
Numerical Simulation of the Evaporation Behavior of Fe-Mn Heterogeneous Powder in Selective Laser Melting Process


Abstract
:1. Introduction
2. Numerical Analysis Method
2.1. Mathematical Model
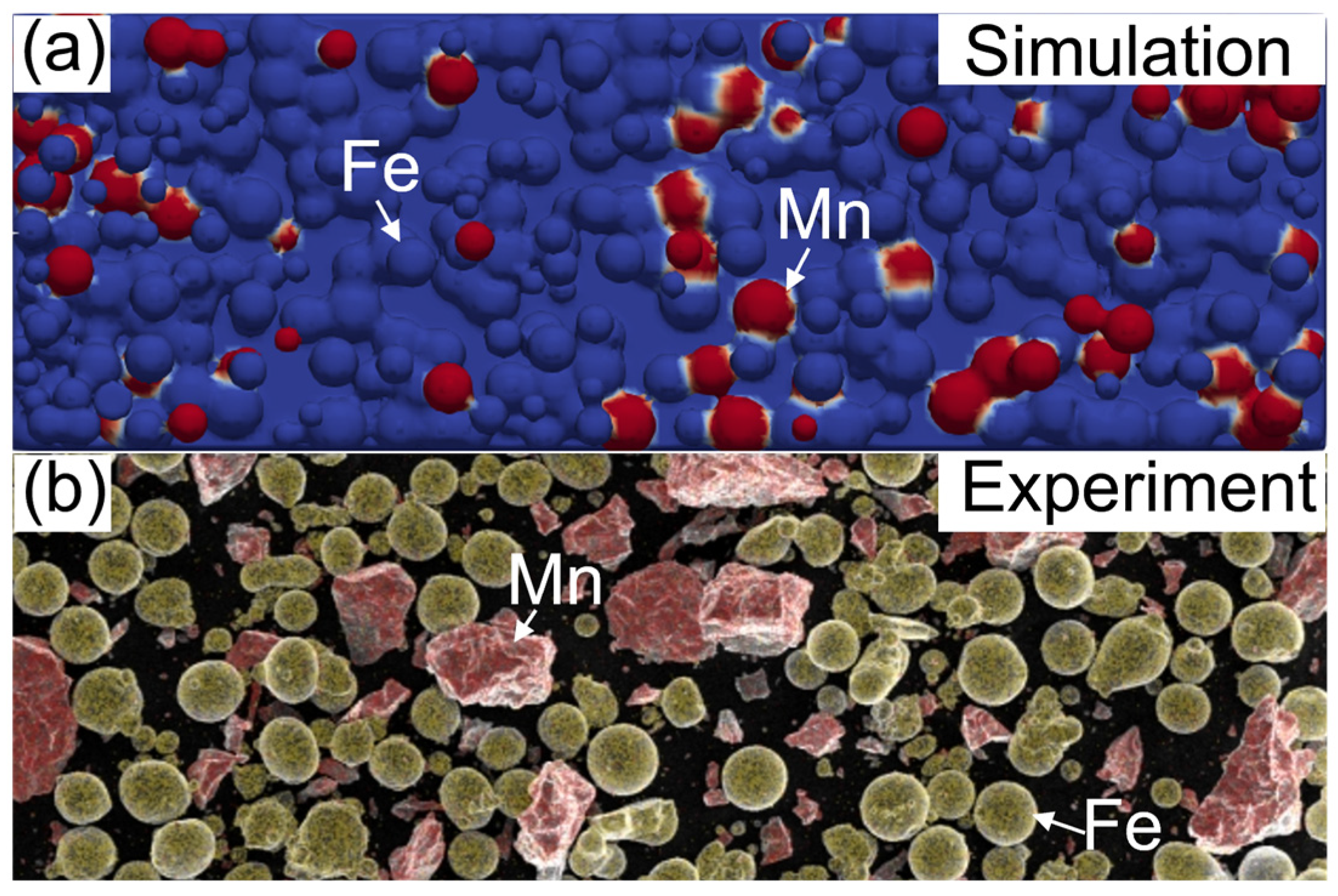
2.1.1. Powder Bed Initialization Model
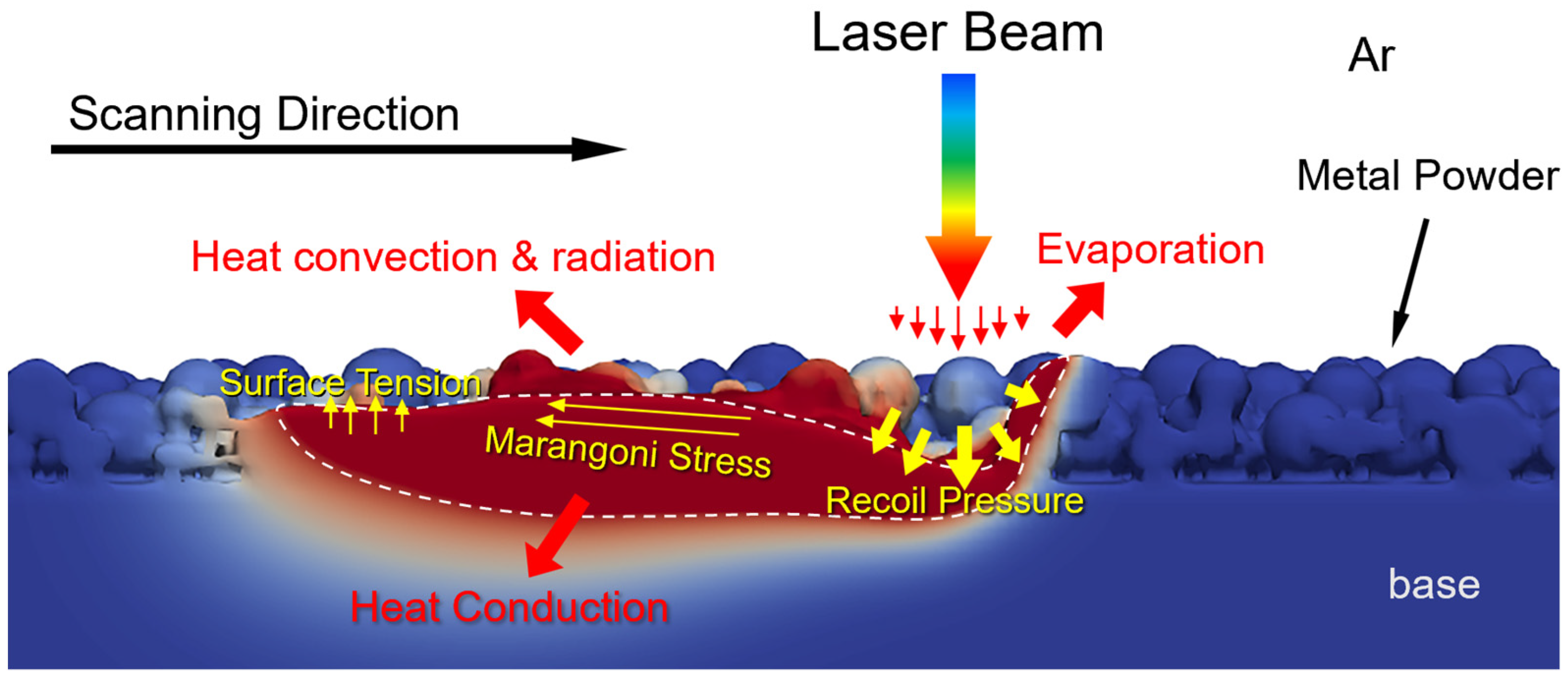
2.1.2. Melt Pool Model
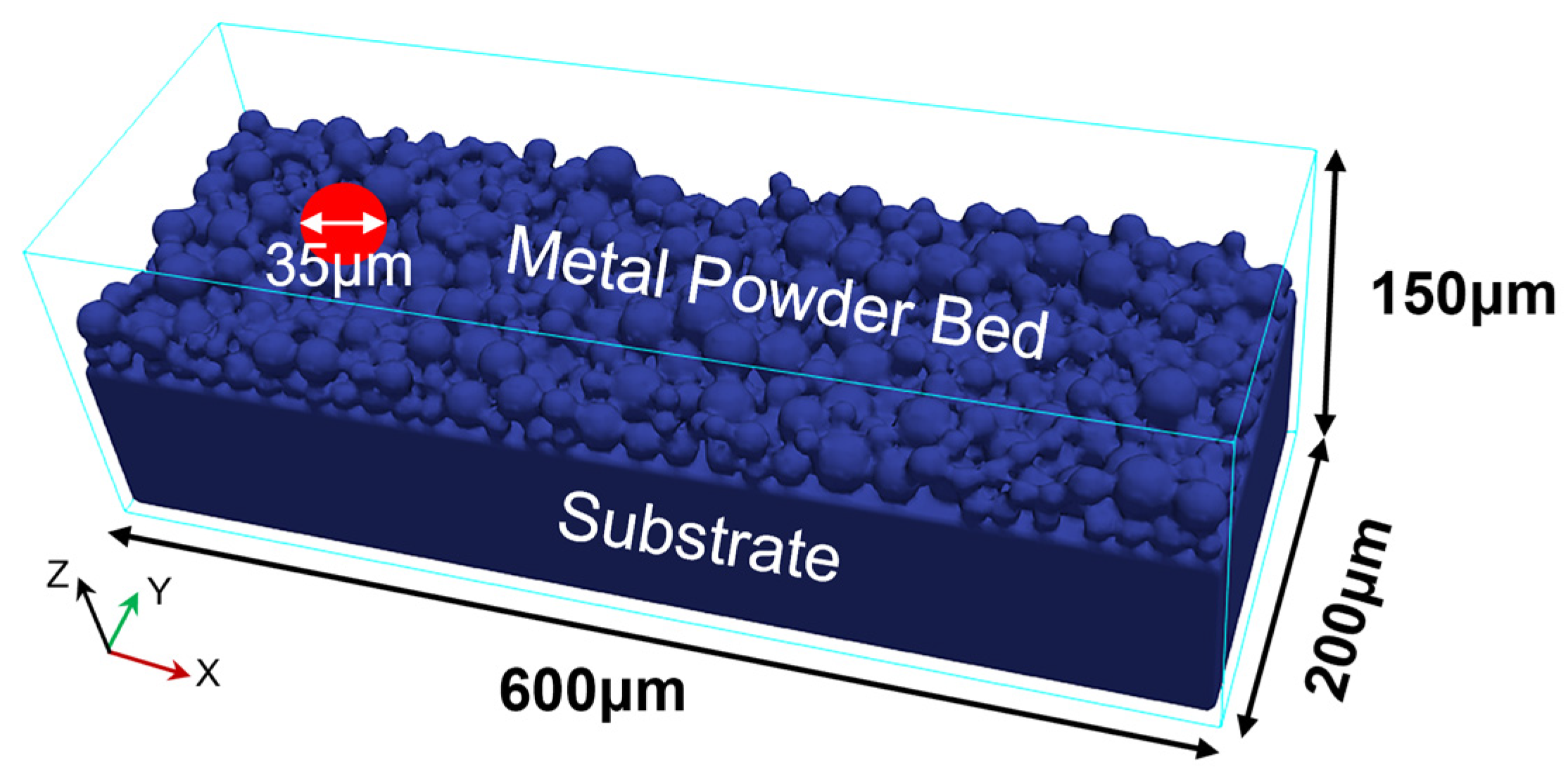
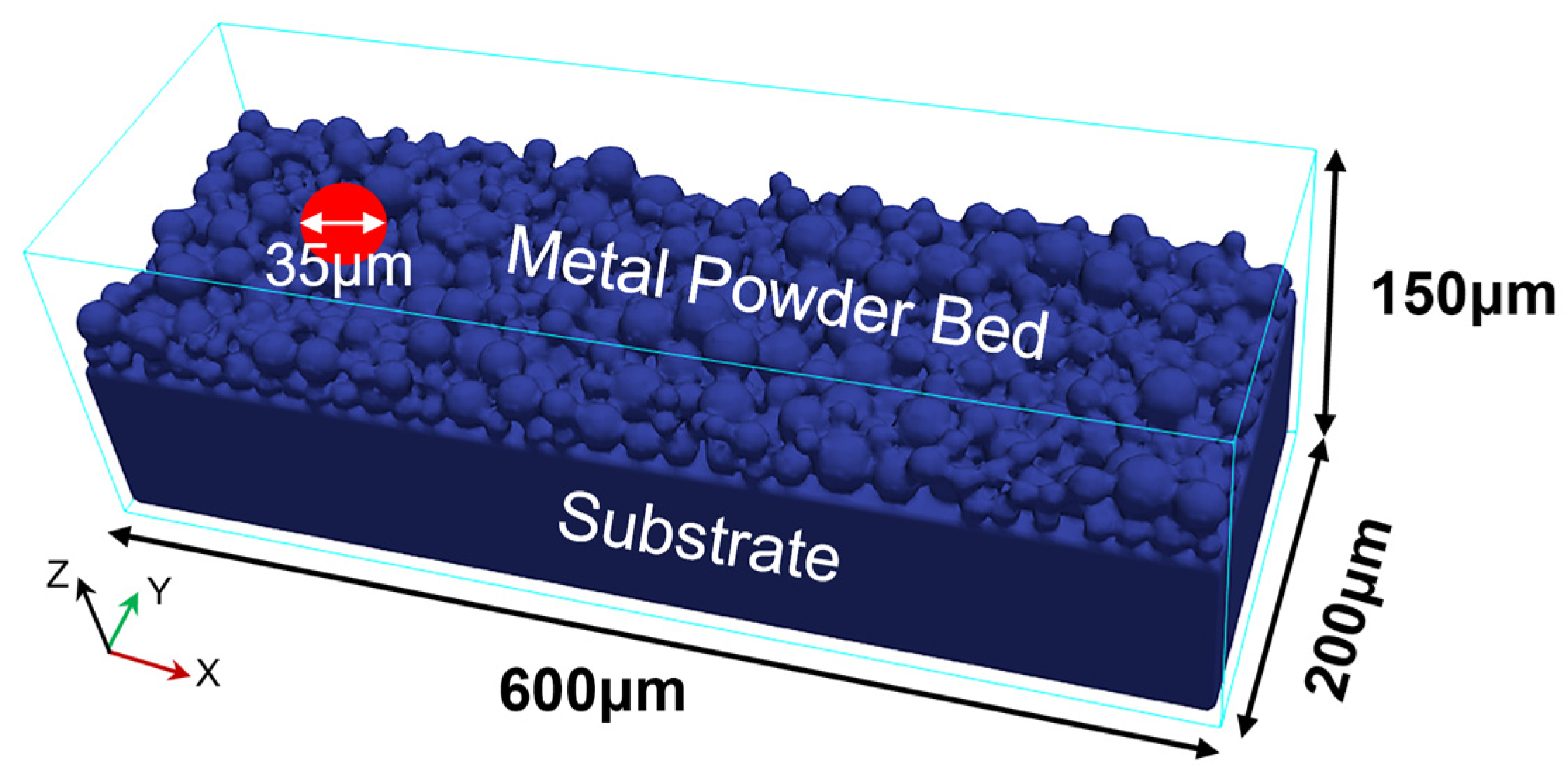
2.2. Geometric Model and Calculation Conditions
3. Results and Discussion
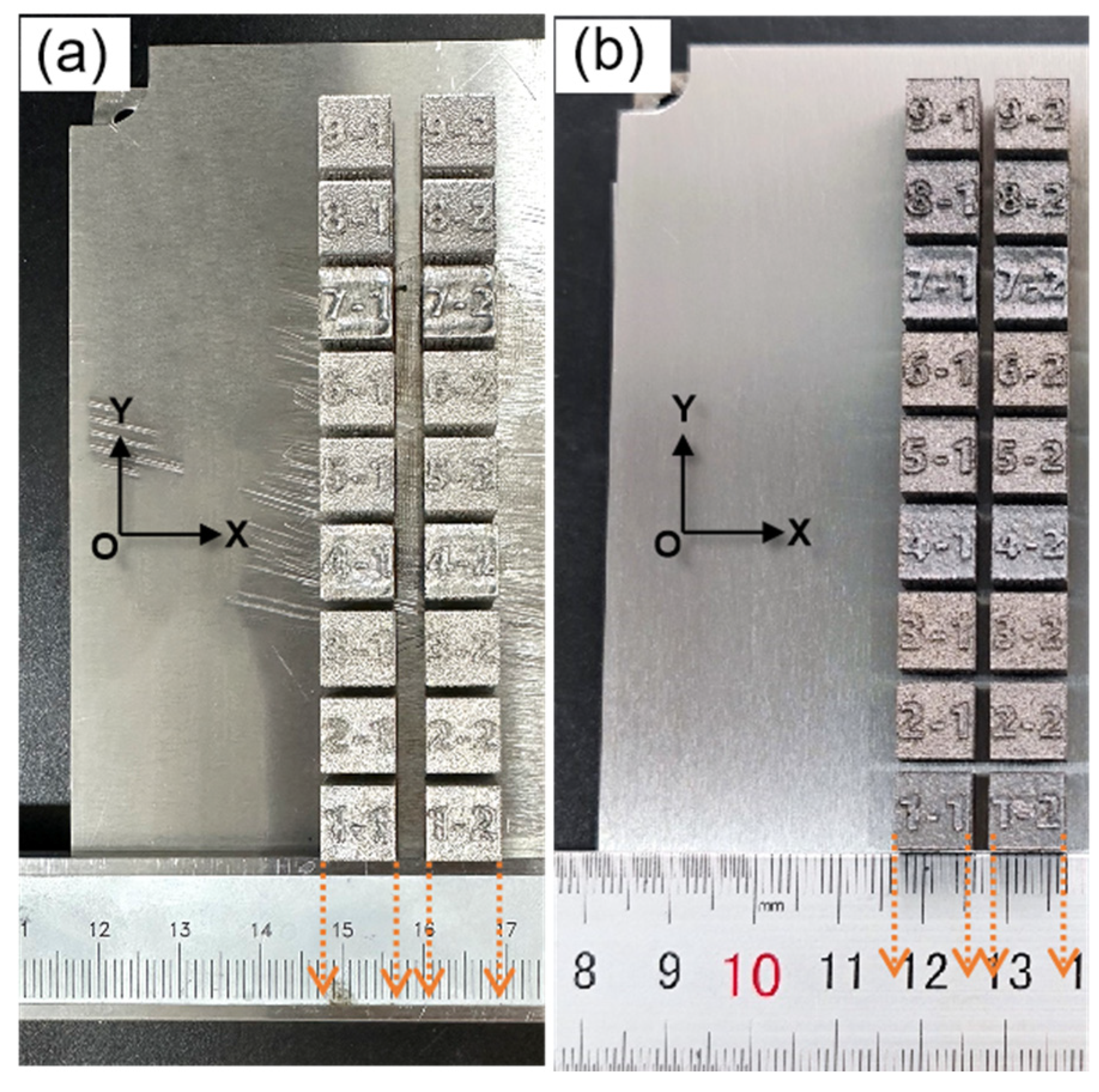
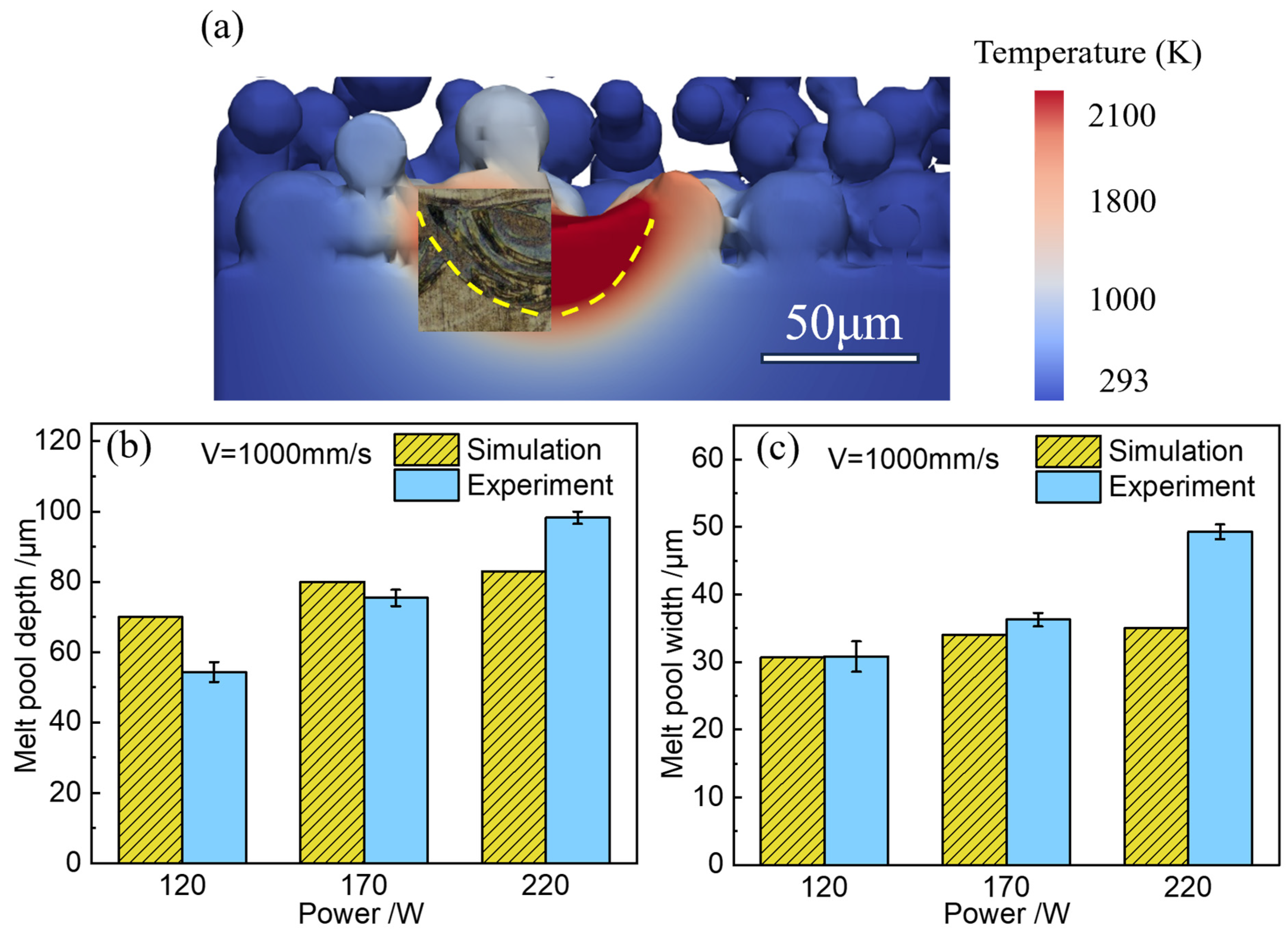
3.1. Experiment Design and Model Verification
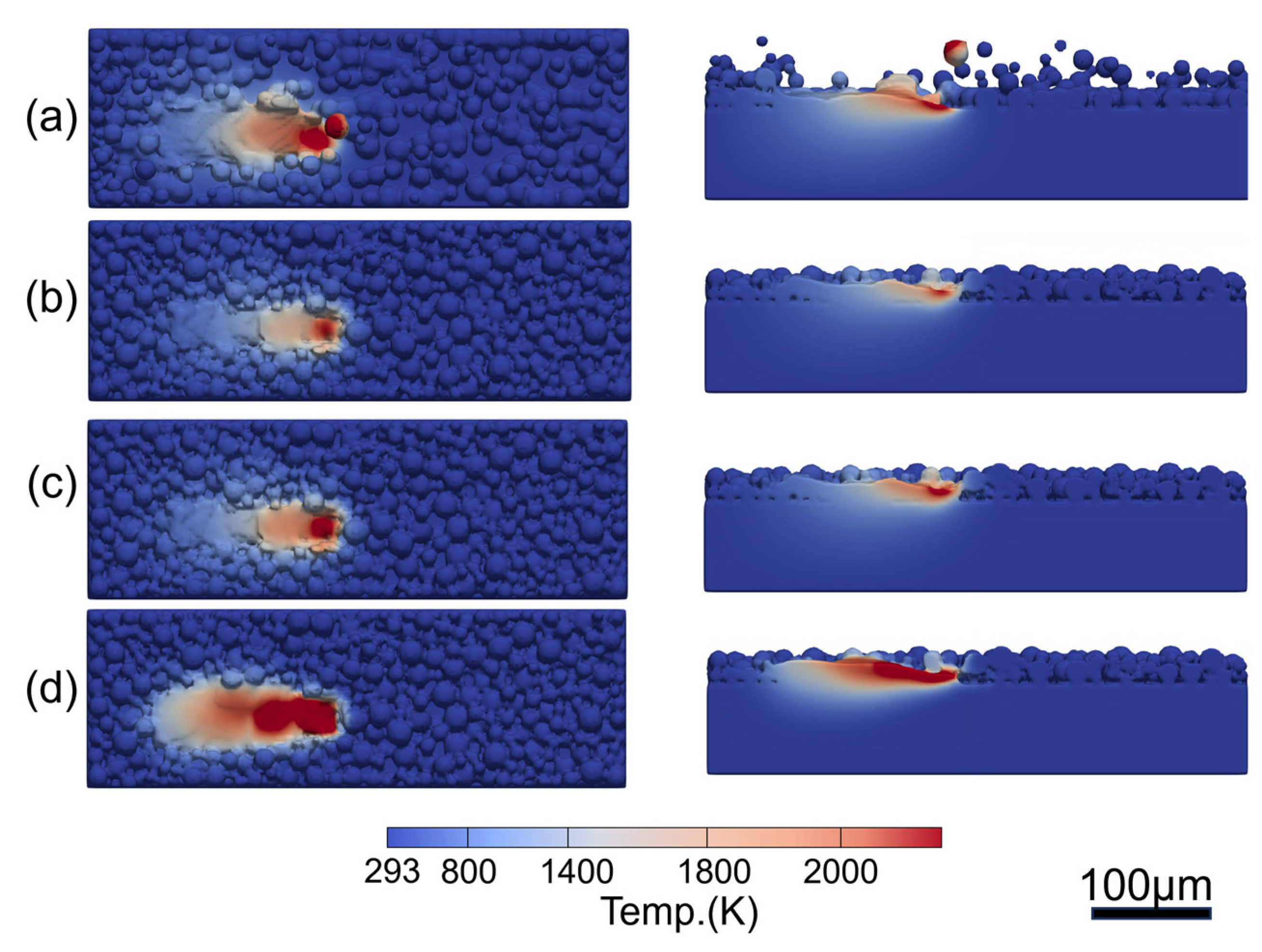
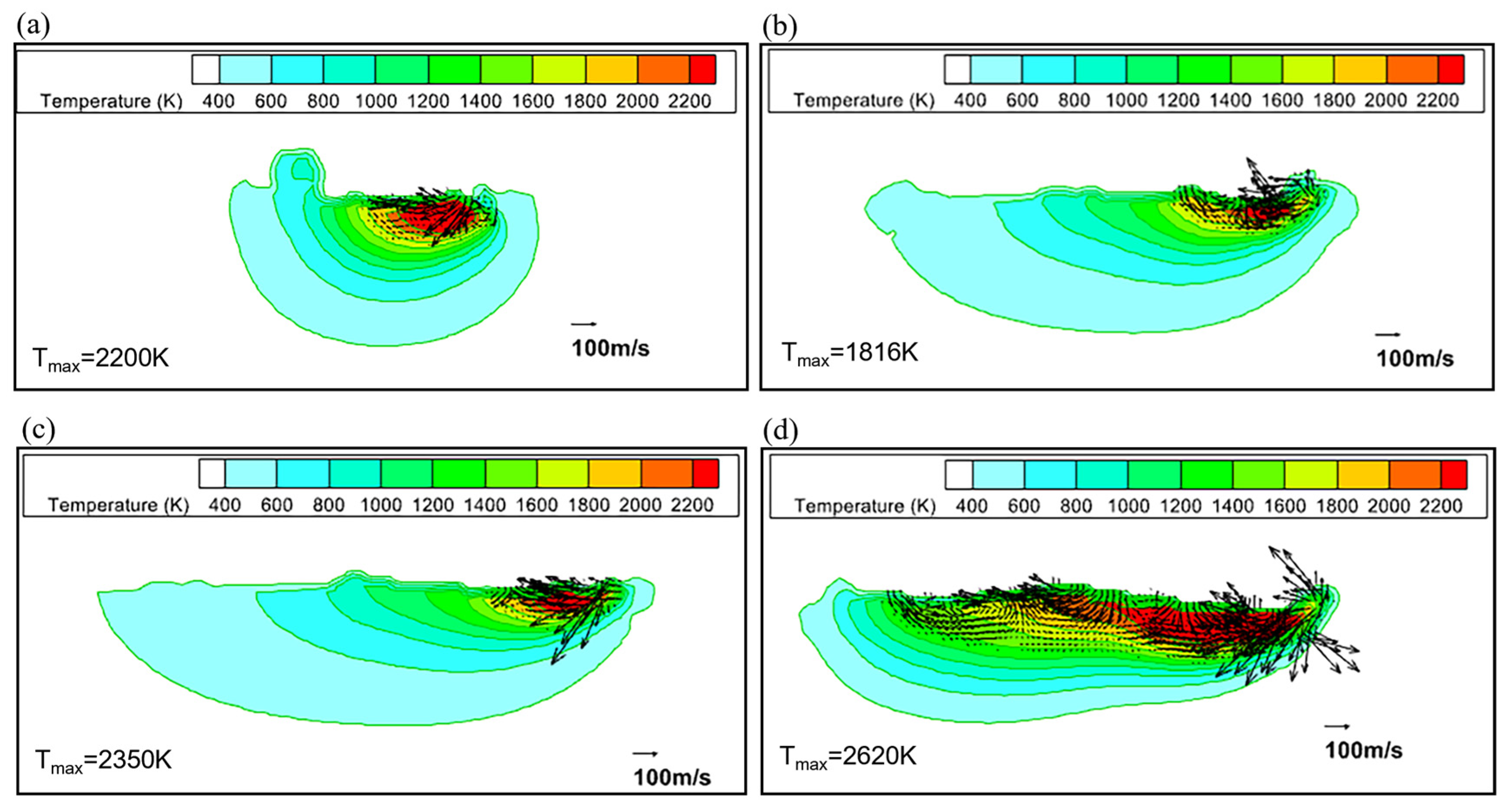
3.2. Characteristics of Temperature and Flow Field of Heterogeneous Powder Bed
3.3. Comparison and Discussion
4. Conclusions
- In the Fe–Mn powder SLM process, the excessive accumulation of heat increases the maximum temperature of the melt pool, thus increasing mass loss. The heat-affected zone for the Fe20Mn heterogeneous powder with a higher temperature is large, and it has a different velocity distribution compared with the pre-alloyed powder. At P = 170 W, the predicted peak temperature of the Fe20Mn heterogeneous powder melt pool is higher than that of the pre-alloyed powder, and the difference is up to nearly 400 K.
