
Simultaneous Enhancement of Strength and Sulfide Stress Cracking Resistance of Hot-Rolled Pressure Vessel Steel Q345 via a Quenching and Tempering Treatment

 ,
,
Abstract
:1. Introduction
2. Experimental Procedures
3. Results
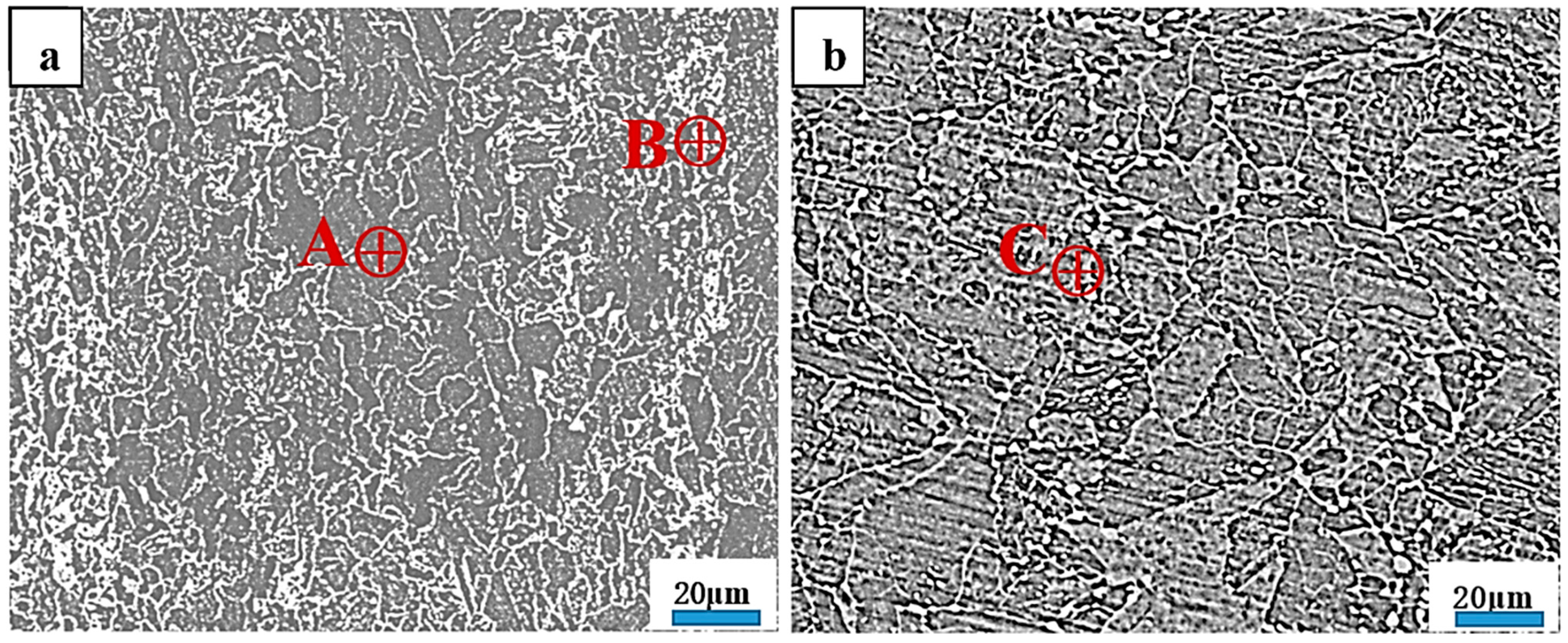
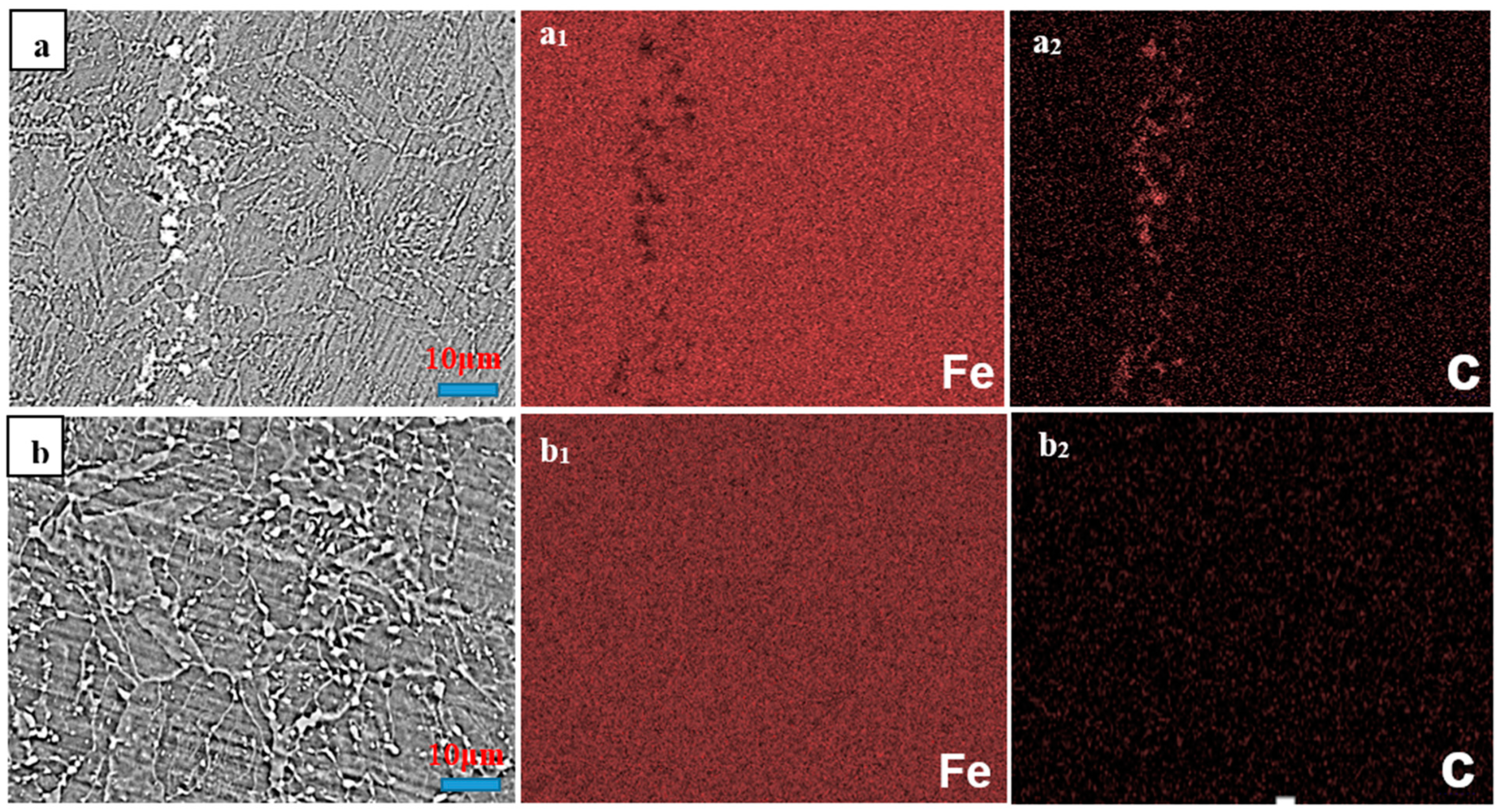
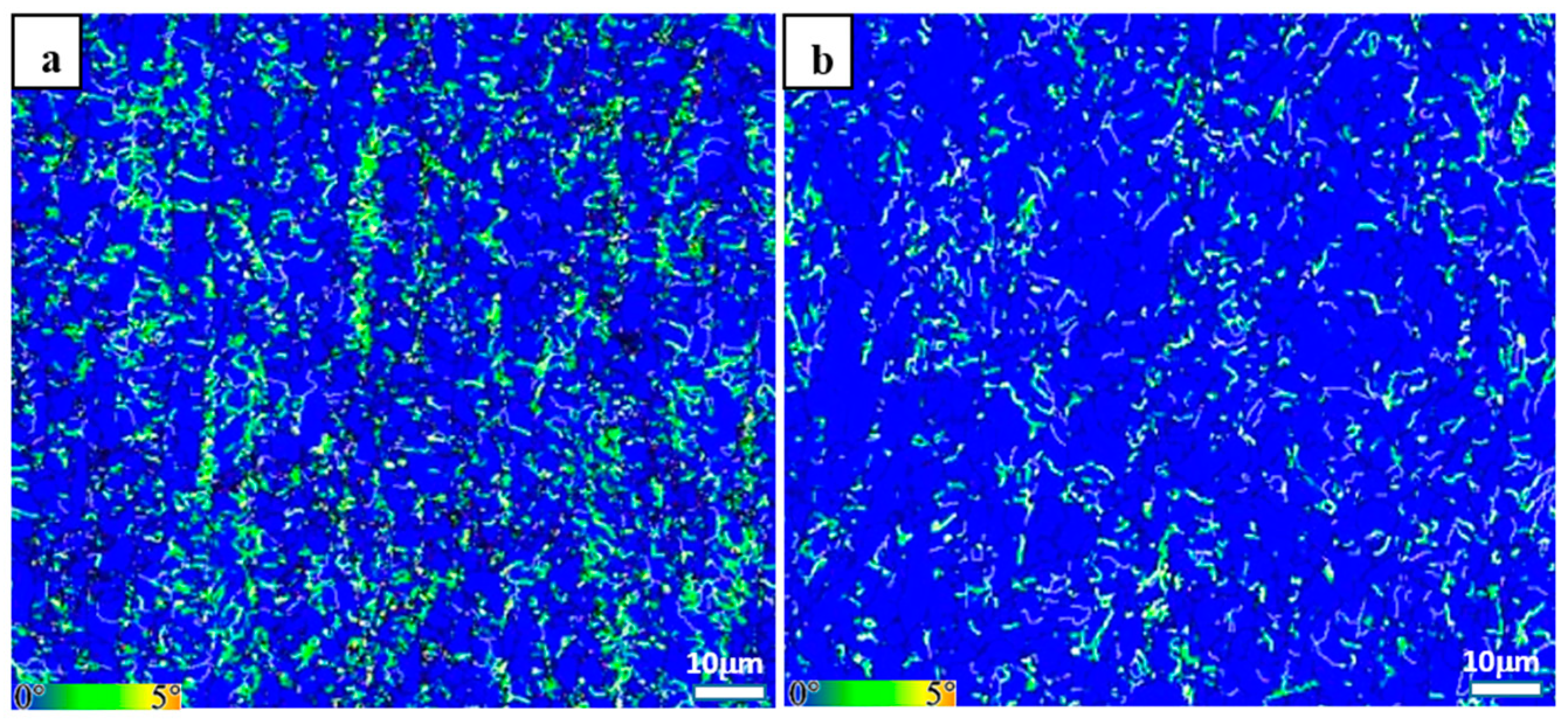
3.1. Microstructures
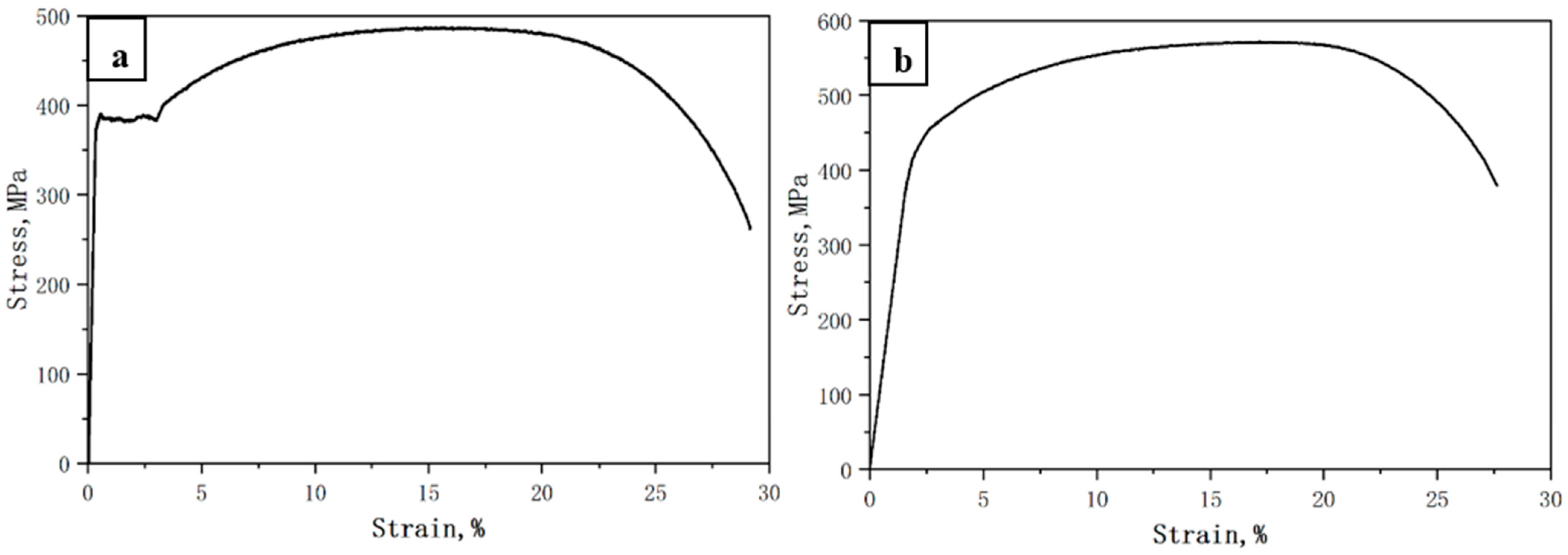
3.2. Tensile Properties and SSC Evaluation
4. Discussion
5. Conclusions
- Higher strength combined with better SSC resistance was obtained. Compared to the initial hot-rolled plates having a YS of ~372 MPa, the Q&T counterparts had a YS of ~463 MPa, achieving an increase of ~25%. Furthermore, SSC failure occurred in the initial hot-rolled plates, while no SSC failure occurred in the Q&T counterparts.
- The SSC failure was not only determined by the strength. Carbon-rich zones, residual stress, and sensitive hardness in the banded structure largely determined the susceptibility to SSC failure. The elimination of banded structures was beneficial to improve the resistance to SSC failure.
- The simultaneous improvement in strength and SSC resistance via Q&T processing for Q345 hot-rolled pressure vessel steel provides a prospect for developing improved strength grades of SSC-resistant pressure vessel steels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liao, K.X.; Qin, M.; He, G.X.; Chen, S.J.; Jiang, X.H.; Zhang, S.J. Improvement of integrity management for pressure vessels based on risk assessment-A natural gas separator case study. J. Loss Prev. Process Ind. 2023, 83, 105087. [Google Scholar] [CrossRef]
- Yersak, T.A.; Elhamid, M.A.; Dailly, A.; Rogers, M.; Prince, J.; Cai, M. Dynamics of a type IV conformable pressure vessel for natural gas passenger vehicles. Int. J. Press. Vessel. Pip. 2019, 175, 103923. [Google Scholar] [CrossRef]
