
Superfinishing with Abrasive Films Featuring Discontinuous Surfaces

 ,
,  ,
, 
 and
and 
Abstract
:1. Introduction

2. Materials and Methods
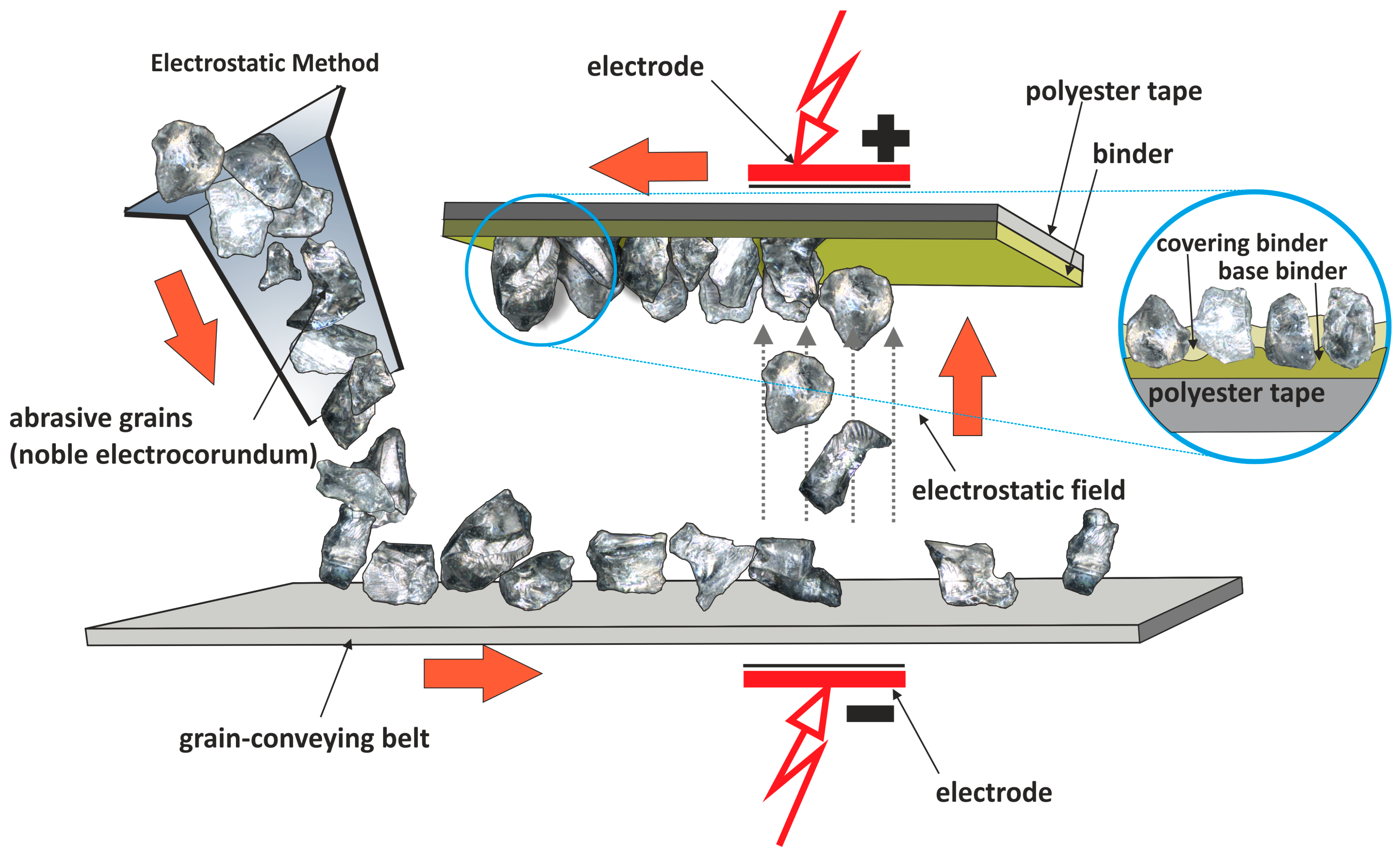