- For Fe and Mn elemental powders in the SLM process, the Mn element powder exhibits the broadest heat-affected zone during the SLM process, while the Fe element powder has the narrowest range. The greater mass loss for Mn elemental powder may be related to a wider melt pool with a high temperature and a stronger fluid flow than the Fe element.
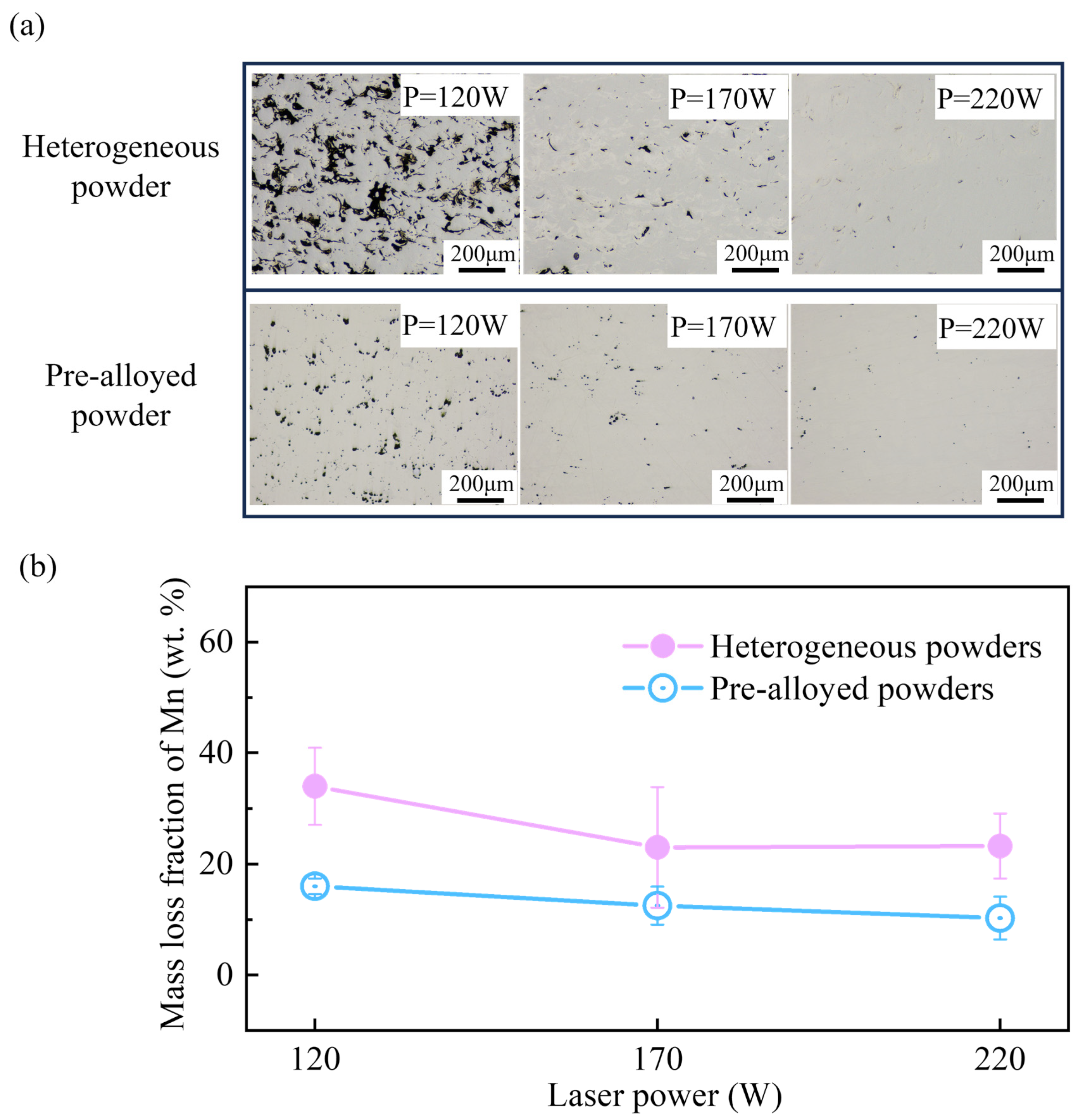
- For Fe20Mn heterogeneous powders, the calculated melt pool zone is large with higher temperatures, which shows a more intensive evaporation tendency compared with the Fe20Mn pre-alloyed powders. Experimentally, the mass loss of the Mn element for Fe–Mn heterogeneous powders is significantly greater than the pre-alloyed powders in the SLM process for different laser powders, up to 17 wt.% at P = 120 KW. This tendency from the experiment results is in good agreement with the numerical analysis of the effect of evaporation behavior of the Fe–Mn heterogeneous powder in the SLM process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gong, G.H.; Ye, J.J.; Chi, Y.M.; Zhao, Z.H.; Wang, Z.F.; Xia, G.; Du, X.Y.; Tian, H.F.; Yu, H.J.; Chen, C.Z. Research status of