
Simulation of the Service Environment and Selection of the Refractory Lining for a Heat Recovery Coke Oven

 and
and 
Abstract
1. Introduction
2. Methods of Numerical Simulation
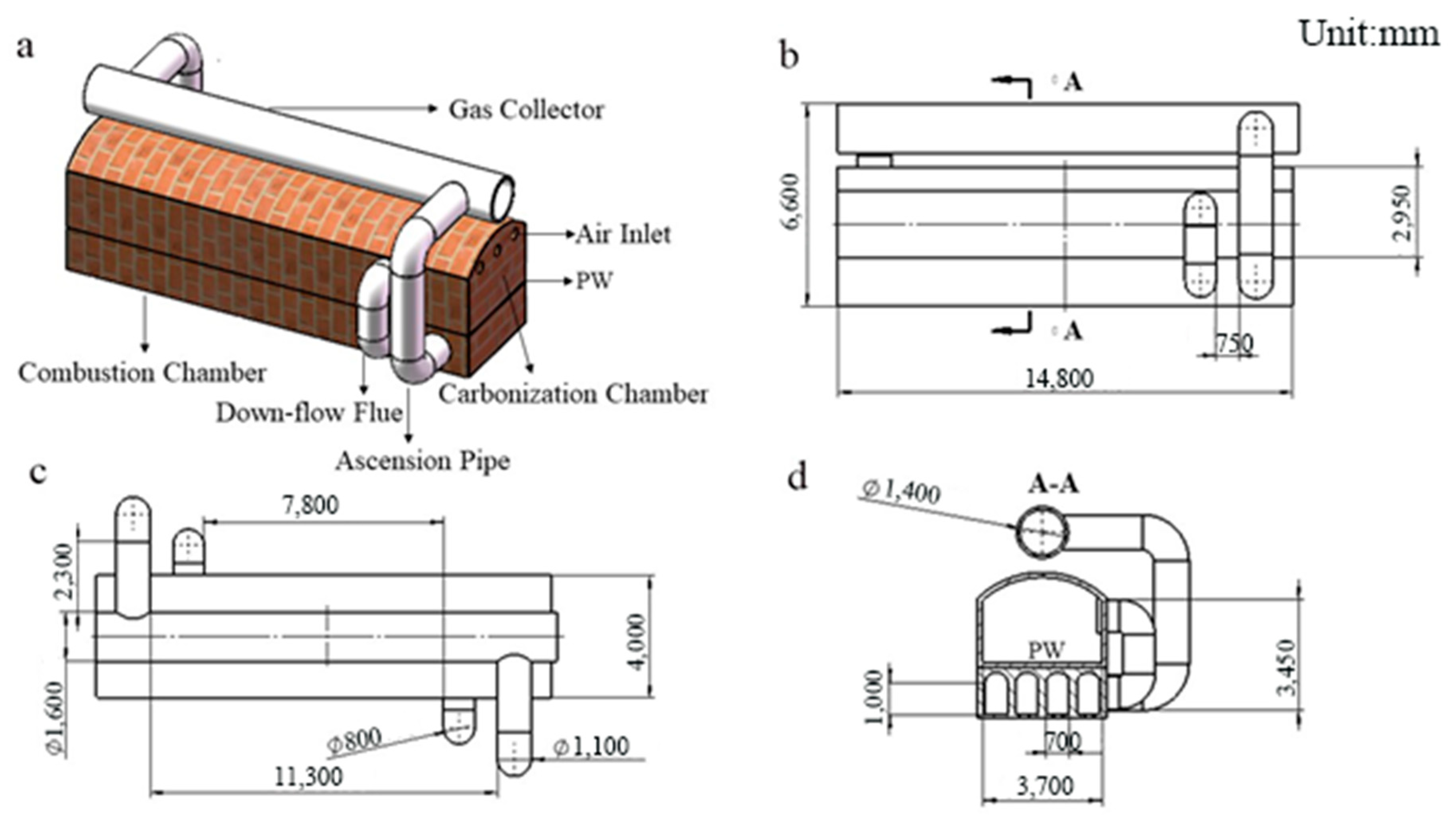
2.1. Model of Geometry
2.2. Governing Equation
- (1)
- Turbulence model
- (2)
- Heat transfer model
2.3. Boundary Conditions and Parameters
2.4. Assumptions and Solution Methods
- a.
- The reaction of volatiles with air is set as a standard finite rate model.
- b.
- The heat transfer coefficient between the fluid inside the HRCO and the lining is constant.
- c.
- The chemical reaction of volatiles with air in the carbonization chamber is not taken into account in the volatiles’ precipitation route.
- d.