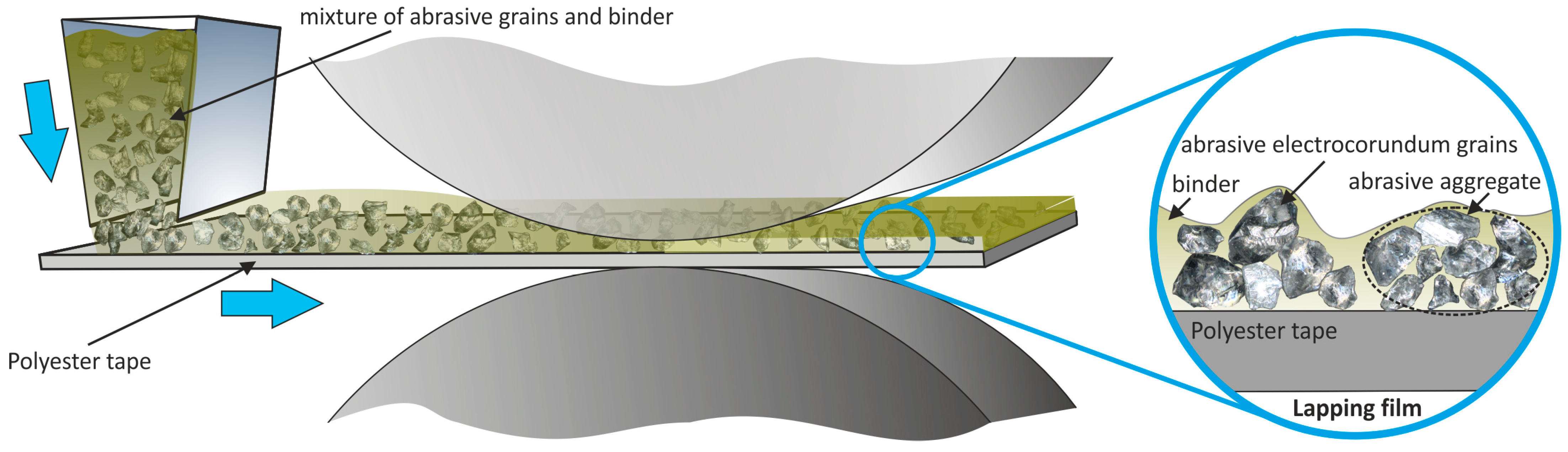
2.1. Lapping Films with Discontinuous Surfaces
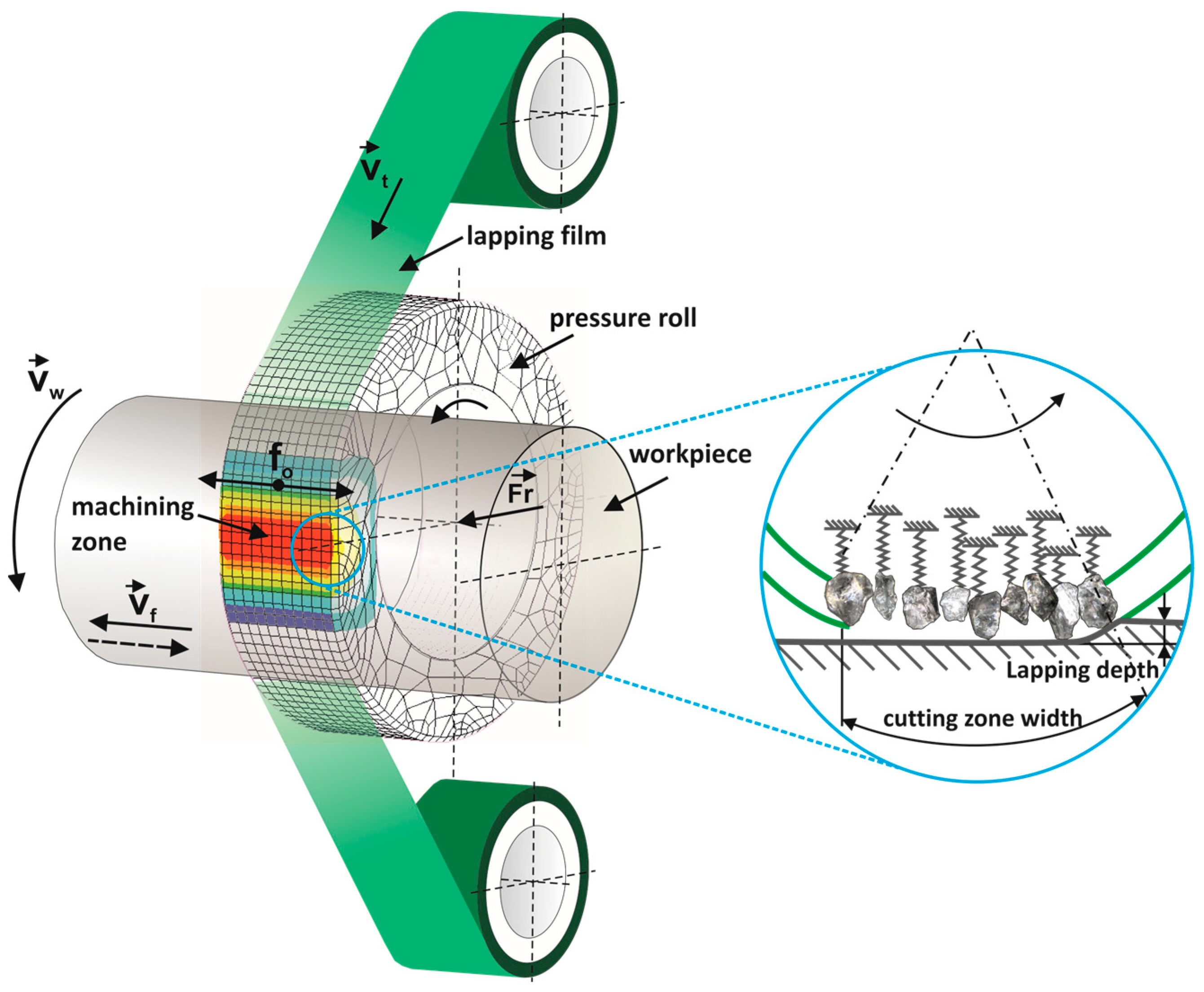
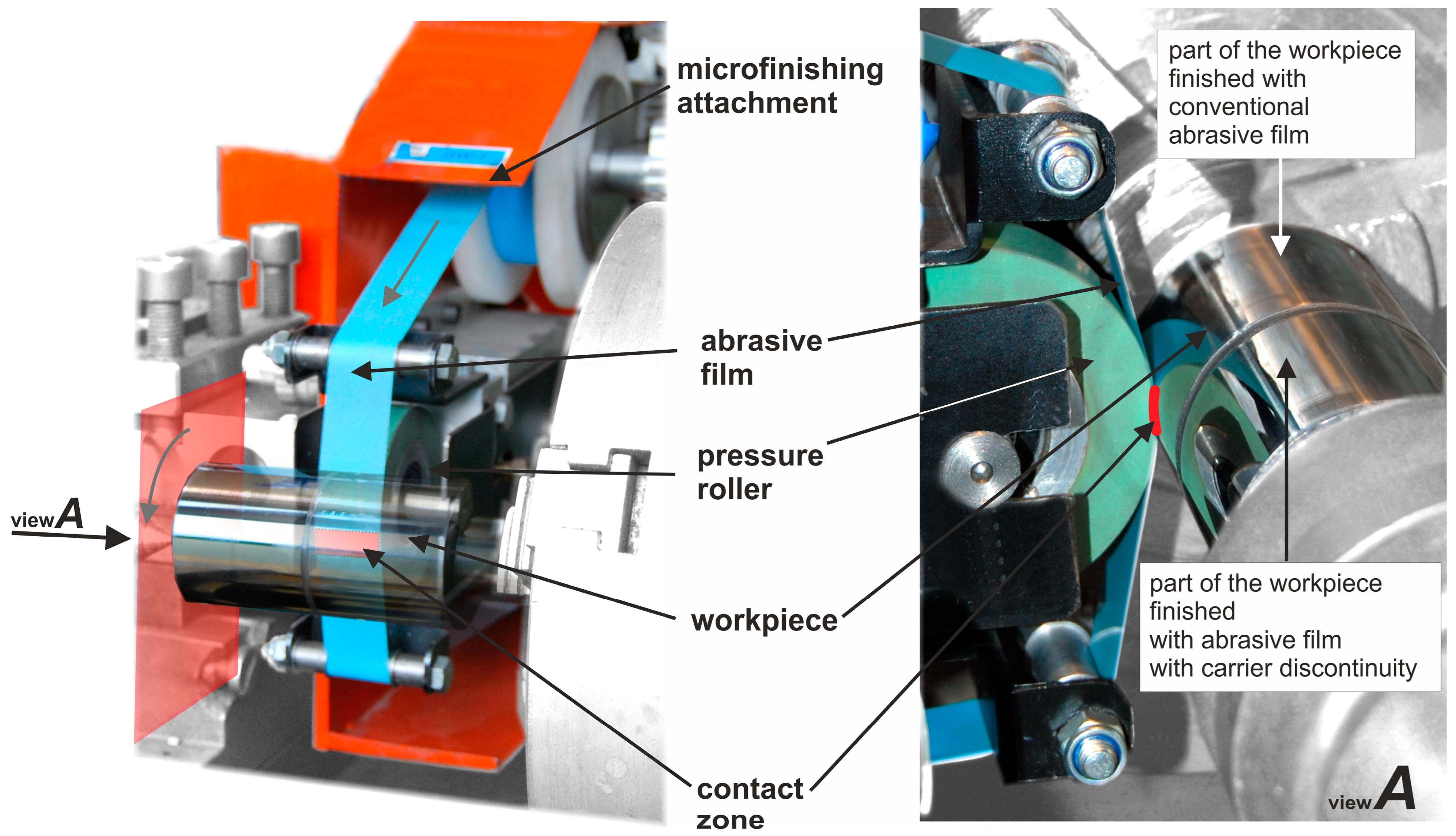