- Nelson, N.R.; Prasad, N.S.; Sekhar, A.S. Structural integrity and sealing behaviour of bolted flange joint: A state of art review. Int. J. Press. Vessel. Pip. 2023, 204, 104975. [Google Scholar] [CrossRef]
- Yoon, S.J.; Lee, H.J.; Yoon, K.B.; Ma, Y.W.; Baek, U.B. Hydrogen damage in 34CrMo4 pressure vessel steel with high tensile strength. J. Mech. Sci. Technol. 2018, 32, 637–646. [Google Scholar] [CrossRef]
- Gupta, C. Peak cyclic stress and ratcheting response of a low alloy steel for reactor pressure vessel applications. Metall. Mater. Trans. A 2023, 54, 1414–1427. [Google Scholar] [CrossRef]
- Buck, Z.N.; Connolly, M.J.; Martin, M.L.; Lauria, D.; Killgore, J.P.; Bradley, P.E.; Chen, Y.; An, K.; Slifka, A.J. Effects of mechanical deformation on dislocation density and phase partitioning in 4130 steel. Mater. Sci. Eng. A 2023, 885, 145592. [Google Scholar] [CrossRef]
- Chekhonin, P.; Das, A.; Bergner, F.; Altstadt, E. Microstructural characterisation of brittle fracture initiation sites in reactor pressure vessel steels. Nucl. Mater. Energy 2024, 37, 101511. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, J.; Wang, Z.; Zhou, Y.; Zhang, M.; Li, X.; Zhao, M.; Atrens, A. Sulfide stress cracking (SSC) of a commercial Q345 pressure vessel steel in a wet H2S environment. Mater. Sci. Technol. 2024, 40, 02670836231219870. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, J.; Wang, Z.; Shi, Z.Y.; Li, X.; Zhao, M. Effect of cooling rate on sulfide stress cracking resistance of a Q345 pressure vessel steel subject to hydrogen sulfide. Steel Res. Int. 2024, 95, 2300290. [Google Scholar] [CrossRef]