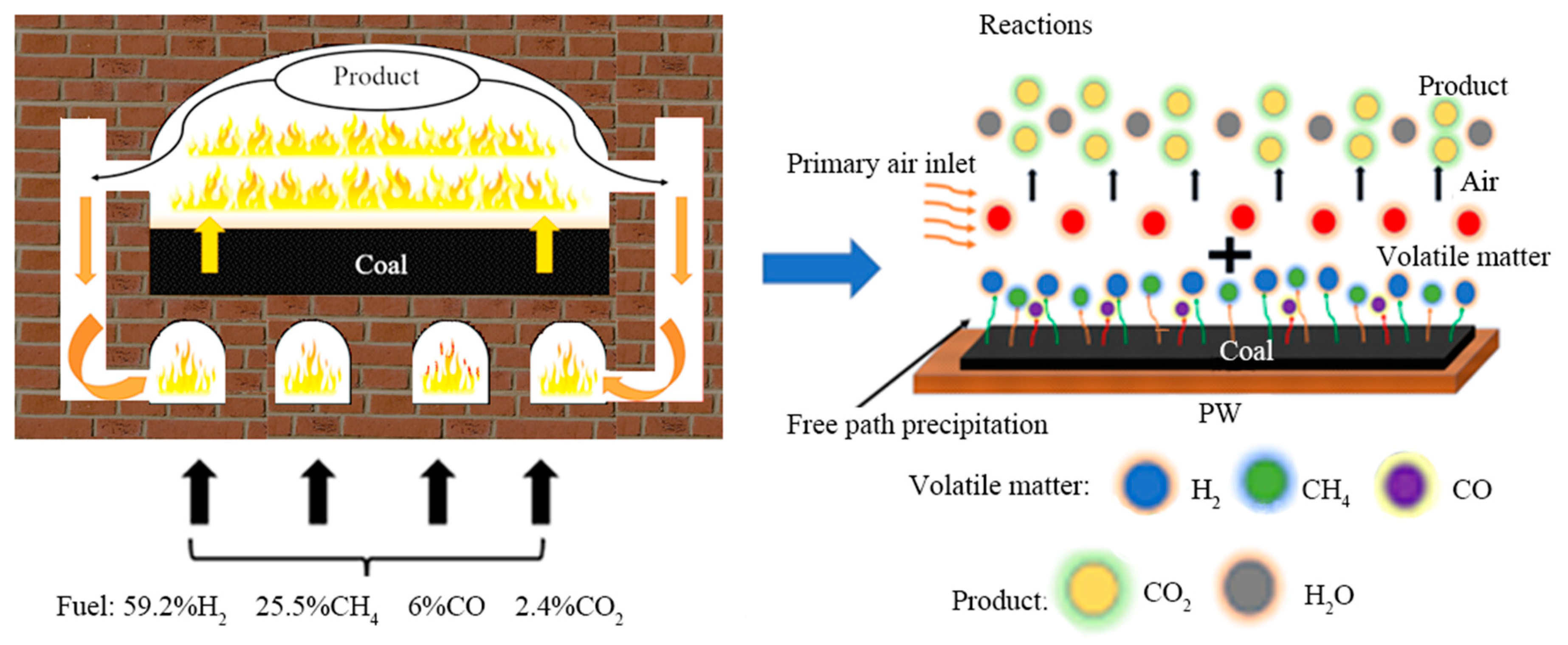
- The gases like methane (CH4), hydrogen (H2), carbon monoxide (CO) and water vapor (H2O) are released during the coal pyrolysis process at a high temperature. These gases are assumed to move in a mass flow from the bottom to the center of the carbonization chamber.
- e.
- The gas is set as incompressible ideal gas.
- f.
- The exterior of the coke oven is characterized as a gray body, with its emissivity considered as a constant value.
3. Results and Discussion
3.1. The Internal Working Condition of an HRCO
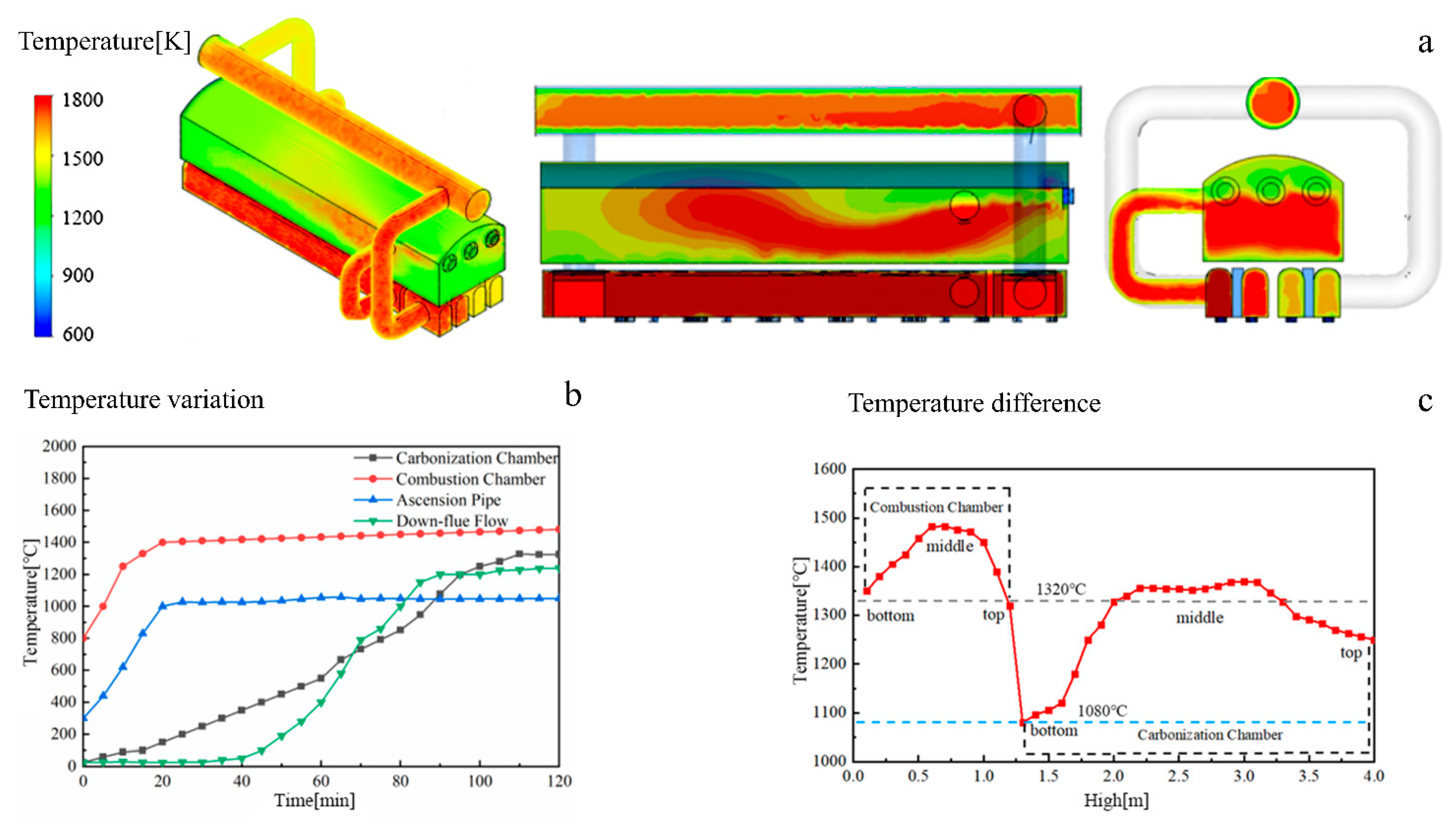
3.1.1. The Internal Working Temperature of an HRCO
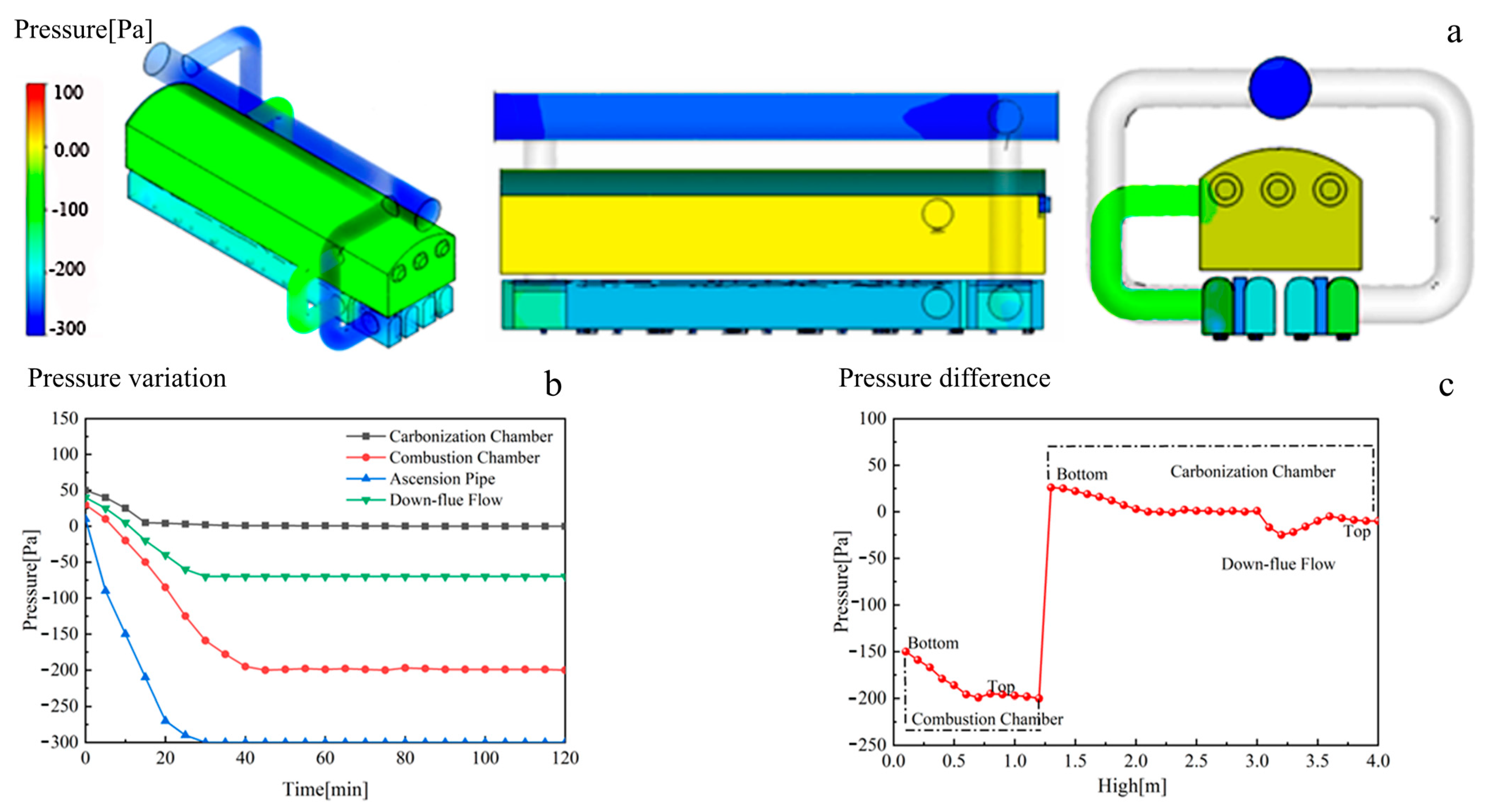
3.1.2. The Internal Working Pressure of an HRCO
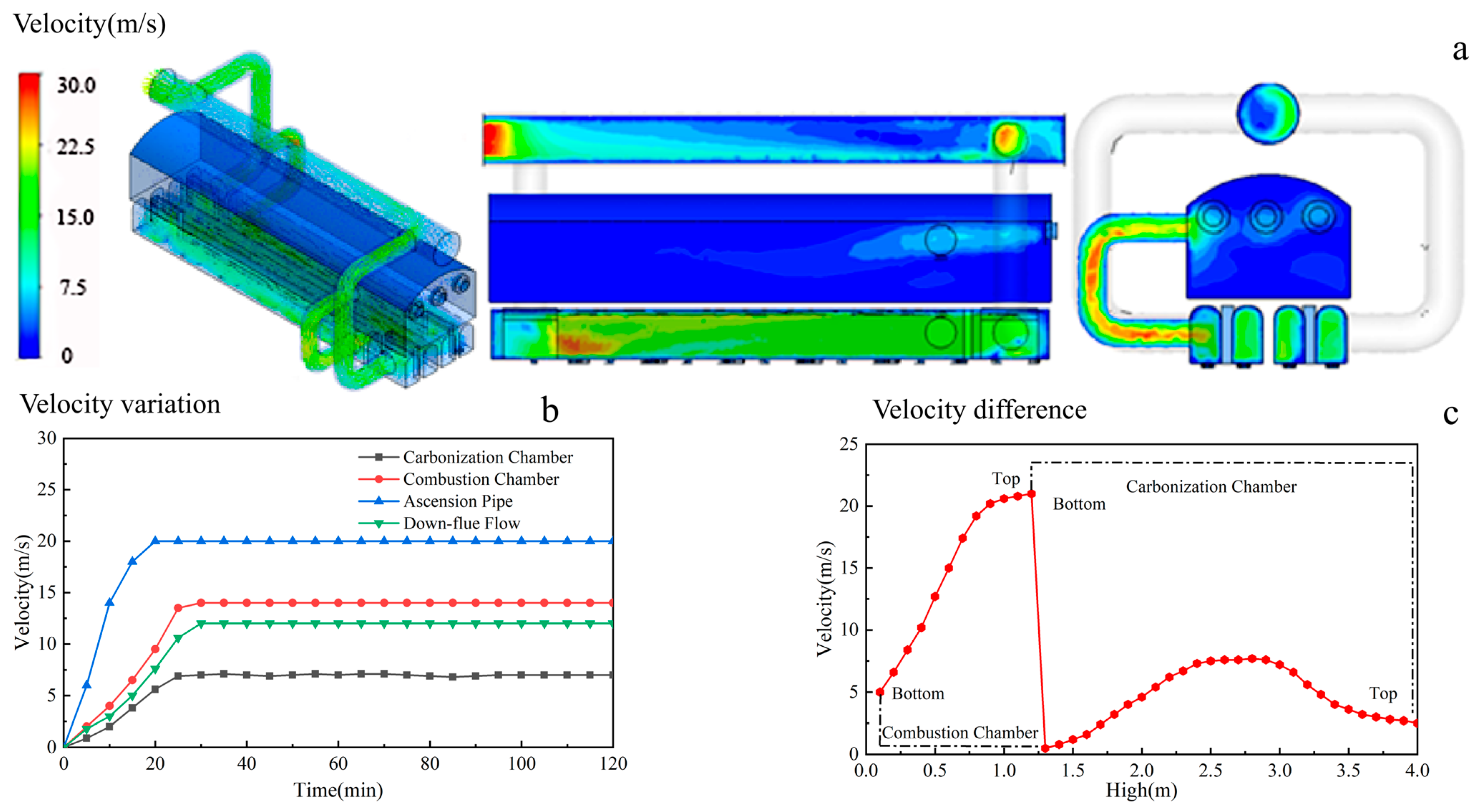
3.1.3. The Internal Gas Velocity of an HRCO
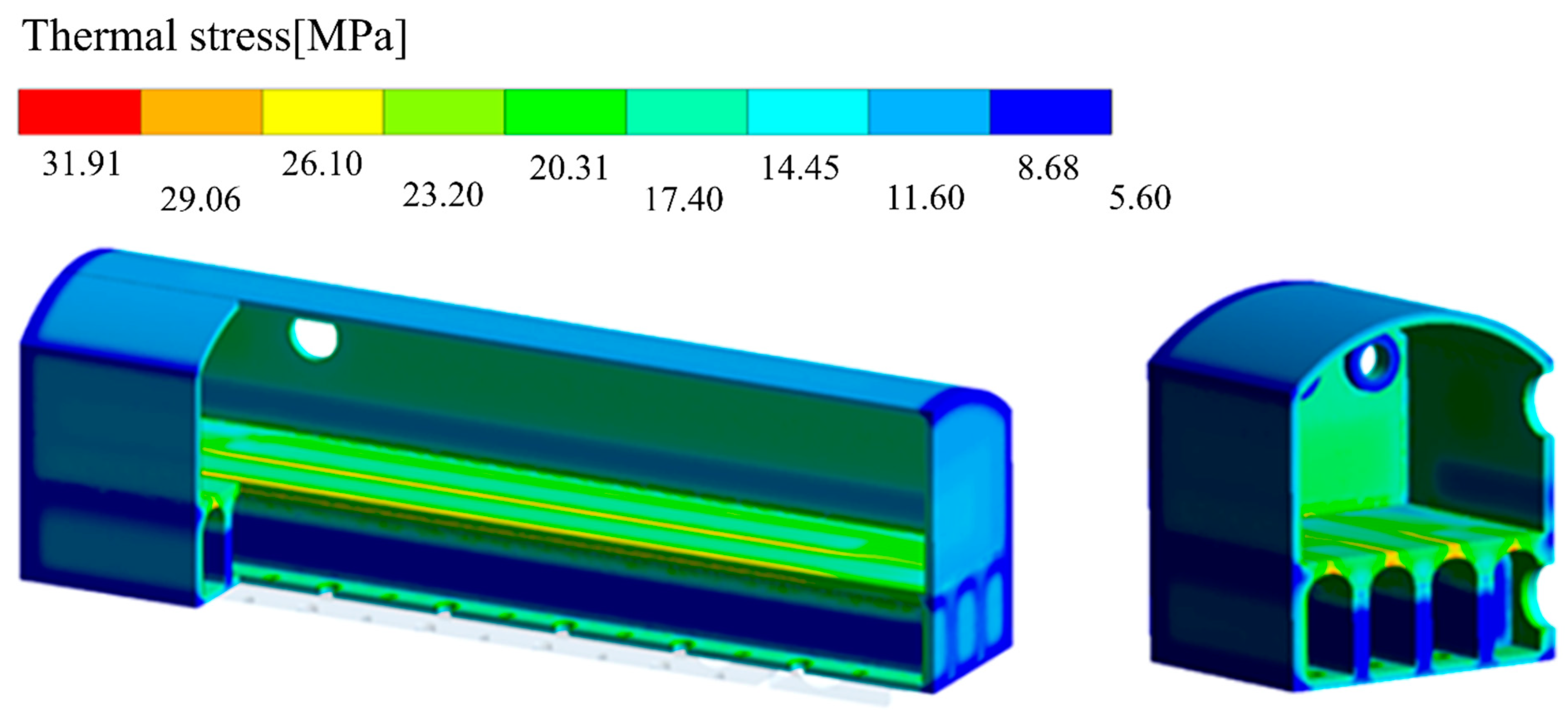
3.1.4. The Internal Thermal Stress of an HRCO
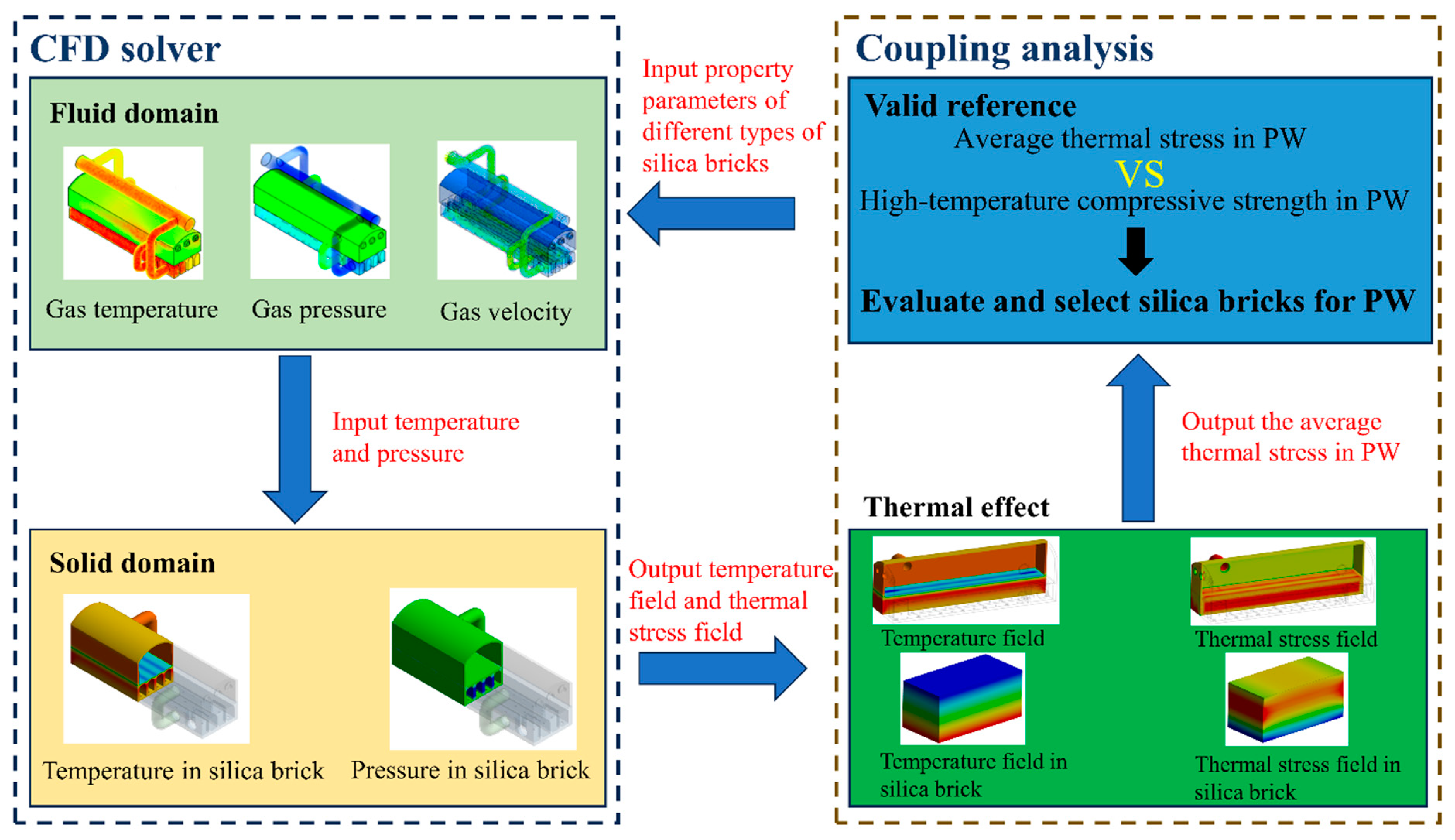
3.2. Proposal of a Reference for Evaluating Silica Bricks
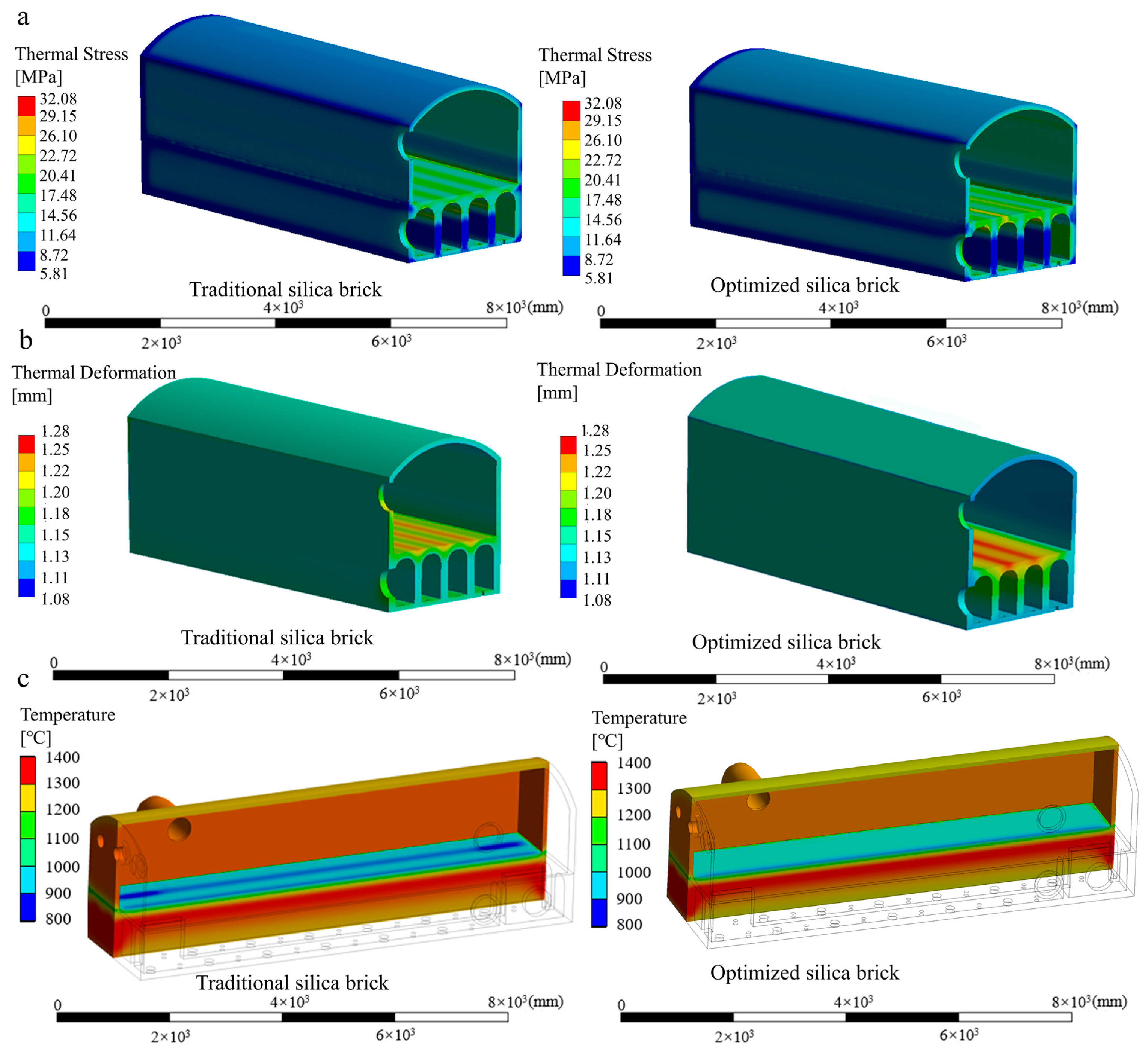
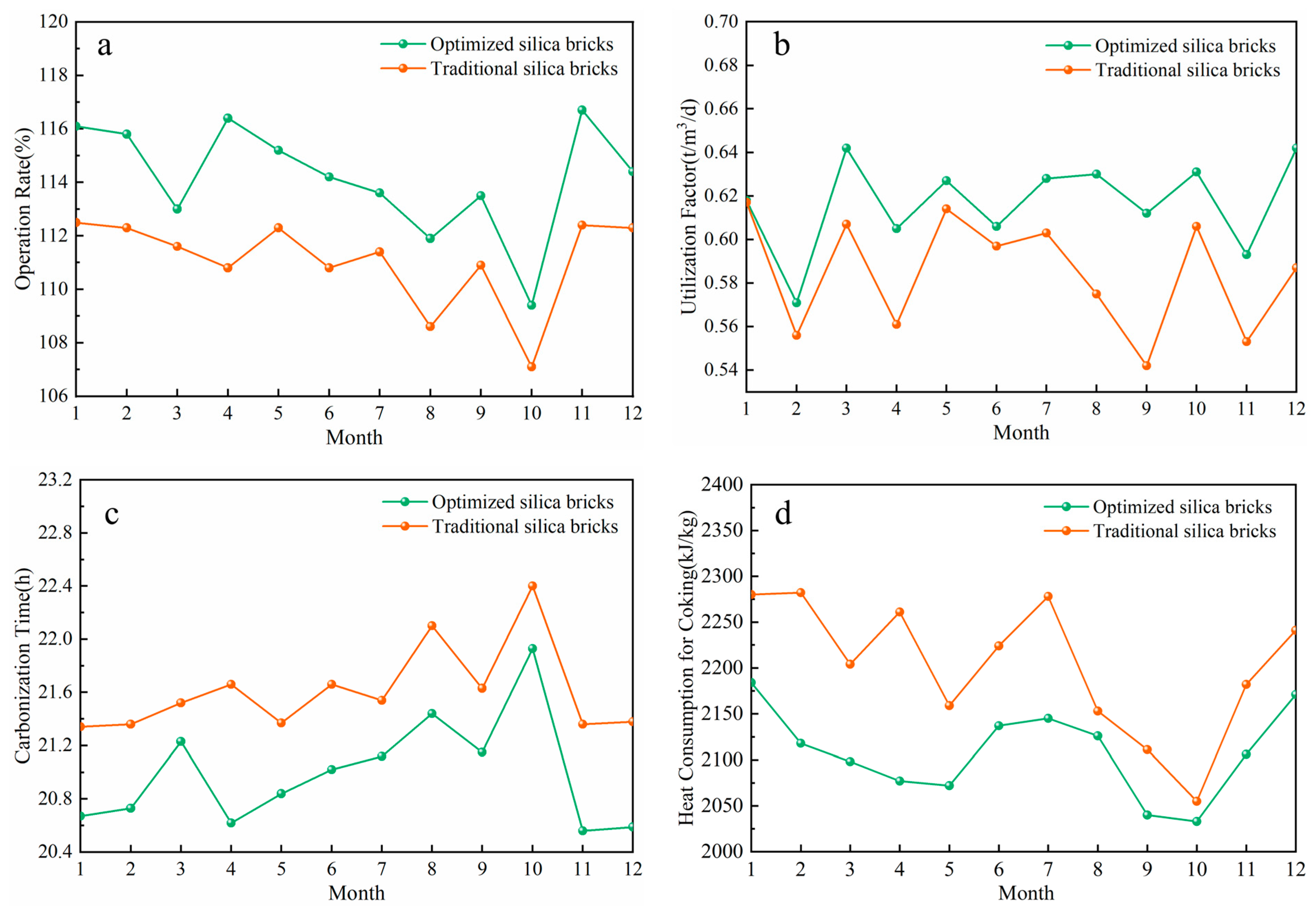
3.3. Evaluation of the Feasibility of the Reference
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bishayee, B.; Rai, A.; Kumar, A.; Kamila, B.; Ruj, B.; Dutta, S. End-of-pipe treatment of secondary treated coke-oven wastewater for removal of fluoride, cyanide, phenol, ammoniacal-N and nitrate using waste material: Experiment, modelling and optimization. Chem. Eng. Res. Des. 2023, 194, 439–460. [Google Scholar] [CrossRef]
- Fan, Y.; Wang, R.; Li, X.; Xiang, J.; Shao, Q.; Meng, S.; Cheng, C.; Yang, Q.; Liang, P.; Sun, H. A high-efficiency utilization of coke-oven plant coke ash for the preparation of coke ash emulsion slurry. Fuel 2019, 245, 139–147. [Google Scholar] [CrossRef]