laser additive manufacturing for metal: A review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Küng, V.E.; Scherr, R.; Markl, M.; Körner, C. Multi-material model for the simulation of powder bed fusion additive manufacturing. Comput. Mater. Sci. 2021, 194, 110415. [Google Scholar] [CrossRef]
- Sun, Z.; Chueh, Y.H.; Li, L. Multiphase mesoscopic simulation of multiple and functionally gradient materials laser powder bed fusion additive manufacturing processes. Addit. Manuf. 2020, 35, 101448. [Google Scholar] [CrossRef]
- Sing, S.L.; Huang, S.; Goh, G.D.; Goh, G.L.; Tey, C.F.; Tan, J.H.K.; Yeong, W.Y. Emerging metallic systems for additive manufacturing: In-situ alloying and multi-metal processing in laser powder bed fusion. Prog. Mater. Sci. 2021, 119, 100795. [Google Scholar] [CrossRef]
- Li, H.G.; Fu, W.J.; Chen, T.; Huang, Y.J.; Ning, Z.L.; Sun, J.F.; Bai, H.Y.; Dai, X.W.; Fan, H.B.; Ngan, A.H.W. Toward tunable microstructure and mechanical properties in additively manufactured CoCrFeMnNi high entropy alloy. J. Alloys Compd. 2022, 924, 166513. [Google Scholar] [CrossRef]
- Block-Bolten, A.; Eagar, T.W. Metal vaporization from weld pools. Metall. Trans. B 1984, 15, 461–469. [Google Scholar] [CrossRef]
