
Fatigue Crack Growth Rates and Crack Tip Opening Loads in CT Specimens Made of SDSS and Manufactured Using WAAM


Abstract
1. Introduction
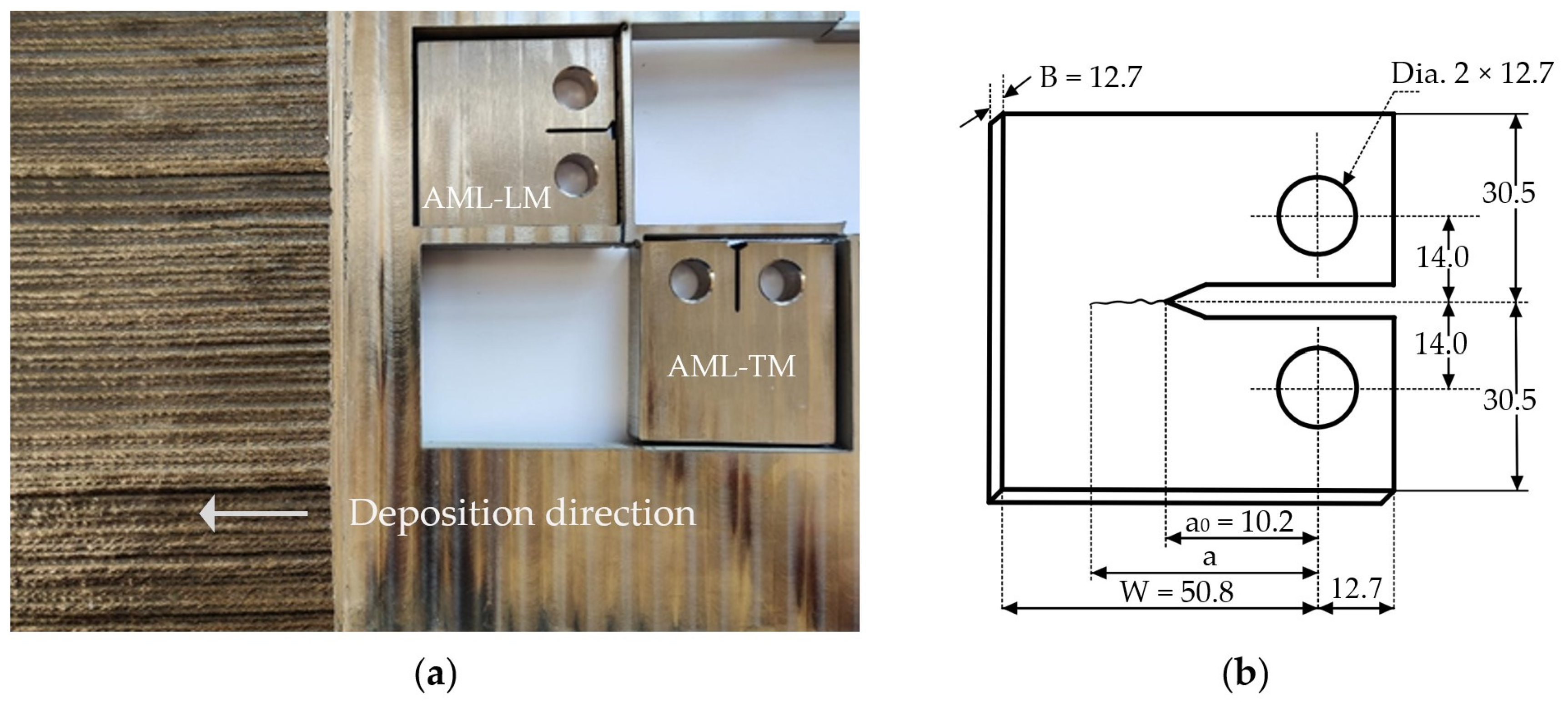
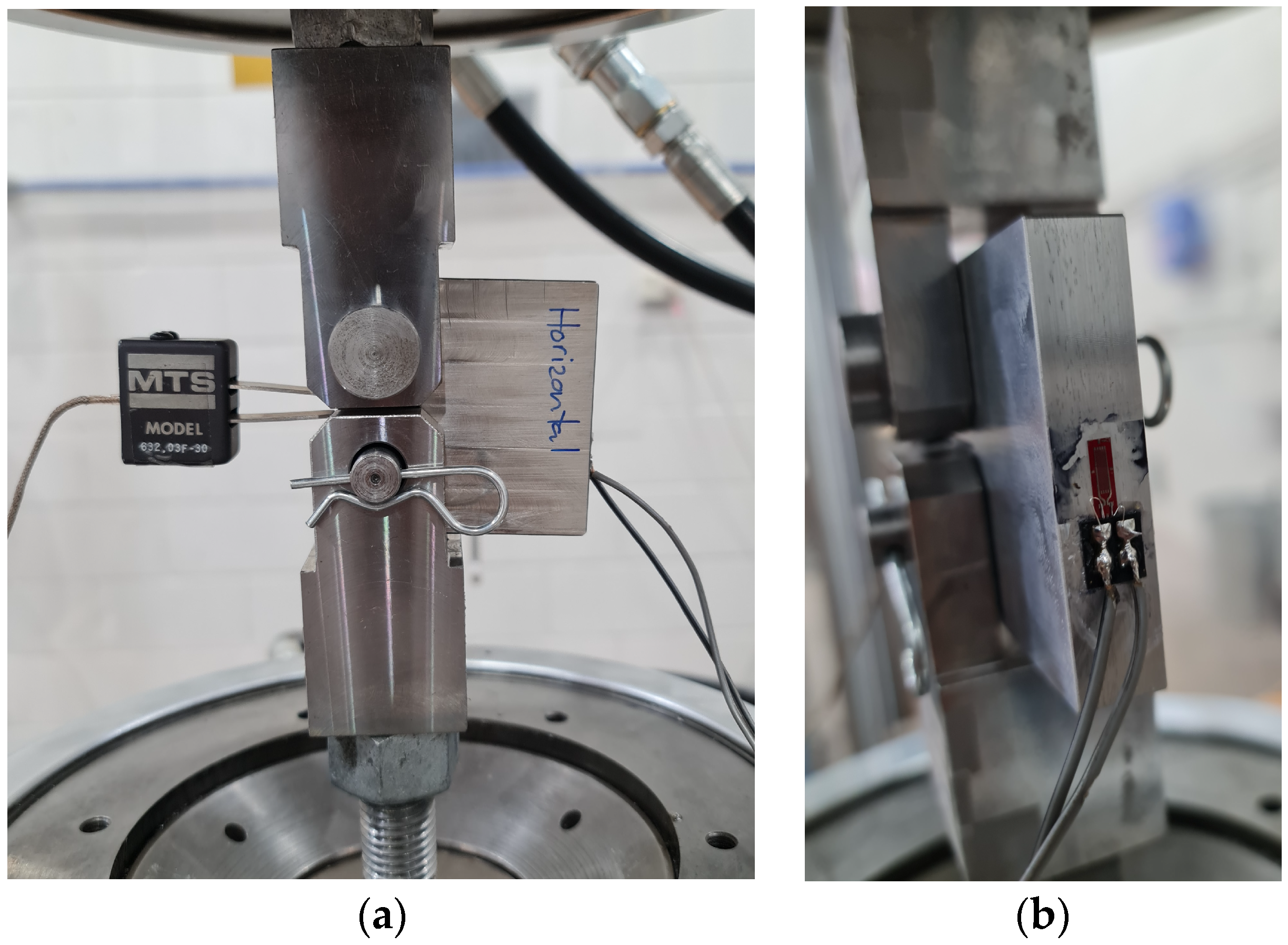
2. Materials and Methods
3. Results
3.1. Mechanical and Microstructural Properties
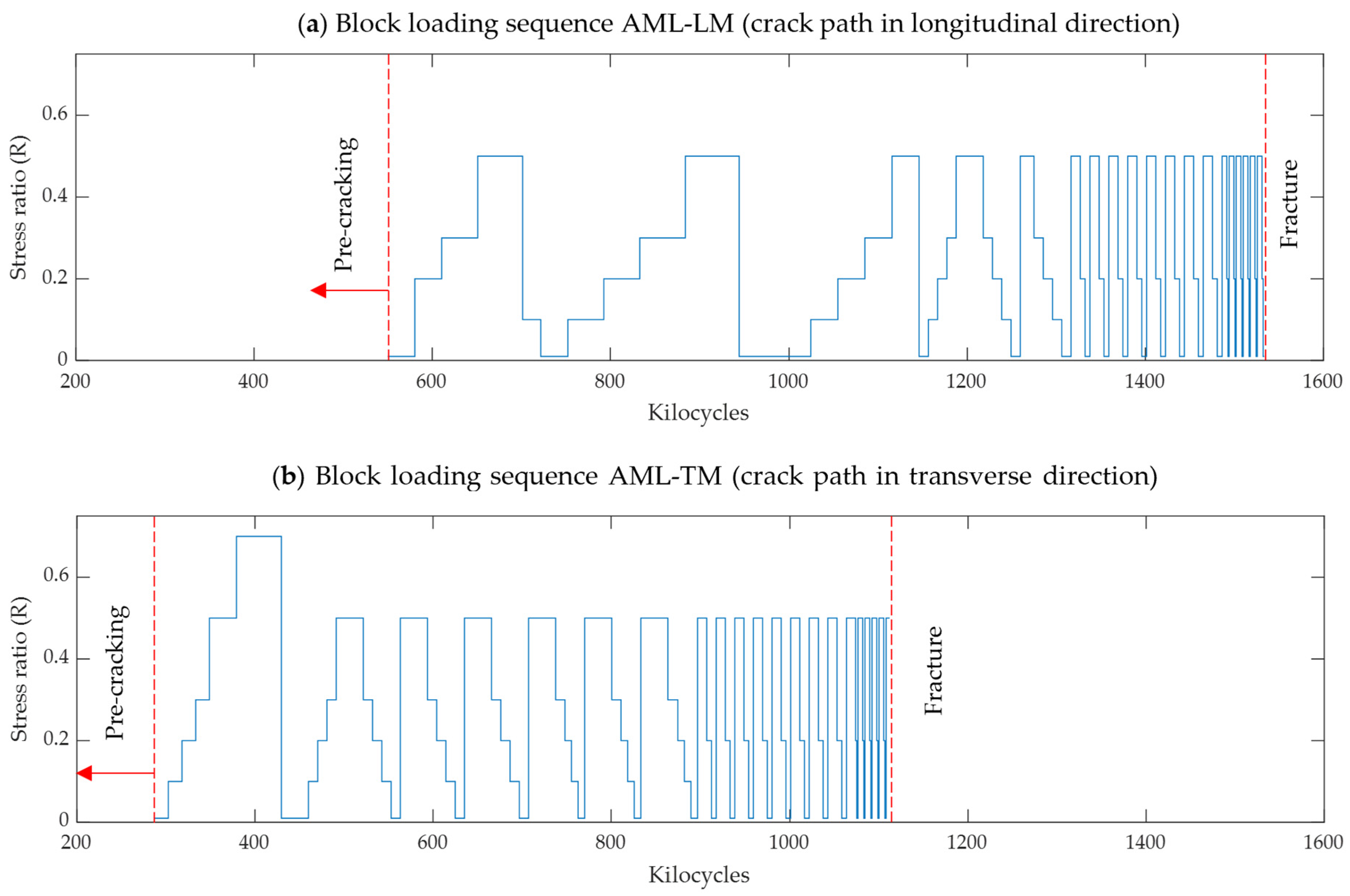
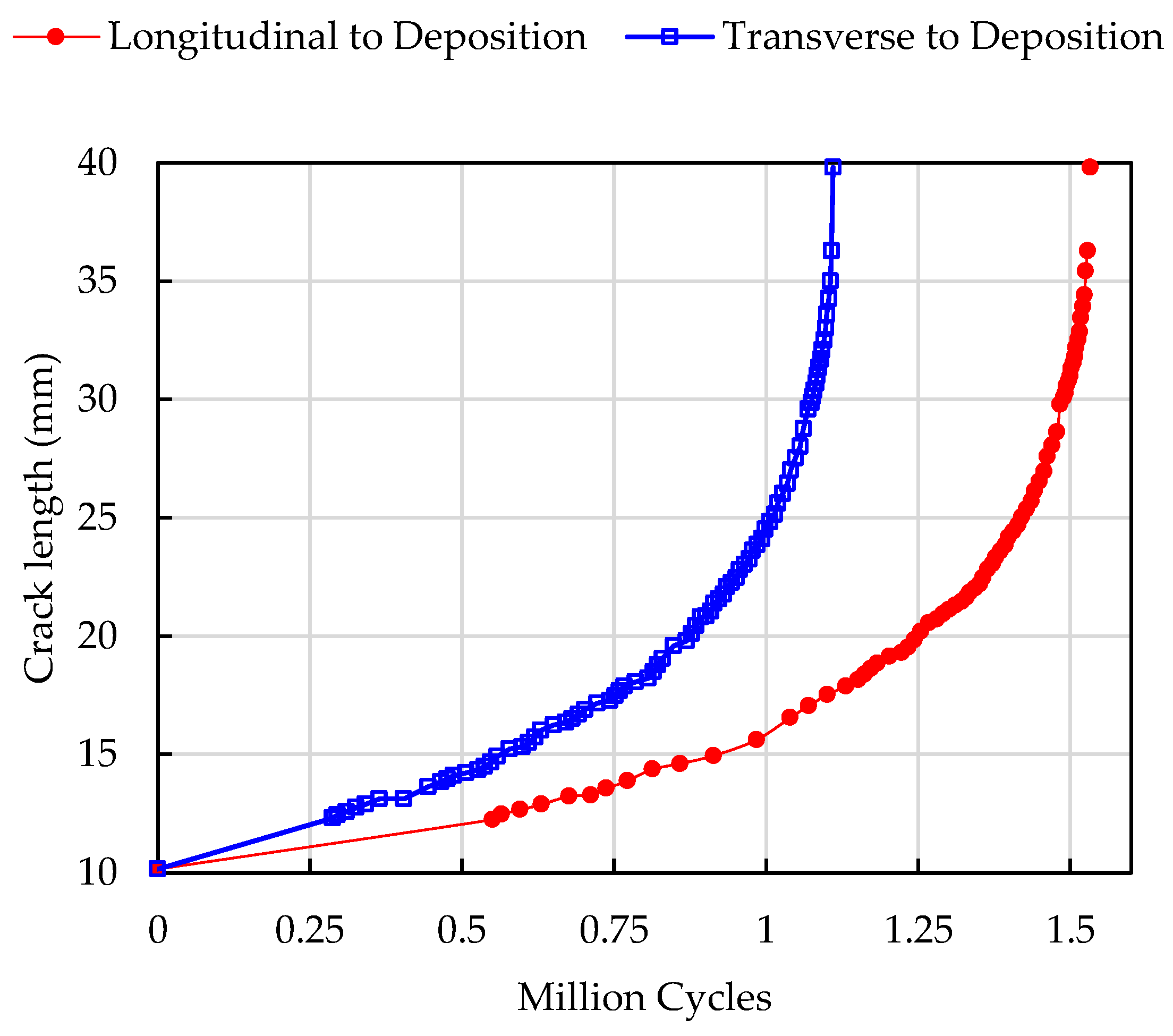
3.2. Fatigue Crack Growth Curves
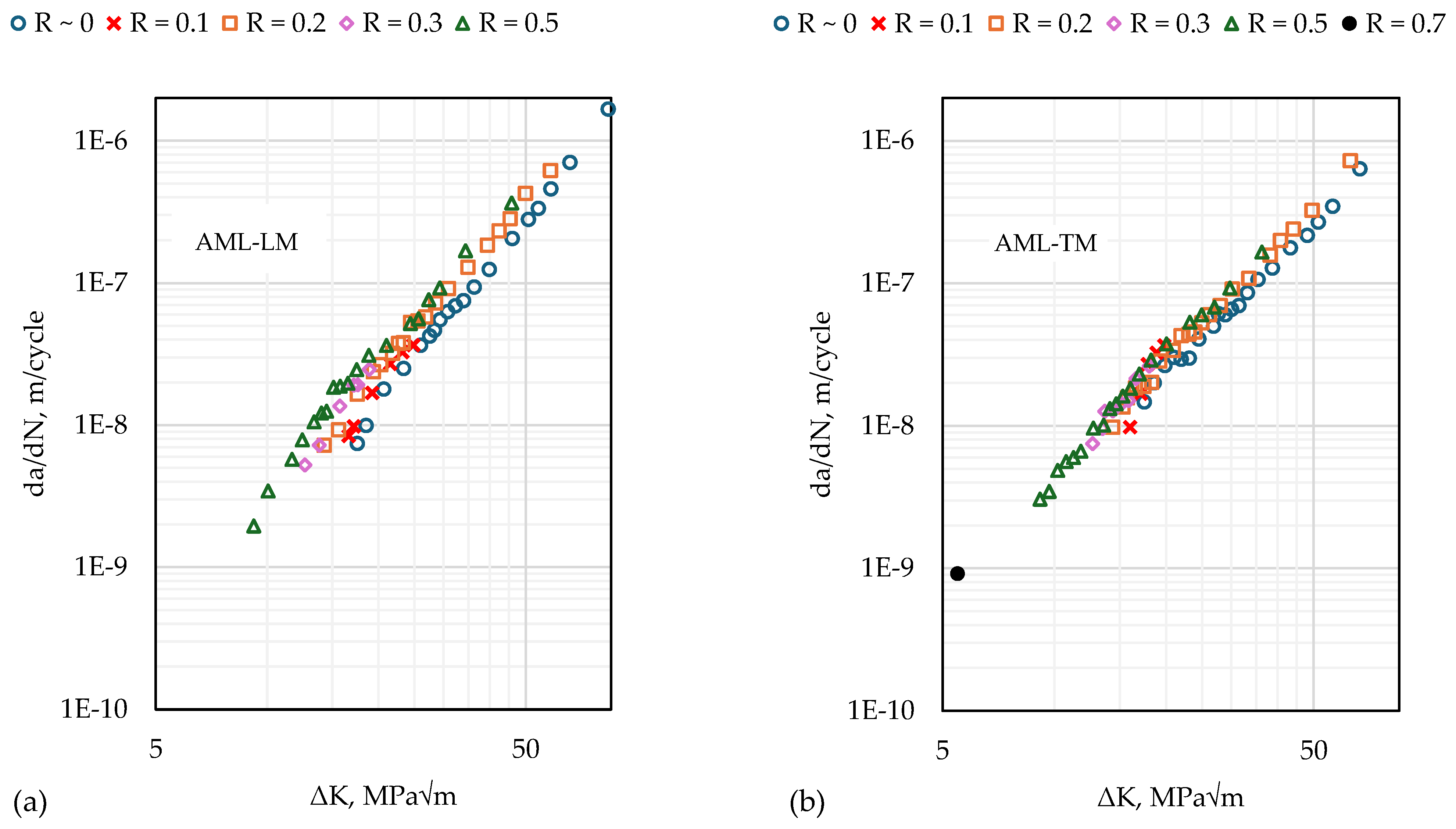
3.3. Fatigue Crack Growth Rates
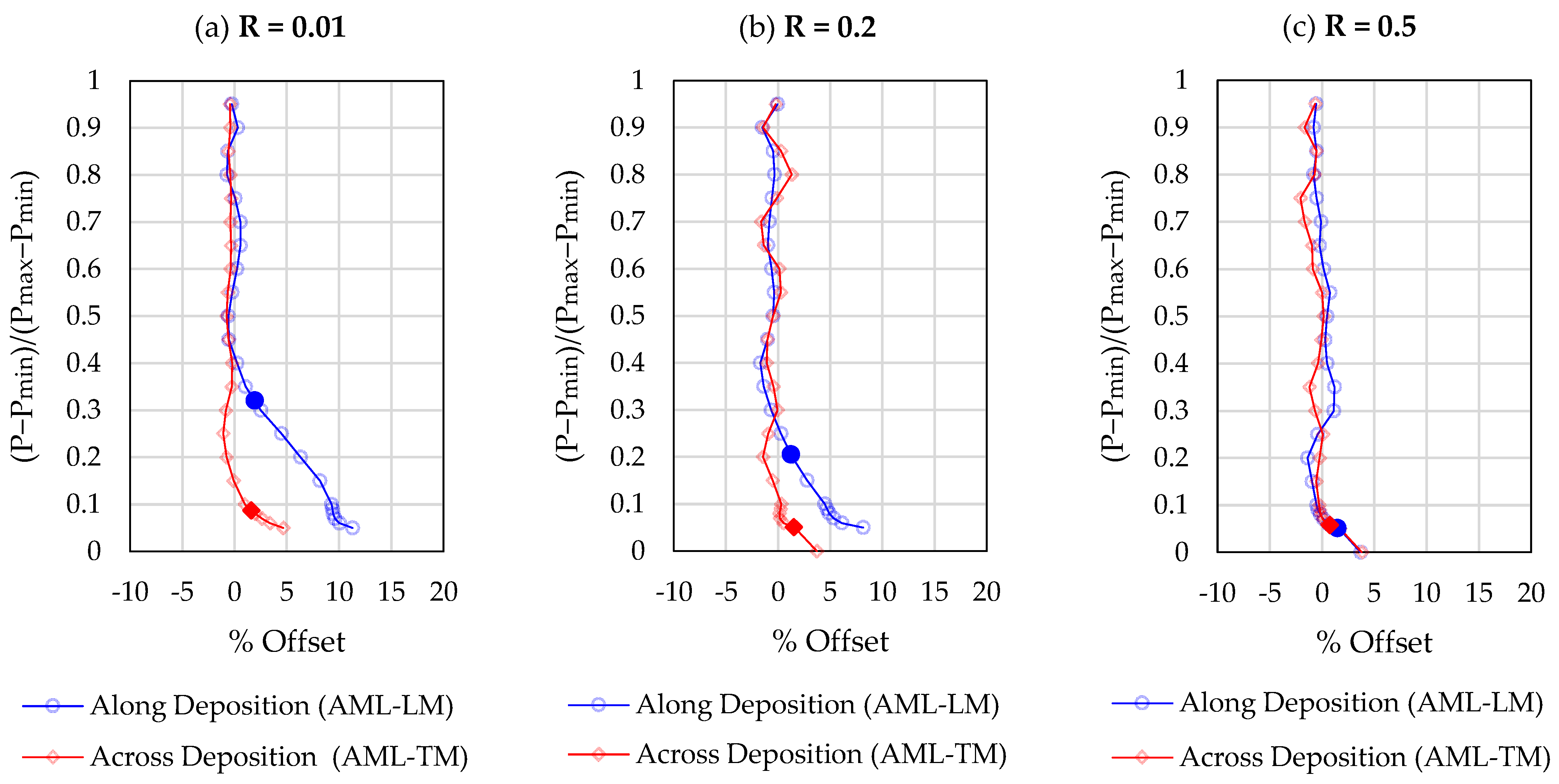
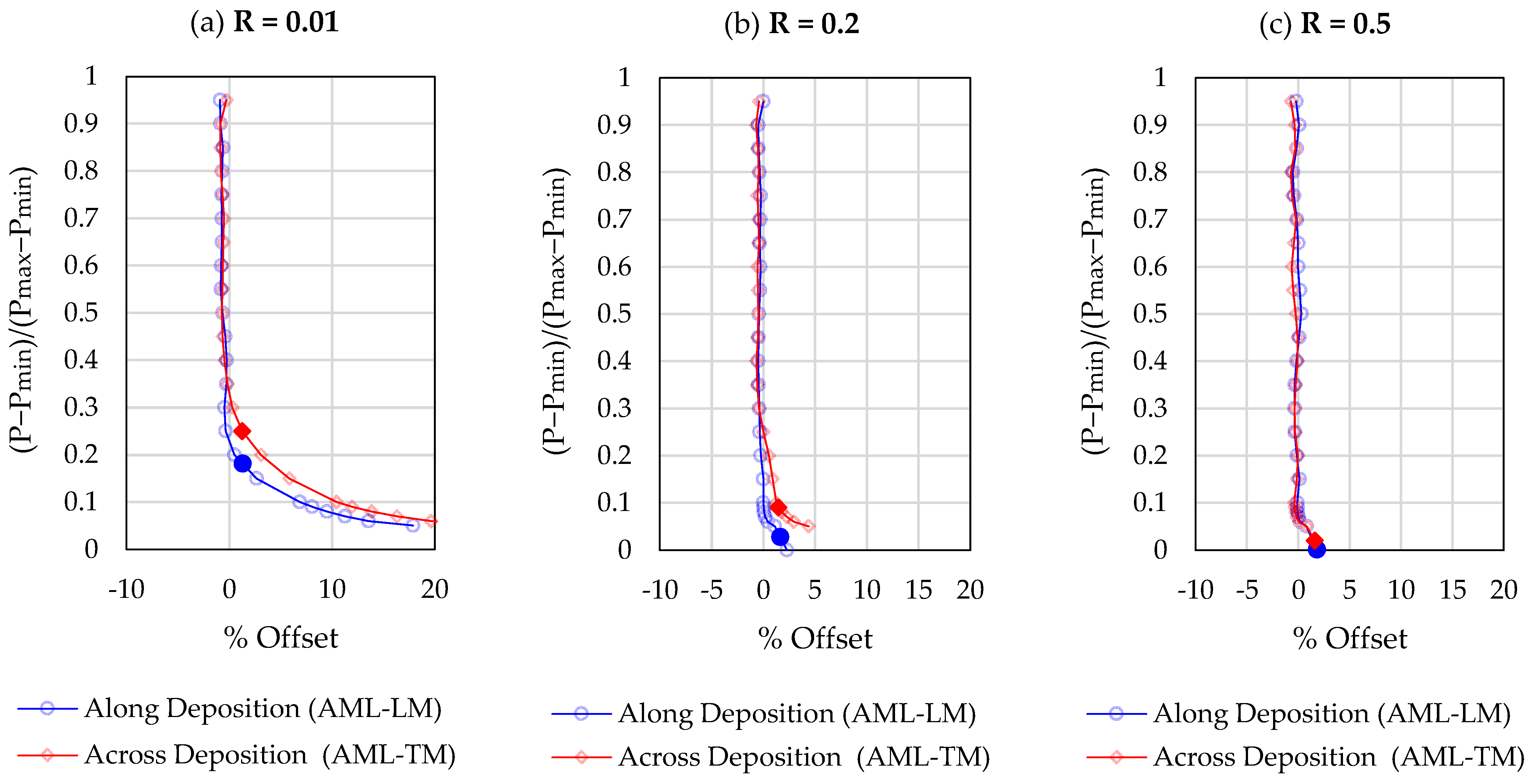
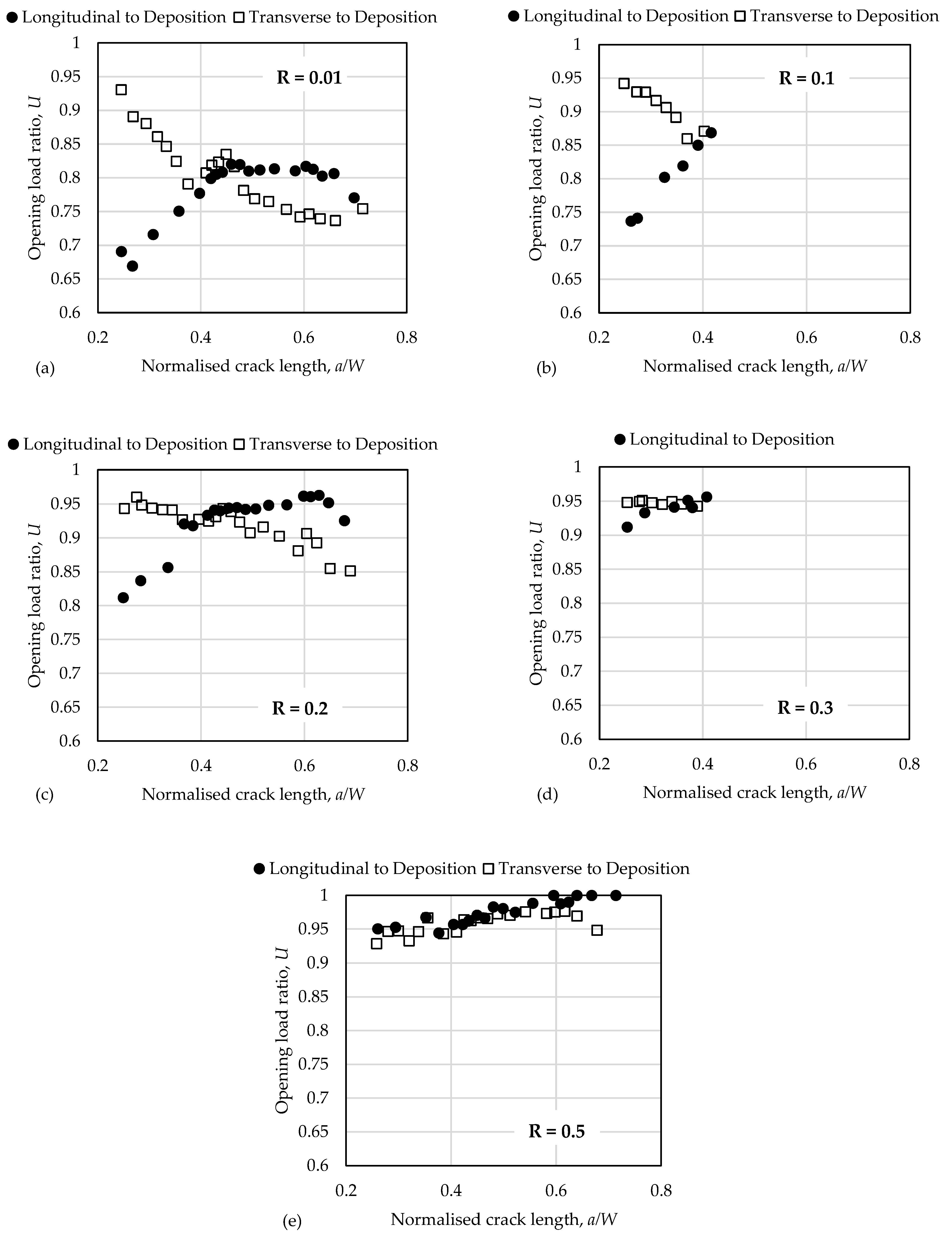
3.4. Crack Tip Opening Load Ratios
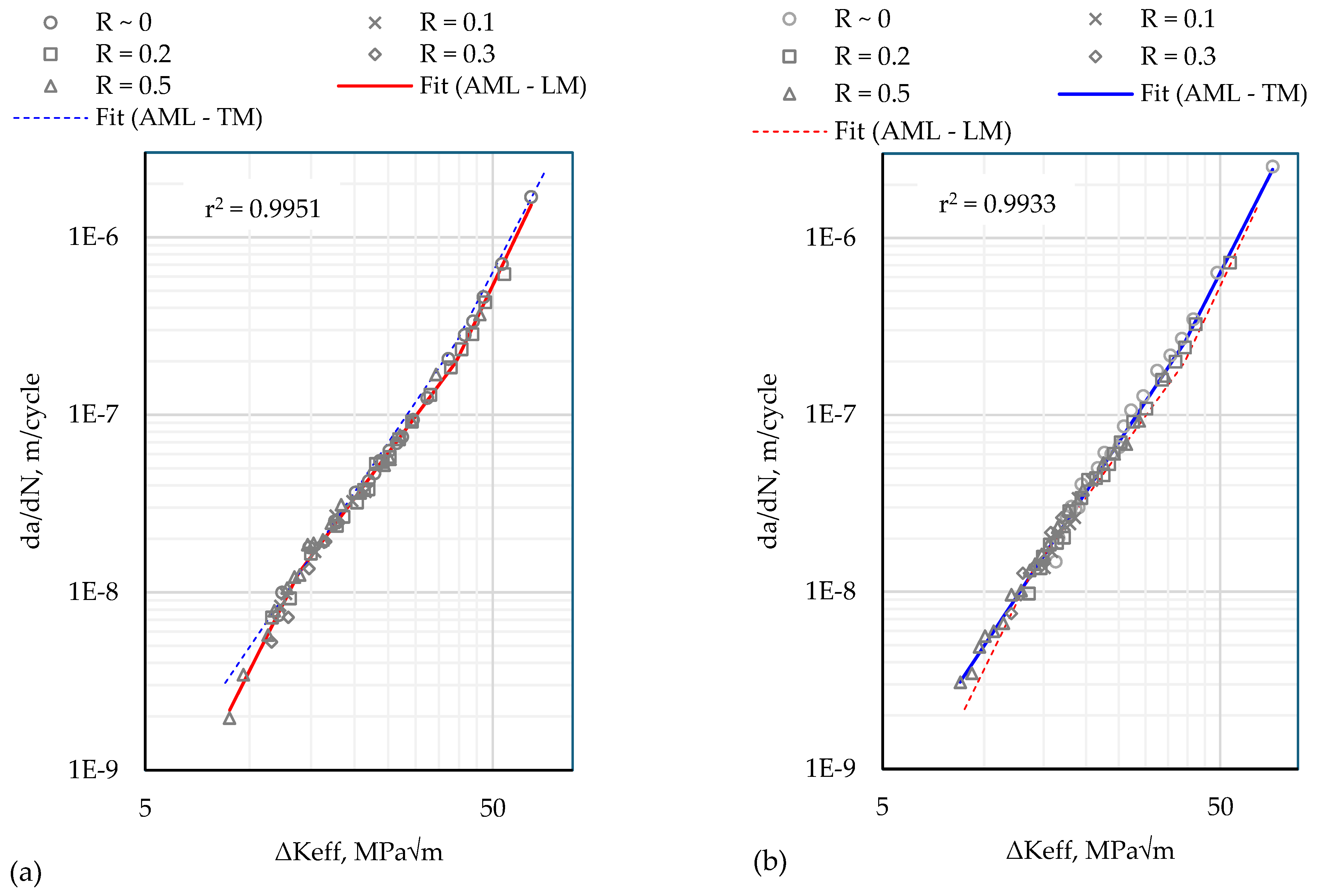
3.5. Crack Growth Rates versus Effective Stress Intensity Factor Range
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nilsson, J.-O. Super duplex stainless steels. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar] [CrossRef]