- Oumarou, N.; Kocaefe, D.; Kocaefe, Y. Investigation of the refractory bricks used for the flue wall of the horizontal anode baking ring furnace. Ceram. Int. 2016, 42, 18436–18442. [Google Scholar] [CrossRef]
- Li, Z.; Yi, Q.; Zhang, Y.; Zhou, H.; Zhao, Y.; Huang, Y.; Gao, D.; Hao, Y. Numerical study and design strategy for a low emission coke oven system using oxy-fuel combustion of coke oven gas. J. Clean. Prod. 2020, 252, 119656. [Google Scholar] [CrossRef]
- Liu, H.; Guo, W. Comparative study on life cycle energy consumption, carbon emissions and economic performance of various coke-oven gas utilization schemes. Fuel 2023, 332, 125706. [Google Scholar] [CrossRef]
- Saikia, J.; Saikia, P.; Boruah, R.; Saikia, B.K. Ambient air quality and emission characteristics in and around a non-recovery type coke oven using high sulphur coal. Sci. Total Environ. 2015, 530–531, 304–313. [Google Scholar] [CrossRef]
- Buczynski, R.; Weber, R.; Kim, R.; Schwöppe, P. One-dimensional model of heat-recovery, non-recovery coke ovens. Part I: General description and hydraulic network sub-model. Fuel 2016, 181, 1097–1114. [Google Scholar] [CrossRef]
- Wang, Q.; Shen, Q.; Li, X.; Xiao, W. Transient behavior of an industrial-scale coke oven: CFD modeling and simulation with a fully coupled heating and coking model. J. Anal. Appl. Pyrolysis 2023, 169, 105848. [Google Scholar] [CrossRef]
- Gregorová, E.; Černý, M.; Pabst, W.; Esposito, L.; Zanelli, C.; Hamáček, J.; Kutzendörfer, J. Temperature dependence of Young’s modulus of silica refractories. Ceram. Int. 2015, 41, 1129–1138. [Google Scholar] [CrossRef]
