 | 84.22 | 236.40 | 94.93 | 17.10 |
| 1.0 | 108.37 | 214.67 | 65.81 | 31.35 |
| 1.1 | 188.63 | 234.15 | 21.54 | 23.80 |
| 1.2 * | 217.16 | 235.54 | 8.12 | 14.40 |
Appendix D. Portions of XRM Processing Script: MATLAB
Appendix E. Monte Carlo Simulation Script
Appendix F. Image Processing for Load Bearing Cross-Section
References
- Mehrpouya, M.; Vosooghnia, A.; Dehghanghadikolaei, A.; Fotovvati, B. The benefits of additive manufacturing for sustainable design and production. In Sustainable Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 29–59. [Google Scholar]
- Nieto, D.M.; López, V.C.; Molina, S.I. Large-format polymeric pellet-based additive manufacturing for the naval industry. Addit. Manuf. 2018, 23, 79–85. [Google Scholar]
- Vicente, C.M.; Sardinha, M.; Reis, L.; Ribeiro, A.; Leite, M. Large-format additive manufacturing of polymer extrusion-based deposition systems: Review and applications. Prog. Addit. Manuf. 2023, 8, 1257–1280. [Google Scholar] [CrossRef]
- Chesser, P.; Post, B.; Roschli, A.; Carnal, C.; Lind, R.; Borish, M.; Love, L. Extrusion control for high quality printing on Big Area Additive Manufacturing (BAAM) systems. Addit. Manuf. 2019, 28, 445–455. [Google Scholar] [CrossRef]
- Malagutti, L.; Charlon, S.; Mazzanti, V.; Mollica, F. Effects of printed bead volume on thermal history, polymer degree of crystallinity and mechanical properties in large scale additive manufacturing. J. Mater. Process. Technol. 2023, 316, 117961. [Google Scholar] [CrossRef]
- Colón Quintana, J.L.; Slattery, L.; Pinkham, J.; Keaton, J.; Lopez-Anido, R.A.; Sharp, K. Effects of Fiber Orientation on the Coefficient of Thermal Expansion of Fiber-Filled Polymer Systems in Large Format Polymer Extrusion-Based Additive Manufacturing. Materials 2022, 15, 2764. [Google Scholar] [CrossRef] [PubMed]
- D’Amico, T.; Peterson, A.M. Bead parameterization of desktop and room-scale material extrusion additive manufacturing: How print speed and thermal properties affect heat transfer. Addit. Manuf. 2020, 34, 101239. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into additive manufacturing printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar]
- Goh, G.D.; Yap, Y.L.; Tan, H.K.J.; Sing, S.L.; Goh, G.L.; Yeong, W.Y. Process–structure–properties in polymer additive manufacturing via material extrusion: A review. Crit. Rev. Solid State Mater. Sci. 2020, 45, 113–133. [Google Scholar] [CrossRef]
- Olson, G.B.; Azrin, M.; Wright, E.S. (Eds.) Innovations in Ultrahigh-Strength Steel Technology; US Army Laboratory Command, Materials Technology Laboratory: Lake George, NY, USA, 1987; pp. 89–112. [Google Scholar]
- Olson, G.B. Computational design of hierarchically structured materials. Science 1997, 277, 1237–1242. [Google Scholar] [CrossRef]
- Jancar, J.; Douglas, J.F.; Starr, F.W.; Kumar, S.K.; Cassagnau, P.; Lesser, A.J.; Sternstein, S.S.; Buehler, M.J. Current issues in research on structure–property relationships in polymer nanocomposites. Polymer 2010, 51, 3321–3343. [Google Scholar] [CrossRef]
- Yan, W.; Lin, S.; Kafka, O.L.; Yu, C.; Liu, Z.; Lian, Y.; Wolff, S.; Cao, J.; Wagner, G.J.; Liu, W.K. Modeling process-structure-property relationships for additive manufacturing. Front. Mech. Eng. 2018, 13, 482–492. [Google Scholar] [CrossRef]
- Pei, S.; Wang, K.; Chen, C.B.; Li, J.; Li, Y.; Zeng, D.; Su, X.; Yang, H. Process-structure-property analysis of short carbon fiber reinforced polymer composite via fused filament fabrication. J. Manuf. Process. 2021, 64, 544–556. [Google Scholar] [CrossRef]
- Kumar, S.R.; Sridhar, S.; Venkatraman, R.; Venkatesan, M. Polymer additive manufacturing of ASA structure: Influence of printing parameters on mechanical properties. Mater. Today Proc. 2021, 39, 1316–1319. [Google Scholar] [CrossRef]
