

A Study on the Corrosion Behavior of Fe/Ni-Based Structural Materials in Unpurified Molten Chloride Salt

 ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Structural Alloy
2.2. Preparation of Eutectic Salts and Structural Alloy Corrosion Test
2.3. Surface and Cross-Section Treatment for Characterization
3. Results
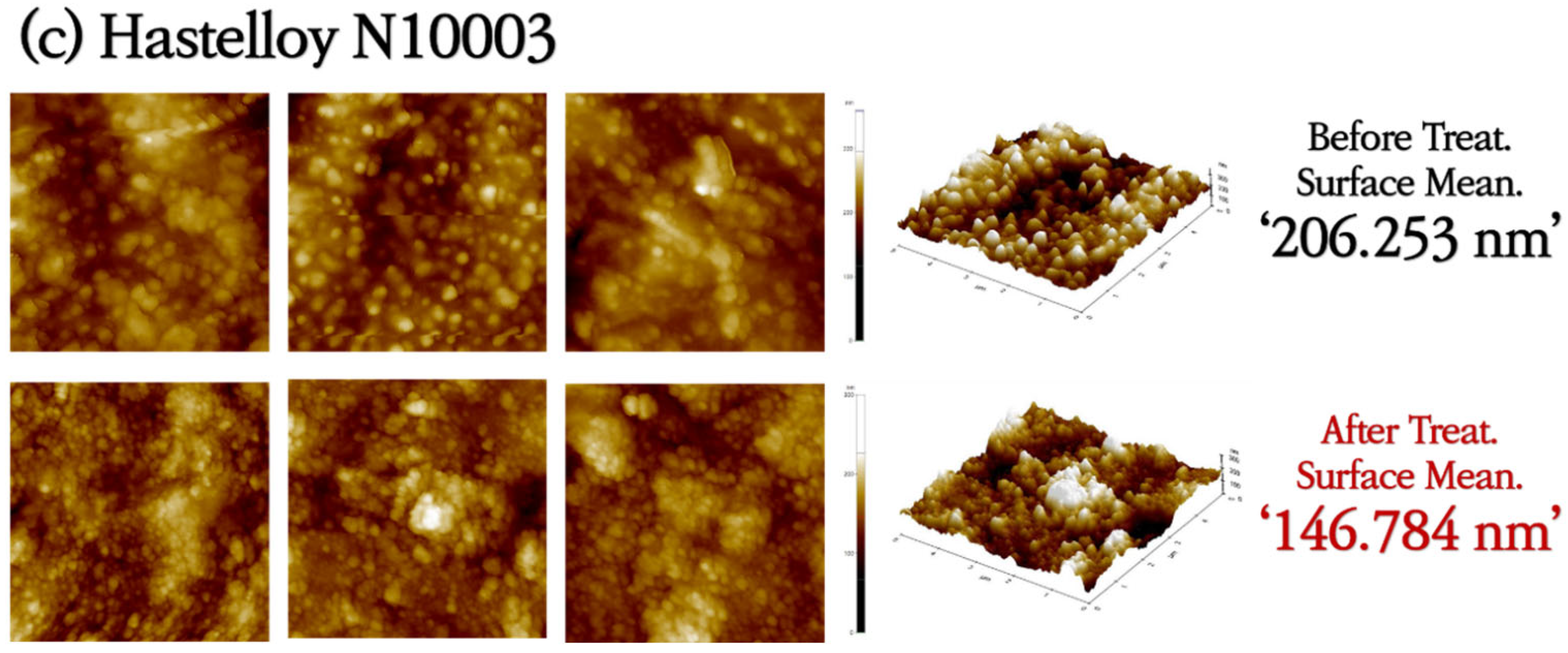
3.1. Analysis of Surface Morphologies and Corrosion Behavior
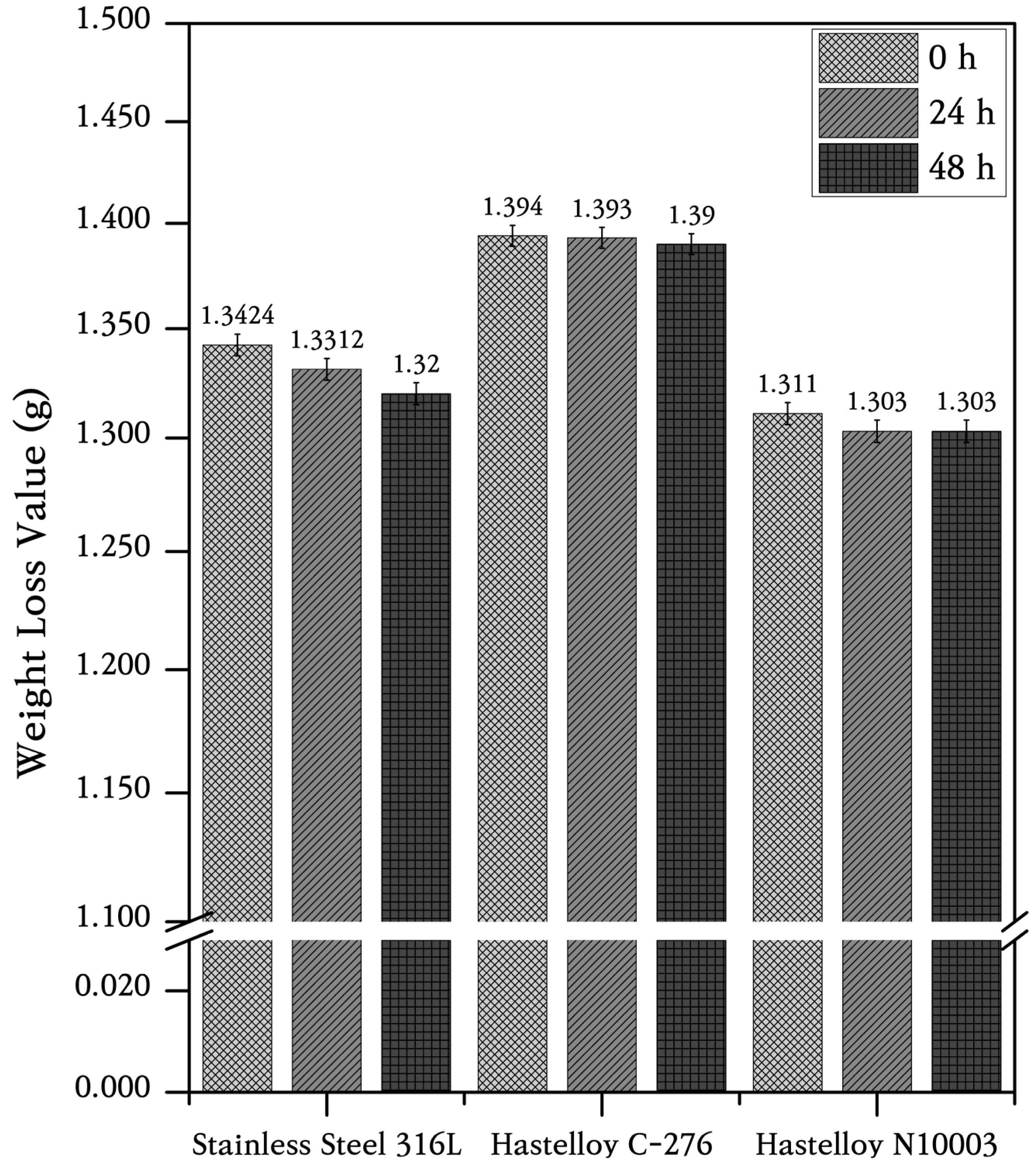
3.2. Corrosion Rate of Structural Materials in ClNaK Salt
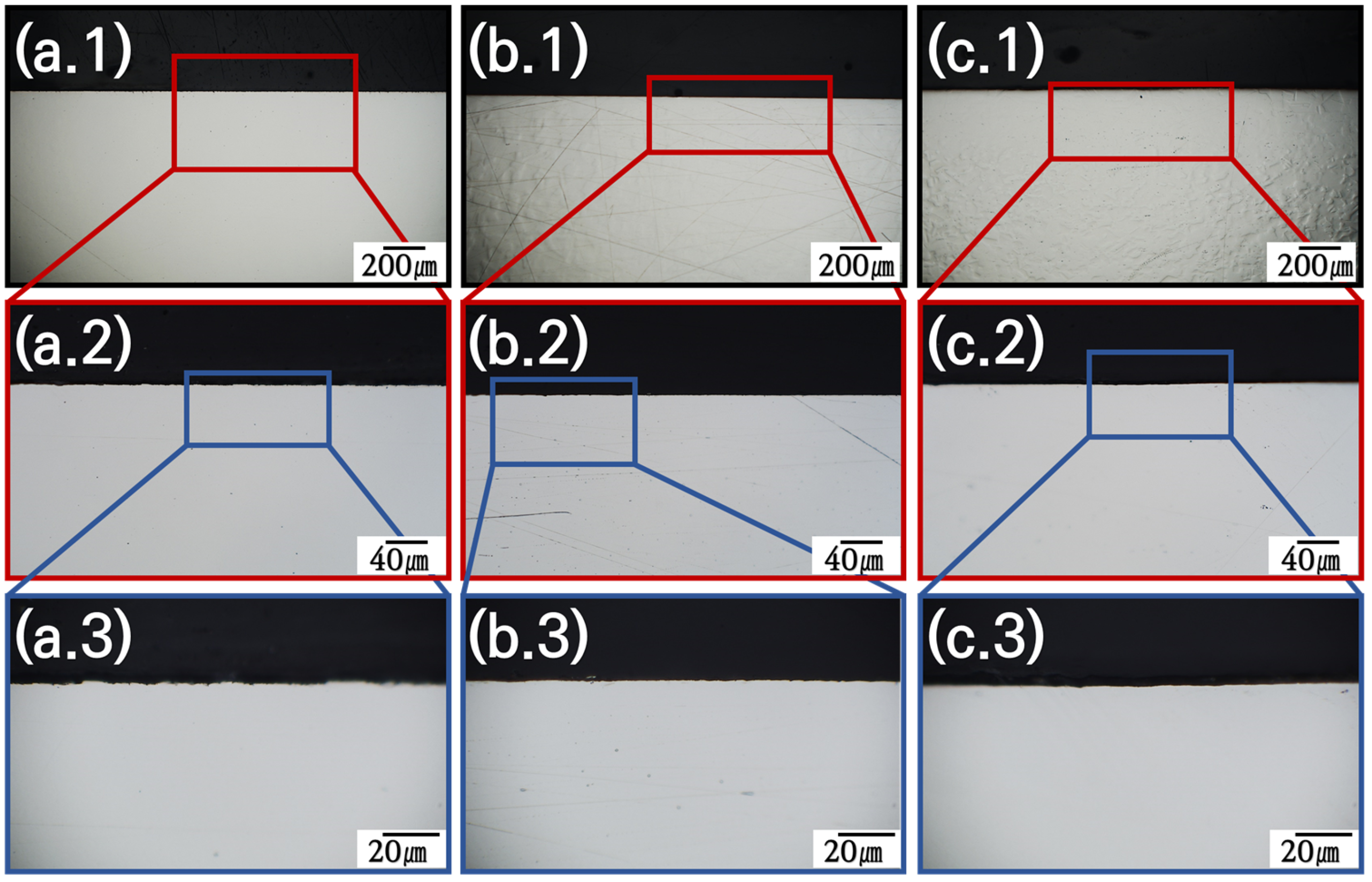
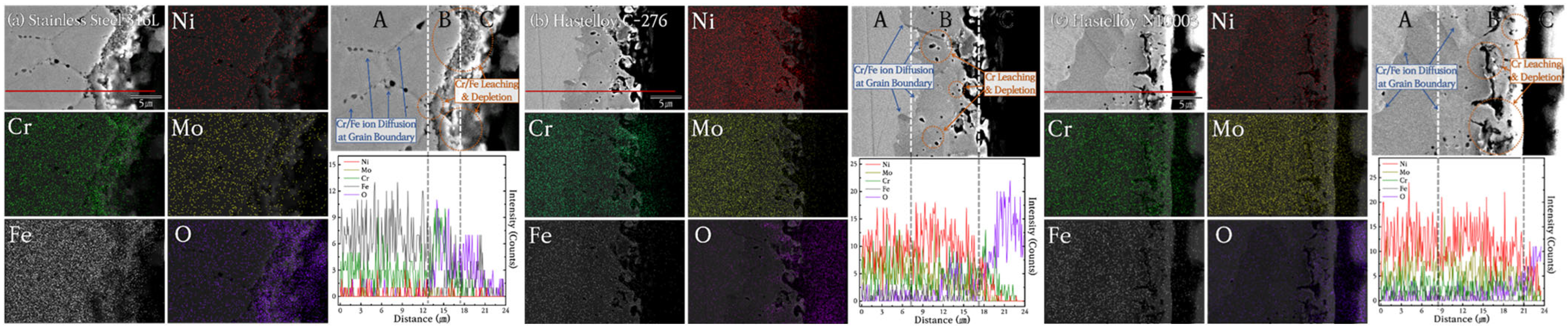
3.3. Cross-Section Invasion of Cl-Based Salt
3.4. Selection of Structural Materials for Cl-Based MSRs
4. Discussion
4.1. Fe-Balance vs. Ni-Balance Alloys
4.2. Cr Structural Materials 16.0 wt% Cr vs. 7.0 wt%
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lenzen, M. Life cycle energy and greenhouse gas emissions of nuclear energy: A review. Energy Convers. Manag. 2008, 49, 2178–2199. [Google Scholar] [CrossRef]