- Xu, Q.; Zou, Z.; Chen, Y.; Wang, K.; Du, Z.; Ding, C.; Bai, Z.; Zang, Y.; Feng, J.; Xiong, Y. Performance of a novel-type of heat flue in a coke oven based on high-temperature and low-oxygen diffusion combustion technology. Fuel 2020, 267, 117160. [Google Scholar] [CrossRef]
- Buczynski, R.; Weber, R.; Kim, R.; Schwöppe, P. One-dimensional model of heat-recovery, non-recovery coke ovens. Part II: Coking-bed sub-model. Fuel 2016, 181, 1115–1131. [Google Scholar] [CrossRef]
- Pilate, P.; Lardot, V.; Cambier, F.; Brochen, E. Contribution to the understanding of the high temperature behavior and of the compressive creep behavior of silica refractory materials. J. Eur. Ceram. Soc. 2015, 35, 813–822. [Google Scholar] [CrossRef]
- Mróz, S.; Szota, P.; Garstka, T.; Stradomski, G.; Gróbarczyk, J.; Gryczkowski, R. The Selection of Leveler Parameters Using FEM Simulation. Materials 2024, 17, 52. [Google Scholar] [CrossRef]
- Nomura, S.; Arima, T. Coke shrinkage and coking pressure during carbonization in a coke oven. Fuel 2000, 79, 1603–1610. [Google Scholar] [CrossRef]
- Dzięgielewski, M.; Korycki, R.; Szafrańska, H.; Barburski, M. Numerical Modeling of the Thermal Insulating Properties of Space Suits. Materials 2024, 17, 648. [Google Scholar] [CrossRef]
- Xiao, K.; Wang, Y.; Hu, H.; Wen, Z.; Lou, G.; Su, F.; Dou, R.; Liu, X. Numerical analysis on heat transfer process in the coke oven with the multi-chamber coupling mathematical model. Case Stud. Therm. Eng. 2023, 44, 102858. [Google Scholar] [CrossRef]
- Neto, G.W.F.; Leite, M.B.M.; Marcelino, T.O.A.C.; Carneiro, L.O.; Brito, K.D.; Brito, R.P. Optimizing the coke oven process by adjusting the temperature of the combustion chambers. Energy 2021, 217, 119419. [Google Scholar] [CrossRef]