- Jun, J.H.; Choi, C.S. The influence of Mn content on microstructure and damping capacity in Fe–(17~23)%Mn alloys. Mater. Sci. Eng. A 1998, 252, 133–138. [Google Scholar] [CrossRef]
- Fernández-Morales, P.; Echeverrí, L.; Fandiño, E.M.; Gil, A.A.Z. Replication casting and additive manufacturing for fabrication of cellular aluminum with periodic topology: Optimization by CFD simulation. Int. J. Adv. Manuf. Technol. 2023, 126, 1789–1797. [Google Scholar] [CrossRef]
- Magana, A.; Yoshioka, J.; Eshraghi, M.; Allu, P. Multiphysics modeling of thermal behavior, melt pool geometry, and surface topology during laser additive manufacturing. Mater. Des. 2022, 219, 110831. [Google Scholar] [CrossRef]
- Charles, A.; Bayat, M.; Elkaseer, A.; Thijs, L.; Hattel, J.H.; Scholz, S. Elucidation of dross formation in laser powder bed fusion at down-facing surfaces: Phenomenon-oriented multiphysics simulation and experimental validation. Addit. Manuf. 2022, 50, 102551. [Google Scholar] [CrossRef]
- Wu, Y.C.; San, C.H.; Chang, C.H.; Lin, H.J.; Marwan, R.; Baba, S.; Hwang, W.S. Numerical modeling of melt-pool behavior in selective laser melting with random powder distribution and experimental validation. J. Mater. Process. Technol. 2018, 254, 72–78. [Google Scholar] [CrossRef]