- Gunn, R. Duplex Stainless Steels: Microstructure, Properties and Applications; Woodhead Publishing: Sawston, UK, 1997. [Google Scholar]
- Alvarez-Armas, I. Duplex stainless steels: Brief history and some recent alloys. Recent Pat. Mech. Eng. 2008, 1, 51–57. [Google Scholar] [CrossRef]
- Karlsson, L. Welding duplex stainless steels-A review of current recommendations. Weld. World 2012, 56, 65–76. [Google Scholar] [CrossRef]
- Knyazeva, M.; Pohl, M. Duplex steels. Part II: Carbides and nitrides. Metallogr. Microstruct. Anal. 2013, 2, 343–351. [Google Scholar] [CrossRef]
- Larsen, K.; Nystrom, M.; Mohr, B.; Ames, N.; McGaughy, T. Improved fatigue life through the use of SAF 2507 Super Duplex Stainless Steel. In Proceedings of the Sixteenth International Offshore and Polar Engineering Conference, San Francisco, CA, USA, 28 May–2 June 2006. [Google Scholar]
- Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Eriksson, M.; Aune, R.; Ren, X.; Akselsen, O.M.; Bunaziv, I. Additive manufacturing with superduplex stainless steel wire by CMT process. Metals 2020, 10, 272. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Berglund, G.; Wilhelmsson, P. Fabrication and practical experience of duplex stainless steels. Mater. Des. 1989, 10, 23–28. [Google Scholar] [CrossRef]
- Calonne, V.; Gourgues, A.-F.; Pineau, A. Fatigue crack propagation in cast duplex stainless steels: Thermal ageing and microstructural effects. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 31–43. [Google Scholar] [CrossRef]
- Kumar, N.; Bhavsar, H.; Mahesh, P.V.S.; Srivastava, A.K.; Bora, B.J.; Saxena, A.; Dixit, A.R. Wire Arc Additive Manufacturing—A revolutionary method in additive manufacturing. Mater. Chem. Phys. 2022, 285, 126144. [Google Scholar] [CrossRef]