2.2. Superfinishing Process
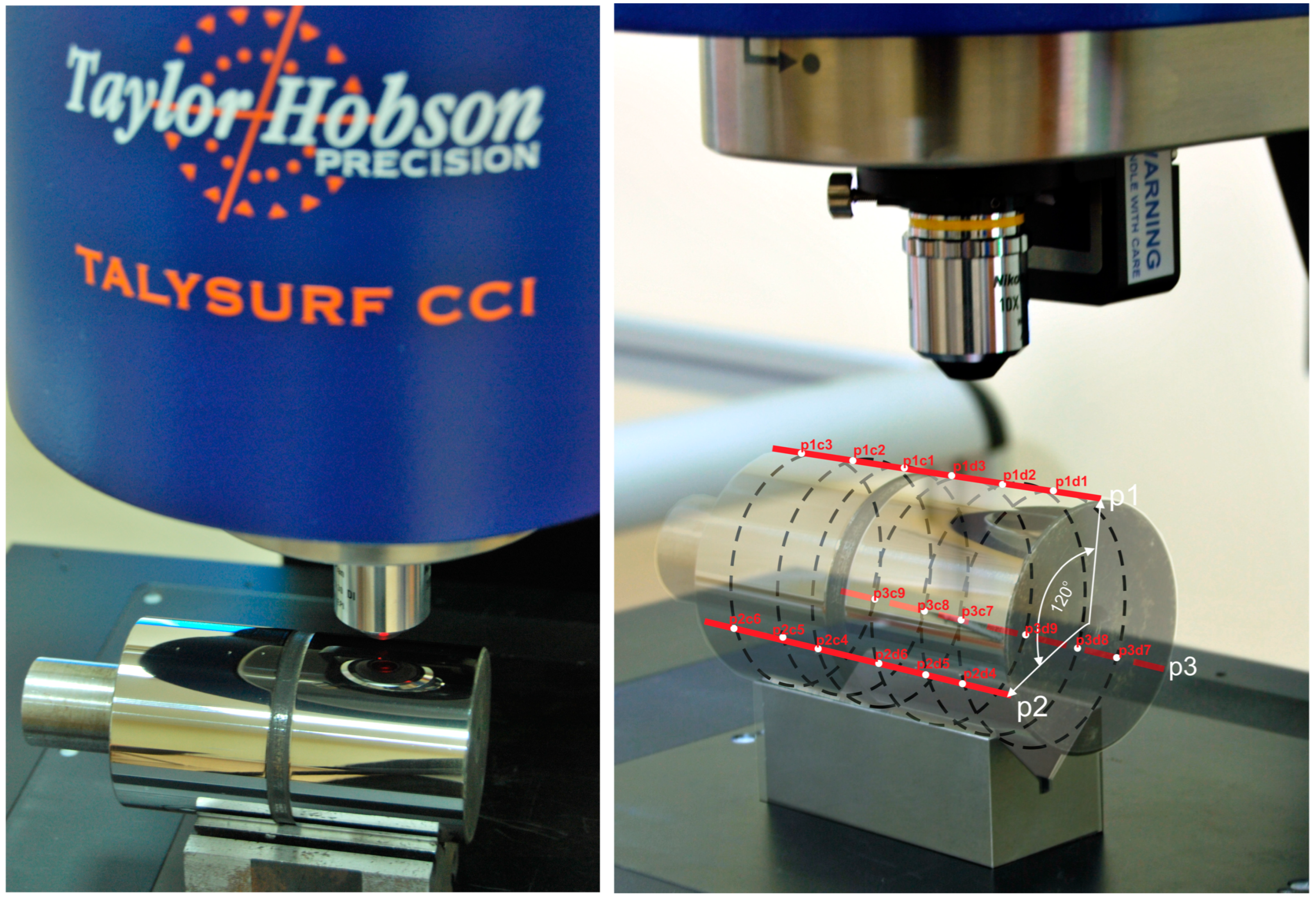
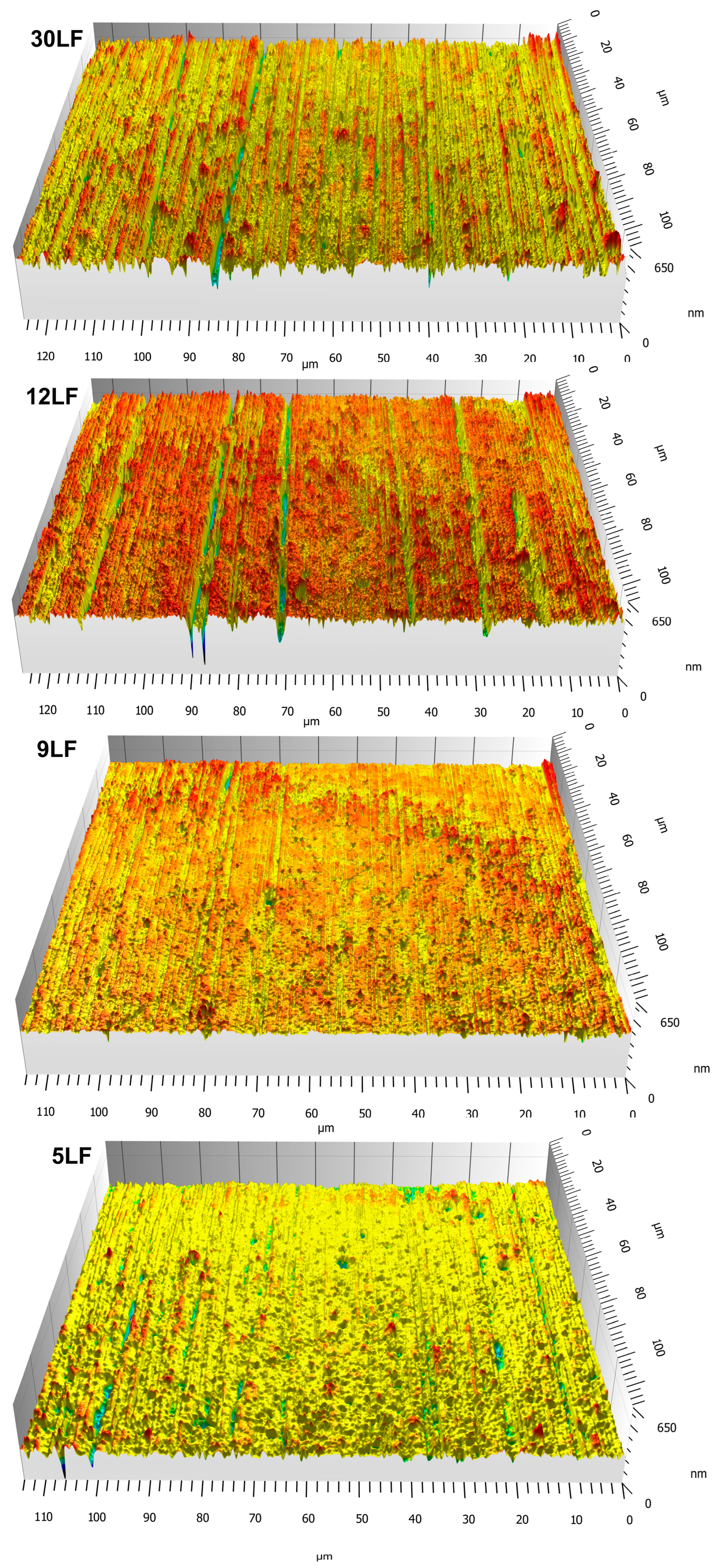
2.3. Research on the Topography of Finished Surfaces