- Buongiorno, J.; Corradini, M.; Parsons, J.; Petti, D. Nuclear energy in a carbon-constrained world: Big challenges and big opportunities. IEEE Power Energy Mag. 2019, 17, 69–77. [Google Scholar] [CrossRef]
- Jo, H.J.; Yeom, H.; Gutierrez, E.; Sridharan, K.; Corradini, M. Evaluation of critical heat flux of ATF candidate coating materials in pool boiling. Nucl. Eng. Des. 2019, 354, 110166. [Google Scholar] [CrossRef]
- Kim, H.G.; Kim, I.H.; Jung, Y.I.; Park, D.J.; Park, J.H.; Yang, J.H.; Koo, Y.H. Progress of surface modified Zr cladding development for ATF at KAERI. In Proceedings of the 2017 Water Reactor Fuel Performance Meeting, Jeju Island, Republic of Korea, 10–14 September 2017; pp. 10–14. [Google Scholar]
- Kim, H.G.; Kim, I.H.; Park, J.Y.; Koo, Y.H. Application of coating technology on zirconium-based alloy to decrease high-temperature oxidation. In Zirconium in the Nuclear Industry: 17th International Symposium; STP 1543; ASTM International: West Conshohocken, PA, USA, 2015; pp. 346–369. [Google Scholar] [CrossRef]