- Kumar, B.; Manikandan, M. Assessment of process, parameters, residual stress mitigation, post treatments and Finite Element Analysis simulations of Wire Arc Additive Manufacturing Technique. Met. Mater. Int. 2021, 28, 54–111. [Google Scholar] [CrossRef]
- Kazanas, P.; Deherkar, P.; Almeida, P.; Lockett, H.; Williams, S. Fabrication of geometrical features using wire and arc additive manufacture. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1042–1051. [Google Scholar] [CrossRef]
- Pan, Z.; Ding, D.; Wu, B.; Cuiuri, D.; Li, H.; Norrish, J. Arc welding processes for additive manufacturing: A review. Trans. Intell. Weld. Manuf. 2018, 3–24. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire+ arc additive manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Kannan, A.R.; Shanmugam, N.S.; Ramkumar, K.D.; Rajkumar, V. Studies on super duplex stainless steel manufactured by wire arc additive manufacturing. Trans. Indian Inst. Met. 2021, 74, 1673–1681. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, A.; Yin, B.; Wen, P. Additive manufacturing of duplex stainless steels—A critical review. J. Manuf. Process. 2022, 73, 496–517. [Google Scholar] [CrossRef]
- Stützer, J.; Totzauer, T.; Wittig, B.; Zinke, M.; Jüttner, S. GMAW cold wire technology for adjusting the ferrite–austenite ratio of wire and arc additive manufactured duplex stainless steel components. Metals 2019, 9, 564. [Google Scholar] [CrossRef]
- Sales, A.; Kotousov, A.; Yin, L. Design against fatigue of Super Duplex Stainless Steel structures fabricated by Wire Arc Additive Manufacturing process. Metals 2021, 11, 1965. [Google Scholar] [CrossRef]
- Sales, A.; Kotousov, A.; Perilli, E.; Yin, L. Improvement of the Fatigue Resistance of Super Duplex Stainless-Steel (SDSS) Components Fabricated by Wire Arc Additive Manufacturing (WAAM). Metals 2022, 12, 1548. [Google Scholar] [CrossRef]