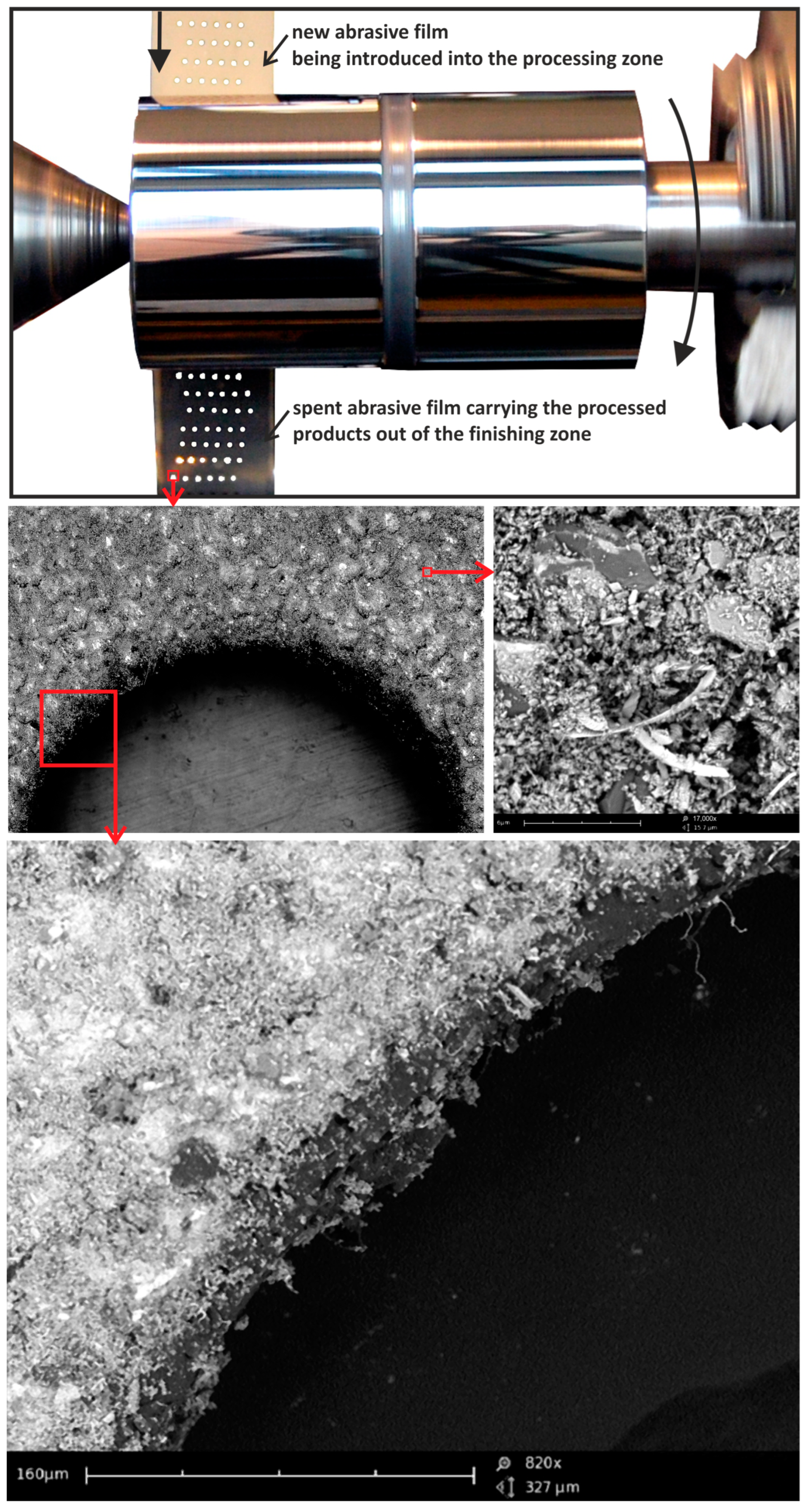
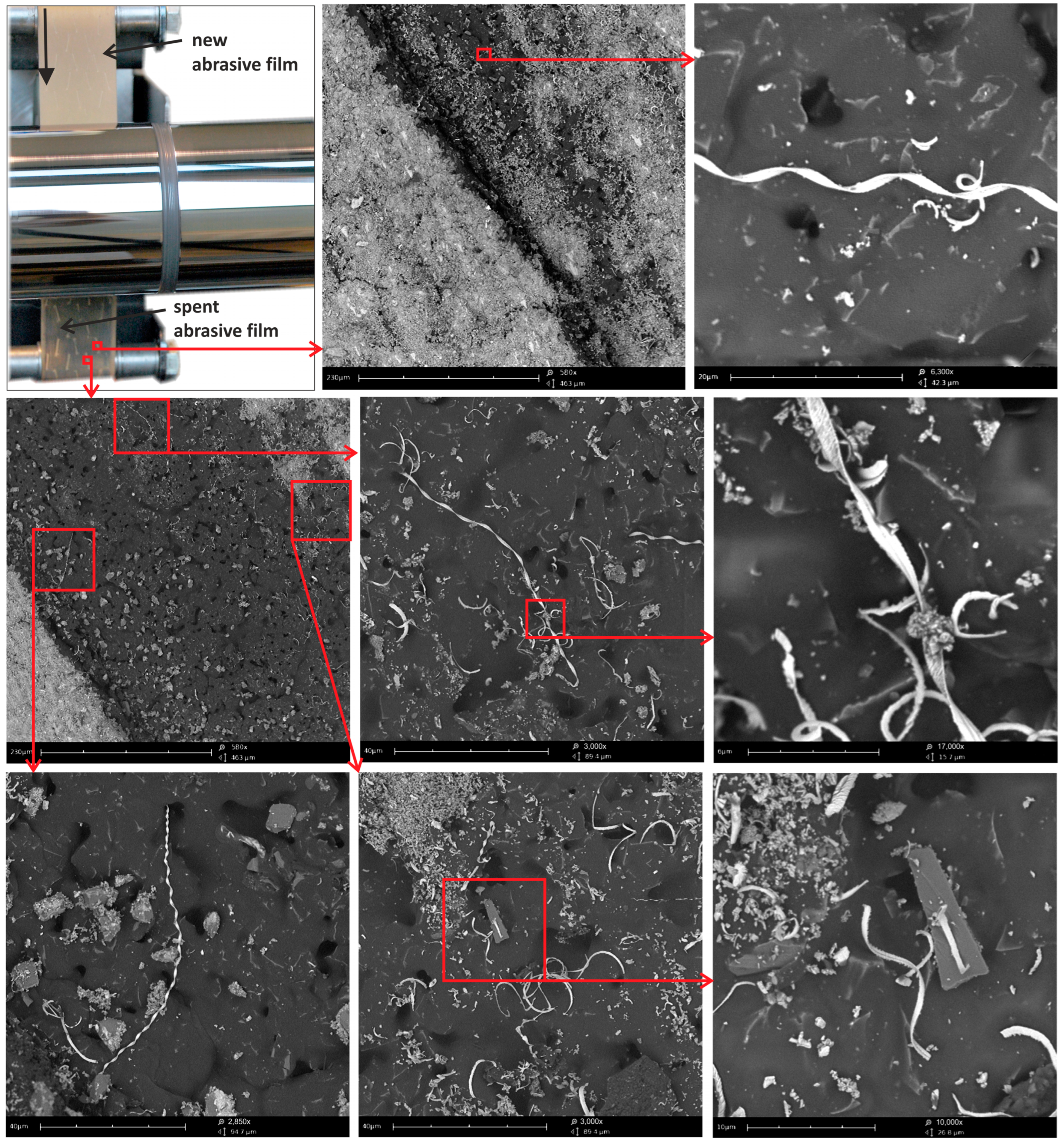
2.4. Analysis of Surface Irregularities on the Used Abrasive Film
3. Results and Discussion
