
Study on the Effect of Additives on the Performance of Cement-Based Composite Anti-Corrosion Coatings for Steel Bars in Prefabricated Construction

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Instrumentation
2.3. Mixing Ratio Design
2.4. Preparation of Samples and Coated Test Panels
2.4.1. Coating and Performance Test Panel Preparation
2.4.2. Preparation of Samples for Semi-Grouted Sleeve Steel Bar Connections
- (1)
- Use a brush to clean the surface of the steel bars and the interior of the sleeve, removing dust and rust, preparing epoxy-coated steel bars and polymer cement-based composite anti-corrosion coated steel bars.
- (2)
- Connect the steel bars at both ends of the grouting sleeve, using threaded connection at one end and fixing the other end with a sealed rubber ring. The anchoring depth of the steel bars is set at 115 mm. After completing the steel bar connection, secure the semi-grouted sleeve with connected steel bars to the iron frame using nylon straps.
- (3)
- According to the ratio of grout dry material to mixing water (100:15), weigh the grout and tap water. Transfer the grouting dry materials into a mixing pot and mix for 1 min, gradually incorporating the water during this process, and then mix for an additional 4 min. After thorough mixing, allow it to stand undisturbed for 2 min.
- (4)
- Pour the prepared grout mixture into a manual grouting device, adhering to the principle of “low in, high out”. Inject the grout through the bottom grouting orifice until it emerges from the upper discharge orifice. Subsequently, seal both the grouting and discharge orifices and allow for undisturbed curing of the sample for a duration of 72 h.
2.5. Testing and Characterization
2.5.1. Adhesion Loss Rate Test
2.5.2. Electrochemical Test
2.5.3. Bonding Properties Test
2.5.4. SEM Analysis
2.5.5. FTIR Analysis
3. Results and Discussion
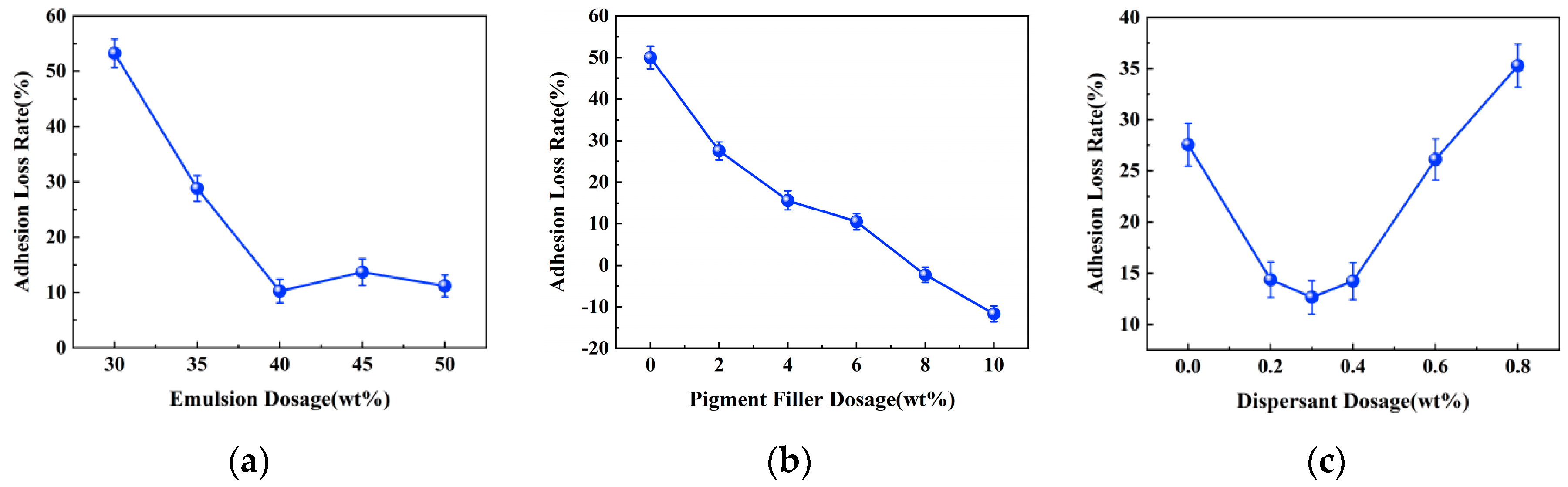
3.1. Effect of Different Raw Material Dosing on Coating Adhesion
3.2. Electrochemical Test
- (1)
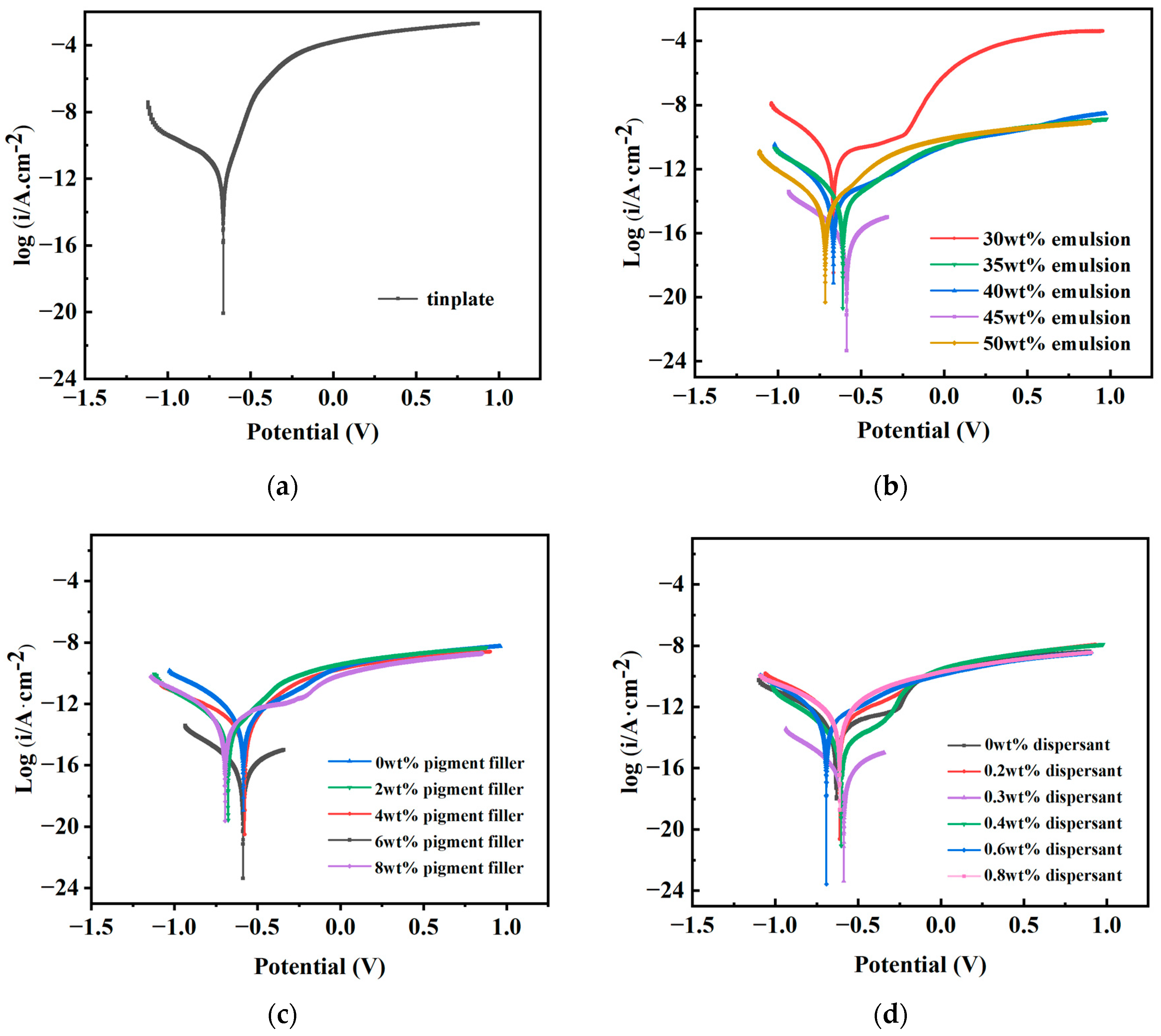
- Tafel Polarization Curve Test
