
Flexural Strength and Surface Properties of 3D-Printed Denture Base Resins—Effect of Build Angle, Layer Thickness and Aging



Abstract
:1. Introduction
2. Materials and Methods
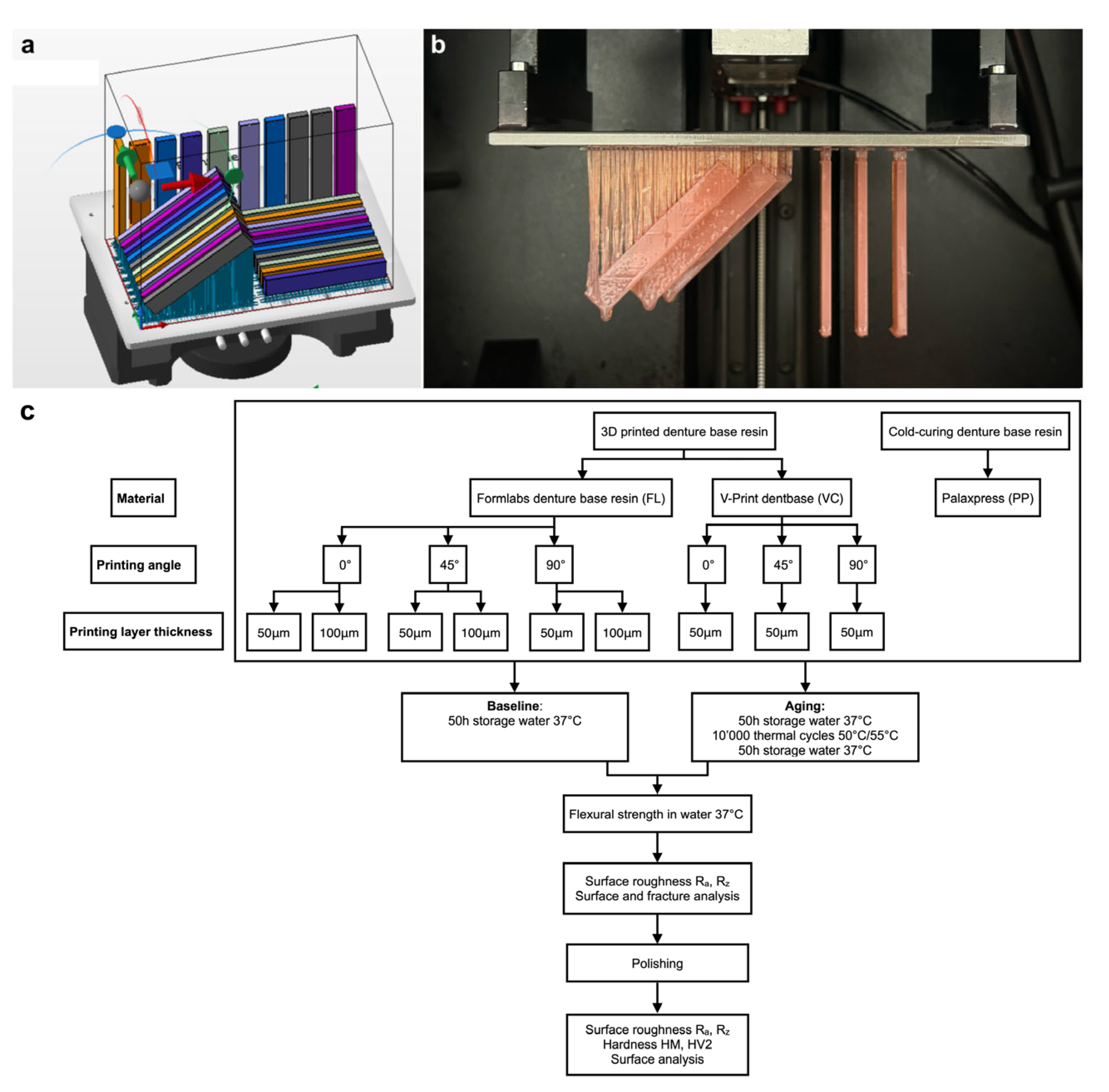
2.1. Specimen Preparation
2.2. Flexural Strength
2.3. Surface Analysis
2.4. Surface Roughness
2.5. Hardness
2.6. Statistical Analysis
3. Results
3.1. Flexural Strength
3.2. Surface Analysis
3.3. Surface Roughness
3.4. Hardness
4. Discussion
5. Conclusions
- The build angle affected the flexural strength of 3D-printed denture base resins, with highest values for material FL printed at a 90° angle and for VC at a 0° angle fulfilling the requirements of ISO 20795-1;
- The printing layer thickness showed no effect on flexural strength values for material FL;
- Thermocyclic aging reduced flexural strength values for printed materials FL and VC, while no significant effect was determined for the conventionally pressed control material PP;
- The conventionally pressed control material PP achieved the highest flexural strength values overall. The flexural strength values of the printed resin denture base materials FL and VC were affected by the printing angle and aging.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| FL | Formlabs Denture Base Resin, 3D-printable denture base resin |
| VC | V-Print dentbase, 3D-printable denture base resin |
| PP | PalaXpress, conventionally pressed denture base resin |
References
- Janeva, N.M.; Kovacevska, G.; Elencevski, S.; Panchevska, S.; Mijoska, A.; Lazarevska, B. Advantages of CAD/CAM versus conventional complete dentures—A review. Open Access Maced. J. Med. Sci. 2018, 6, 1498–1502. [Google Scholar] [CrossRef] [PubMed]
- Baba, N.Z.; Goodacre, B.J.; Goodacre, C.J.; Müller, F.; Wagner, S. CAD/CAM complete denture systems and physical properties: A review of the literature. J. Prosthodont. 2021, 30, 113–124. [Google Scholar] [CrossRef] [PubMed]
- Alghazzawi, T.F. Advancements in CAD/CAM technology: Options for practical implementation. J. Prosthodont. Res. 2016, 60, 72–84. [Google Scholar] [CrossRef] [PubMed]
- Fouda, S.M.; Gad, M.M.; Abualsaud, R.; Ellakany, P.; AlRumaih, H.S.; Khan, S.Q.; Akhtar, S.; al-Qarni, F.D.; Al-Harbi, F.A. Flexural properties and hardness of CAD-CAM denture base materials. J. Prosthodont. 2023, 32, 318–324. [Google Scholar] [CrossRef]
- Abduo, J.; Lyons, K.; Bennamoun, M. Trends in computer-aided manufacturing in prosthodontics: A review of the available streams. Int. J. Dent. 2014, 2014, 783948. [Google Scholar] [CrossRef]