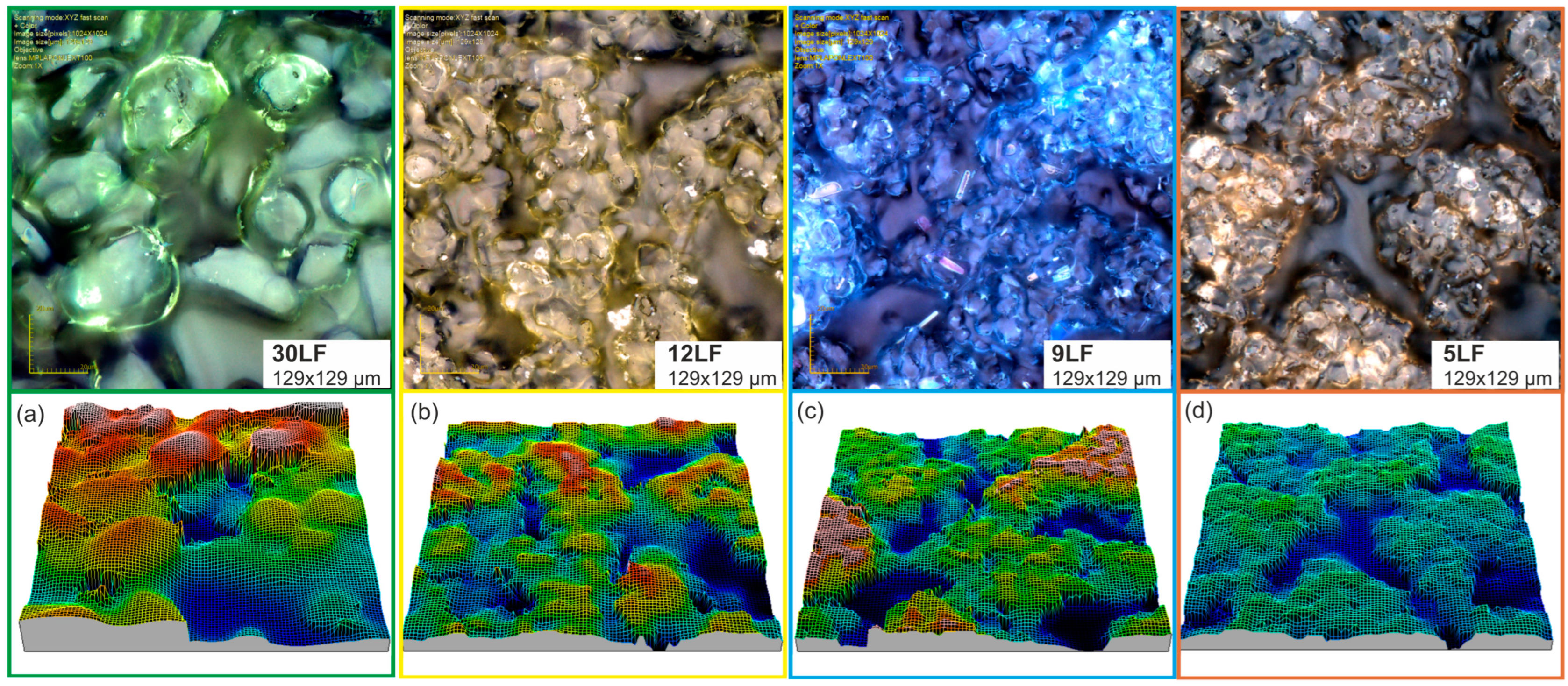
3.1. SEM Analysis of Finished Products
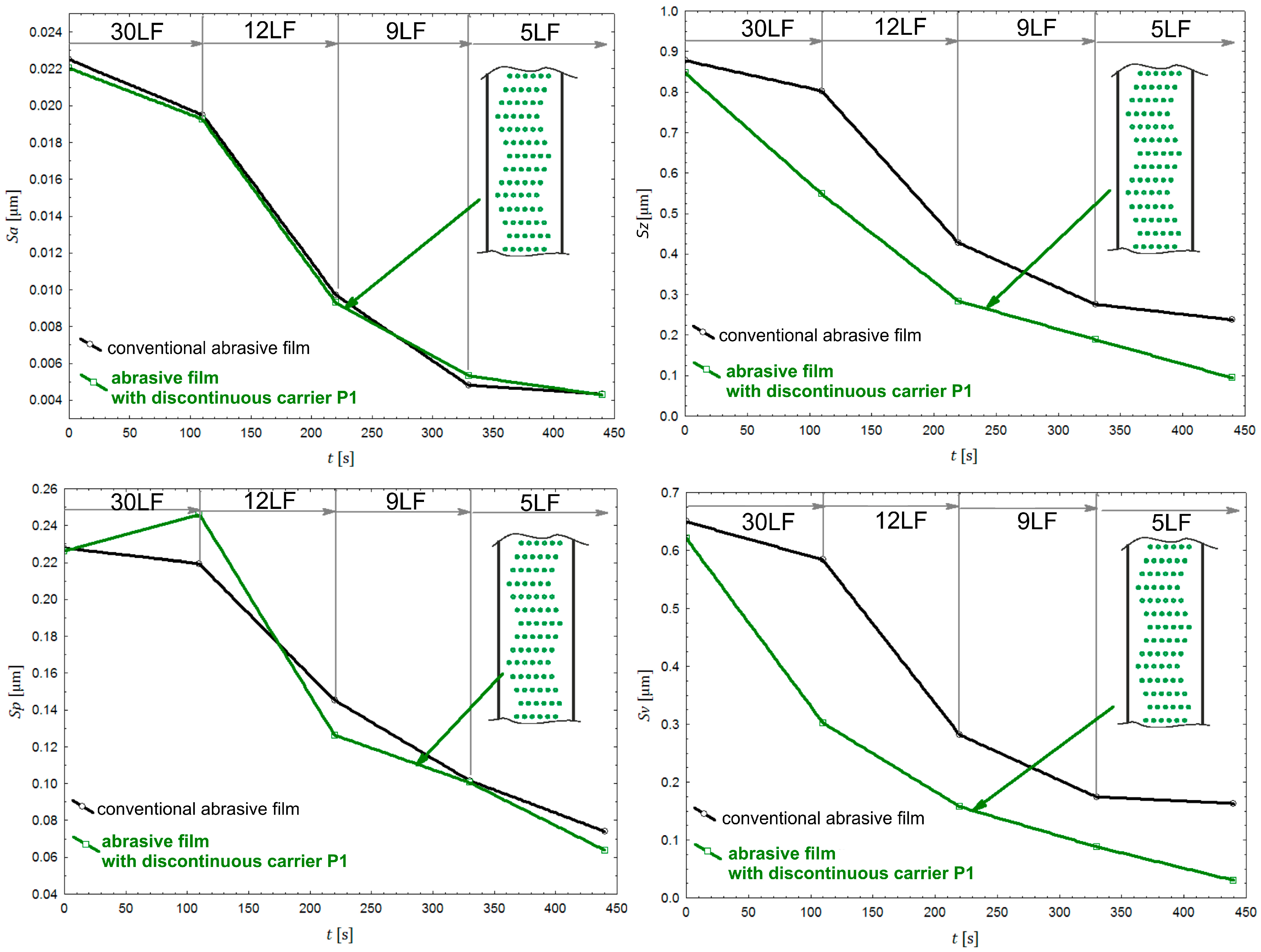
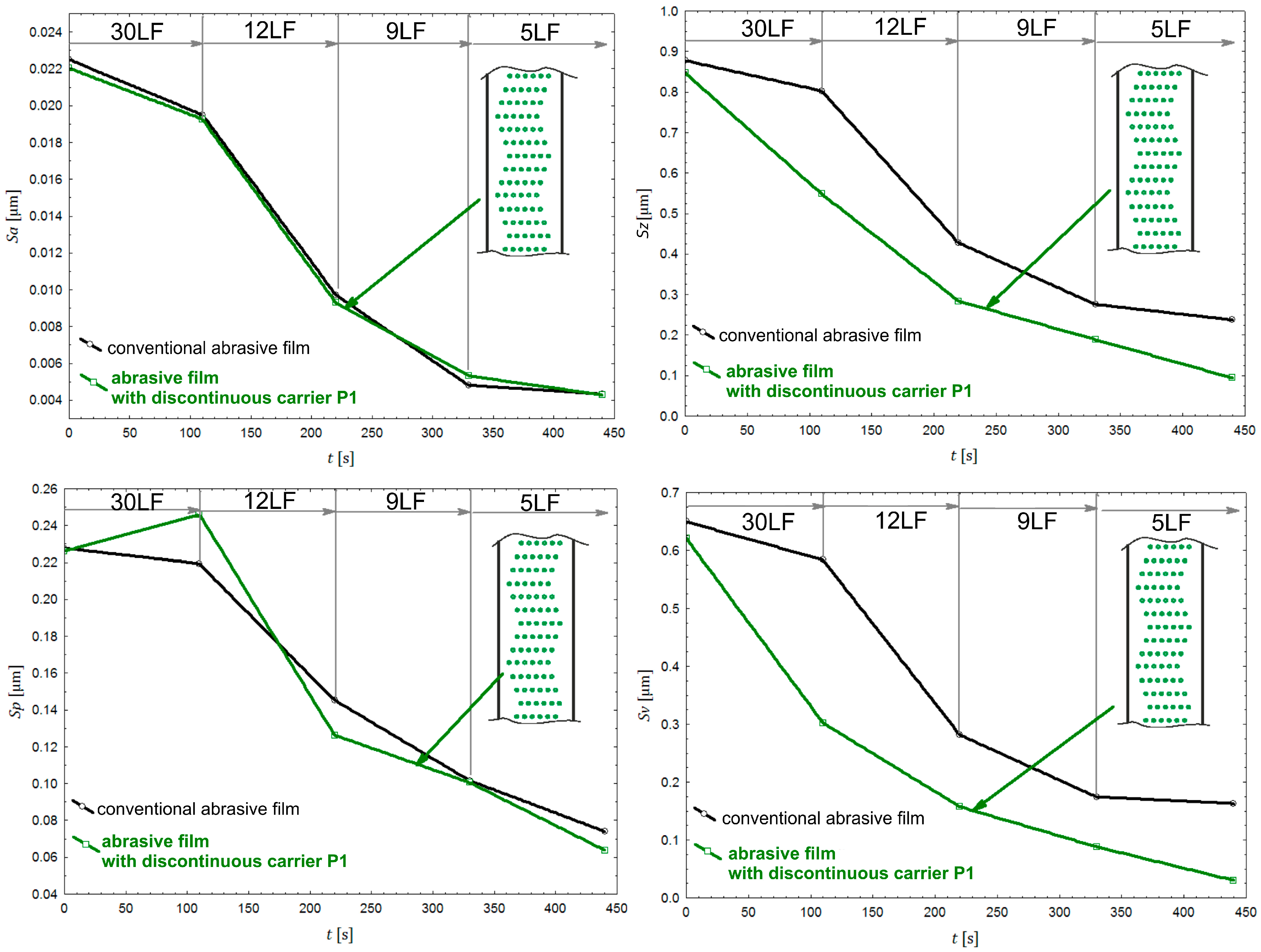
3.2. Research on Finished Surfaces
- Sp: maximum height of peaks;
- Sv: maximum height of valleys;
- Sz: maximum height of the surface;
- Sa: arithmetical mean height of the surface.
