
Experimental Study on the Compressive Behavior of Fiber-Reinforced Ceramsite Concrete

Abstract
1. Introduction
2. Research Preparation Process
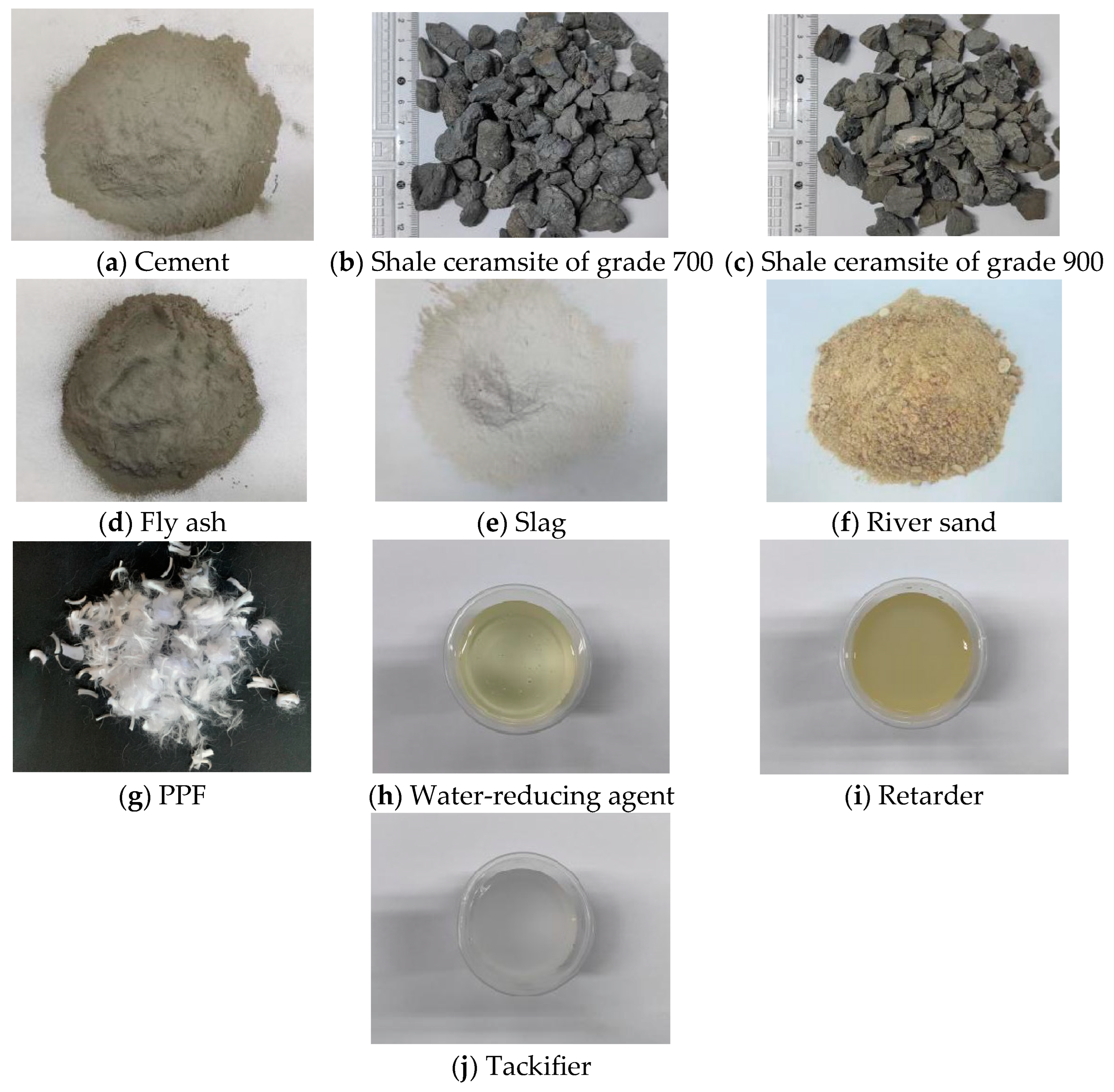
2.1. Test Raw Materials
- (1)
- Cement
- (2)
- Coarse aggregate
- (3)
- Fine aggregate
- (4)
- Mineral admixtures
- (5)
- Fiber
- (6)
- Admixtures
2.2. Preparation Process
- (1)
- Aggregate prewetting. The ceramsite was soaked 24 h in advance, and the surface moisture was drained 30 min before the preparation of concrete. The test showed that the 24 h soaking can make the ceramsite saturated by water absorption. As a result, the weight of saturated ceramsite increases, reducing the density disparity between the ceramsite and the slurry. At the same time, saturated ceramsite can form a “reservoir” inside the concrete, effectively improving the microstructure of the interface area and reducing the early shrinkage of the concrete [20].
- (2)
- Adjust the sand ratio. An increase in the sand ratio augments the specific surface area of the slurry, resulting in increased slurry viscosity to a certain extent, which hinders the floating of ceramsite. However, an excessive sand ratio will elevate the bulk density of the mortar, increasing the density difference between the aggregate and the mortar, and leading to the segregation of the mixture. Based on the comprehensive dry density, compressive strength, slump, and other indicators of the test, the preferred sand rates for LC20, LC30, and LC40 were 38%, 36%, and 36%, respectively.