- Biswal, R.; Zhang, X.; Syed, A.K.; Awd, M.; Ding, J.; Walther, F.; Williams, S. Criticality of porosity defects on the fatigue performance of wire+ arc additive manufactured titanium alloy. Int. J. Fatigue 2019, 122, 208–217. [Google Scholar] [CrossRef]
- Björk, T.; Mettänen, H.; Ahola, A.; Lindgren, M.; Terva, J. Fatigue strength assessment of duplex and super-duplex stainless steels by 4R method. Weld. World 2018, 62, 1285–1300. [Google Scholar] [CrossRef]
- Polak, J. Cyclic plastic response and fatigue life of duplex and superduplex stainless steels. Kov. Mater. 2005, 43, 280–289. [Google Scholar]
- Ermakova, A.; Mehmanparast, A.; Ganguly, S.; Razavi, N.; Berto, F. Fatigue crack growth behaviour of wire and arc additively manufactured ER70S-6 low carbon steel components. Int. J. Fract. 2022, 235, 47–59. [Google Scholar] [CrossRef]
- Ermakova, A.; Razavi, N.; Cabeza, S.; Gadalinska, E.; Reid, M.; Paradowska, A.; Ganguly, S.; Berto, F.; Mehmanparast, A. The effect of surface treatment and orientation on fatigue crack growth rate and residual stress distribution of wire arc additively manufactured low carbon steel components. J. Mater. Res. Technol. 2023, 24, 2988–3004. [Google Scholar] [CrossRef]
- Ermakova, A.; Ganguly, S.; Razavi, N.; Berto, F.; Mehmanparast, A. Corrosion-fatigue crack growth behaviour of wire arc additively manufactured ER100S-1 steel specimens. Eng. Fail. Anal. 2022, 138, 106362. [Google Scholar] [CrossRef]
- Huang, C.; Zheng, Y.; Chen, T.; Ghafoori, E.; Gardner, L. Fatigue crack growth behaviour of wire arc additively manufactured steels. Int. J. Fatigue 2023, 173, 107705. [Google Scholar] [CrossRef]
- ASTM E8/E8M-16A; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM E1245-2003; Determining the Inclusion or Second-Phase Constituent Content of Metals by Automatic Image Analysis. ASTM International: West Conshohocken, PA, USA, 2003.