- Dong, Q.; Yang, P.; Xu, G.; Deng, J.L. Mechanisms and modeling of low cycle fatigue crack propagation in a pressure vessel steel Q345. Int. J. Fatigue 2016, 89, 2–10. [Google Scholar] [CrossRef]
- Lu, S.J.; Wang, H.; Dai, P.Y.; Deng, D.A. Effect of creep on prediction accuracy and calculating efficiency of residual stress in post weld heat treatment. Acta Metall. Sin. 2019, 55, 1581–1592. [Google Scholar]
- Zhao, M.C.; Yang, K. Strengthening and improvement of sulfide stress cracking resistance in acicular ferrite pipeline steels by nano-sized carbonitrides. Scr. Mater. 2005, 52, 881–886. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Singh, C.; Lee, D.H.; Kim, Y.S.; Lee, T.; Lee, S.Y. Deciphering hydrogen embrittlement mechanisms in Ti6Al4V alloy: Role of solute hydrogen and hydride phase. Materials 2024, 17, 1178. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.D.; Ghadiani, H.; Jalilvand, V.; Alam, T.; Farhat, Z.; Islam, M.A. Hydrogen impact: A review on diffusibility, embrittlement mechanisms, and characterization. Materials 2024, 17, 965. [Google Scholar] [CrossRef] [PubMed]
- Mukhopadhyay, A.; Urkude, D.K.; Mukhopadhyay, G. Effect of cold work on hydrogen embrittlement of monel-400. J. Fail. Anal. Prev. 2024, 24, 279–290. [Google Scholar] [CrossRef]
- Ghosh, G.; Rostron, P.; Garg, R.; Panday, A. Hydrogen induced cracking of pipeline and pressure vessel steels: A review. Eng. Fract. Mech. 2018, 199, 609–618. [Google Scholar] [CrossRef]
- Park, J.S.; Lee, J.W.; Hwang, J.K.; Kim, S.J. Effects of alloying elements (C, Mo) on hydrogen assisted cracking behaviors of A516-65 steels in sour environments. Materials 2020, 13, 4188. [Google Scholar] [CrossRef] [PubMed]
- Zhao, M.; Hanamura, T.; Qiu, H.; Yang, K. Lath boundary thin-film martensite in acicular ferrite ultralow carbon pipeline steels. Mater. Sci. Eng. A 2005, 395, 327–332. [Google Scholar] [CrossRef]