- Ravoori, D.; Alba, L.; Prajapati, H.; Jain, A. Investigation of process-structure-property relationships in polymer extrusion based additive manufacturing through in situ high speed imaging and thermal conductivity measurements. Addit. Manuf. 2018, 23, 132–139. [Google Scholar] [CrossRef]
- Owens, J.T.; Das, A.; Bortner, M.J. Accelerating heat transfer modeling in material extrusion additive manufacturing: From desktop to big area. Addit. Manuf. 2022, 55, 102853. [Google Scholar] [CrossRef]
- Robles Poblete, F.; Ireland, M.; Slattery, L.; Davids, W.G.; Lopez-Anido, R.A. In Situ, Real-Time Temperature Mapping and Thermal FE Simulations of Large-Format 3D Printed PETG/CF Vertical Wall. Materials 2023, 16, 6486. [Google Scholar] [CrossRef] [PubMed]
- Sinha, S.; Lynch, S.P.; Meisel, N.A. Heat transfer simulation of material extrusion additive manufacturing to predict weld strength between layers. Addit. Manuf. 2021, 46, 102117. [Google Scholar] [CrossRef]
- Van Der Putten, J.; De Schutter, G.; Van Tittelboom, K. Surface modification as a technique to improve inter-layer bonding strength in 3D printed cementitious materials. RILEM Tech. Lett. 2019, 4, 33–38. [Google Scholar] [CrossRef]
- Zhang, W.; Cotton, C.; Sun, J.; Heider, D.; Gu, B.; Sun, B.; Chou, T.W. Interfacial bonding strength of short carbon fiber/acrylonitrile-butadiene-styrene composites fabricated by fused deposition modeling. Compos. Part B Eng. 2018, 137, 51–59. [Google Scholar] [CrossRef]
- Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J. Enhancing the interlayer tensile strength of additive manufacturing printed short carbon fiber reinforced PETG and PLA composites via annealing. Addit. Manuf. 2019, 30, 100922. [Google Scholar]
- Duty, C.E.; Kunc, V.; Compton, B.; Post, B.; Erdman, D.; Smith, R.; Lind, R.; Lioyd, P.; Love, L. Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp. J. 2017, 23, 181–189. [Google Scholar] [CrossRef]
- Huang, H.; Gao, X.; Teng, L. Fiber alignment and its effect on mechanical properties of UHPC: An overview. Constr. Build. Mater. 2021, 296, 123741. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B. Effects of fiber length and fiber orientation distributions on the tensile strength of short-fiber-reinforced polymers. Compos. Sci. Technol. 1996, 56, 1179–1190. [Google Scholar] [CrossRef]
- Banakar, P.; Shivananda, H.K.; Niranjan, H.B. Influence of fiber orientation and thickness on tensile properties of laminated polymer composites. Int. J. Pure Appl. Sci. Technol. 2012, 9, 61. [Google Scholar]
- Punyamurthy, R.; Sampathkumar, D.; Bennehalli, B.; Ranganagowda, R.P.; Badyankal, P.V.; Venkateshappa, S.C. Research article abaca fiber reinforced hybrid composites. Int. J. Appl. Eng. Res. 2014, 9, 20273–20286. [Google Scholar]
- Wang, Z.; Zhou, Y.; Mallick, P.K. Effects of temperature and strain rate on the tensile behavior of short fiber reinforced polyamide-6. Polym. Compos. 2002, 23, 858–871. [Google Scholar] [CrossRef]
- Mortazavian, S.; Fatemi, A. Effects of fiber orientation and anisotropy on tensile strength and elastic modulus of short fiber reinforced polymer composites. Compos. Part B Eng. 2015, 72, 116–129. [Google Scholar] [CrossRef]
- Kim, J.W.; Lee, D.G. Effect of fiber orientation and fiber contents on the tensile strength in fiber-reinforced composites. J. Nanosci. Nanotechnol. 2010, 10, 3650–3653. [Google Scholar] [CrossRef] [PubMed]
- Badini, C.; Padovano, E.; De Camillis, R.; Lambertini, V.G.; Pietroluongo, M. Preferred orientation of chopped fibers in polymer-based composites processed by selective laser sintering and fused deposition modeling: Effects on mechanical properties. J. Appl. Polym. Sci. 2020, 137, 49152. [Google Scholar] [CrossRef]
- Ivey, M.; Melenka, G.W.; Carey, J.P.; Ayranci, C. Characterizing short-fiber-reinforced composites produced using additive manufacturing. Adv. Manuf. Polym. Compos. Sci. 2017, 3, 81–91. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Traxler, G.; Cardon, L.; Holzer, C.; Sapkota, J. Anisotropic properties of oriented short carbon fibre filled polypropylene parts fabricated by extrusion-based additive manufacturing. Compos. Part A Appl. Sci. Manuf. 2018, 113, 95–104. [Google Scholar] [CrossRef]