- (3)
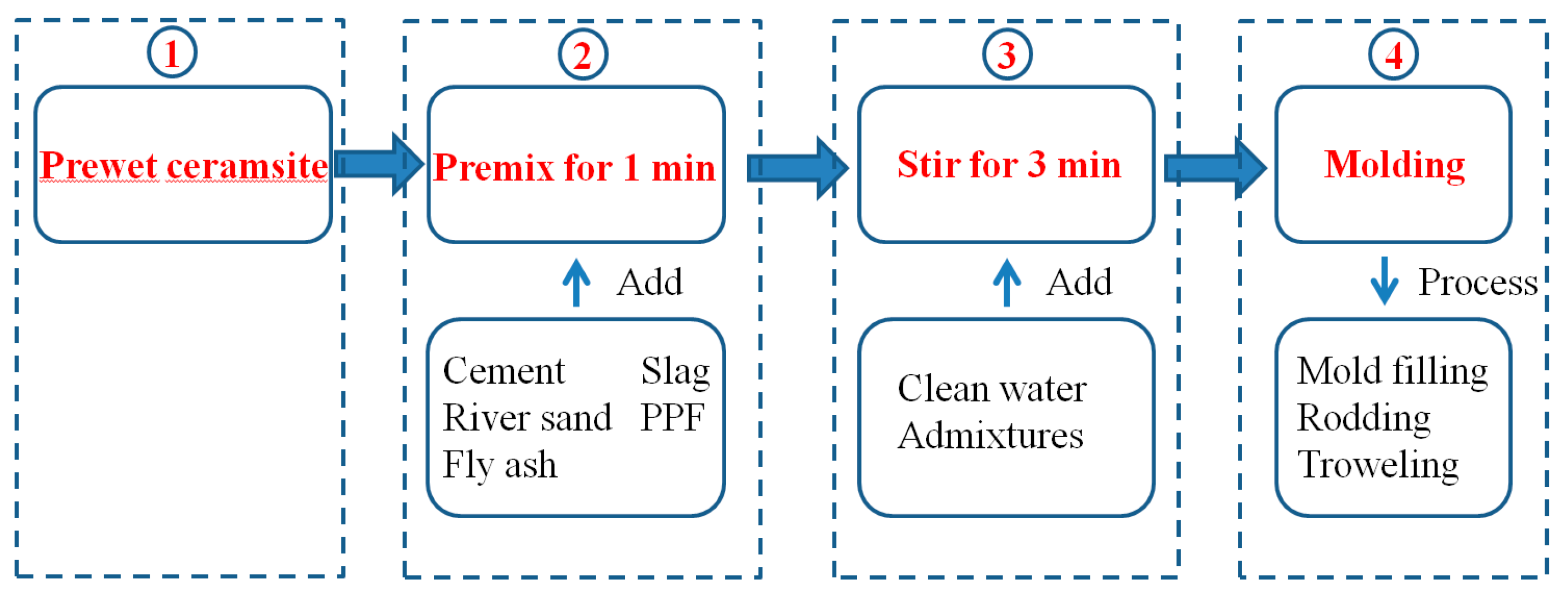
- Raw material mixing. Firstly, the aggregate, cementitious material, and polypropylene fiber are pre-mixed. The aggregate includes sand and pre-wetted ceramsite, while the cementitious material includes cement, fly ash, and slag. The fiber is dispersed within the aggregate and pre-mixed for 1 min to create a dry mixture. The air-entraining agent is mixed with water and then added to the mixer. The mixture is subjected to 3 min of mixing to produce the concrete mixture. The uniformly small bubbles produced by the air-entraining agent during mixing can reduce the density of the slurry, decrease the floating rate of the aggregate, and also bring