- (2)
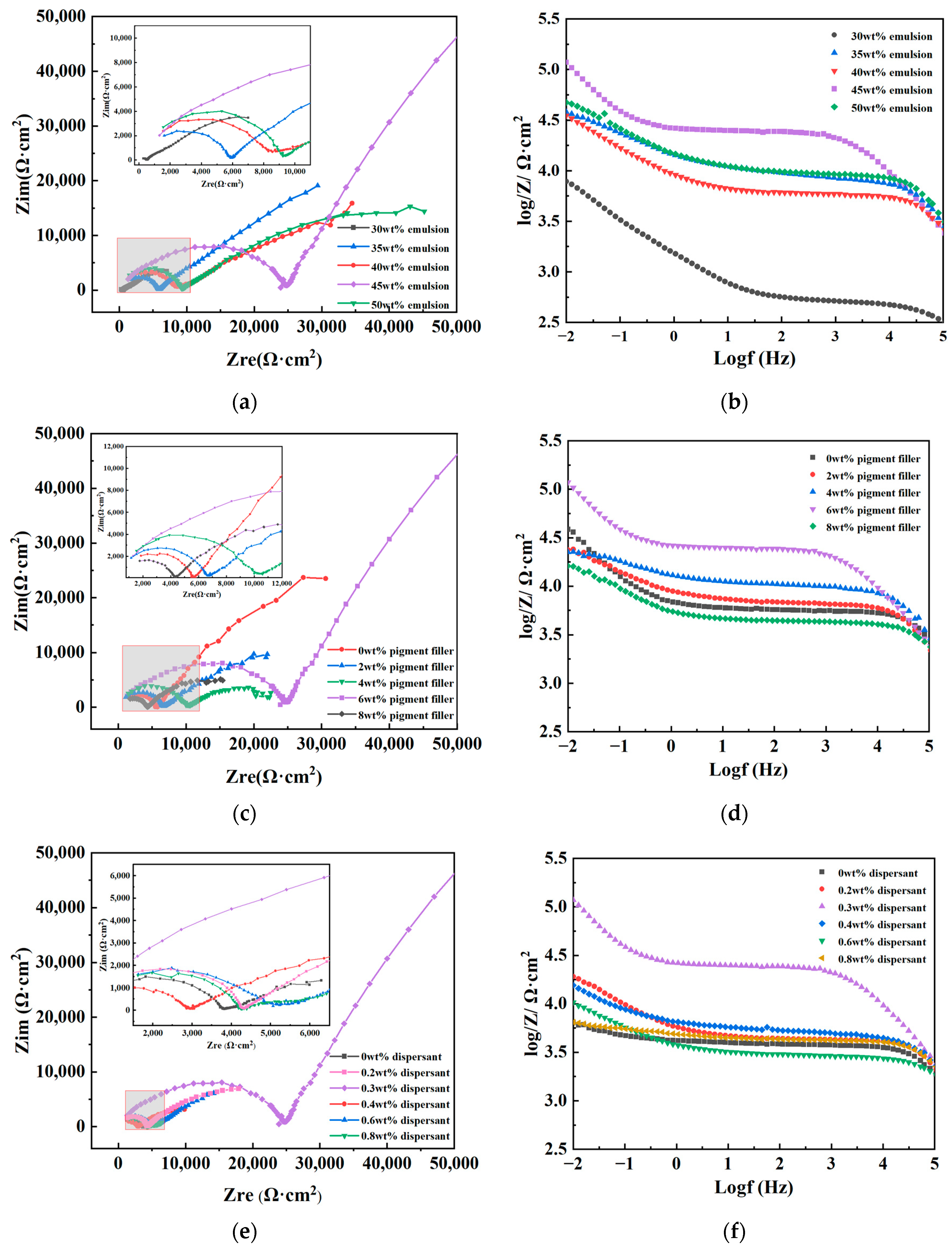
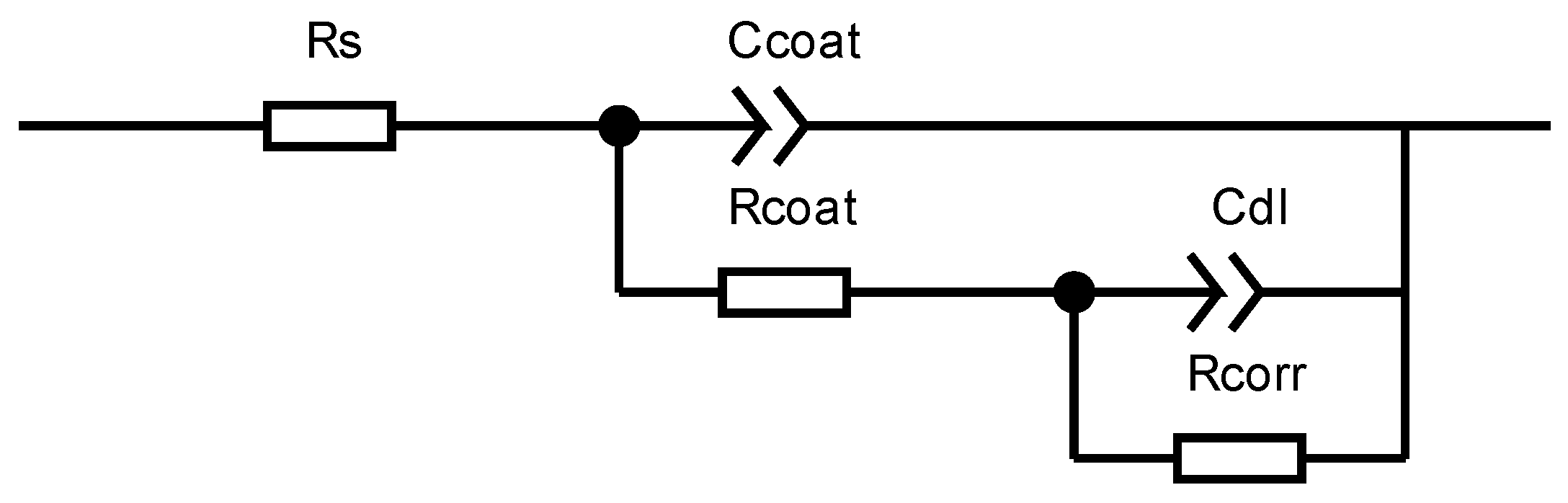
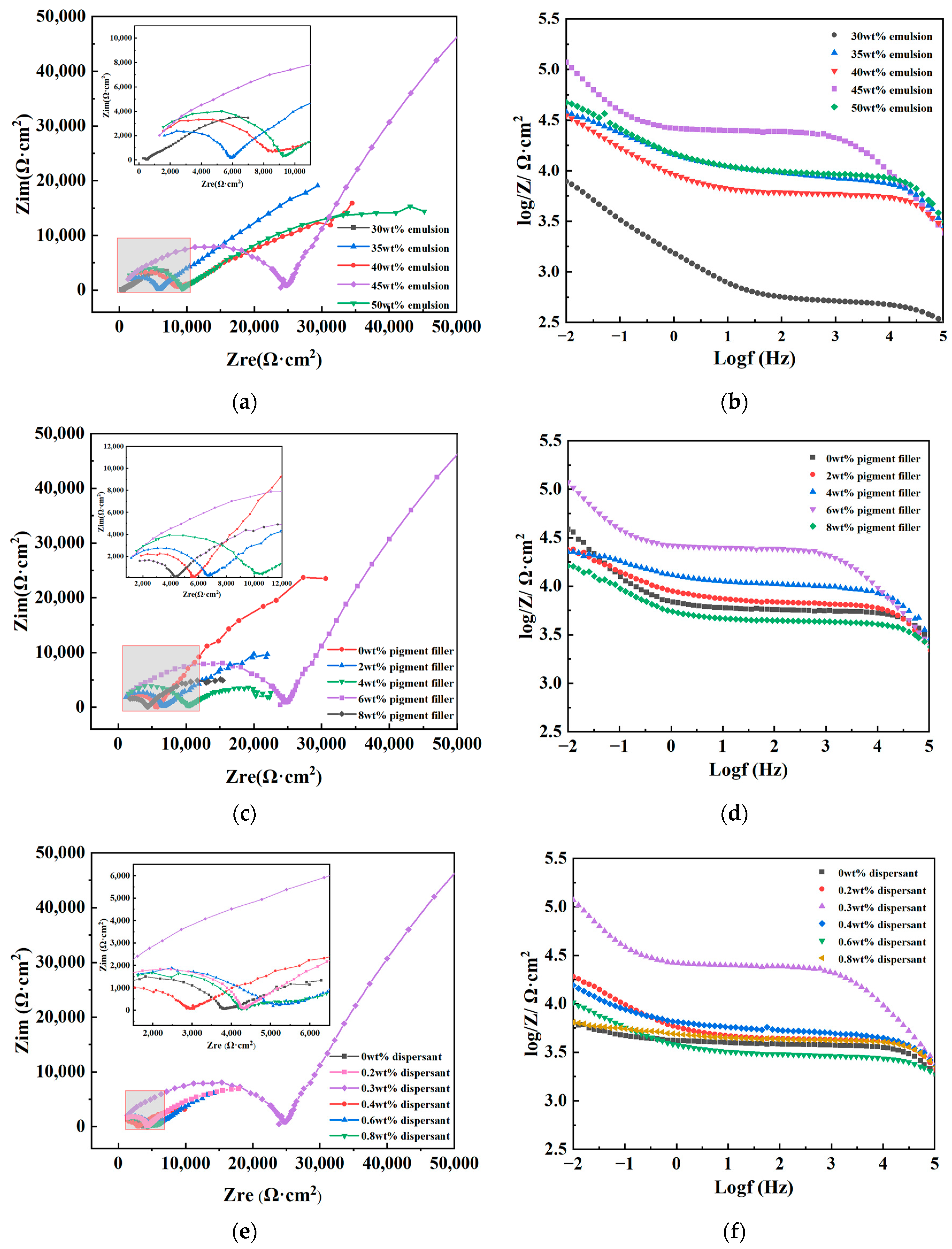
- EIS test
3.3. Bonding Properties Test
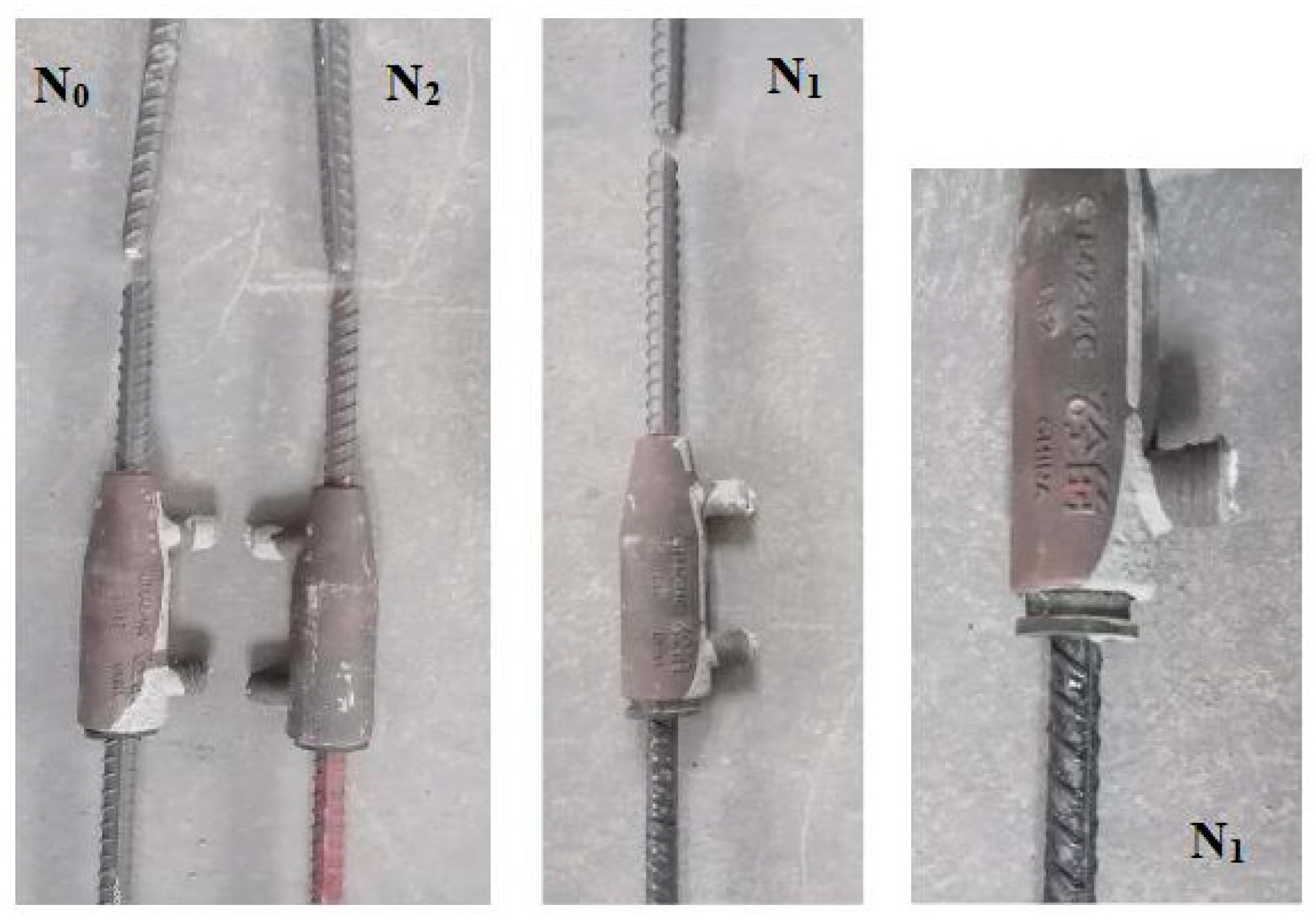
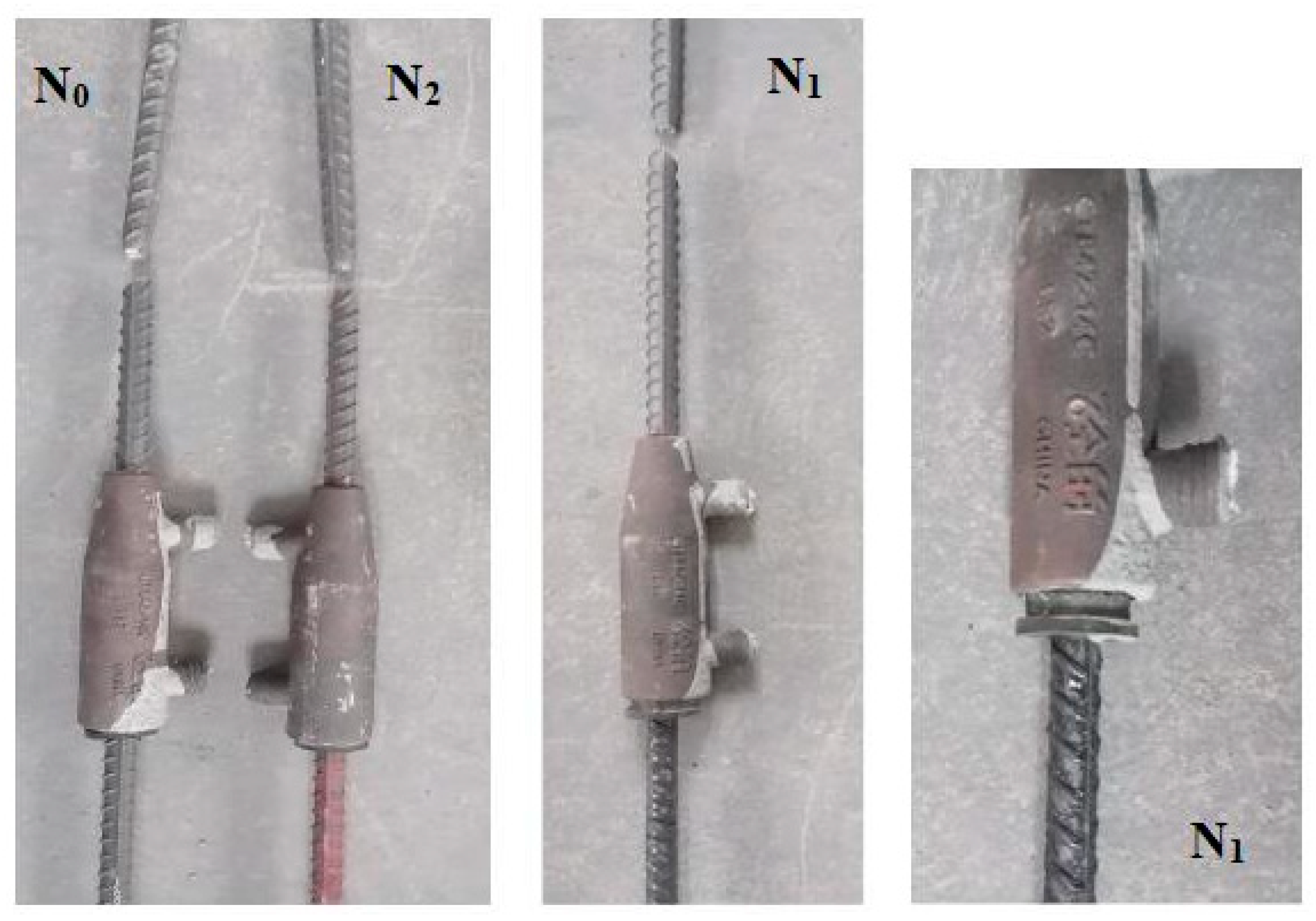
3.3.1. Sample Damage Pattern
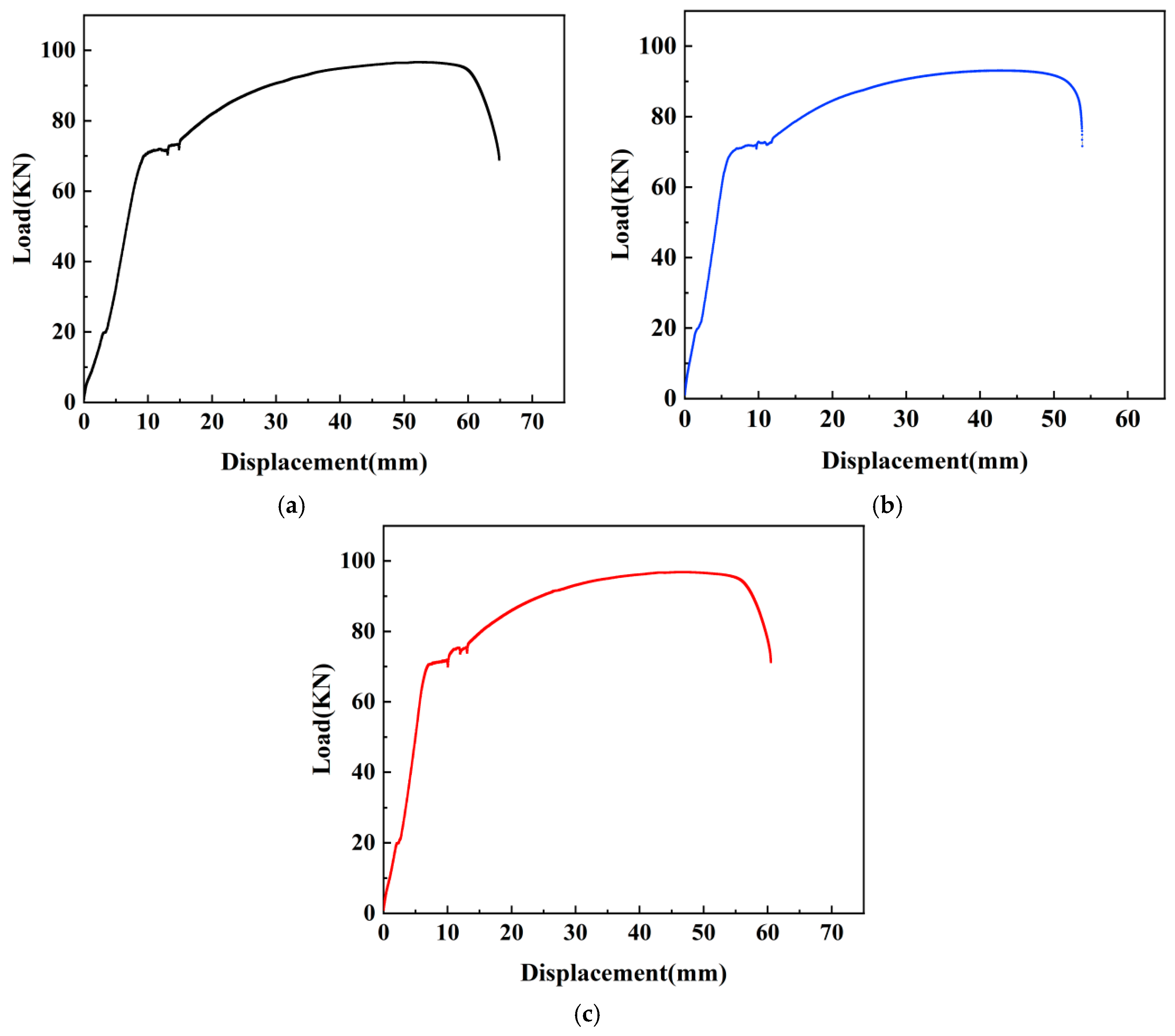
3.3.2. Sample Unidirectional Tensile Test Results
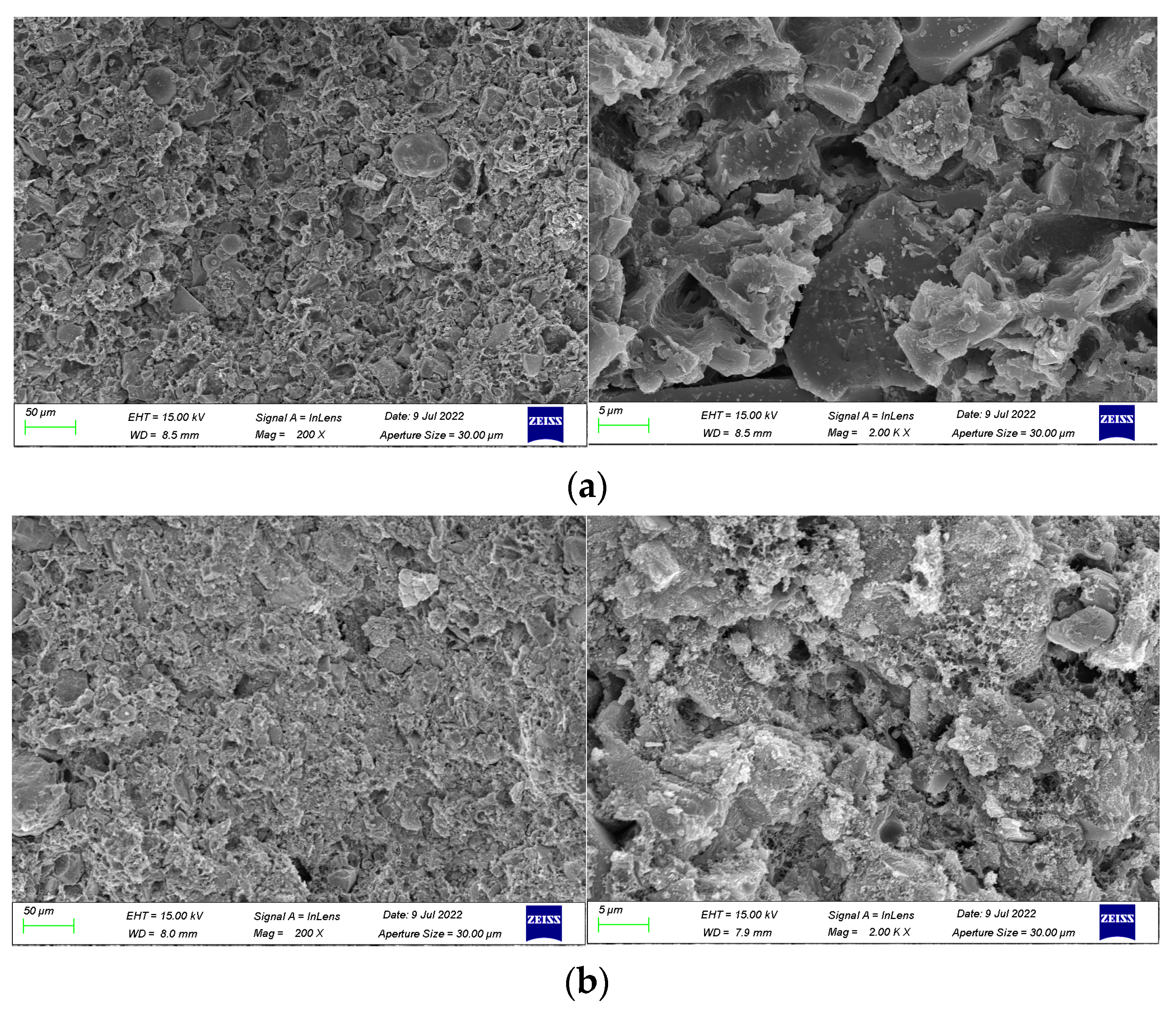
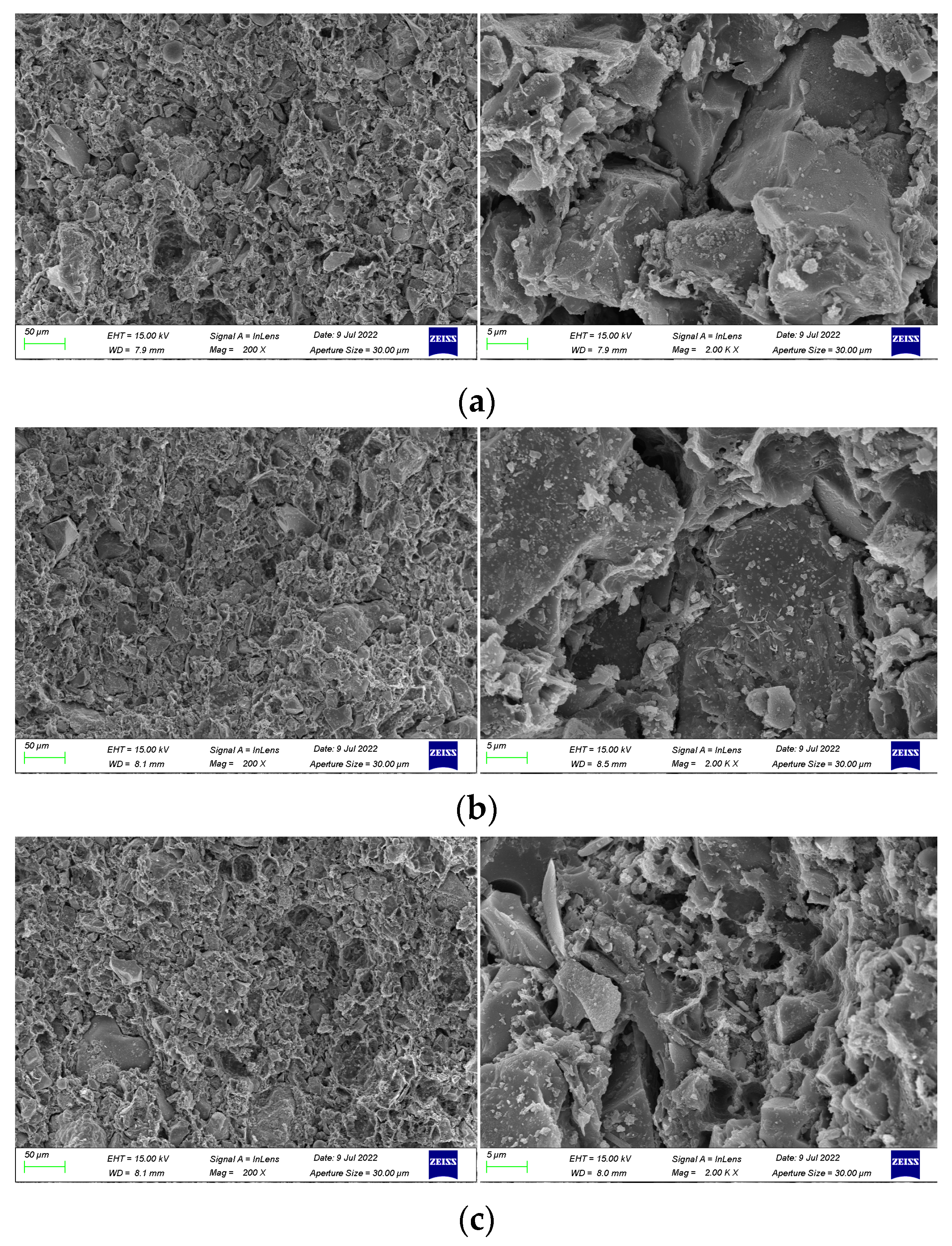
3.4. SEM Analysis
- (1)
- Mechanism of polymer emulsion on anti-corrosion coating
- (2)
- Mechanism of functional additives on anti-corrosion coating
3.5. FTIR Analysis
- (1)
- The peaks observed in the range of 3358 cm−1 to 3443 cm−1 are attributed to the stretching vibration peaks of O-H bonds, mainly caused by residual water molecules in the samples. Pure emulsion contains more water, thus exhibiting a significantly higher peak intensity compared to the other two samples. The intensity of the peak in the coating with 0 wt% emulsion content is also higher than that with 45 wt% emulsion content. This phenomenon can be ascribed to the enhanced compactness of the coating after the epoxy resin is incorporated into the cement-based coating, as the curing of epoxy resin forms a film, thereby reducing the ingress of moisture from the air and consequently decreasing the internal moisture content of the coating.