- Russell, T.; Heller, B.; Jack, D.A.; Smith, D.E. Prediction of the fiber orientation state and the resulting structural and thermal properties of fiber reinforced additive manufactured composites fabricated using the big area additive manufacturing process. J. Compos. Sci. 2018, 2, 26. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Shafighfard, T.; Cender, T.A.; Demir, E. Additive manufacturing of compliance optimized variable stiffness composites through short fiber alignment along curvilinear paths. Addit. Manuf. 2021, 37, 101728. [Google Scholar] [CrossRef]
- Jiang, L.; Zhou, Y.; Jin, F. Design of short fiber-reinforced thermoplastic composites: A review. Polym. Compos. 2022, 43, 4835–4847. [Google Scholar] [CrossRef]
- Pibulchinda, P.; Barocio, E.; Pipes, R.B. Influence of fiber orientation on deformation of additive manufactured composites. Addit. Manuf. 2022, 49, 102483. [Google Scholar] [CrossRef]
- Kundurthi, S.; Tran, F.; Chen, S.; Mapkar, J.; Haq, M. Bead geometry–induced stress concentration factors in material extrusion polymer additive manufacturing. Rapid Prototyp. J. 2023, 29, 1438–1452. [Google Scholar] [CrossRef]
- Masood, S.H.; Mau, K.; Song, W.Q. Tensile properties of processed FDM polycarbonate material. In Materials Science Forum; Trans Tech Publications Ltd.: Baech, Switerzerland, 2010; Volume 654, pp. 2556–2559. [Google Scholar]
- Kang, S.T.; Kim, J.K. Numerical simulation of the variation of fiber orientation distribution during flow molding of ultra high performance cementitious composites (UHPCC). Cem. Concr. Compos. 2012, 34, 208–217. [Google Scholar] [CrossRef]
- Yan, J.; Demirci, E.; Ganesan, A.; Gleadall, A. Extrusion width critically affects fibre orientation in short fibre reinforced material extrusion additive manufacturing. Addit. Manuf. 2022, 49, 102496. [Google Scholar] [CrossRef]
- Ćwikła, G.; Grabowik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The influence of printing parameters on selected mechanical properties of FDM/FFF 3D-printed parts. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 227, p. 012033. [Google Scholar]
- Kim, J.; Kang, B.S. Enhancing structural performance of short fiber reinforced objects through customized tool-path. Appl. Sci. 2020, 10, 8168. [Google Scholar] [CrossRef]
- Sun, X.; Lasecki, J.; Zeng, D.; Gan, Y.; Su, X.; Tao, J. Measurement and quantitative analysis of fiber orientation distribution in long fiber reinforced part by injection molding. Polym. Test. 2015, 42, 168–174. [Google Scholar] [CrossRef]
- Hanhan, I.; Agyei, R.; Xiao, X.; Sangid, M.D. Comparing non-destructive 3D X-ray computed tomography with destructive optical microscopy for microstructural characterization of fiber reinforced composites. Compos. Sci. Technol. 2019, 184, 107843. [Google Scholar] [CrossRef]
- Raychaudhuri, S. Introduction to monte carlo simulation. In Proceedings of the 2008 Winter Simulation Conference, Miami, FL, USA, 7–10 December 2008; pp. 91–100. [Google Scholar]
- Sommer, C.; Straehle, C.; Koethe, U.; Hamprecht, F.A. Ilastik: Interactive learning and segmentation toolkit. In Proceedings of the 2011 IEEE International Symposium on Biomedical Imaging: From Nano to Macro, Chicago, IL, USA, 30 March–2 April 2011; pp. 230–233. [Google Scholar]
- Sharp, N.; Goodsell, J.; Favaloro, A. Measuring Fiber Orientation of Elliptical Fibers from Optical Microscopy. J. Compos. Sci. 2019, 3, 23. [Google Scholar] [CrossRef]
- Fischer, G.; Eyerer, P. Measuring spatial orientation of short fiber reinforced thermoplastics by image analysis. Polym. Compos. 1988, 9, 297–304. [Google Scholar] [CrossRef]
- ASTM Standard D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM: West Conshohocken, PA, USA, 2022.