the microsphere effect and improve the workability of the mixture [20]. Additionally, the fiber, supported by three-dimensional chaos within the slurry, can increase the resistance of ceramsite to float in the slurry.
- (4)
- Strictly control the length of insertion and vibration. After the ceramsite concrete is poured into the mold, the ceramsite concrete is fully inserted along the four inner walls of the mold, and each inner wall is inserted 7–8 times; after the insertion is completed, the mold is placed on the vibration table for vibration twice, with each vibration lasting for 5 s, and the surface of the specimen is leveled after two vibrations.
3. Experimental Study
3.1. Specimen Design
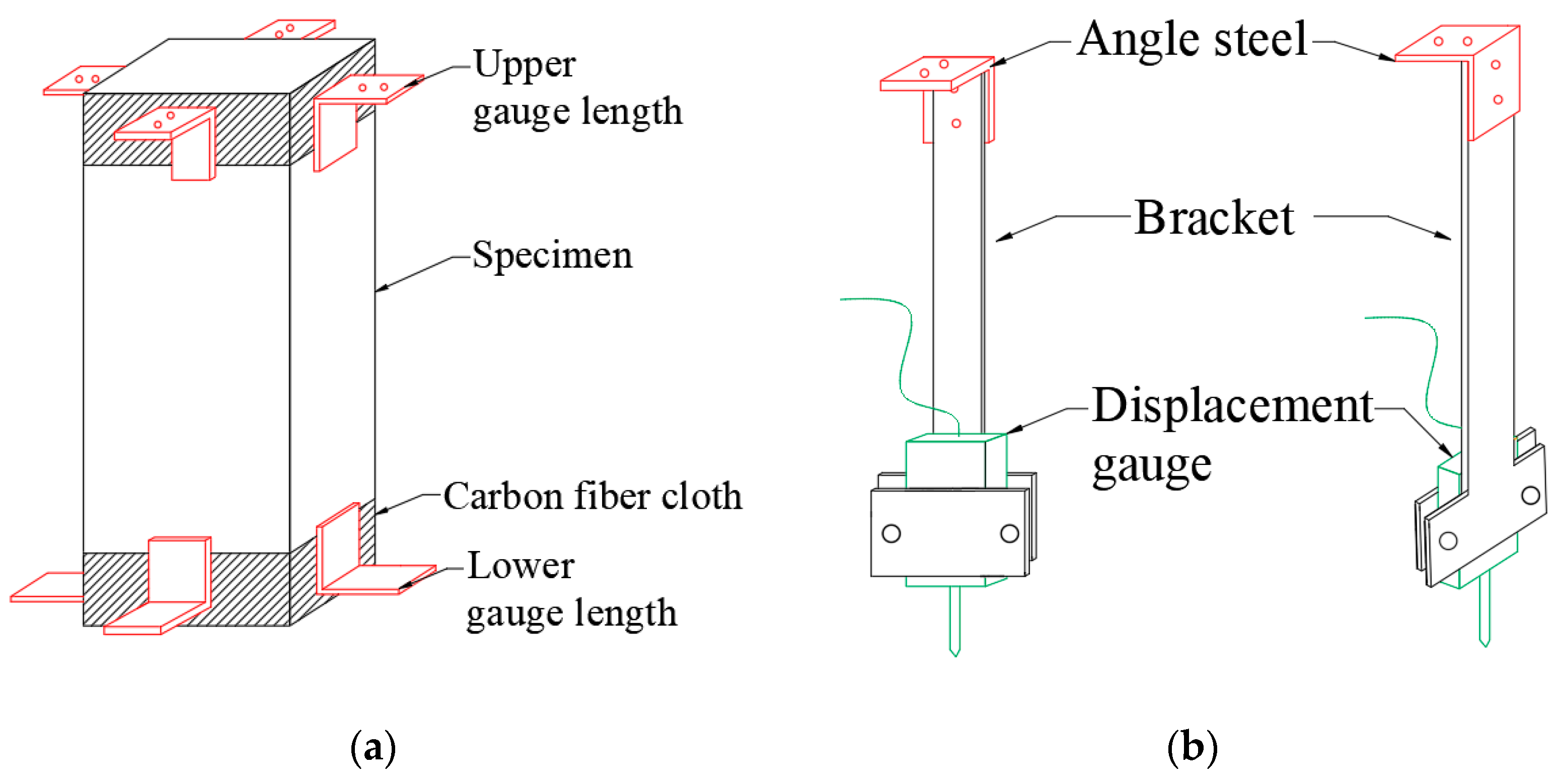
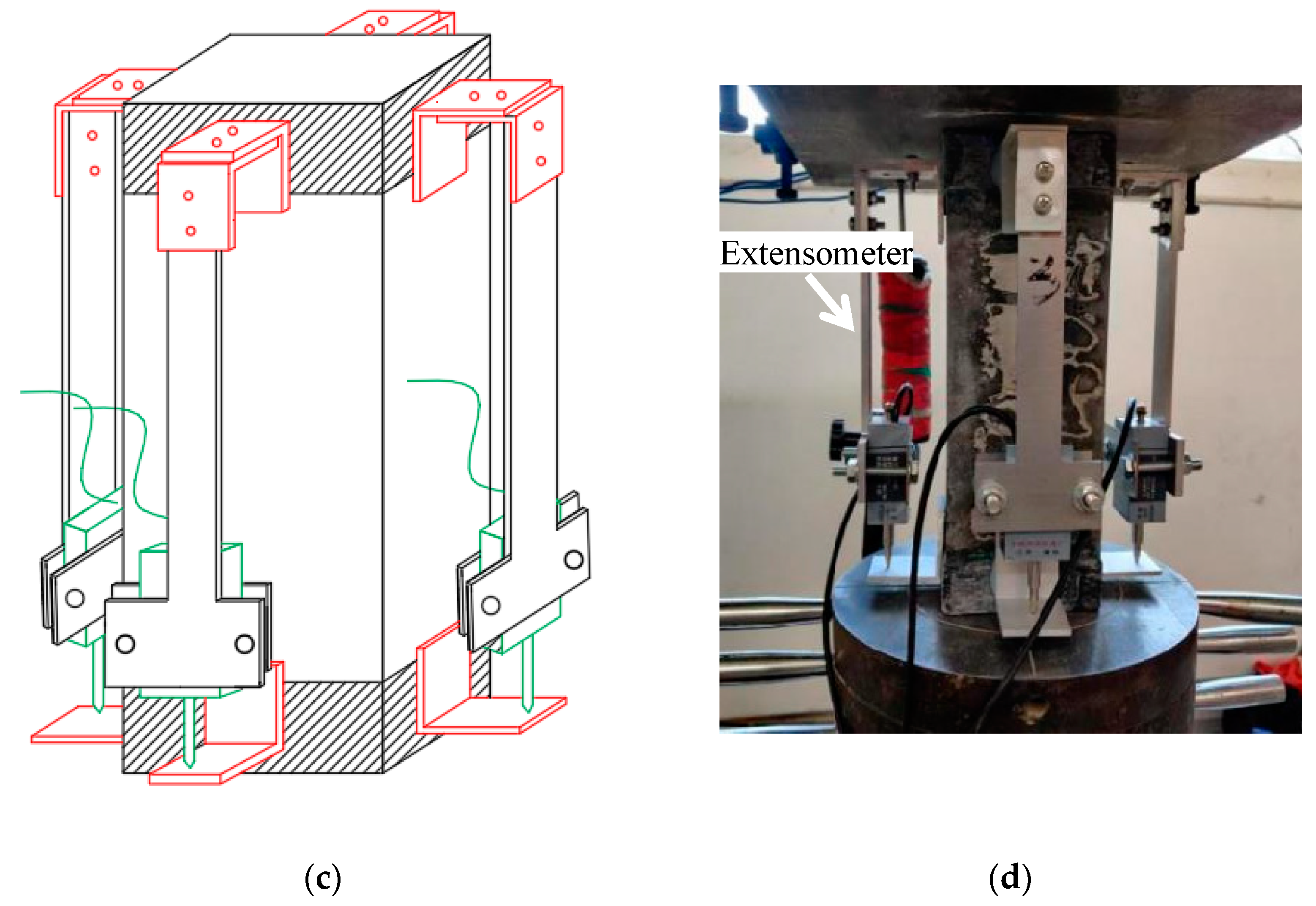
3.2. Test Method
4. Test Results and Analysis
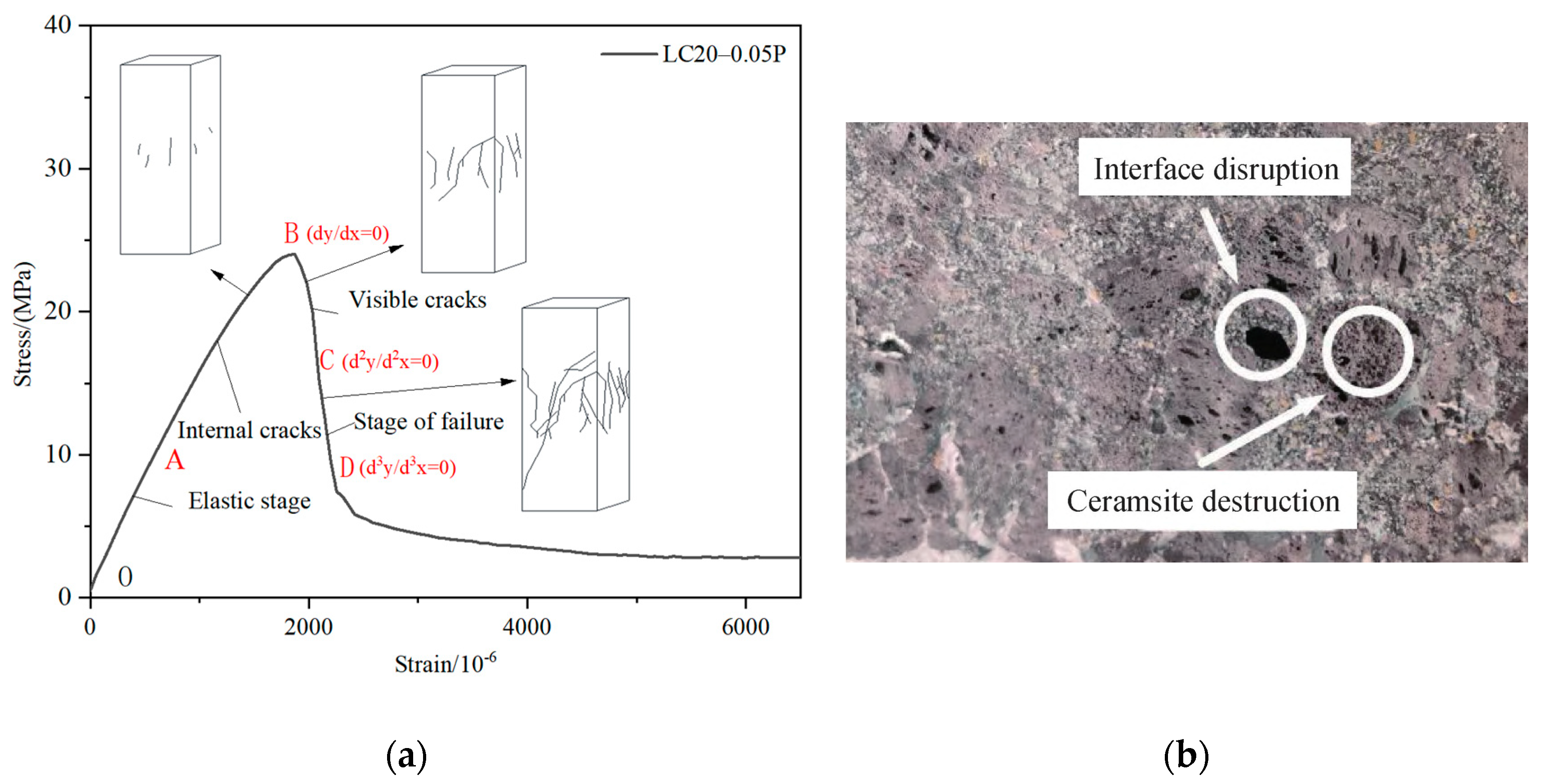
4.1. Failure Pattern
4.2. Analysis of the Influencing Factors of the Characteristic Points of the Stress–Strain Curve
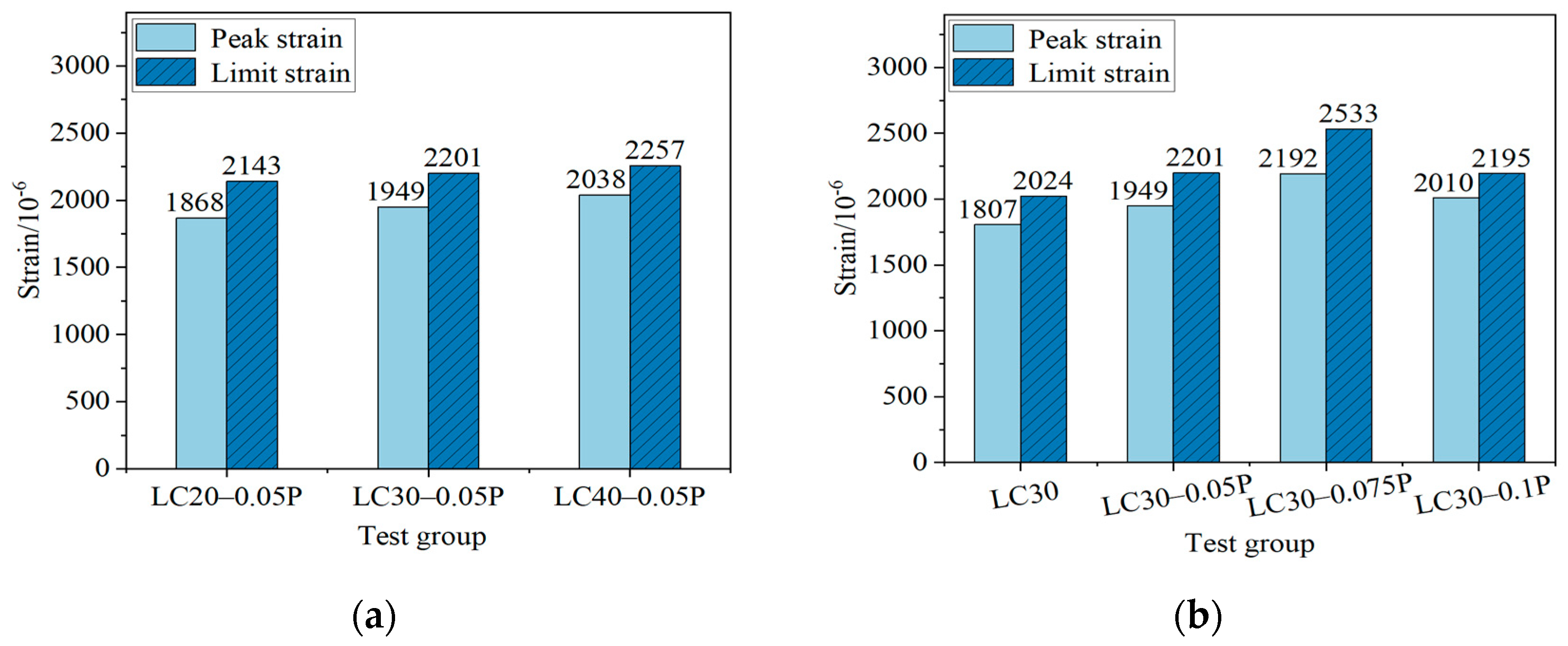
4.2.1. Peak Strain and Ultimate Strain
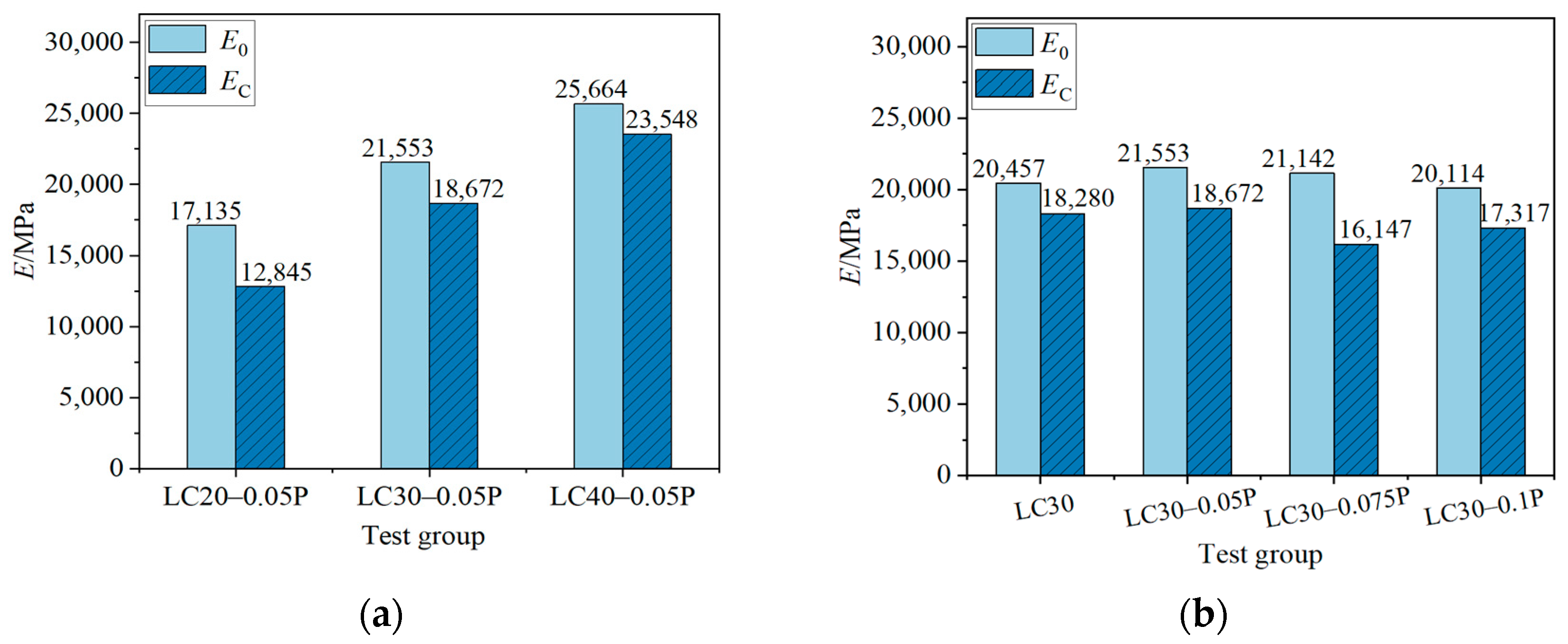
4.2.2. Initial Elastic Modulus and Secant Modulus
5. Uniaxial Compression Stress–Strain Relationship Model
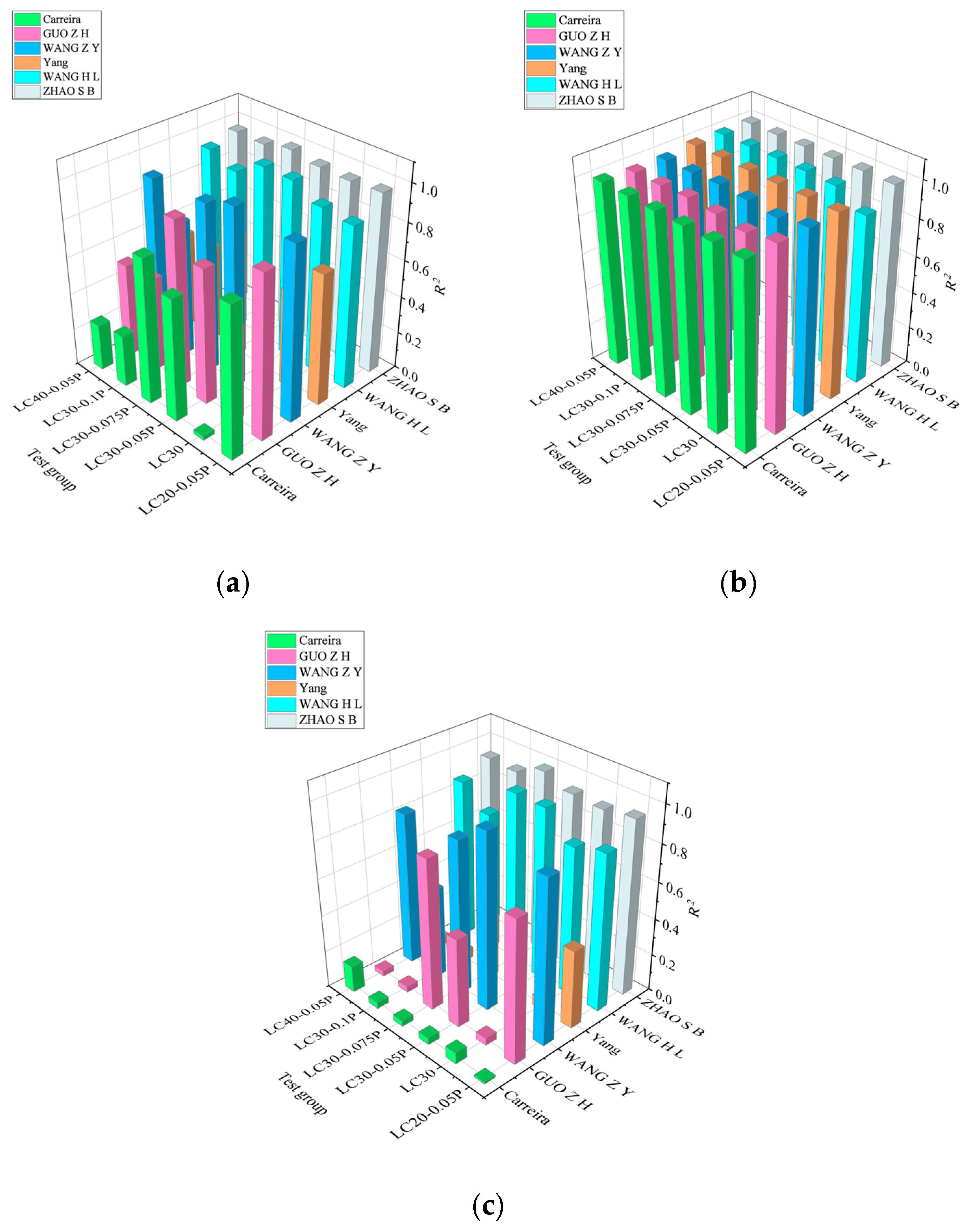
5.1. Comparative Analysis of Models
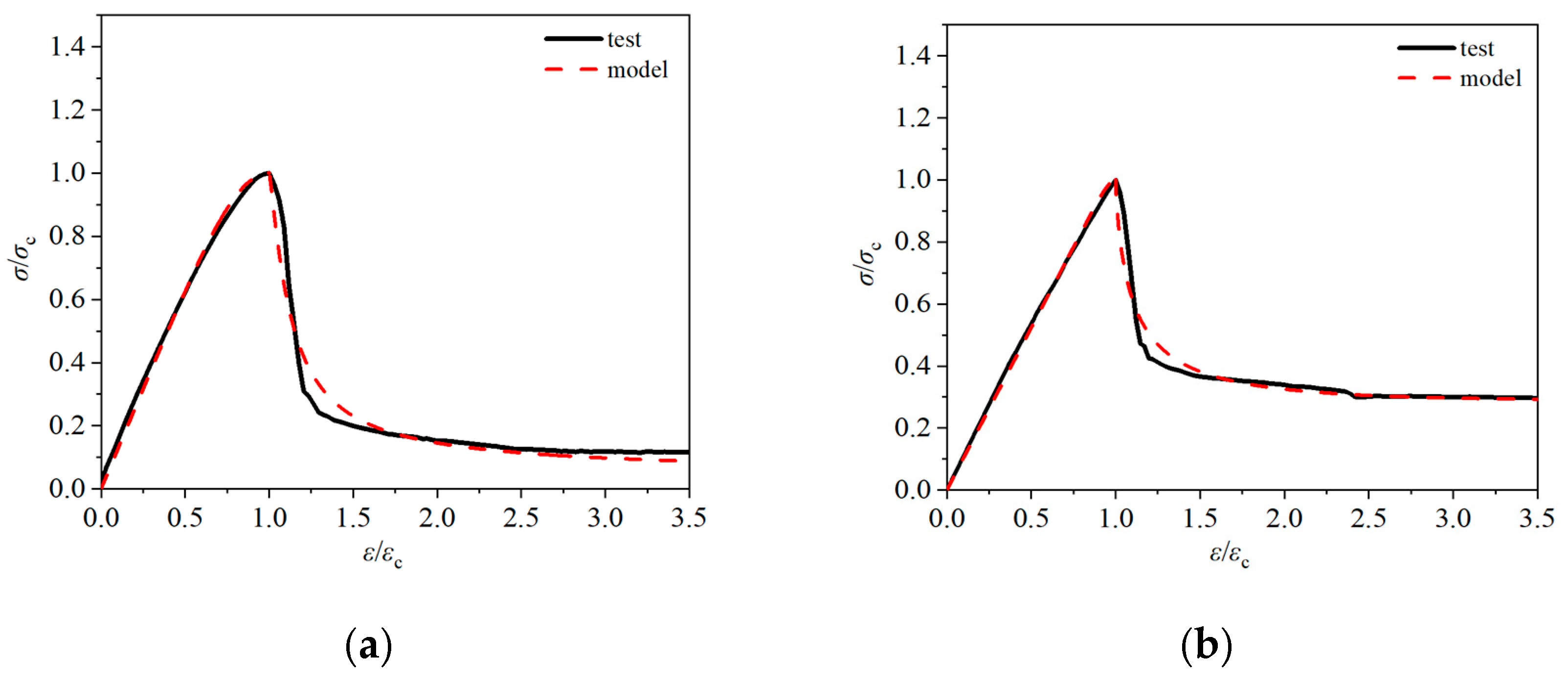
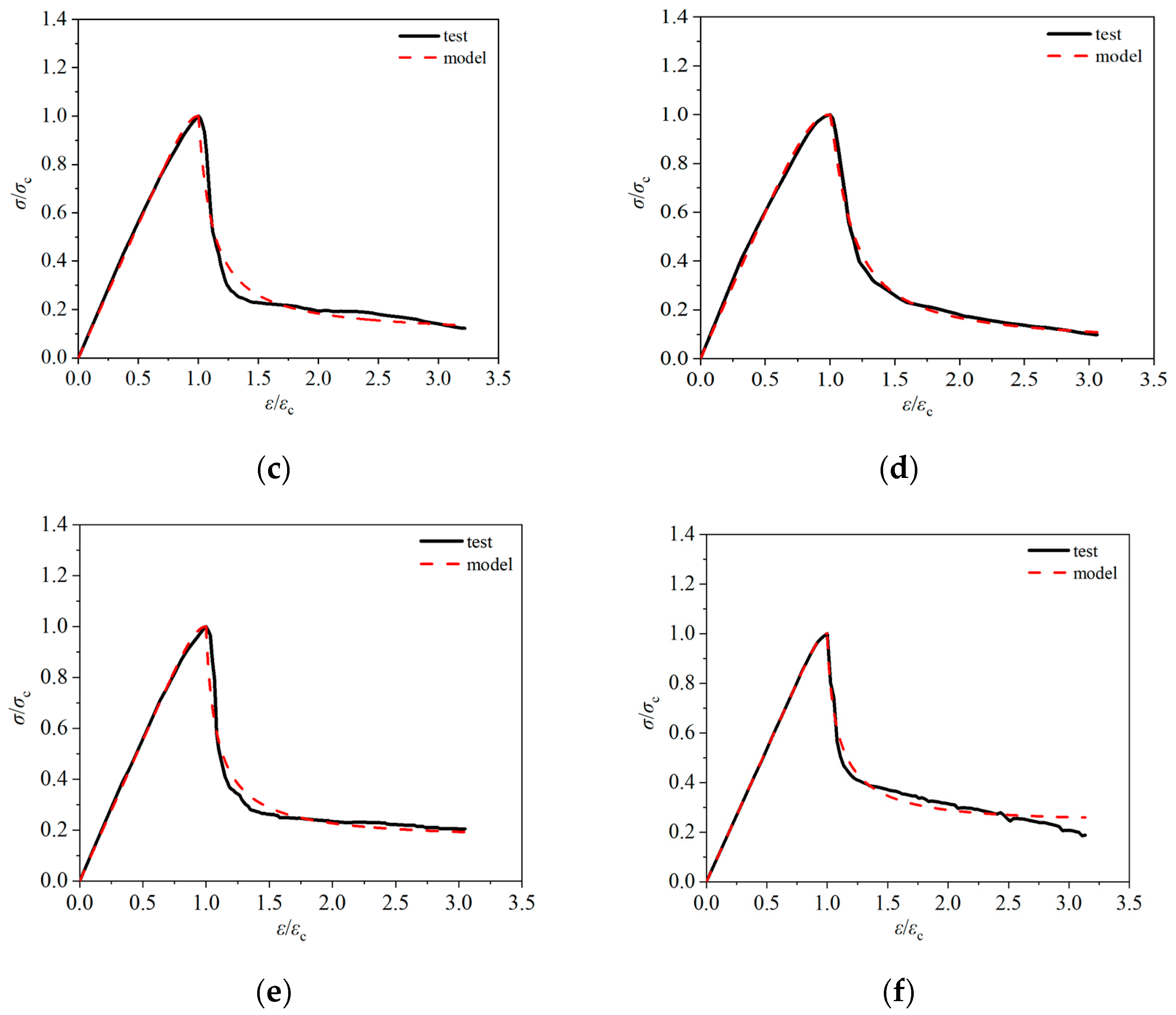
5.2. Model Updating