- Zeng, T.Y.; Zhang, S.Z.; Shi, X.B.; Wang, W.; Yan, W. Effects of the primary NbC elimination on the SSCC resistance of a HSLA steel for oil country tubular goods. Materials 2021, 14, 5301. [Google Scholar] [CrossRef] [PubMed]
- Borisova, Y.I.; Mishnev, R.V.; Tkachev, E.S.; Kniaziuk, T.V.; Gaidar, S.M.; Kaibyshev, R.O. Structure, phase composition, and mechanical properties of a high strength steel with transition carbide η-Fe2C. Phys. Met. Metallogr. 2023, 124, 1319–1332. [Google Scholar] [CrossRef]
- Li, S.J.; He, M.Y.; Hu, G.J.; Tan, Y.Y.; Wang, C.D.; Jing, B.; Ping, D.H. Pearlite formation via martensite. Compos. Part B-Eng. 2022, 238, 109859. [Google Scholar] [CrossRef]
- Samuels, L.E. Tempering of martensite. Metallogr. Microstruct. Anal. 2014, 3, 70–90. [Google Scholar] [CrossRef]
- Caron, R.N.; Krauss, G. The tempering of Fe-C lath martensite. Metall. Trans. 1972, 3, 2381–2389. [Google Scholar] [CrossRef]
- Zheng, Y.J.; Sun, H.L.; Yan, L.C.; Pang, X.L.; Volinsky, A.A.; Gao, K.W. Review of metal carbide nanoprecipitate effects on hydrogen embrittlement of high strength martensitic steel. Anti-Corros. Methods Mater. 2022, 69, 409–416. [Google Scholar] [CrossRef]
- Zhou, G.Y.; Wang, X.T.; Cao, G.H.; Russell, A.M.; Luo, M.; Dong, X.M.; Zhang, Z.H. Effect of double tempering process on sulfide stress cracking susceptibility in API-5CT-C110 casing steel. Corros. Sci. 2023, 219, 111208. [Google Scholar] [CrossRef]
- Kei, S.H.S.; van Haaften, W.M.; Britton, T.B.; Pedrazzini, S. A review of the factors that can increase the risk of sulfide stress cracking in thermomechanical controlled processed pipeline steels. Adv. Eng. Mater. 2023, 25, 2300406. [Google Scholar] [CrossRef]