- Rauniyar, S.K.; Chou, K. Melt Pool Analysis and Mesoscale Simulation of Laser Powder Bed Fusion Process (L-PBF) with Ti-6Al-4V Powder Particles. JOM 2019, 71, 938–945. [Google Scholar] [CrossRef]
- Shrestha, S.; Chou, K. Mesoscopic simulation model to predict temperature distribution and melt Pool size during selective laser scanning. In Proceedings of the International Manufacturing Science and Engineering Conference, College Station, TX, USA, 18–22 June 2018. [Google Scholar]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A. Laser powder-bed fusion additive manufacturing: Effects of main physical processes on dynamical melt flow and pore formation from mesoscopic powder simulation. arXiv 2015, arXiv:1512.02593. [Google Scholar]
- Dai, D.; Gu, D. Tailoring surface quality through mass and momentum transfer modeling using a volume of fluid method in selective laser melting of TiC/AlSi10Mg powder. Int. J. Mach. Tools Manuf. 2015, 88, 95–107. [Google Scholar] [CrossRef]
- Chen, C.; Gu, D.; Dai, D.; Du, L.; Wang, R.; Ma, C.; Xia, M. Laser additive manufacturing of layered TiB2/Ti6Al4V multi-material parts: Understanding thermal behavior evolution. Opt. Laser Technol. 2019, 119, 105666. [Google Scholar] [CrossRef]