- Van Noort, R. The future of dental devices is digital. Dent. Mater. 2012, 28, 3–12. [Google Scholar] [CrossRef]
- Dimitrova, M.; Corsalini, M.; Kazakova, R.; Vlahova, A.; Chuchulska, B.; Barile, G.; Capodiferro, S.; Kazakov, S. Comparison between conventional PMMA and 3D printed resins for denture bases: A narrative review. J. Compos. Sci. 2022, 6, 87. [Google Scholar] [CrossRef]
- Gad, M.M.; Fouda, S.M. Factors affecting flexural strength of 3D-printed resins: A systematic review. J. Prosthodont. 2023, 32, 96–110. [Google Scholar] [CrossRef]
- Gad, M.M.; Al-Harbi, F.A.; Akhtar, S.; Fouda, S.M. 3D-Printable denture base resin containing SiO2 nanoparticles: An in vitro analysis of mechanical and surface Properties. J. Prosthodont. 2022, 31, 784–790. [Google Scholar] [CrossRef]
- Alshaikh, A.A.; Khattar, A.; Almindil, I.A.; Alsaif, M.H.; Akhtar, S.; Khan, S.Q.; Gad, M.M. 3D-printed nanocomposite denture-base resins: Effect of ZrO2 nanoparticles on the mechanical and surface properties in vitro. Nanomaterials 2022, 12, 2451. [Google Scholar] [CrossRef]
- Lee, W.J.; Jo, Y.H.; Yilmaz, B.; Yoon, H.I. Effect of layer thickness, build angle, and viscosity on the mechanical properties and manufacturing trueness of denture base resin for digital light processing. J. Dent. 2023, 135, 104598. [Google Scholar] [CrossRef] [PubMed]
- Shim, J.S.; Kim, J.E.; Jeong, S.H.; Choi, Y.J.; Ryu, J.J. Printing accuracy, mechanical properties, surface characteristics, and microbial adhesion of 3D-printed resins with various printing orientations. J. Prosthet. Dent. 2020, 124, 468–475. [Google Scholar] [CrossRef] [PubMed]
- Altarazi, A.; Haider, J.; Alhotan, A.; Silikas, N.; Devlin, H. Assessing the physical and mechanical properties of 3D printed acrylic material for denture base application. Dent. Mater. 2022, 38, 1841–1854. [Google Scholar] [CrossRef] [PubMed]
- Zhan, X.; Cao, L.; Xiang, D.; Tang, H.; Xia, D.; Lin, H. Effect of printing orientation on physical and mechanical properties of 3D printing prosthodontic base resin materials. J. Peking. Univ. Health Sci. 2024, 56, 345–351. [Google Scholar]
- Al-Dulaijan, Y.A.; Alsulaimi, L.; Alotaibi, R.; Alboainain, A.; Alalawi, H.; Alshehri, S.; Khan, S.Q.; Alsaloum, M.; AlRumaih, H.S.; Alhumaidan, A.A.; et al. Comparative evaluation of surface roughness and hardness of 3D printed resins. Materials 2022, 15, 6822. [Google Scholar] [CrossRef]