6. Conclusions
- (1)
- The preparation process of fiber-reinforced ceramsite concrete has been optimized. Based on the requirement of the uniformity of ceramsite concrete mixtures, by controlling the particle size and shape of ceramsite; pre-wetting the ceramsite; adding mineral admixtures, water-reducing agents, thickening agents, and polypropylene fibers; and adjusting the vibration-forming process, the problem of “aggregate floating” in ceramsite concrete has been effectively improved, and the material uniformity has been enhanced.
- (2)
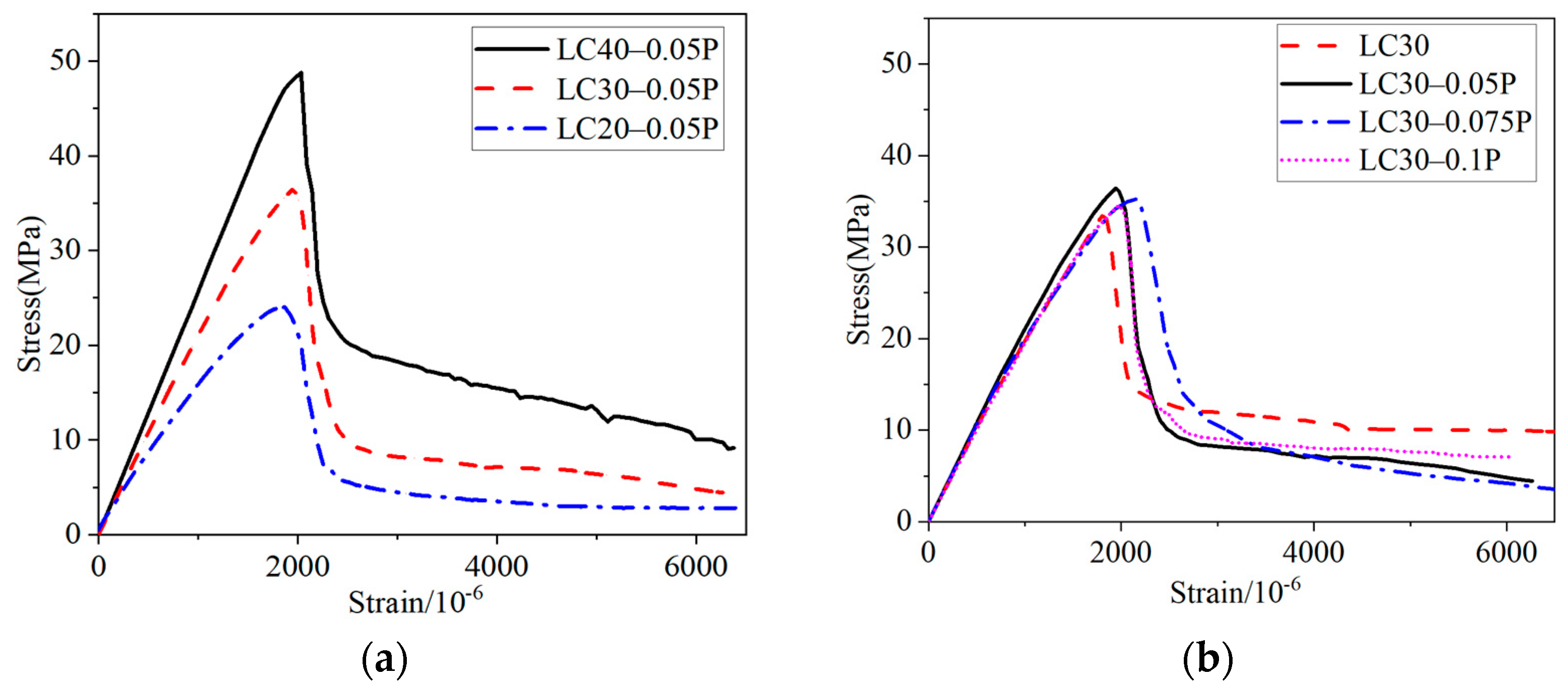
- As the polypropylene fiber content increases, the peak stress σc in the compressive stress–strain curve of ceramsite concrete is increased to a certain extent. It reaches its peak when the fiber volume content is 0.05%, with an increase of 8.98%. The difference between the initial elastic modulus E0 and the secant modulus Ec increases, and the slope of the descending section of the curve becomes significantly gentler. When the fiber volume content is 0.075%, the peak strain εc and the ultimate strain ε0.5 increase by 21.3% and 25.2%, respectively. This indicates that an appropriate PPF content can better improve the deformation performance of ceramsite concrete before failure, enabling it to have better toughness during the loading process and effectively reducing the risk of brittle failure.