- Farrance, I.; Frenkel, R. Uncertainty in measurement: A review of monte carlo simulation using microsoft excel for the calculation of uncertainties through functional relationships, including uncertainties in empirically derived constants. Clin. Biochem. Rev. 2014, 35, 37–61. [Google Scholar] [PubMed]
- Ghorbani, J.; Koirala, P.; Shen, Y.L.; Tehrani, M. Eliminating voids and reducing mechanical anisotropy in fused filament fabrication parts by adjusting the filament extrusion rate. J. Manuf. Process. 2022, 80, 651–658. [Google Scholar] [CrossRef]
- Zhu, H.; Wu, B.; Li, D.; Zhang, D.; Chen, Y. Influence of voids on the tensile performance of carbon/epoxy fabric laminates. J. Mater. Sci. Technol. 2011, 27, 69–73. [Google Scholar] [CrossRef]
- Tronvoll, S.A.; Welo, T.; Elverum, C.W. The effects of voids on structural properties of fused deposition modelled parts: A probabilistic approach. Int. J. Adv. Manuf. Technol. 2018, 97, 3607–3618. [Google Scholar] [CrossRef]
- Plott, J.; Tian, X.; Shih, A.J. Voids and tensile properties in extrusion-based additive manufacturing of moisture-cured silicone elastomer. Addit. Manuf. 2018, 22, 606–617. [Google Scholar] [CrossRef]





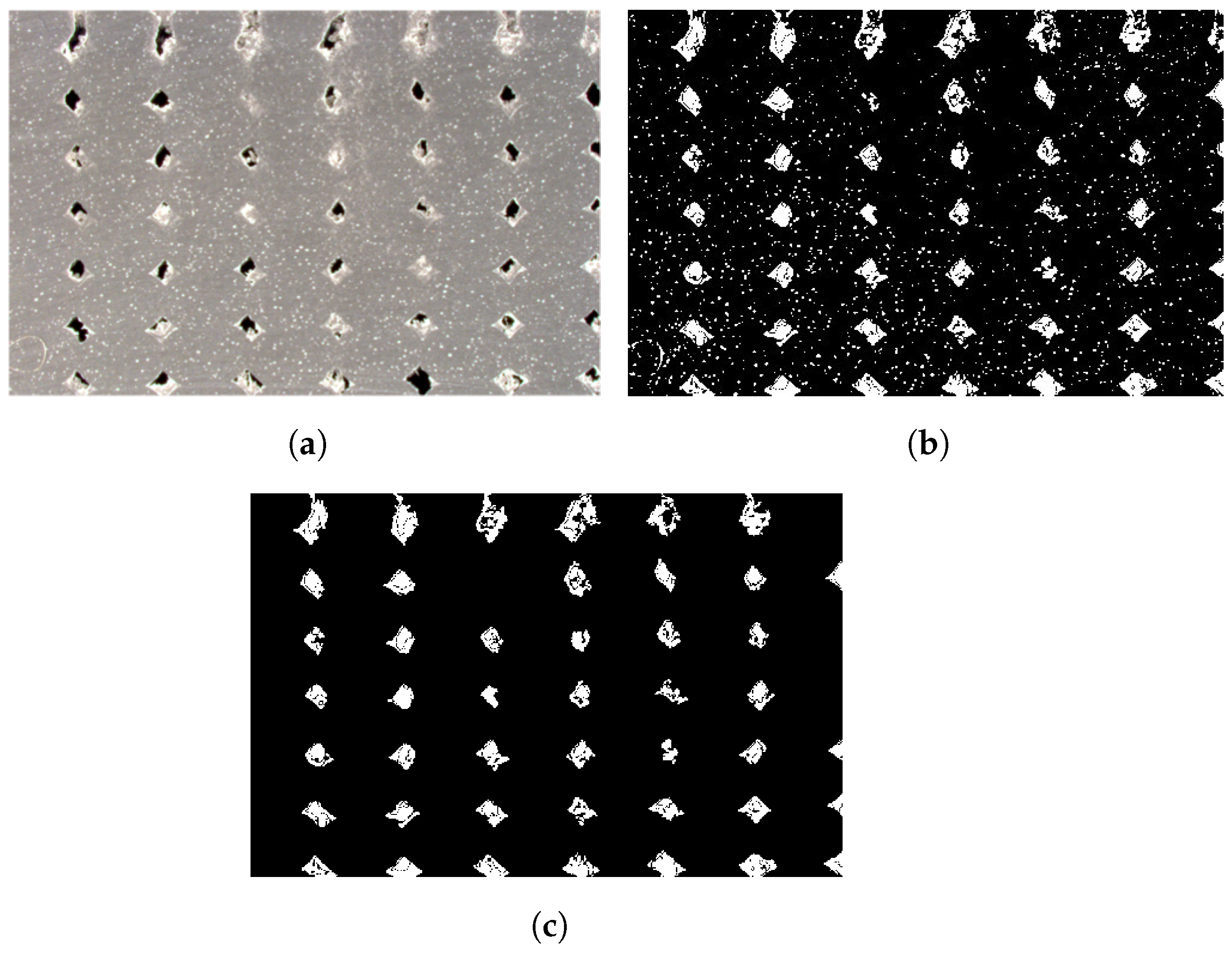


| Extrusion Multiplier | Polymer (%) | Pore (%) | Fiber (%) |
|---|---|---|---|
| 0.8 | 87.20 | 5.42 | 7.37 |
| 0.9 | 82.84 | 4.64 | 12.52 |
| 1.0 | 85.56 | 5.42 | 9.03 |
| 1.1 | 83.67 | 5.71 | 10.62 |
| 1.2 | 84.44 | 5.63 | 9.65 |
| Average | 84.74 | 5.36 | 9.84 |
| Standard Deviation | 1.53 | 0.38 | 1.71 |
| Extrusion Multiplier | Direction of Deposition (% ± 5%) | Perpendicular to Deposition (% ± 5%) |
|---|---|---|
| 0.8 | 95.21 | 4.79 |
| 0.9 | 93.54 | 6.46 |
| 1.0 | 87.76 | 12.30 |
| 1.1 | 85.76 | 14.24 |
| 1.2 | 81.78 | 18.22 |
| Extrusion Multiplier | Direction of Deposition (%) | Perpendicular to Deposition (%) | Standard Deviation (%) |
|---|---|---|---|