- Kim, H.G.; Yang, J.H.; Kim, W.J.; Koo, Y.H. Development Status of Accident-Tolerant Fuel for Light Water Reactors in Korea. Nucl. Eng. Technol. 2016, 48, 1–15. [Google Scholar] [CrossRef]
- Kim, D.Y.; Lee, Y.N.; Kim, J.H.; Kim, Y.; Yoon, Y.S. Applicability of swaging as an alternative for the fabrication of accident-tolerant fuel cladding. Energies 2020, 13, 3182. [Google Scholar] [CrossRef]
- Kim, J.-W.; Min, H.-W.; Ko, J.; Kim, Y.; Yoon, Y.S. Study of structural stability at high temperature of pseudo-single tube with double layer as an alternative method for accident-tolerant fuel cladding. J. Nucl. Mater. 2022, 566, 153800. [Google Scholar] [CrossRef]
- Xia, S.Q.; Wang, Z.; Yang, T.F.; Zhang, Y. Irradiation Behavior in High Entropy Alloys. J. Iron Steel Res. Int. 2015, 22, 879–884. [Google Scholar] [CrossRef]
- Kim, M.S.; Lee, S.H.; Jung, J.G.; Eah, K. Prediction of grain structure in direct-chill cast Al–Zn–Mg–Cu billets using cellular automaton-finite element method. Prog. Nat. Sci. Mater. Int. 2021, 31, 434–441. [Google Scholar] [CrossRef]
- Tan, L.; Allen, T.R.; Busby, J.T. Grain boundary engineering for structure materials of nuclear reactors. J. Nucl. Mater. 2013, 441, 661–666. [Google Scholar] [CrossRef]
- Lee, H.G.; Kim, D.; Kim, W.J.; Park, J.Y. Reaction–diffusion bonding of CVD SiC using CrAl thin coating layer. J. Korean Ceram. Soc. 2022, 59, 113–123. [Google Scholar] [CrossRef]
- Romatoski, R.R.; Hu, L.W. Fluoride salt coolant properties for nuclear reactor applications: A review. Ann. Nucl. Energy 2017, 109, 635–647. [Google Scholar] [CrossRef]
- Rosenthal, M. An Account of Oak Ridge National Laboratory’s Thirteen Nuclear Reactors. 2010. Available online: http://info.ornl.gov/sites/publications/files/Pub20808.pdf (accessed on 23 March 2020).