- Hou, Y.Q.; Su, H.; Zhang, H.; Li, F.F.; Wang, X.D.; He, Y.Z.; He, D.P. An integrated simulation model towards laser powder bed fusion in-situ alloying technology. Mater. Des. 2023, 228, 111795. [Google Scholar] [CrossRef]
- Nan, W.; Pasha, M.; Bonakdar, T.; Lopez, A.; Zafar, U.; Nadimi, S.; Ghadiri, M. Jamming during particle spreading in additive manufacturing. Powder Technol. 2018, 338, 253–262. [Google Scholar] [CrossRef]
- Bayat, M.; Mohanty, S.; Hattel, J.H. Multiphysics modelling of lack-of-fusion voids formation and evolution in IN718 made by multi-track/multi-layer L-PBF. Int. J. Heat Mass Transf. 2019, 139, 95–114. [Google Scholar] [CrossRef]
- Liu, J.; Wen, P. Metal vaporization and its influence during laser powder bed fusion process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Chu, J.H.; Bao, Y.P.; Li, X.; Wang, M.; Gao, F. Kinetic study of Mn vacuum evaporation from Mn steel melts. Sep. Purif. Technol. 2021, 255, 117698. [Google Scholar] [CrossRef]
- Siao, Y.-H.; Wen, C.-D. Examination of molten pool with Marangoni flow and evaporation effect by simulation and experiment in selective laser melting. Int. Commun. Heat Mass Transf. 2021, 125, 105325. [Google Scholar] [CrossRef]