- Smolka, J.; Slupik, L.; Fic, A.; Nowak, A.J.; Kosyrczyk, L. 3-D coupled CFD model of a periodic operation of a heating flue and coke ovens in a coke oven battery. Fuel 2016, 165, 94–104. [Google Scholar] [CrossRef]
- Bhola, M.; Singh, S. Analysis of heat transfer of turbulent channel using different geometries using ANSYS. Mater. Today Proc. 2022, 64, 1223–1228. [Google Scholar] [CrossRef]
- Nan, W. Coke oven plant QRD-2000III horizontal coke oven gas collection pipe lining renovation. Energy Conserv. 2010, 29, 66–68. [Google Scholar]
- Norinaga, K.; Hayashi, J.I. Numerical simulation of the partial oxidation of hot coke oven gas with a detailed chemical kinetic model. Energy Fuels 2010, 24, 165–172. [Google Scholar] [CrossRef]
- Guelton, N.; Rozhkova, T.V. Prediction of coke oven wall pressure. Fuel 2015, 139, 692–703. [Google Scholar] [CrossRef]
- Li, C.; Appari, S.; Tanaka, R.; Hanao, K.; Lee, Y.; Kudo, S.; Hayashi, J.-I.; Janardhanan, V.M.; Watanabe, H.; Norinaga, K. A CFD study on the reacting flow of partially combusting hot coke oven gas in a bench-scale reformer. Fuel 2015, 159, 590–598. [Google Scholar] [CrossRef]
- Murthi, P.; Bhavani, M.; Musthaq, M.S.; Jauhar, M.O.; Devi, V.R. Development of relationship between compressive strength of brick masonry and brick strength. Mater. Today Proc. 2021, 39, 258–262. [Google Scholar] [CrossRef]
- Zhu, D.; Li, Y.; Chen, Y.; Zou, C.; Zhang, Y. Numerical study on the stress and thermal performance of a supercritical CO2 solar conical cavity receiver. Sol. Energy 2024, 267, 112252. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Title | Equation | NO. | ||