- ASTM Standard E647-23a; Standard Test Method for Measurement of Fatigue Crack Growth Rates. ASTM International: West Conshohocken, PA, USA, 2023.
- Stoychev, S.; Kujawski, D. Methods for crack opening load and crack tip shielding determination: A review. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 1053–1067. [Google Scholar] [CrossRef]
- Fleck, N.A. Compliance methods for measurement of crack length. In Fatigue Crack Measurement: Techniques and Applications; Marsh, K.J., Smith, R.A., Ritchie, R.O., Eds.; Engineering Materials Advisory Services Ltd.: West Midlands, UK, 1991; pp. 69–93. [Google Scholar]
- Chung, Y.I.; Song, J.H. Improvement of ASTM compliance offset method for precise determination of crack opening load. Int. J. Fatigue 2009, 31, 809–819. [Google Scholar] [CrossRef]
- Wallbrink, C.; Hughes, J.M.; Kotousov, A. Application of an advanced piezoelectric strain sensor for crack closure measurement. Int. J. Fatigue 2023, 167, 10728. [Google Scholar] [CrossRef]
- Wallbrink, C.; Hughes, J.M.; Kotousov, A. Experimental investigation of crack opening loads in an aircraft load spectrum. Int. J. Fatigue 2023, 171, 107560. [Google Scholar] [CrossRef]
- Kotousov, A.; Hughes, J.; Khanna, A.; Moreno, B.; Wallbrink, C. Experimental Data-Driven approach for the evaluation of crack tip opening loads under variable amplitude loading. Int. J. Fatigue 2024, 180, 10810. [Google Scholar] [CrossRef]
- Dlouhy, I.; Chlup, Z.; Holzmann, M. Crack Length Effect on Fracture Behaviour of Duplex Steels; Engineering Materials Advisory Services Ltd.: London, UK, 1998; pp. 727–732.
- Pilhagen, J.; Sieurin, H.; Sandström, R. Fracture toughness of a welded super duplex stainless steel. Mater. Sci. Eng. A 2014, 606, 40–45. [Google Scholar] [CrossRef]
- Afzali, N.; Jabour, G.; Stranghöner, N.; Langenberg, P. Influence of the Plate Thickness on Fracture and Impact Toughness of Duplex Stainless Steels. Ce/Papers 2023, 6, 607–613. [Google Scholar] [CrossRef]
- Khanna, A.; Kotousov, A. The potential for structural simulation to augment full scale fatigue testing: A review. Prog. Aerosp. Sci. 2020, 121, 100641. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | |
|---|---|
| Droplet Transfer Mode | CMT |
| Contact tip to work distance (CTWD) | 15.0 mm |
| Wire diameter | 1.2 mm |
| Shielding gas | 80% Ar + 20% CO2 |
| Flow rate | 20 L/min |
| Inter-pass temperature | 100 °C |
| Wire-feed speed (WFS) | 9.0 m/min |
| Travel speed (TS) | 0.6 m/min |
| WFS/TS | 15 |
| Layer height (LH) | 2.5 mm |
| Arc Energy | 0.91 kJ/mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sales, A.; Khanna, A.; Hughes, J.; Yin, L.; Kotousov, A. Fatigue Crack Growth Rates and Crack Tip Opening Loads in CT Specimens Made of SDSS and Manufactured Using WAAM. Materials 2024, 17, 1842. https://doi.org/10.3390/ma17081842
Sales A, Khanna A, Hughes J, Yin L, Kotousov A. Fatigue Crack Growth Rates and Crack Tip Opening Loads in CT Specimens Made of SDSS and Manufactured Using WAAM. Materials. 2024; 17(8):1842. https://doi.org/10.3390/ma17081842
Chicago/Turabian StyleSales, Andrew, Aditya Khanna, James Hughes, Ling Yin, and Andrei Kotousov. 2024. "Fatigue Crack Growth Rates and Crack Tip Opening Loads in CT Specimens Made of SDSS and Manufactured Using WAAM" Materials 17, no. 8: 1842. https://doi.org/10.3390/ma17081842
APA StyleSales, A., Khanna, A., Hughes, J., Yin, L., & Kotousov, A. (2024). Fatigue Crack Growth Rates and Crack Tip Opening Loads in CT Specimens Made of SDSS and Manufactured Using WAAM. Materials, 17(8), 1842. https://doi.org/10.3390/ma17081842