- (3)
- With the increase in the strength grade of PPF-ceramsite concrete, the linear characteristic of the ascending section of the stress–strain curve becomes more significant, the linear-elastic stage is extended, and εc increases. However, at the same time, the slope of the descending section also increases. E0 and Ec increase slightly, and the difference between them gradually decreases. The difference between ε0.5 and εc decreases. This shows that as the strength grade increases, the brittleness of the specimens becomes more obvious.
- (4)
- Based on the measured values, after fitting and comparing with the stress–strain model formulas proposed by six scholars at home and abroad, the model curve of Zhao was selected, and the shape coefficient of its descending section was modified. Subsequently, a segmented correction model expression for the uniaxial compressive stress–strain curve of PPF-ceramsite concrete studied in this paper was proposed. The modified model has a good fit with the full experimental curve of this paper, which can provide an accurate theoretical reference for the deformation research of fiber-reinforced ceramsite concrete components and structures under external loads, and promote the application and development of this material in engineering practice.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, P.; Ge, T.; Wang, X.L. Preparation and performance of LC7.5 lightweight ceramsite concrete. Build. Mater. Dev. Orientat. 2019, 17, 105–208. [Google Scholar]
- Wei, J.Q.; Hu, K.; Meng, X. Study on the performance of single-grade porous ceramsite concrete and its application in prefabricated partition wall. Build. Struct. 2020, 50, 486–490. [Google Scholar]
- Su, L.; Niu, M.; Li, M.; Lu, D.; Guo, P.; Zhuang, L.; Peng, K.; Wang, H. Engineering the mechanical properties of resilient ceramic aerogels. J. Am. Ceram. Soc. 2024, 107, 1468–1480. [Google Scholar] [CrossRef]
- JGJ 12-2016; Technical Specification for Lightweight Aggregate Concrete Structures. China Building Industry Press: Beijing, China, 2006. (In Chinese)
- ACI Committee 318-14; Building Code Requirement for Structural Concrete (ACI 318-14) and Commentary (ACI 318R-14). American Concrete Institute: Farmington Hills, MI, USA, 2014.
- Gong, J.; Zeng, W.; Zhang, W. Influence of shrinkage-reducing agent and polypropylene fiber on shrinkage of ceramsite concrete. Constr. Build. Mater. 2018, 159, 155–163. [Google Scholar] [CrossRef]
- Pivinskii, Y.E. Thinning, plastifying, and strengthening additives as effective modifiers in HCBS and ceramic concrete technology. Refract. Ind. Ceram. 2012, 53, 12–18. [Google Scholar] [CrossRef]
- Shi, F.; Pham, T.M.; Hao, H.; Hao, Y. Post-cracking behaviour of basalt and macro polypropylene hybrid fibre reinforced concrete with different compressive strengths. Constr. Build. Mater. 2020, 262, 120108. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, J.; Du, G.; Li, Y. Synergistic effects of polypropylene fiber and basalt fiber on the mechanical properties of concrete incorporating fly ash ceramsite after freeze-thaw cycles. J. Build. Eng. 2024, 91, 109593. [Google Scholar] [CrossRef]
- Lin, H.; Fan, L.; Zhang, Z.; Yuan, J.; He, H.; Yu, J.; Hu, Z.; Xu, W.; Lin, W.; Yu, K.; et al. Research on axial compressive performance of ceramic concrete reinforced with HTPP fibers. Case Stud. Constr. Mater. 2024, 21, e03412. [Google Scholar] [CrossRef]
- Wan, Y.L.S.D.; Aslani, F.; Ma, G. Lightweight self-compacting concrete incorporating perlite, scoria, and polystyrene aggregates. J. Mater. Civ. Eng. 2018, 30. [Google Scholar]
- JGJ 51-2002; Technical Specification for Lightweight Aggregate Concrete. China Architecture & Building Press: Beijing, China, 2002. (In Chinese)
- Cui, H.Z.; Lo, T.Y.; Memon, S.A.; Xu, W. Effect of lightweight aggregates on the mechanical properties and brittleness oflightweight aggregate concrete. Constr. Build. Mater. 2012, 35, 149–158. [Google Scholar] [CrossRef]
- Hossain, K.M.A. Properties of volcanic pumicebased cement and lightweight concrete. Cem. Concr. Res. 2004, 34, 283–291. [Google Scholar] [CrossRef]
- Mao, J.; Ayuta, K. Freeze-thaw resistance of lightweight concrete and aggregate at different freezing rates. J. Mater. Civ. Eng. 2008, 1, 78–84. [Google Scholar] [CrossRef]
- GB/T 14684; Construction Sand. China Standard Press: Beijing, China, 2011. (In Chinese)
- Sadek, M.M.; Ismail, M.K.; Hassan, A.A.A. Impact resistance and mechanical properties of optimized SCC developed with coarse and fine lightweight expanded slate aggregate. J. Mater. Civ. Eng. 2020, 32, 04020324. [Google Scholar] [CrossRef]
- Longarini, N.; Crespi, P.; Zucca, M.; Giordano, N.; Silvestro, G. The advantages of fly ash use in concrete structures. Inz. Miner. 2014, 15, 141–145. [Google Scholar]
- Aslani, F.; Deghani, A.; Asif, Z. Development of lightweight rubberized geopolymer concrete by using polystyrene and recycled crumb-rubber aggregates. J. Mater. Civ. Eng. 2020, 32, 04019345. [Google Scholar] [CrossRef]
- Bentz, D.P.; Stutzman, P.E. Internal curing and microstructure of high-performance mortars. ACI Spec. Publ. 2008, 256, 81–91. [Google Scholar]
- Nadesan, M.S.; Dinakar, P. Structural concrete using sintered flyash lightweight aggregate: A review. Constr. Build. Mater. 2017, 154, 928–944. [Google Scholar] [CrossRef]
- Bogas, J.A.; Gomes, A. Compressive behavior and failure modes of structural lightweight aggregate concrete-Characterization and strength prediction. Mater. Des. 2013, 46, 832–841. [Google Scholar] [CrossRef]