- Bartkowiak, T.; Peta, K.; Królczyk, J.B.; Niesłony, P.; Bogdan-Chudy, M.; Przeszłowski, L.; Trych-Wildner, A.; Wojciechowska, N.; Królczyk, G.M.; Wieczorowski, M. Wetting properties of polymer additively manufactured surfaces—Multiscale and multi-technique study into the surface-measurement-function interactions. Tribol. Int. 2025, 202, 110394. [Google Scholar] [CrossRef]
- Liu, Y.; Bai, W.; Cheng, X.; Tian, J.; Wei, D.; Sun, Y.; Di, P. Effects of printing layer thickness on mechanical properties of 3D-printed custom trays. J. Prosthet. Dent. 2021, 126, 671.e1–671.e7. [Google Scholar] [CrossRef]
- Perea-Lowery, L.; Gibreel, M.; Vallittu, P.K.; Lassila, L. Evaluation of the mechanical properties and degree of conversion of 3D printed splint material. J. Mech. Behav. Biomed. Mater. 2021, 115, 104254. [Google Scholar] [CrossRef]
- Alshamrani, A.A.; Raju, R.; Ellakwa, A. Effect of printing layer thickness and postprinting conditions on the flexural strength and hardness of a 3D-printed resin. Biomed. Res. Int. 2022, 2022, 8353137. [Google Scholar] [CrossRef]
- Morresi, A.L.; D’Amario, M.; Capogreco, M.; Gatto, R.; Marzo, G.; D’Arcangelo, C.; Monaco, A. Thermal cycling for restorative materials: Does a standardized protocol exist in laboratory testing? A literature review. J. Mech. Behav. Biomed. Mater. 2014, 29, 295–308. [Google Scholar] [CrossRef]
- Geiger, V.; Mayinger, F.; Hoffmann, M.; Reymus, M.; Stawarczyk, B. Fracture toughness, work of fracture, flexural strength and elastic modulus of 3D-printed denture base resins in two measurement environments after artificial aging. J. Mech. Behav. Biomed. Mater. 2024, 150, 106234. [Google Scholar] [CrossRef] [PubMed]
- Bieger, V.; Thieringer, F.M.; Fischer, J.; Rohr, N. Fibroblast behavior on conventionally processed, milled, and printed occlusal device materials with different surface treatments. J. Prosthet. Dent. 2023, 129, 939–945. [Google Scholar] [CrossRef] [PubMed]
- Berli, C.; Thieringer, F.M.; Sharma, N.; Müller, J.A.; Dedem, P.; Fischer, J.; Rohr, N. Comparing the mechanical properties of pressed, milled, and 3D-printed resins for occlusal devices. J. Prosthet. Dent. 2020, 124, 780–786. [Google Scholar] [CrossRef]
- ISO 20795-1; Dentistry Base Polymers. Part 1: Denture Base Polymers. International Organization for Standardization: Geneva, Switzerland, 2013. Available online: https://www.iso.org/standard/62277.html (accessed on 23 May 2013).