| 0.8 | 85.11 | 14.89 | 1.53 |
| 0.9 | 74.95 | 25.05 | 0.91 |
| 1.0 | 72.70 | 27.30 | 1.80 |
| 1.1 | 70.01 | 29.99 | 2.52 |
| 1.2 | 60.88 | 39.12 | 5.96 |
| Permutations | Image Analysis Mean Slope () | X-ray Microscopy Mean Slope () | Overlap |
|---|---|---|---|
| 10 | −53.35 | −34.54 | Yes |
| 100 | −53.90 | −32.81 | Yes |
| 1000 | −53.58 | −34.85 | Yes |
| 10,000 | −53.51 | −34.70 | Yes |
| Orientation | Slope () | Standard Error | |
|---|---|---|---|
| Perpendicular to deposition | 490.10 | 0.97 | 18.09 |
| Parallel to deposition | 41.44 | 0.13 | 25.01 |
| Analysis | Orientation | Slope () | RMSE | |
|---|---|---|---|---|
| Image analysis linear regression | Perpendicular | −8.50 | 0.89 | 24 |
| to deposition | ||||
| Parallel to | −1.08 | 0.24 | 11.7 | |
| to deposition | ||||
| XRM linear regression | Perpendicular | −13.47 | 0.90 | 22.8 |
| to deposition | ||||
| Parallel to | −0.62 | 0.04 | 13.2 | |
| to deposition |
| Extrusion Multiplier | Load-Bearing Cross-Section (%) |
|---|---|
| 0.8 | 84.2 |
| 0.9 | 92.6 |
| 1.0 | 98.5 |
| 1.1 | 99.3 |
| 1.2 | 99.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slattery, L.K.; McClelland, Z.B.; Hess, S.T. Process–Structure–Property Relationship Development in Large-Format Additive Manufacturing: Fiber Alignment and Ultimate Tensile Strength. Materials 2024, 17, 1526. https://doi.org/10.3390/ma17071526
Slattery LK, McClelland ZB, Hess ST. Process–Structure–Property Relationship Development in Large-Format Additive Manufacturing: Fiber Alignment and Ultimate Tensile Strength. Materials. 2024; 17(7):1526. https://doi.org/10.3390/ma17071526
Chicago/Turabian StyleSlattery, Lucinda K., Zackery B. McClelland, and Samuel T. Hess. 2024. "Process–Structure–Property Relationship Development in Large-Format Additive Manufacturing: Fiber Alignment and Ultimate Tensile Strength" Materials 17, no. 7: 1526. https://doi.org/10.3390/ma17071526