- McFarlane, J.; Taylor, P.; Holcomb, D.; Poore, W.P. Review of Hazards Associated with Molten Salt Reactor Fuel Processing Operations. 2019. Available online: www.osti.gov (accessed on 14 June 2020).
- Galashev, A.Y. Molecular dynamics study of ionic diffusion and the FLiNaK salt melt structure. Nucl. Eng. Technol. 2022, 55, 1324–1331. [Google Scholar] [CrossRef]
- Karfidov, E.; Nikitina, E.; Erzhenkov, M.; Seliverstov, K.; Chernenky, P.; Mullabaev, A.; Tsvetov, V.; Mushnikov, P.; Karimov, K.; Molchanova, N.; et al. Corrosion Behavior of Candidate Functional Materials for Molten Salts Reactors in LiF–NaF–KF Containing Actinide Fluoride Imitators. Materials 2022, 15, 761. [Google Scholar] [CrossRef]
- Creasman, S.E.; Pathirana, V.; Chvala, O. Sensitivity study of parameters important to Molten Salt Reactor Safety. Nucl. Eng. Technology 2023, 55, 1687–1707. [Google Scholar] [CrossRef]
- Guo, S.; Zhang, J.; Wu, W.; Zhou, W. Corrosion in the molten fluoride and chloride salts and materials development for nuclear applications. Prog. Mater. Sci. 2018, 97, 448–487. [Google Scholar] [CrossRef]
- Qu, L.; Wang, Q.; Mao, J.; Xu, S.; Zhang, H.; Shi, Z.; Li, X. Study of anti-chlorine corrosion of anion exchange resin based superhydrophobic cement mortar in chloride salt environment. Constr. Build. Mater. 2021, 313, 125540. [Google Scholar] [CrossRef]
- He, Z.; Zhao, H.; Song, J.; Guo, X.; Liu, Z.; Zhong, Y.; Marrow, T.J. Densification of matrix graphite for spherical fuel elements used in molten salt reactor via addition of green pitch coke. Nucl. Eng. Technol. 2022, 54, 1161–1166. [Google Scholar] [CrossRef]
- Sadiq, M.; Wen, F.; Dagestani, A.A. Environmental footprint impacts of nuclear energy consumption: The role of environmental technology and globalization in ten largest ecological footprint countries. Nucl. Eng. Technol. 2022, 54, 3672–3681. [Google Scholar] [CrossRef]
- Capelli, E.; Beneš, O.; Konings, R.J.M. Thermodynamic assessment of the LiF-ThF4-PuF3-UF4 system. J. Nucl. Mater. 2015, 462, 43–53. [Google Scholar] [CrossRef]
- Wang, Y.; Goh, B.; Nelaturu, P.; Duong, T.; Hassan, N.; David, R.; Moorehead, M.; Chaudhuri, S.; Creuziger, A.; Hattrick-Simpers, J.; et al. Accelerated Discovery of Molten Salt Corrosion-Resistant Alloy by High-Throughput Experimental and Modeling Methods Coupled to Data Analytics. arXiv 2021. [Google Scholar] [CrossRef]
- Persdotter, A.; Eklund, J.; Liske, J.; Jonsson, T. Beyond breakaway corrosion—Influence of chromium, nickel and aluminum on corrosion of iron-based alloys at 600 °C. Corros. Sci. 2020, 177, 108961. [Google Scholar] [CrossRef]
- Logan, S.R. The Origin and Status of the Arrhenius Equation. 1982. Available online: https://pubs.acs.org/sharingguidelines (accessed on 23 March 2020).