- Scherer, M.; Al-Haj Husain, N.; Barmak, A.B.; Kois, J.C.; Özcan, M.; Revilla-León, M. Influence of the layer thickness on the flexural strength of aged and nonaged additively manufactured interim dental material. J. Prosthodont. 2023, 32, 68–73. [Google Scholar] [CrossRef] [PubMed]
- AlRumaih, H.S.; Gad, M.M. The effect of 3D printing layer thickness and post-polymerization time on the flexural strength and hardness of denture base resins. Prosthesis 2024, 6, 970–978. [Google Scholar] [CrossRef]
- Prpić, V.; Schauperl, Z.; Ćatić, A.; Dulčić, N.; Čimić, S. Comparison of mechanical properties of 3D-printed, CAD/CAM, and conventional denture base materials. J. Prosthodont. 2020, 29, 524–528. [Google Scholar] [CrossRef]
- Greil, V.; Mayinger, F.; Reymus, M.; Stawarczyk, B. Water sorption, water solubility, degree of conversion, elastic indentation modulus, edge chipping resistance and flexural strength of 3D-printed denture base resins. J. Mech. Behav. Biomed. Mater. 2023, 137, 105565. [Google Scholar] [CrossRef]
- Gale, M.S.; Darvell, B.W. Thermal cycling procedures for laboratory testing of dental restorations. J. Dent. 1999, 27, 89–99. [Google Scholar] [CrossRef]
- Bollen, C.M.; Papaioanno, W.; van Eldere, J.; Schepers, E.; Quirynen, M.; van Steenberghe, D. The influence of abutment surface roughness on plaque accumulation and peri-implant mucositis. Clin. Oral Implants Res. 1996, 7, 201–211. [Google Scholar] [CrossRef]
- Osman, R.B.; Khoder, G.; Fayed, B.; Kedia, R.A.; Elkareimi, Y.; Alharbi, N. Influence of fabrication technique on adhesion and biofilm formation of Candida albicans to conventional, milled, and 3D-printed denture base resin materials: A comparative in vitro study. Polymers 2023, 15, 1836. [Google Scholar] [CrossRef]
- Pagano, S.; Lombardo, G.; Caponi, S.; Costanzi, E.; Di Michele, A.; Bruscoli, S.; Xhimitiku, I.; Coniglio, M.; Valenti, C.; Mattarelli, M.; et al. Bio-mechanical characterization of a CAD/CAM PMMA resin for digital removable prostheses. Dent. Mater. 2021, 37, e118–e130. [Google Scholar] [CrossRef] [PubMed]
- Leggat, P.A.; Kedjarune, U. Toxicity of methyl methacrylate in dentistry. Int. Dent. J. 2003, 53, 126–131. [Google Scholar] [CrossRef] [PubMed]
- Li, P.; Lambart, A.L.; Stawarczyk, B.; Reymus, M.; Spintzyk, S. Postpolymerization of a 3D-printed denture base polymer: Impact of post-curing methods on surface characteristics, flexural strength, and cytotoxicity. J. Dent. 2021, 115, 103856. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Code | Name | Manufacturer | LOT-Nr. | Composition |
|---|---|---|---|---|---|
| Printable denture base resin | FL | Formlabs Denture Base Resin | FormLabs, Somerville, MA, USA | BF20C30O | 55–75 weight% urethane dimethacrylate, 15–25 weight% methacrylate monomers, <0.9 weight% phenyl bis (2,4,6-trimethylbenzoyl)-phosphine oxide |