- He, Y.Z.; Zhang, H.; Su, H.; Shen, P.; Hou, Y.Q.; Zhou, D. In Situ Alloying of Fe-Cr-Co Permanent Magnet by Selective Laser Melting of Elemental Iron, Chromium and Cobalt Mixed Powders. Metals 2022, 12, 1634. [Google Scholar] [CrossRef]
- Yoshioka, J.; Eshraghi, M. Temporal evolution of temperature gradient and solidification rate in laser powder bed fusion additive manufacturing. Heat Mass Transf. 2022, 59, 1155–1166. [Google Scholar] [CrossRef]
- Zhao, J.H.; Wang, B.B.; Liu, T.; Luo, L.S.; Wang, Y.N.; Zheng, X.N.; Wang, L.; Su, Y.Q.; Guo, J.J.; Fu, H.Z.; et al. Study of in situ formed quasicrystals in Al-Mn based alloys fabricated by SLM. J. Alloys Compd. 2022, 909, 164847. [Google Scholar] [CrossRef]
- Capozzi, L.C.; Sivo, A.; Bassini, E. Powder spreading and spreadability in the additive manufacturing of metallic materials: A critical review. J. Mater. Process. Technol. 2022, 308, 117706. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Mn | Fe | Fe20Mn Pre-Alloy |
|---|---|---|---|
| Melting temperature | 1246 K | 1538 K | 1697 K |
| Boiling temperature | 2061 K | 2750 K | 1716 K |
| Evaporation latent heat [9,22] | 225.9 KJ/mol | 340.9 KJ/mol | 300.0 KJ/mol |
| Melting latent heat [22,23] | 14.0 KJ/mol | 13.8 KJ/mol | 13.2 KJ/mol |