- Kang, M.J.; Yoon, D.H. Effects of impurities on the slip viscosity and sintered properties of low-soda easy-sintered α-alumina. J. Korean Ceram. Soc. 2022, 59, 595–603. [Google Scholar] [CrossRef]
- Yang, G. Life Cycle Reliability Engineering; Wiley: Hoboken, NJ, USA, 2007. [Google Scholar]
- Sopher, R.; Nixon, J.; Gorecki, C.; Gefen, A. Effects of intramuscular fat infiltration, scarring, and spasticity on the risk for sitting-acquired deep tissue injury in spinal cord injury patients. J. Biomech. Eng. 2011, 133, 021011. [Google Scholar] [CrossRef]
- Peleg, M.; Normand, M.D.; Corradini, M.G. The Arrhenius equation revisited. Crit. Rev. Food Sci. Nutr. 2012, 52, 830–851. [Google Scholar] [CrossRef]
- Li, X.; Zhang, Y.; Yue, B.; Yan, L.; Jiang, T.; Peng, S. Unifying the diffusion coefficients of lanthanides and actinides in binary molten salt mixtures: A data review. J. Mol. Liq. 2020, 297, 112106. [Google Scholar] [CrossRef]
- Phan, T.T.T.; Nguyen, T.D.; Lee, J.S. Vacuum plasma treatment on carbon nanoparticles for highly sensitive square wave voltammetric sensor of heavy metal ions. Synth. Met. 2022, 291, 117203. [Google Scholar] [CrossRef]
- Lee, S.R.; Bae, K.M.; Baek, J.J.; Kang, M.C.; Lee, T.I. Adhesion enhancement between aluminum and butyl rubber by (3-mercaptopropyl) trimethoxy silane for vibration damping plate. J. Adhes. Sci. Technol. 2021, 35, 1114–1124. [Google Scholar] [CrossRef]
- Kondo, M.; Nagasaka, T.; Xu, Q.; Muroga, T.; Sagara, A.; Noda, N.; Ninomiya, D.; Nagura, M.; Suzuki, A.; Terai, T.; et al. Corrosion characteristics of reduced activation ferritic steel, JLF-1 (8.92Cr-2W) in molten salts Flibe and Flinak. Fusion Eng. Des. 2009, 84, 1081–1085. [Google Scholar] [CrossRef]
- Raiman, S.S.; Lee, S. Aggregation and data analysis of corrosion studies in molten chloride and fluoride salts. J. Nucl. Mater. 2018, 511, 523–535. [Google Scholar] [CrossRef]
- Lei, Y.B.; Wang, Z.B.; Zhang, B.; Luo, Z.P.; Lu, J.; Lu, K. Enhanced mechanical properties and corrosion resistance of 316L stainless steel by pre-forming a gradient nanostructured surface layer and annealing. Acta Mater. 2021, 208, 116773. [Google Scholar] [CrossRef]
- Li, X.; Yang, J.; Feng, X.; Hu, Y.; Zou, H.; Zhang, C.; Xiong, L.; Zheng, X.; Liu, Y. Electrochemical performance of porous Ni-Cr-Mo-Cu alloys for hydrogen evolution reactions in alkali solution. Mater. Res. Express 2020, 7, 095505. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Zhang, Y.; Hao, M.; Tu, S.T. Creep rupture behavior of Hastelloy C276-BNi2 brazed joint. Mater. Sci. Eng. A 2018, 711, 223–232. [Google Scholar] [CrossRef]
- Patel, N.S.; Pavlík, V.; Boča, M. High-Temperature Corrosion Behavior of Superalloys in Molten Salts—A Review. Crit. Rev. Solid State Mater. Sci. 2017, 42, 83–97. [Google Scholar] [CrossRef]
- Zhu, H.; Muránsky, O.; Wei, T.; Davis, J.; Budzakoska-Testone, E.; Huang, H.; Drew, M. The effect of applied stress on the high-temperature creep behaviour and microstructure of NiMoCr Hastelloy-N® alloy. Materialia 2021, 16, 101069. [Google Scholar] [CrossRef]