- Lu, C.H.; Zhang, H.; Li, D.N.; Han, L.H.; Wang, J.J.; Li, J.; Qi, Y.; Li, F.P.; Tian, Y.D. An investigation of microstructure characteristic and sulfide stress cracking behavior of 110 ksi Cr-Mo grade casing steel. Processes 2023, 11, 548. [Google Scholar] [CrossRef]
- Luo, M.; Zhou, G.Y.; Shen, H.; Wang, X.T.; Li, M.C.; Zhang, Z.H.; Cao, G.H. Effect of tempering temperature on microstructure and sulfide stress cracking of 125 ksi grade casing steel. Materials 2022, 15, 2589. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.L.; Case, R. The influence of H2S on hydrogen absorption and sulfide stress cracking resistance of high strength low alloy carbon steel C110. J. Nat. Gas Sci. Eng. 2022, 99, 104418. [Google Scholar] [CrossRef]
- Shehata, M.F.; El-Shamy, A.M. Hydrogen-based failure in oil and gas pipelines a review. Gas Sci. Eng. 2023, 115, 204994. [Google Scholar] [CrossRef]
- Okayasu, M.; Sato, M. Examination of hydrogen diffusivity in carbon steels using a newly developed hydrogen permeation system. Exp. Mech. 2021, 61, 1443–1453. [Google Scholar] [CrossRef]
- Fukuda, K.; Tojo, A.; Matsumoto, R. Evaluating solubility and diffusion coefficient of hydrogen in martensitic steel using computational mechanics. Mater. Trans. 2020, 61, 1287–1293. [Google Scholar] [CrossRef]
- Tian, Y.; Luo, Z.R.; Zeng, T.Y.; Shi, X.B.; Yan, W.; Zhao, M.C. Microstructural characterizations and sulfide stress cracking susceptibility of a high-strength oil country tubular goods-purpose steel under different quenching conditions. Metall. Mater. Trans. A 2024, 55, 1160–1173. [Google Scholar] [CrossRef]
- Toribio, J.; Lorenzo, M.; Aguado, L. Innovative design of residual stress and strain distributions for analyzing the hydrogen embrittlement phenomenon in metallic materials. Materials 2022, 15, 9063. [Google Scholar] [CrossRef] [PubMed]