- (2)
- Peaks near 1605 cm−1 and 1508 cm−1 are mainly characteristic absorption peaks of the benzene ring framework. It is observed that with an increase in epoxy resin content, the intensity of these peaks also increases significantly.
- (3)
- The peak at 1450 cm−1 corresponds to the stretching vibration of the C-O bond, representing a characteristic peak indicative of carbonate ions. This can be attributed to the sample being exposed to the air, where the Ca(OH)2 present in it absorbs CO2 from the air and undergoes a reaction [46]. The intensity of this peak in the coating with 0 wt% emulsion content is significantly higher than that in the coating with 45 wt% emulsion content. This may indicate that the structure of the coating produced without emulsion is more porous, with a higher porosity, and the hydroxides within the cement paste are more likely to come into contact with air and thus react. Therefore, it can be concluded that an appropriate amount of emulsion can densify the internal structure of the coating, consistent with the results of macroscopic performance and microscopic structure tests.
- (4)
- Peaks observed near 1245 cm−1 and 1180 cm−1 are typically attributed to the C-O absorption peaks of alcohols or phenols [47], while the peak near 1026 cm−1 corresponds to the stretching vibration of aromatic hydrocarbons in the main chain of epoxy resin [48]. It can be observed that the peak intensity at these peaks in pure epoxy resin is significantly higher than that in the coating with 45 wt% emulsion content.
- (5)
- The peak near 873 cm−1 corresponds to the Al-OH stretching vibration of the [Al(OH)6]3- group, representing the characteristic peak of the hydrated product AFt. A higher content of AFt indicates a higher degree of cement hydration. It is noted that after increasing the epoxy resin content from 0 wt% to 45 wt%, the intensity of this peak significantly decreases, indicating that the addition of epoxy resin hinders the hydration process of the cementitious material, consistent with the results of SEM tests.
4. Conclusions
- (1)
- After 7 days of immersion in water, all coatings prepared with different dosages of raw materials exhibited some degree of adhesion loss. Specifically, with the addition of polymer emulsion, the adhesion loss rate initially decreased before leveling off. The addition of pigment filler led to a continuous reduction in the adhesion loss rate, reaching negative values at dosage of 8 wt% and 10 wt%. The incorporation of additives resulted in an initial decrease followed by an increase in the adhesion loss rate.
- (2)
- The coating formulated with a polymer emulsion dosage of 45 wt%, pigment filler dosage of 6 wt%, and dispersant dosage of 0.30 wt% exhibited the smallest measured icorr, the largest impedance spectrum radius, the highest resistance, and the best corrosion resistance. Both insufficient and excessive additions can compromise the coating’s density, leading to a reduction in corrosion resistance.
- (3)
- The application of epoxy resin coating reduces the bond strength between the steel bar and the grouting material, leading to a decrease in the load-bearing capacity of the samples. In contrast, the coating with polymer cement-based composite anti-corrosion material, to a certain extent, enhances the frictional resistance between the steel bar and the grouting material, resulting in improved mechanical performance of the samples and a reduced likelihood of slippage at the anchorage end of the steel bar.
- (4)
- The addition of an appropriate amount of emulsion and pigment filler serves to fill the internal pores of the coating, resulting in a denser internal structure. The incorporation of a dispersant ensures a more uniform dispersion of powder in the liquid, preventing flocculation and settling. The combined action of multiple raw materials contributes to a smoother and denser coating, enhancing overall stability and performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Savvides, A.; Michael, A.; Vassiliades, C.; Parpa, D.; Triantafyllidou, E.; Englezou, M. An examination of the design for a prefabricated housing unit in Cyprus in terms of energy, daylighting and cost. Sci. Rep. 2023, 13, 12611. [Google Scholar] [CrossRef]
- Gallo, P.; Romano, R.; Belardi, E. Smart green prefabrication: Sustainability performances of industrialized building technologies. Sustainability 2021, 13, 4701. [Google Scholar] [CrossRef]
- Sojobi, A.; Liew, K. Multi-objective optimization of high performance bio-inspired prefabricated composites for sustainable and resilient construction. Compos. Struct. 2022, 279, 114732. [Google Scholar] [CrossRef]
- Tavares, V.; Freire, F. Life cycle assessment of a prefabricated house for seven locations in different climates. J. Build. Eng. 2022, 53, 104504. [Google Scholar] [CrossRef]
- Tavares, V.; Gregory, J.; Kirchain, R.; Freire, F. What is the potential for prefabricated buildings to decrease costs and contribute to meeting EU environmental targets? Build. Environ. 2021, 206, 108382. [Google Scholar] [CrossRef]
- Syll, A.S.; Kanakubo, T. Impact of corrosion on the bond strength between concrete and rebar: A systematic review. Materials 2022, 15, 7016. [Google Scholar] [CrossRef] [PubMed]
- Mak, M.W.T.; Desnerck, P.; Lees, J.M. Corrosion-induced cracking and bond strength in reinforced concrete. Constr. Build. Mater. 2019, 208, 228–241. [Google Scholar] [CrossRef]
- Hussain, S.; Khan, M.Z.N.; Khan, H.A. Bond performance of basalt FRP bar against aggressive environment in high-strength concrete with varying bar diameter and bond length. Constr. Build. Mater. 2022, 349, 128779. [Google Scholar] [CrossRef]
- Yu, H. Key Technologies for Anticorrosion and Reinforcement of Coastal Building Structures in Alkaline Environment. J. Coast. Res. 2020, 110, 239–242. [Google Scholar] [CrossRef]
- Khoshroo, M.; Ghoddousi, P. Effect of Concrete Performance on Corrosion Behavior of Pre-Rusted Rebar in Reinforced Concrete. Int. J. Civ. Eng. 2023, 22, 359–377. [Google Scholar] [CrossRef]
- Persdotter, A.; Boll, T.; Jonsson, T. Minor element effect on high temperature corrosion of a low-alloyed steel: Insight into alkali-and chlorine induced corrosion by means of atom probe tomography. Corros. Sci. 2021, 192, 109779. [Google Scholar] [CrossRef]