4. Summary and Conclusions
- Abrasive films with carrier irregularities in the form of holes result in a significant reduction in surface roughness, while abrasive films with carrier irregularities in the form of longitudinal cuts allow for increased processing efficiency. The trajectory of grain movement along the edges of slanted cuts may be slightly undulated, providing a beneficial effect. In this variation of abrasive film irregularities (pattern P2), the interaction of their edges promotes the formation of longitudinal protrusions, which limits the reduction in the parameter for assessing the surface roughness of the machined surface (Sp) during smoothing with films with grain sizes of 30 and 15 μm. Circular cuts (pattern P1) on the carrier surfaces of abrasive films, on the other hand, allow for the accumulation of larger microchip fragments and enable the formation of a favorable structure of the smoothed surface, as evidenced by reductions in parameters for assessing the roughness of machined surfaces (Sz and Sv).
- Utilizing abrasive tools with carrier irregularities leads to the effective removal of loose grains from the machining zone. The presence of longitudinal irregularities enables faster removal of irregularities from the workpiece material, effectively reducing the risk of deep scratches on surfaces.
- Research has shown that the use of abrasive tools with carrier irregularities limits the depths of scratches on machined surfaces. This results in a significant improvement in finishing quality, which is particularly important for components with high requirements.
- Introducing innovative abrasive tools can contribute to reducing the consumption of materials and natural resources. Lower abrasive consumption means less environmental burden, representing a significant step towards more sustainable production.
- The research findings indicate a clear improvement in the efficiency of surface smoothing processes using abrasive tools with carrier irregularities. This allows for better results to be achieved with reduced time and energy consumption.
- Utilizing abrasive tools with carrier irregularities may lead to a reduction in abrasive consumption. This can lower the costs associated with purchasing and using abrasive materials, positively impacting the profitability of production processes.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khellouki, A.; Rech, J.; Zahouani, H. The effect of lubrication conditions on belt finishing. Int. J. Mach. Tools Manuf. 2010, 50, 917–921. [Google Scholar] [CrossRef]
- Rech, J.; Kermouche, G.; Claudin, C.; Khellouki, A.; Grzesik, W. Modelling of the residual stresses induced by belt finishing on a AISI52100 hardened steel. Int. J. Mater. Form. 2008, 1, 567–570. [Google Scholar] [CrossRef]
- Bouktib, N.; Khellouki, A. Investigation of belt-finishing effect on the residual stress field through repeated scratching on rough hard-turned surface. Tribol. Int. 2021, 153, 106644. [Google Scholar] [CrossRef]
- Kacalak, W.; Tandecka, K. Abrasive Foil for the Process of Surface Micro-Smoothing. No. P.407465, 10 March 2014. As-signed to Koszalin University of Technology, Koszalin, PL. International Patent Classification: B24D 11/02, B24D 3/20. [Google Scholar]
- Mezghani, S.; El Mansori, M.; Zahouani, H. New criterion of grain size choice for optimal surface texture and tolerance in belt finishing production. Wear 2009, 266, 578–580. [Google Scholar] [CrossRef]
- Mezghani, S.; El Mansori, M. Abrasiveness properties assessment of coated abrasives for precision belt grinding. Surf. Coat. Technol. 2008, 203, 786–789. [Google Scholar] [CrossRef]
- Mezghani, S.; El Mansori, M.; Massaq, A.; Ghidossi, P. Correlation between surface topography and tribological mechanisms of the belt-finishing process using multiscale finishing process signature. Comptes Rendus-Mec. 2008, 336, 794–799. [Google Scholar] [CrossRef]
- Serpin, K.; Mezghani, S.; El Mansori, M. Wear study of structured coated belts in advanced abrasive belt finishing. Surf. Coat. Technol. 2015, 284, 365–376. [Google Scholar] [CrossRef]
- Serpin, K.; Mezghani, S.; El Mansori, M. Multiscale assessment of structured coated abrasive grits in belt finishing process. Wear 2015, 332–333, 780–787. [Google Scholar] [CrossRef]
- Courbon, C.; Valiorgue, F.; Claudin, C.; Jacquier, M.; Dumont, F.; Rech, J. Influence of Some Superfinishing Processes on Surface Integrity in Automotive Industry. Procedia CIRP 2016, 45, 99–102. [Google Scholar] [CrossRef]
- Cabanettes, F.; Cherguy, O.; Courbon, C.; Giovenco, A.; Han, S.; Rech, J. Towards the prediction of surface roughness induced by the belt finishing process: Influence of the workmaterial on the roughness reduction rate. Procedia CIRP 2020, 87, 210–215. [Google Scholar] [CrossRef]
- Wang, W.; Salvatore, F.; Rech, J.; Li, J. Investigating adhesion wear on belt and its effects on dry belt finishing. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 570. [Google Scholar] [CrossRef]
- Jourani, A.; Dursapt, M.; Hamdi, H.; Rech, J.; Zahouani, H. Effect of the belt grinding on the surface texture: Modeling of the contact and abrasive wear. Wear 2005, 259, 1137–1143. [Google Scholar] [CrossRef]
- Cherguy, O.; Cabanettes, F.; Han, S.; Rech, J. Modeling surface roughness profiles generated by the belt finishing process of a 27MnCr5 carburized steel. Precis. Eng. 2024, 88, 148–163. [Google Scholar] [CrossRef]
- Wang, W.; Salvatore, F.; Rech, J.; Li, J. Effects of belt’s adhesive wear on surface integrity in dry belt finishing. Procedia CIRP 2018, 71, 31–34. [Google Scholar] [CrossRef]
- Khellouki, A.; Rech, J.; Zahouani, H. Micro-scale investigation on belt finishing cutting mechanisms by scratch tests. Wear 2013, 308, 17–28. [Google Scholar] [CrossRef]
- Kacalak, W.; Tandecka, K.; Mathia, T.G. A method and new parameters for assessing the active surface topography of diamond abrasive films. J. Mach. Eng. 2016, 16, 95–108. [Google Scholar]
- Tandecka, K.; Kacalak, W.; Wiliński, M.; Wieczorowski, M.; Mathia, T.G. Morphology of Microchips in the Surface Finishing Process Utilizing Abrasive Films. Materials 2024, 17, 688. [Google Scholar] [CrossRef]