- Ge, L.; Zhang, Y.; Feng, Z.; Li, H. Study on the mechanical and microscopic properties of steel fiber reinforced reactive powder concrete under different curing methods. J. Build. Eng. 2023, 76, 107436. [Google Scholar] [CrossRef]
- Zeng, Y.; Li, X.; Tang, A.; Zhao, N.; Li, L.; Jia, S. Axial compressive behavior of basalt and polyacrylonitrile fibers reinforced lightweight aggregate concrete with industrial waste ceramsite-Lytag after freeze-thaw cycles. J. Build. Eng. 2023, 76, 107402. [Google Scholar] [CrossRef]
- Yang, K.H. Tests on lightweight concrete deep beams. ACI Struct. J. 2010, 107, 663–670. [Google Scholar]
- Vargas, P.; Restrepo-Baena, O.; Tobon, J.I. Microstructural analysis of interfacial transition zone (ITZ) and its impact onthe compressive strength of lightweight concretes. Constr. Build. Mater. 2017, 137, 381–389. [Google Scholar] [CrossRef]
- Carreira, D.J.; Chu, K.H. Stress-strain relationship for plain concrete in compression. J. Am. Concr. Inst. 1985, 82, 797–804. [Google Scholar]
- Guo, Z.H.; Zhang, X.Q.; Zhang, D.C.; Wang, R.Q. Experimental study on the complete stress-strain curve of concrete. J. Build. Struct. 1982, 3, 1–12. [Google Scholar]
- Wang, Z.Y.; Ding, J.T.; Guo, Y. Stress-strain curve of structural lightweight aggregate concrete. Concrete 2005, 3, 39–41+66. [Google Scholar]
- Yang, K.-H.; Mun, J.-H.; Cho, M.-S.; Kang, T.H.-K. Stress-strain model for various unconfined concretes in compression. Struct. J. 2014, 111, 819–826. [Google Scholar] [CrossRef]
- Wang, H.L.; Zhu, J. Study on compressive constitutive relationship of high performance lightweight aggregate concrete after high temperatur. J. Build. Struct. 2019, 40, 200–209. [Google Scholar]
- Zhao, S.B.; Zhao, M.; Zhang, X. Study on complete stress-strain curves of steel fiber reinforced lightweight aggregate concrete under uniaxial compression. J. Build. Struct. 2019, 40, 181–190. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Cement/kg | Fly Ash/kg | Slag/kg | River Sand/kg | Ceramsite/kg | Water /kg | Water Reducer /% | PPF /% | Retarder /% | Viscosifier/kg |
|---|---|---|---|---|---|---|---|---|---|---|
| LC20-0.05P | 315 | 67.5 | 67.5 | 709 | 536 | 126 | 0.93 | 0.05 | 0.1 | 0.21 |
| LC30 | 425 | 37.5 | 37.5 | 661 | 545 | 125 | 0.60 | 0 | 0.1 | 0.21 |
| LC30-0.05P | 425 | 37.5 | 37.5 | 661 | 545 | 125 | 0.96 | 0.05 | 0.1 | 0.21 |
| LC30-0.075P | 425 | 37.5 | 37.5 | 661 | 545 | 125 | 1.10 | 0.075 | 0.1 | 0.21 |
| LC30-0.1P | 425 | 37.5 | 37.5 | 661 | 545 | 125 | 1.35 | 0.1 | 0.1 | 0.21 |
| LC40-0.05P | 425 | 37.5 | 37.5 | 671 | 788 | 115 | 1.25 | 0.05 | 0.1 | 0 |
| Specimen | Peak Stress σc (MPa) | Peak Strain εc (×10−6) | Limit Strain ε0.5 (×10−6) | Initial Elastic Modulus E0 (MPa) | Secant Modulus Ec (MPa) |
|---|---|---|---|---|---|
| LC20-0.05P | 24.0 | 1868 | 2143 | 17135 | 12845 |
| LC30 | 33.4 | 1807 | 2024 | 20457 | 18280 |
| LC30-0.05P | 36.4 | 1949 | 2201 | 21553 | 18672 |
| LC30-0.075P | 35.4 | 2192 | 2533 | 21142 | 16147 |
| LC30-0.1P | 34.8 | 2010 | 2195 | 20114 | 17317 |
| LC40-0.05P | 48.8 | 2038 | 2257 | 25664 | 23548 |
| Number | Investigator | Expression | Parameter Declaration |
|---|---|---|---|
| 1 | Carreira | β = 1/[1 − (fc/εcEc)], Ec = 10,200 (fc)1/3, εc = (0.71 fc’ + 168) × 10−5, fc is the axial compressive strength of concrete. | |
| 2 | GUO Z H | αa is the ratio of initial elastic modulus to peak secant modulus; αd is related to concrete strength grade and restraint mode, αd ≥ 0. | |
| 3 | WANG Z Y | aa is the ratio of initial elastic modulus to peak secant modulus; αd1, αd2 is related to concrete strength grade and constraint mode. | |
| 4 | Yang | ||
| 5 | WANG H L | α is the ratio of initial elastic modulus to secant elastic modulus; β reflects the trend of the descending section. The larger the value, the steeper the curve. | |
| 6 | ZHAO S B | n = Ecεc/(Ecεc − σc), Ec is elastic modulus, αc and b is the shape coefficient related to the shape of the descending curve. |
| Specimen Group | Ascending Section of Curve | Curve Descending Section | Complete Curves | |||
|---|---|---|---|---|---|---|
| n | R2 | αc | b | R2 | R2 | |
| LC20-0.05P | 4.799 | 0.9956 | 12.5046 | 1.2760 | 0.9459 | 0.9708 |
| LC30 | 23.0821 | 0.9979 | 4.1828 | 0.7870 | 0.9241 | 0.9610 |
| LC30-0.05P | 10.5419 | 0.9982 | 8.9121 | 1.0546 | 0.9356 | 0.9669 |
| LC30-0.075P | 5.9482 | 0.9973 | 9.9690 | 1.2769 | 0.9881 | 0.9927 |
| LC30-0.1P | 10.3536 | 0.9988 | 6.8221 | 0.8790 | 0.9250 | 0.9619 |
| LC40-0.05P | 14.9404 | 0.9997 | 4.9135 | 0.7958 | 0.9361 | 0.9679 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, F.; Li, C.; Wang, X.; Yang, Y.; Liu, H. Experimental Study on the Compressive Behavior of Fiber-Reinforced Ceramsite Concrete. Materials 2025, 18, 862. https://doi.org/10.3390/ma18040862
Gu F, Li C, Wang X, Yang Y, Liu H. Experimental Study on the Compressive Behavior of Fiber-Reinforced Ceramsite Concrete. Materials. 2025; 18(4):862. https://doi.org/10.3390/ma18040862
Chicago/Turabian StyleGu, Fei, Congqi Li, Xin Wang, Yang Yang, and Hushan Liu. 2025. "Experimental Study on the Compressive Behavior of Fiber-Reinforced Ceramsite Concrete" Materials 18, no. 4: 862. https://doi.org/10.3390/ma18040862
APA StyleGu, F., Li, C., Wang, X., Yang, Y., & Liu, H. (2025). Experimental Study on the Compressive Behavior of Fiber-Reinforced Ceramsite Concrete. Materials, 18(4), 862. https://doi.org/10.3390/ma18040862