- Kondo, K.; Tada, E.; Ooi, A. Effect of Small Amounts of Cr and Mo on Aqueous CO2 and H2S Corrosion of Low-Alloyed Steel. Corrosion 2022, 78, 1216–1228. [Google Scholar] [CrossRef] [PubMed]
- Trentin, A.; Pakseresht, A.; Duran, A.; Castro, Y.; Galusek, D. Electrochemical characterization of polymeric coatings for corrosion protection: A review of advances and perspectives. Polymers 2022, 14, 2306. [Google Scholar] [CrossRef] [PubMed]
- Muresan, L.M. Nanocomposite coatings for anti-corrosion properties of metallic substrates. Materials 2023, 16, 5092. [Google Scholar] [CrossRef] [PubMed]
- Yan, L.; Deng, W.; Wang, N.; Xue, X.; Hua, J.; Chen, Z. Anti-Corrosion Reinforcements Using Coating Technologies—A Review. Polymers 2022, 14, 4782. [Google Scholar] [CrossRef]
- Lazorenko, G.; Kasprzhitskii, A.; Nazdracheva, T. Anti-corrosion coatings for protection of steel railway structures exposed to atmospheric environments: A review. Constr. Build. Mater. 2021, 288, 123115. [Google Scholar] [CrossRef]
- Cai, J.; Murugadoss, V.; Jiang, J.; Gao, X.; Lin, Z.; Huang, M.; Guo, J.; Alsareii, S.; Algadi, H.; Kathiresan, M. Waterborne polyurethane and its nanocomposites: A mini-review for anti-corrosion coating, flame retardancy, and biomedical applications. Adv. Compos. Hybrid Mater. 2022, 5, 641–650. [Google Scholar] [CrossRef]
- Sreehari, H.; Sethulekshmi, A.S.; Saritha, A. Bio epoxy coatings: An emergent green anticorrosive coating for the future. Macromol. Mater. Eng. 2022, 307, 2200004. [Google Scholar] [CrossRef]
- Kumar, S.S.A.; Ma, I.W.; Ramesh, K.; Ramesh, S. Development of graphene incorporated acrylic-epoxy composite hybrid anti-corrosion coatings for corrosion protection. Mater. Chem. Phys. 2023, 303, 127731. [Google Scholar] [CrossRef]
- Martins, T.D.; Ribeiro, T.; Farinha, J.P.S. Overview of silica-polymer nanostructures for waterborne high-performance coatings. Polymers 2021, 13, 1003. [Google Scholar] [CrossRef]
- Boidot, A.; Gheno, F.; Bentiss, F.; Jama, C.; Vogt, J.-B. Effect of aluminum flakes on corrosion protection behavior of water-based hybrid zinc-rich coatings for carbon steel substrate in NaCl environment. Coatings 2022, 12, 1390. [Google Scholar] [CrossRef]
- Seidi, F.; Jouyandeh, M.; Taghizadeh, M.; Taghizadeh, A.; Vahabi, H.; Habibzadeh, S.; Formela, K.; Saeb, M.R. Metal-Organic Framework (MOF)/Epoxy Coatings: A Review. Materials 2020, 13, 2881. [Google Scholar] [CrossRef] [PubMed]
- Sun, X.; Gu, S.; Wang, L.; Wang, H.; Xiong, S.; Yin, X.; Yang, S. Multifunctional liquid-like magnetic nanofluids mediated coating with anticorrosion and self-healing performance. J. Colloid Interface Sci. 2024, 654, 25–35. [Google Scholar] [CrossRef]
- Zubielewicz, M.; Langer, E.; Królikowska, A.; Komorowski, L.; Wanner, M.; Krawczyk, K.; Aktas, L.; Hilt, M. Concepts of steel protection by coatings with a reduced content of zinc pigments. Prog. Org. Coat. 2021, 161, 106471. [Google Scholar] [CrossRef]
- Gerengi, H.; Solomon, M.M.; Maraslı, M.; Kohen, B.B. A comparative analysis of the corrosion characteristics of electro-galvanized steel coated with epoxy zinc-free and zinc-rich coatings in 5% NaCl. J. Adhes. Sci. Technol. 2023, 37, 2795–2806. [Google Scholar] [CrossRef]
- Jamaludin, L.; Razak, R.A.; Al Bakri Abdullah, M.M.; Vizureanu, P.; Sandu, A.V.; Abd Rahim, S.Z.; Ahmad, R. Solid-to-Liquid Ratio Influenced on Adhesion Strength of Metakaolin Geopolymer Coating Paste Added Photocatalyst Materials. Coatings 2023, 13, 236. [Google Scholar] [CrossRef]
- Shang, H.; Hou, G.; Sun, C.; Lu, D.; Zhao, X.; Fan, L. EVA enhanced cementitious materials based coatings for the improvement of steel reinforcement corrosion protection performance. J. Build. Eng. 2023, 75, 107080. [Google Scholar] [CrossRef]
- Liang, C.; Zhao, P.; Gong, X.; Liu, H.; Yang, L.; Li, Q.; Lu, L. Investigation on the mechanical properties of CSA cement-based coating and its application. Constr. Build. Mater. 2021, 305, 124724. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, Z.; Li, Q.; Wang, K.; Jiang, D.; Hou, P.; Huang, Y.; Zhao, P. Insights on the role of particulate filler on the polymer-modified cement-based coating and its application. J. Build. Eng. 2023, 76, 107395. [Google Scholar] [CrossRef]
- Lu, S.; Zhao, P.; Liang, C.; Liu, L.; Qin, Z.; Wang, S.; Hou, P.; Lu, L. Utilization of Polydimethylsiloxane (PDMS) in polymer cement-based coating to improve marine environment service performance. Constr. Build. Mater. 2023, 367, 130359. [Google Scholar] [CrossRef]
- GB/T 9271-2008; Color Paints and Varnishes. Standard Test Plate. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2008.
- GB/T 5210-2006; Color Paints and Varnishes Pull apart Method Adhesion Test. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2006.
- Montazeri, S.; Ranjbar, Z.; Rastegar, S. The correlation between adhesion durability and viscoelastic creep-recovery behavior in epoxy coatings. Prog. Org. Coat. 2017, 111, 395–401. [Google Scholar] [CrossRef]
- Soleimani, M.; Bagheri, E.; Mosaddegh, P.; Rabiee, T.; Fakhar, A.; Sadeghi, M. Stable waterborne epoxy emulsions and the effect of silica nanoparticles on their coatings properties. Prog. Org. Coat. 2021, 156, 106250. [Google Scholar] [CrossRef]
- Rahman, M.M.; Akhtarul Islam, M. Application of epoxy resins in building materials: Progress and prospects. Polym. Bull. 2022, 79, 1949–1975. [Google Scholar] [CrossRef]
- Gupta, R.; Bhardwaj, P.; Mishra, D.; Sanghi, S.K.; Amritphale, S.S. Novel non-hydroxyl synthesis and fabrication of advanced hybrid inorganic-organic geopolymeric coating material for corrosion protection. Int. J. Adhes. Adhes. 2021, 110, 102951. [Google Scholar] [CrossRef]
- Zhang, W.; Li, X.; Lv, D. The Effect of Coating Additives on the Properties of Hydrophobic Coatings with Low Infrared Emissivity. Coatings 2023, 13, 1428. [Google Scholar] [CrossRef]
- Karmakar, S.; Sultana, M.; Haque, A. Q-Carbon as a Corrosion-Resistant Coating. ACS Appl. Mater. Interfaces 2023, 15, 46269–46279. [Google Scholar] [CrossRef] [PubMed]
- Policastro, S.A.; Anderson, R.M.; Hangarter, C.M.; Arcari, A.; Iezzi, E.B. Experimental and Numerical Investigation into the Effect of Water Uptake on the Capacitance of an Organic Coating. Materials 2023, 16, 3623. [Google Scholar] [CrossRef] [PubMed]