- El Mansori, M.; Sura, E.; Ghidossi, P.; Deblaise, S.; Dal Negro, T.; Khanfir, H. Toward physical description of form and finish performance in dry belt finishing process by a tribo-energetic approach. J. Mater. Process. Technol. 2007, 182, 498–511. [Google Scholar] [CrossRef]
- Evans, C.J.; Paul, E.; Dornfield, D.; Lucca, D.A.; Byrne, G.; Tricard, M.; Klocke, F.; Dambon, O.; Mullany, B.A. Material removal mechanisms in lapping and polishing. CIRP Ann.-Manuf. Technol. 2003, 52, 611–633. [Google Scholar] [CrossRef]
- Grzesik, W.; Rech, J.; Wanat, T. Surface finish on hardened bearing steel parts produced by superhard and abrasive tools. Int. J. Mach. Tools Manuf. 2007, 47, 255–262. [Google Scholar] [CrossRef]
- Bigerelle, M.; Hagege, B.; El Mansori, M. Mechanical modelling of micro-scale abrasion in superfinish belt grinding. Tribol. Int. 2008, 41, 992–1001. [Google Scholar] [CrossRef]
- Bigerelle, M.; Gautier, A.; Hagege, B.; Favergeon, J.; Bounichane, B. Roughness characteristic length scales of belt finished surface. J. Mater. Process. Technol. 2009, 209, 6103–6116. [Google Scholar] [CrossRef]
- Jourani, A.; Hagège, B.; Bouvier, S.; Bigerelle, M.; Zahouani, H. Influence of abrasive grain geometry on friction coefficient and wear rate in belt finishing. Tribol. Int. 2013, 59, 30–37. [Google Scholar] [CrossRef]
- Kermouche, G.; Rech, J.; Hamdi, H.; Bergheau, J.M. On the residual stress field induced by a scratching round abrasive grain. Wear 2010, 269, 86–92. [Google Scholar] [CrossRef]
- De Pellegrin, D.V.; Stachowiak, G.W. Sharpness of abrasive particles and surfaces. Wear 2004, 256, 614–622. [Google Scholar] [CrossRef]
- Khellouki, A.; Rech, J.; Zahouani, H. Influence of the belt-finishing process on the surface texture obtained by hard turning. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 1129–1137. [Google Scholar] [CrossRef]
- Mezghani, S.; El Mansori, M.; Sura, E. Wear mechanism maps for the belt finishing of steel and cast iron. Wear 2009, 267, 86–91. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, X.; Ren, X.; Chai, Z.; Chen, X. In-process belt-image-based material removal rate monitoring for abrasive belt grinding using CatBoost algorithm. Int. J. Adv. Manuf. Technol. 2022, 123, 2575–2591. [Google Scholar] [CrossRef]
- Han, C.; Zhou, M.; Zou, L.; Luo, L.; Li, H.; Wang, W. Study on nickel-based single crystal superalloy DD6 subsurface damage of belt grinding with a large cutting depth of one pass. Eng. Fail. Anal. 2024, 161, 108256. [Google Scholar] [CrossRef]
- Wang, W.; Salvatore, F.; Rech, J.; Li, J. Comprehensive investigation on mechanisms of dry belt grinding on AISI52100 hardened steel. Tribol. Int. 2018, 121, 310–320. [Google Scholar] [CrossRef]
- Zaborski, S.; Pszczołowski, W. Selected problems in evaluating topography of coated abrasives. Arch. Civ. Mech. Eng. 2006, 6, 29–36. [Google Scholar] [CrossRef]
- Biermann, D.; Goeke, S.; Tillmann, W.; Nebel, J. Improvement of wear resistant thermally sprayed coatings by microfinishing. CIRP Ann.-Manuf. Technol. 2013, 62, 559–562. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Szafraniec, F.; Zawada-Tomkiewicz, A.; Tandecka, K.; Królczyk, G. Metrological basis for assessing the state of the active surface of abrasive tools based on parameters characterizing their machining potential. Meas. J. Int. Meas. Confed. 2020, 165, 108068. [Google Scholar] [CrossRef]
- Kacalak, W.; Szafraniec, F.; Lipiński, D.; Banaszek, K.; Rypina, Ł. Modeling and Analysis of Micro-Grinding Processes with the Use of Grinding Wheels with a Conical and Hyperboloid Active Surface. Materials 2022, 15, 5751. [Google Scholar] [CrossRef] [PubMed]
- Rypina, Ł.; Lipiński, D.; Banaszek, K.; Kacalak, W.; Szafraniec, F. Influence of the Geometrical Features of the Cutting Edges of Abrasive Grains on the Removal Efficiency of the Ti6Al4V Titanium Alloy. Materials 2022, 15, 6189. [Google Scholar] [CrossRef]
- Lipiński, D.; Banaszek, K.; Rypina, Ł. Analysis of the cutting abilities of the multilayer grinding wheels—Case of Ti-6Al-4V alloy grinding. Materials 2022, 15, 22. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Dai, Y.; Hu, H.; Tie, G.; Guan, C. Research on high precision and deterministic figuring for shaft parts based on abrasive belt polishing. Materials 2019, 12, 1389. [Google Scholar] [CrossRef] [PubMed]
- Khellouki, A.; Rech, J.; Zahouani, H. The effect of abrasive grain’s wear and contact conditions on surface texture in belt finishing. Wear 2007, 263, 81–87. [Google Scholar] [CrossRef]
- Szada-Borzyszkowska, M.; Kacalak, W.; Banaszek, K.; Borkowski, P.J.; Szada-Borzyszkowski, W. Analysis of the pulsating properties of a high-pressure water jet generated in a self-excited head for erosion processing. Arch. Civ. Mech. Eng. 2023, 23, 236. [Google Scholar] [CrossRef]
- Szada-Borzyszkowska, M.; Kacalak, W.; Bohdal, Ł.; Szada-Borzyszkowski, W. Analysis of the Process and Results of High-Pressure Abrasive Water Jet Multilayer Cutting of Electrical Steel. Materials 2023, 17, 94. [Google Scholar] [CrossRef]
- SO 25178-2:2021; Geometrical Product Specifications (GPS): Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2021.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece Material | Chrome steel (40H) (60 HRC) |
| Pressure roller hardness | 50 °Sh |
| Pressure force | 50 N |
| Tool speed | 160 mm/min |
| Workpiece speed | 40 m/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tandecka, K.; Kacalak, W.; Wiliński, M.; Wieczorowski, M.; Mathia, T.G. Superfinishing with Abrasive Films Featuring Discontinuous Surfaces. Materials 2024, 17, 1704. https://doi.org/10.3390/ma17071704
Tandecka K, Kacalak W, Wiliński M, Wieczorowski M, Mathia TG. Superfinishing with Abrasive Films Featuring Discontinuous Surfaces. Materials. 2024; 17(7):1704. https://doi.org/10.3390/ma17071704
Chicago/Turabian StyleTandecka, Katarzyna, Wojciech Kacalak, Maciej Wiliński, Michał Wieczorowski, and Thomas G. Mathia. 2024. "Superfinishing with Abrasive Films Featuring Discontinuous Surfaces" Materials 17, no. 7: 1704. https://doi.org/10.3390/ma17071704
APA StyleTandecka, K., Kacalak, W., Wiliński, M., Wieczorowski, M., & Mathia, T. G. (2024). Superfinishing with Abrasive Films Featuring Discontinuous Surfaces. Materials, 17(7), 1704. https://doi.org/10.3390/ma17071704