- An, D.Y.; Zhou, Y.H.; Xiao, Y.; Liu, X.X.; Li, X.F.; Chen, J. Observation of the hydrogen-dislocation interactions in a high-manganese steel after hydrogen adsorption and desorption. Acta Metall. Sin. Engl. Lett. 2023, 36, 1105–1112. [Google Scholar] [CrossRef]
- Mohapatra, S.; Mandal, A.; Das, S.; Das, K. Study on local strain distribution and grain boundary characteristics of tensile-deformed TRIP-assisted medium manganese steel. Mater. Sci. Eng. A 2024, 894, 146225. [Google Scholar] [CrossRef]
- Mikami, Y.; Oda, K.; Kamaya, M.; Mochizuki, M. Effect of reference point selection on microscopic stress measurement using EBSD. Mater. Sci. Eng. A 2015, 647, 256–264. [Google Scholar] [CrossRef]
- Ku, T.W. Numerical and experimental investigations on residual stress and hardness within a cold forward extruded preform. Materials 2023, 16, 2448. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Hu, Z.F.; Zhang, Z. EBSD parameter assessment and constitutive models of crept HR3C austenitic steel. J. Iron Steel Res. Int. 2023, 30, 772–781. [Google Scholar] [CrossRef]
- Paul, V.; Ameyama, K.; Ota-Kawabata, M.; Ohmura, T. Evaluation of deformation and fracture behavior in 304L austenitic steel harmonic structures through nanoindentation. Steel Res. Int. 2023, 94, 2200354. [Google Scholar] [CrossRef]
- Sherar, B.W.A.; Caldwell, E.; Ellis, P.F.; Kane, R.D. Development of the NACE “MR-01-75” and NACE “TM-01-77” standards, Part II: Accelerated material qualification testing in sour environments at near atmospheric pressure. Corrosion 2022, 77, 689–701. [Google Scholar] [CrossRef] [PubMed]