|---|---|---|---|---|
| Mass conservation equation | (1) | |||
| Momentum conservation equation | (2) | |||
| Energy equation | (3) | |||
| Turbulent momentum equation | (4) | |||
| Turbulent energy equation | (5) | |||
| P1 model | (6) | |||
| (7) | ||||
| Symbol | ||||
| continuous phase density [kg·m−3] | turbulent kinetic energy from buoyancy [kg⸱m−1·s−1] | |||
| mass source term | YM | fluctuations from over-diffusion [kg⸱m−1·s−1] | ||
| time [h] | ||||
| gas velocity in the i direction [m·s−1] | 1.44 | |||
| gas velocity in the j direction [m·s−1] | 1.91 | |||
| 𝜏ij | viscous stress [N·m−3] | 0.025 | ||
| external volume force and gravitational volume force in the i direction [N⸱m−3] | ||||
| gas pressure [Pa] | radiation absorption coefficient | |||
| coefficient of thermal conductivity [W⸱m−1⸱K−1] | scattering coefficient | |||
| gas density [kg⸱m−3] | incoming radiation | |||
| specific heat capacity of gas [J⸱kg−1⸱K−1] | coefficients of linear each-phase anisotropy phase function | |||
| furnace wall temperature [K] | radiation constant, 5.67 × 10−8 [W⸱m−2⸱K−4] | |||
| turbulent kinetic energy [m2·s−1] | radiation source term | |||
| dissipation rate of turbulent kinetic energy [m2·s−1] | heat radiation | |||
| turbulent kinetic energy generated by laminar velocity gradients [kg⸱m−1·s−1] | positive projection area of fluid and model contact surface [m2] | |||
| Project | CH4 [%] | H2 [%] | CO [%] | CO2 [%] | Air [%] | Gas Flow [kg/s] | Velocity [m/s] |
|---|---|---|---|---|---|---|---|
| Combustion chamber | 25.5 | 59.2 | 6 | 2.4 | 6.9 | / | 5 |
| Carbonization chamber | 29 | 35 | 10 | 0.06 | 25.94 | 0.6 | / |
| Air inlet 1 | / | / | / | / | 100 | / | 12 |