| Thermal conductivity | 7.8 W/(m·K) | 80.0 W/(m·K) | 35.0 W/(m·K) |
| Material | D10/μm | D50/μm | D90/μm | Average Powder Size/μm |
|---|---|---|---|---|
| Fe | 11.98 | 28.42 | 51.12 | 26.80 |
| Mn | 24.50 | 30.15 | 60.48 | 28.12 |
| Fe20Mn pre-alloyed powder | 20.31 | 37.49 | 61.46 | 39.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, X.; Hou, Y.; Liu, H.; Qiu, H.; Li, X. Numerical Simulation of the Evaporation Behavior of Fe-Mn Heterogeneous Powder in Selective Laser Melting Process. Materials 2024, 17, 2029. https://doi.org/10.3390/ma17092029
Ma X, Hou Y, Liu H, Qiu H, Li X. Numerical Simulation of the Evaporation Behavior of Fe-Mn Heterogeneous Powder in Selective Laser Melting Process. Materials. 2024; 17(9):2029. https://doi.org/10.3390/ma17092029
Chicago/Turabian StyleMa, Xilin, Yaqing Hou, Heping Liu, Hao Qiu, and Xiaoqun Li. 2024. "Numerical Simulation of the Evaporation Behavior of Fe-Mn Heterogeneous Powder in Selective Laser Melting Process" Materials 17, no. 9: 2029. https://doi.org/10.3390/ma17092029
APA StyleMa, X., Hou, Y., Liu, H., Qiu, H., & Li, X. (2024). Numerical Simulation of the Evaporation Behavior of Fe-Mn Heterogeneous Powder in Selective Laser Melting Process. Materials, 17(9), 2029. https://doi.org/10.3390/ma17092029