- Dai, T.; Lippold, J.C. The effect of postweld heat treatment on hydrogen-assisted cracking of F22/625 overlays. Weld. J. 2018, 97, 75S–90S. [Google Scholar]
- Omweg, G.M.; Frankel, G.S.; Bruce, W.A.; Ramirez, J.E.; Koch, G. Performance of welded high-strength low-alloy steels in sour environments. Corrosion 2003, 59, 640–653. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Mn | C | |
|---|---|---|---|
| A | 96.1 | 2.7 | 1.2 |
| B | 92.1 | 2.1 | 5.8 |
| C | 95.6 | 2.9 | 1.5 |
| YS, MPa | UTS, MPa | EL, % | |
|---|---|---|---|
| Initial hot-rolled plates | 372 ± 13 | 486 ± 15 | 30 ± 2 |
| Q&T counterparts | 463 ± 17 | 569 ± 11 | 28 ± 2 |
| Speci. Group | Speci. No. | Pass or Not Pass | Pass or Not Pass |
|---|---|---|---|
| Initial hot-rolled plates | 1# | N | N |
| 2# | N | ||
| 3# | Y | ||
| Q&T counterparts | 1# | Y | Y |
| 2# | Y | ||
| 3# | Y |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Zhao, M.-C.; Tian, Y.; Zhang, J.; Wang, Z.; Zhao, Y.-C.; Peng, L. Simultaneous Enhancement of Strength and Sulfide Stress Cracking Resistance of Hot-Rolled Pressure Vessel Steel Q345 via a Quenching and Tempering Treatment. Materials 2024, 17, 1636. https://doi.org/10.3390/ma17071636
Zhang J, Zhao M-C, Tian Y, Zhang J, Wang Z, Zhao Y-C, Peng L. Simultaneous Enhancement of Strength and Sulfide Stress Cracking Resistance of Hot-Rolled Pressure Vessel Steel Q345 via a Quenching and Tempering Treatment. Materials. 2024; 17(7):1636. https://doi.org/10.3390/ma17071636
Chicago/Turabian StyleZhang, Jing, Ming-Chun Zhao, Yan Tian, Jimou Zhang, Zhen Wang, Ying-Chao Zhao, and Longsheng Peng. 2024. "Simultaneous Enhancement of Strength and Sulfide Stress Cracking Resistance of Hot-Rolled Pressure Vessel Steel Q345 via a Quenching and Tempering Treatment" Materials 17, no. 7: 1636. https://doi.org/10.3390/ma17071636