| Air inlet 2 | / | / | / | / | 100 | / | 3 |
| Sample | Young’s Modulus [GPa] | Thermal Expansion Coefficient [10−6 °C−1] | Thermal Conductivity [W/(m·K)] | Average Thermal Stress [MPa] | Top Temperature of PW [°C] |
|---|---|---|---|---|---|
| 1 | 20 | 10.5 | 2 | 14.87 | 1003.4 |
| 2 | 20 | 11.0 | 2.1 | 16.01 | 1020.1 |
| 3 | 20 | 11.5 | 2.2 | 17.65 | 1042.3 |
| 4 | 20 | 12.0 | 2.3 | 19.29 | 1061.8 |
| 5 | 20 | 12.5 | 2.4 | 21.04 | 1083.5 |
| 6 | 20 | 13.0 | 2.5 | 22.89 | 1101.8 |
| 7 | 21 | 10.5 | 2 | 18.32 | 1003.4 |
| 8 | 21 | 11.0 | 2.1 | 20.13 | 1020.1 |
| 9 | 21 | 11.5 | 2.2 | 21.76 | 1042.3 |
| 10 | 21 | 12.0 | 2.3 | 22.82 | 1061.8 |
| 11 | 21 | 12.5 | 2.4 | 23.84 | 1083.5 |
| 12 | 21 | 13.0 | 2.5 | 24.88 | 1101.8 |
| 13 | 22 | 10.5 | 2 | 20.13 | 1003.4 |
| 14 | 22 | 11.0 | 2.1 | 21.80 | 1020.1 |
| 15 | 22 | 11.5 | 2.2 | 22.98 | 1042.3 |
| 16 | 22 | 12.0 | 2.3 | 23.83 | 1061.8 |
| 17 | 22 | 12.5 | 2.4 | 24.73 | 1083.5 |
| 18 | 22 | 13.0 | 2.5 | 25.61 | 1101.8 |
| 19 | 23 | 10.5 | 2 | 26.06 | 1003.4 |
| 20 | 23 | 11.0 | 2.1 | 21.97 | 1020.1 |
| 21 | 23 | 11.5 | 2.2 | 23.05 | 1042.3 |
| 22 | 23 | 12.0 | 2.3 | 24.14 | 1061.8 |
| 23 | 23 | 12.5 | 2.4 | 24.86 | 1083.5 |
| 24 | 23 | 13.0 | 2.5 | 26.06 | 1101.8 |
| 25 | 24 | 10.5 | 2 | 23.18 | 1003.4 |
| 26 | 24 | 11.0 | 2.1 | 23.76 | 1020.1 |
| 27 | 24 | 11.5 | 2.2 | 24.73 | 1042.3 |
| 28 | 24 | 12.0 | 2.3 | 25.61 | 1061.8 |
| 29 | 24 | 12.5 | 2.4 | 26.63 | 1083.5 |
| 30 | 24 | 13.0 | 2.5 | 25.35 | 1101.8 |
| 31 | 25 | 10.5 | 2 | 26.22 | 1003.4 |
| 32 | 25 | 11.0 | 2.1 | 27.01 | 1020.1 |
| 33 | 25 | 11.5 | 2.2 | 27.66 | 1042.3 |
| 34 | 25 | 12.0 | 2.3 | 28.47 | 1061.8 |
| 35 | 25 | 12.5 | 2.4 | 29.16 | 1083.5 |