| Printable denture base resin | VC | V-Print dentbase | VOCO, Cuxhaven, Germany | 2402523 | 50–100% aliphatic urethane dimethacrylate, 25–50% 2,2-bis(4-(2-methacryl-oxyethoxy)phenyl)propane, 5–10% triethylenglycoldimethacrylat, diphenyl(2,4,6), 1-2,5% trimethylbenzoyl)phosphinoxid |
| Cold-curing denture base resin | PP | PalaXpress | Kulzer, Hanau, Germany | M010244 | methyl methacrylate, dimethacrylate, methyl methacrylate-copolymer |
| Material | Build Angle | Layer Thickness | Aging | Flexural Strength (MPa) | HM (N/mm2) | HV2 |
|---|---|---|---|---|---|---|
| FL | 0° | 50 µm | Baseline | 51.0 ± 6.3 | 136 ± 16 | 24.5 ± 1.1 |
| Aging | 37.6 ± 7.1 | 123 ± 15 | 23.5 ± 1.7 | |||
| 100 µm | Baseline | 54.0 ± 9.1 | 131 ± 24 | 23.9 ± 1.8 | ||
| Aging | 49.3 ± 3.6 | 140 ± 10 | 24.6 ± 2.3 | |||
| 45° | 50 µm | Baseline | 63.4 ± 7.6 | 113 ± 34 | 23.3 ± 1.3 | |
| Aging | 56.7 ± 9.7 | 118 ± 20 | 22.0 ± 1.6 | |||
| 100 µm | Baseline | 63.6 ± 12.2 | 126 ± 17 | 21.6 ± 1.8 | ||
| Aging | 48.3 ± 9.9 | 135 ± 13 | 22.4 ± 1.7 | |||
| 90° | 50 µm | Baseline | 71.7 ± 9.1 | 139 ± 19 | 21.9 ± 1.4 | |
| Aging | 51.9 ± 8.1 | 130 ± 18 | 22.0 ± 1.6 | |||
| 100 µm | Baseline | 66.9 ± 6.3 | 121 ± 25 | 21.1 ± 2.0 | ||
| Aging | 43.4 ± 9.0 | 115 ± 26 | 22.1 ± 1.4 | |||
| VC | 0° | 50 µm | Baseline | 69.0 ± 4.6 | 138 ± 11 | 21.7 ± 2.5 |
| Aging | 61.6 ± 7.6 | 141 ± 15 | 22.9 ± 1.8 | |||
| 45° | 50 µm | Baseline | 61.0 ± 5.6 | 132 ± 14 | 21.1 ± 1.9 | |
| Aging | 61.8 ± 13.3 | 126 ± 21 | 22.1 ± 1.4 | |||
| 90° | 50 µm | Baseline | 54.7 ± 6.7 | 133 ± 21 | 21.9 ± 3.7 | |
| Aging | 54.4 ± 15.3 | 135 ± 22 | 22.9 ± 1.8 | |||
| PP | Baseline | 70.5 ± 5.5 | 141 ± 15 | 23.2 ± 0.8 | ||
| Aging | 65.9 ± 6.6 | 150 ± 9 | 23.1 ± 0.8 |
| Factor | DF | SS | MS | F | p-Level |
|---|---|---|---|---|---|
| Three-way ANOVA (all FL) | |||||
| Build angle | 2 | 2821 | 1410 | 19.87 | <0.001 |
| Layer thickness | 1 | 39 | 39 | 0.55 | 0.461 |
| Aging | 1 | 5788 | 5788 | 81.55 | <0.001 |
| Build angle × Layer thickness | 2 | 1106 | 553 | 7.79 | 0.001 |
| Build angle × Aging | 2 | 918 | 459 | 6.46 | 0.002 |
| Layer thickness × Aging | 1 | 10 | 10 | 0.14 | 0.706 |
| Build angle × Layer thickness × Aging | 2 | 403 | 201 | 2.84 | 0.063 |
| Within groups | 108 | 7666 | 71 | ||
| Total | 119 | 18,750 | 158 | ||
| Three-way ANOVA (FL 50 µm, VC 50 µm) | |||||
| Material | 1 | 765 | 765 | 9.68 | 0.002 |
| Build angle | 2 | 711 | 355 | 4.45 | 0.014 |
| Aging | 1 | 1831 | 1831 | 22.95 | <0.001 |
| Material × Build angle | 2 | 4179 | 2090 | 26.18 | <0.001 |
| Material × Aging | 1 | 906 | 906 | 11.35 | 0.001 |
| Build angle × Aging | 2 | 361 | 180 | 2.26 | 0.109 |
| Material × Build angle × Aging | 2 | 275 | 137 | 21.72 | 0.184 |
| Within groups | 108 | 8620 | 80 | ||
| Total | 119 | 17,648 | 148 | ||
| Two-way ANOVA (FL 45° 50 µm, VC 45° 50 µm, PP) | |||||
| Material | 2 | 766 | 383 | 5.39 | 0.007 |
| Aging | 1 | 180 | 180 | 2.53 | 0.118 |
| Material × Aging | 2 | 150 | 75 | 1.05 | 0.356 |