- Kamde, D.K.; Pillai, R.G. Corrosion initiation mechanisms and service life estimation of concrete systems with fusion-bonded-epoxy (FBE) coated steel exposed to chlorides. Constr. Build. Mater. 2021, 277, 122314. [Google Scholar] [CrossRef]
- Oliveira, J.L.; Skilbred, A.W.; Loken, A.; Henriques, R.R.; Soares, B.G. Effect of accelerated ageing procedures and flash rust inhibitors on the anti-corrosive performance of epoxy coatings: EIS and dynamic-mechanical analysis. Prog. Org. Coat. 2021, 159, 106387. [Google Scholar] [CrossRef]
- Naseem, Z.; Shamsaei, E.; Sagoe-Crentsil, K.; Duan, W. Microstructural and polymer film interaction mechanisms: Insights of GO-reinforced polymer-modified cement composites. J. Build. Eng. 2023, 80, 107962. [Google Scholar] [CrossRef]
- Bahraq, A.A.; Al-Osta, M.A.; Al-Amoudi, O.S.B.; Saleh, T.A.; Obot, I. Atomistic simulation of polymer-cement interactions: Progress and research challenges. Constr. Build. Mater. 2022, 327, 126881. [Google Scholar] [CrossRef]
- Pang, B.; Jia, Y.; Dai Pang, S.; Zhang, Y.; Du, H.; Geng, G.; Ni, H.; Qian, J.; Qiao, H.; Liu, G. The interpenetration polymer network in a cement paste–waterborne epoxy system. Cem. Concr. Res. 2021, 139, 106236. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, Y.; Han, S.; Han, L.; Han, G. Hydration behaviour of cement in polymer cement waterproof coating and its effect on the macroscopic performance. Constr. Build. Mater. 2023, 408, 133825. [Google Scholar] [CrossRef]
- Dai, Y.; Yang, R.; Xu, C.; Al-Mansour, A.; Lan, Y.; Peng, Y.; Li, L.; Zeng, Q.; Li, K. In-situ μ-XCT characterization of cement-waterborne epoxy resin coalescence. Constr. Build. Mater. 2023, 377, 131161. [Google Scholar] [CrossRef]
- Li, C.; Xiao, H.; Liu, M.; Wang, W.; Xu, F. Optimised repairment properties of waterborne epoxy resin–cement composite material: An experimental and simulation study. Constr. Build. Mater. 2023, 406, 133401. [Google Scholar] [CrossRef]
- Zhang, M.; Xu, H.; Phalé Zeze, A.L.; Liu, X.; Tao, M. Coating performance, durability and anti-corrosion mechanism of organic modified geopolymer composite for marine concrete protection. Cem. Concr. Compos. 2022, 129, 104495. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment Name | Model Specification | Manufacturer (of a Product) |
|---|---|---|
| Digital Timing Stirrer | OA2000plus | Ouhe Machinery Equipment Co., Ltd., Shanghai, China |
| Electronic Analytical Balance | BSA Series | Sartorius Scientific Instruments Co., Ltd., Beijing, China |
| Constant Temperature and Humidity Standard Curing Box | HBY-60B | Luda Experimental Instrument Co., Ltd., Shanghai, China |
| Adjustable Film Applicator | KTQ-III | Xinyi Laboratory Equipment Co., Ltd., Guangzhou, China |
| Adhesion Tester | OU4060 | Oupu Testing Instrument Co., Ltd., Cangzhou, China |
| Electrochemical Workstation | CS Series | Corrtest Instruments Co., Ltd., Wuhan, China |
| Universal Testing Machine | HUT Series | Wance Testing Machine Co., Ltd., Wuhan, China |
| SEM | ZEISS Gemini 300 | Carl Zeiss Management Co., Ltd., Shanghai, China |
| FTIR | ALPHA II | Kinesis Technology Co., Ltd., Wuhan, China |
| Number | Emulsion (wt%) | Pigment Filler (wt%) | Dispersant (wt%) |
|---|---|---|---|
| E1 | 30 | 6 | 0.30 |
| E2 | 35 | 6 | 0.30 |
| E3 | 40 | 6 | 0.30 |
| E4 | 45 | 6 | 0.30 |
| E5 | 50 | 6 | 0.30 |
| P1 | 45 | 0 | 0.30 |
| P2 | 45 | 2 | 0.30 |
| P3 | 45 | 4 | 0.30 |
| P4 | 45 | 6 | 0.30 |
| P5 | 45 | 8 | 0.30 |
| P6 | 45 | 10 | 0.30 |
| D1 | 45 | 6 | 0.00 |
| D2 | 45 | 6 | 0.20 |
| D3 | 45 | 6 | 0.30 |
| D4 | 45 | 6 | 0.40 |
| D5 | 45 | 6 | 0.60 |
| D6 | 45 | 6 | 0.80 |
| Sample | Corrosion Potential (vs. SCE)/V | Corrosion Current Density/(A·cm−2) | |
|---|---|---|---|
| Tinplate | −0.664 | 7.07 × 10−5 | |
| Emulsion | E1 | −0.258 | 7.02 × 10−7 |
| E2 | −0.614 | 1.01 × 10−5 | |
| E3 | −0.667 | 1.96 × 10−6 | |
| E4 | −0.587 | 2.72 × 10−7 | |
| E5 | −0.716 | 5.73 × 10−6 | |
| Pigment filler | P1 | −0.615 | 3.39 × 10−5 |
| P2 | −0.694 | 3.46 × 10−6 | |
| P3 | −0.552 | 3.87 × 10−7 | |
| P4 | −0.587 | 2.72 × 10−7 | |
| P5 | −0.585 | 9.75 × 10−6 | |
| Dispersant | D1 | −0.639 | 2.48 × 10−6 |
| D2 | −0.612 | 6.72 × 10−6 | |
| D3 | −0.587 | 2.72 × 10−7 | |
| D4 | −0.603 | 1.17 × 10−6 | |
| D5 | −0.692 | 7.46 × 10−6 | |
| D6 | −0.608 | 4.48 × 10−5 | |
| Sample | Rcoat/(Ω·cm2) | |
|---|---|---|
| Emulsion | E1 | 3.36 × 102 |
| E2 | 7.94 × 103 | |
| E3 | 5.43 × 103 | |
| E4 | 2.49 × 104 | |
| E5 | 8.93 × 103 | |
| Pigment filler | P1 | 5.45 ×103 |
| P2 | 6.38 × 103 | |
| P3 | 1.02 × 104 | |
| P4 | 2.49 × 104 | |
| P5 | 4.18 × 103 | |
| Dispersant | D1 | 3.49 × 103 |
| D2 | 4.00 × 103 | |
| D3 | 2.49 × 104 | |
| D4 | 2.98 × 103 | |
| D5 | 5.74 × 103 | |
| D6 | 3.69 × 103 | |
| Sample Name | Yield Load (KN) | Yield Strength (MPa) | Ultimate Load (KN) | Tensile Strength (MPa) | Bond Strength (MPa) |
|---|---|---|---|---|---|
| N0 | 70.39 ± 0.056 | 457.40 ± 0.364 | 96.66 ± 0.078 | 628.07 ± 0.507 | 19.11 ± 0.015 |
| N1 | 71.62 ± 0.069 | 465.35 ± 0.483 | 93.07 ± 0.071 | 604.74 ± 0.461 | 18.40 ± 0.014 |
| N2 | 73.6 ± 0.073 | 478.74 ± 0.473 | 96.86 ± 0.069 | 629.37 ± 0.403 | 19.15 ± 0.014 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, H.; Chen, Z.; Liu, M.; Zhao, Y.; Fu, W.; Liu, J.; Tan, X. Study on the Effect of Additives on the Performance of Cement-Based Composite Anti-Corrosion Coatings for Steel Bars in Prefabricated Construction. Materials 2024, 17, 1996. https://doi.org/10.3390/ma17091996
Peng H, Chen Z, Liu M, Zhao Y, Fu W, Liu J, Tan X. Study on the Effect of Additives on the Performance of Cement-Based Composite Anti-Corrosion Coatings for Steel Bars in Prefabricated Construction. Materials. 2024; 17(9):1996. https://doi.org/10.3390/ma17091996
Chicago/Turabian StylePeng, Hao, Zhishan Chen, Mingxiao Liu, Yunlong Zhao, Wanwan Fu, Jiesheng Liu, and Xiaoming Tan. 2024. "Study on the Effect of Additives on the Performance of Cement-Based Composite Anti-Corrosion Coatings for Steel Bars in Prefabricated Construction" Materials 17, no. 9: 1996. https://doi.org/10.3390/ma17091996
APA StylePeng, H., Chen, Z., Liu, M., Zhao, Y., Fu, W., Liu, J., & Tan, X. (2024). Study on the Effect of Additives on the Performance of Cement-Based Composite Anti-Corrosion Coatings for Steel Bars in Prefabricated Construction. Materials, 17(9), 1996. https://doi.org/10.3390/ma17091996