| 36 | 25 | 13.0 | 2.5 | 30.03 | 1101.8 |
| Project | Traditional Silica Brick | Optimized Silica Brick | |
|---|---|---|---|
| Young’s modulus [GPa] | 22 | 23 | |
| Thermal conductivity [W (m⸱K)] | 2.14 | 2.40 | |
| 0.2 MPa refractoriness under load [°C] | 1669 | 1681 | |
| Thermal expansion coefficient [10−6 °C−1] | 1000 °C | 13.4 | 14.4 |
| 1100 °C | 12.1 | 13.1 | |
| 1200 °C | 10.9 | 11.8 | |
| 1300 °C | 9.2 | 10.5 | |
| average | 11.4 | 12.5 | |
| High-temperature compressive strength [MPa] | 1000 °C | 26.9 | 50.1 |
| 1100 °C | 18.6 | 39.9 | |
| 1200 °C | 16.3 | 30.7 | |
| 1300 °C | 15.0 | 26.0 | |
| average | 19.2 | 36.6 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Zhang, L.; Wang, E.; Xu, E.; He, Z.; Yang, T.; Hou, X. Simulation of the Service Environment and Selection of the Refractory Lining for a Heat Recovery Coke Oven. Materials 2024, 17, 1565. https://doi.org/10.3390/ma17071565
Zhou Y, Zhang L, Wang E, Xu E, He Z, Yang T, Hou X. Simulation of the Service Environment and Selection of the Refractory Lining for a Heat Recovery Coke Oven. Materials. 2024; 17(7):1565. https://doi.org/10.3390/ma17071565
Chicago/Turabian StyleZhou, Yuansheng, Lixin Zhang, Enhui Wang, Enxia Xu, Zhijun He, Tao Yang, and Xinmei Hou. 2024. "Simulation of the Service Environment and Selection of the Refractory Lining for a Heat Recovery Coke Oven" Materials 17, no. 7: 1565. https://doi.org/10.3390/ma17071565
APA StyleZhou, Y., Zhang, L., Wang, E., Xu, E., He, Z., Yang, T., & Hou, X. (2024). Simulation of the Service Environment and Selection of the Refractory Lining for a Heat Recovery Coke Oven. Materials, 17(7), 1565. https://doi.org/10.3390/ma17071565