| Within groups | 54 | 3839 | 71 | ||
| Total | 59 | 4934 | 84 | ||
| Material | Build Angle | Layer Thickness | Aging | Before Polishing Ra (µm) | Before Polishing Rz (µm) | After Polishing Ra (µm) | After Polishing Rz (µm) |
|---|---|---|---|---|---|---|---|
| FL | 0° | 50 µm | Baseline | 1.51 ± 0.30 | 17.81 ± 2.55 | 0.25 ± 0.03 | 3.14 ± 0.36 |
| Aging | 1.89 ± 1.39 | 19.63 ± 8.64 | 0.22 ± 0.03 | 2.80 ± 0.49 | |||
| 100 µm | Baseline | 4.44 ± 1.48 | 32.36 ± 8.00 | 0.26 ± 0.05 | 2.97 ± 0.50 | ||
| Aging | 4.37 ± 1.69 | 29.52 ± 8.39 | 0.26 ± 0.03 | 3.19 ± 0.33 | |||
| 45° | 50 µm | Baseline | 2.02 ± 1.41 | 23.13 ± 8.83 | 0.21 ± 0.04 | 2.68 ± 0.50 | |
| Aging | 2.07 ± 2.86 | 22.73 ± 19.75 | 0.21 ± 0.03 | 2.77 ± 0.34 | |||
| 100 µm | Baseline | 4.02 ± 1.54 | 30.64 ± 9.35 | 0.22 ± 0.03 | 2.68 ± 0.35 | ||
| Aging | 4.43 ± 0.96 | 34.46 ± 9.61 | 0.34 ± 0.05 | 3.72 ± 0.50 | |||
| 90° | 50 µm | Baseline | 1.46 ± 0.77 | 18.54 ± 8.00 | 0.22 ± 0.03 | 2.81 ± 0.60 | |
| Aging | 1.39 ± 0.40 | 16.52 ± 3.89 | 0.23 ± 0.03 | 3.05 ± 0.32 | |||
| 100 µm | Baseline | 2.63 ± 1.00 | 24.31 ± 5.21 | 0.23 ± 0.04 | 2.80 ± 0.38 | ||
| Aging | 2.78 ± 0.75 | 22.98 ± 5.01 | 0.22 ± 0.04 | 2.83 ± 1.95 | |||
| VC | 0° | 50 µm | Baseline | 1.70 ± 0.92 | 13.95 ± 7.13 | 0.24 ± 0.04 | 3.39 ± 0.61 |
| Aging | 1.39 ± 0.39 | 10.62 ± 3.03 | 0.18 ± 0.02 | 2.56 ± 0.45 | |||
| 45° | 50 µm | Baseline | 2.55 ± 0.95 | 21.12 ± 5.10 | 0.23 ± 0.05 | 2.83 ± 0.43 | |
| Aging | 1.62 ± 0.74 | 14.00 ± 6.99 | 0.20 ± 0.01 | 2.93 ± 0.76 | |||
| 90° | 50 µm | Baseline | 1.82 ± 0.55 | 15.96 ± 4.23 | 0.20 ± 0.02 | 2.80 ± 0.54 | |
| Aging | 1.81 ± 0.69 | 16.61 ± 6.72 | 0.22 ± 0.02 | 2.78 ± 0.25 | |||
| PP | Baseline | 2.70 ± 0.83 | 31.13 ± 13.98 | 0.13 ± 0.01 | 1.94 ± 0.37 | ||
| Aging | 2.13 ± 0.61 | 19.94 ± 5.37 | 0.16 ± 0.03 | 1.95 ± 0.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fouda, S.; Ji, W.; Gad, M.M.; AlGhamdi, M.A.; Rohr, N. Flexural Strength and Surface Properties of 3D-Printed Denture Base Resins—Effect of Build Angle, Layer Thickness and Aging. Materials 2025, 18, 913. https://doi.org/10.3390/ma18040913
Fouda S, Ji W, Gad MM, AlGhamdi MA, Rohr N. Flexural Strength and Surface Properties of 3D-Printed Denture Base Resins—Effect of Build Angle, Layer Thickness and Aging. Materials. 2025; 18(4):913. https://doi.org/10.3390/ma18040913
Chicago/Turabian StyleFouda, Shaimaa, Wenjie Ji, Mohammed M. Gad, Maram A. AlGhamdi, and Nadja Rohr. 2025. "Flexural Strength and Surface Properties of 3D-Printed Denture Base Resins—Effect of Build Angle, Layer Thickness and Aging" Materials 18, no. 4: 913. https://doi.org/10.3390/ma18040913
APA StyleFouda, S., Ji, W., Gad, M. M., AlGhamdi, M. A., & Rohr, N. (2025). Flexural Strength and Surface Properties of 3D-Printed Denture Base Resins—Effect of Build Angle, Layer Thickness and Aging. Materials, 18(4), 913. https://doi.org/10.3390/ma18040913