- Danon, A.E.; Muránsky, O.; Karatchevtseva, I.; Zhang, Z.; Li, Z.J.; Scales, N.; Kruzic, J.J.; Edwards, L. Molten salt corrosion (FLiNaK) of a Ni–Mo–Cr alloy and its welds for application in energy-generation and energy-storage systems. Corros. Sci. 2020, 164, 108306. [Google Scholar] [CrossRef]
- Muránsky, O.; Yang, C.; Zhu, H.; Karatchevtseva, I.; Sláma, P.; Nový, Z.; Edwards, L. Molten salt corrosion of Ni-Mo-Cr candidate structural materials for Molten Salt Reactor (MSR) systems. Corros. Sci. 2019, 159, 108087. [Google Scholar] [CrossRef]
- Olson, L.C.; Ambrosek, J.W.; Sridharan, K.; Anderson, M.H.; Allen, T.R. Materials corrosion in molten LiF-NaF-KF salt. J. Fluor. Chem. 2009, 130, 67–73. [Google Scholar] [CrossRef]
- Qiu, J.; Zou, Y.; Yu, G.; Liu, H.; Jia, Y.; Li, Z.; Huai, P.; Zhou, X.; Xu, H. Compatibility of container materials with Cr in molten FLiNaK salt. J. Fluor. Chem. 2014, 168, 69–74. [Google Scholar] [CrossRef]
- D’Souza, B.; Zhuo, W.; Yang, Q.; Leong, A.; Zhang, J. Impurity driven corrosion behavior of HAYNES® 230® alloy in molten chloride Salt. Corros. Sci. 2021, 187, 109483. [Google Scholar] [CrossRef]
- Ding, W.; Gomez-Vidal, J.; Bonk, A.; Bauer, T. Molten chloride salts for next generation CSP plants: Electrolytical salt purification for reducing corrosive impurity level. Sol. Energy Mater. Sol. Cells 2019, 199, 8–15. [Google Scholar] [CrossRef]
- Ouyang, F.Y.; Chang, C.H.; You, B.C.; Yeh, T.K.; Kai, J.J. Effect of moisture on corrosion of Ni-based alloys in molten alkali fluoride FLiNaK salt environments. J. Nucl. Mater. 2013, 437, 201–207. [Google Scholar] [CrossRef]
- Yang, X.; Liu, M.; Gao, Y.; Zhang, D.; Feng, S.; Liu, H.; Yu, G.; Wu, G.; Wang, M.; Zhou, X.; et al. Effect of oxygen on the corrosion of SiC in LiF-NaF-KF molten salt. Corros. Sci. 2016, 103, 165–172. [Google Scholar] [CrossRef]
- Bae, J.H.; Yu, J.M.; Dao, V.H.; Lok, V.; Yoon, K.B. Effects of processing parameters on creep behavior of 316L stainless steel produced using selective laser melting. J. Mech. Sci. Technol. 2021, 35, 3803–3812. [Google Scholar] [CrossRef]
- Yu, J.M.; Dao, V.H.; Yoon, K.B. Investigation of creep behavior of 316L stainless steel produced by selective laser melting with various processing parameters. J. Mech. Sci. Technol. 2020, 34, 3249–3259. [Google Scholar] [CrossRef]
- Cheng, W.J.; Chen, D.J.; Wang, C.J. High-temperature corrosion of Cr-Mo steel in molten LiNO3-NaNO3-KNO3 eutectic salt for thermal energy storage. Sol. Energy Mater. Sol. Cells 2015, 132, 563–569. [Google Scholar] [CrossRef]
- Vignarooban, K.; Pugazhendhi, P.; Tucker, C.; Gervasio, D.; Kannan, A.M. Corrosion resistance of Hastelloys in molten metal-chloride heat-transfer fluids for concentrating solar power applications. Sol. Energy 2014, 103, 62–69. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structural Material/ Element Ratio (wt%) | Stainless Steel 316L (Fe-Based Alloy) | Hastelloy C-276 (Ni-Based Alloy) | Hastelloy N10003
(Ni-Based Alloy) |
|---|---|---|---|
| Fe | Balance | 5.0 | 4.0 |
| Ni | 10.0 | Balance | Balance |
| Cr | 16.0 | 16.0 | 7.0 |
| Mo | 2.0 | 16.0 | 16.0 |
| Mn | 2.0 | 1.0 | 0.8 |
| Si | 0.75 | 0.08 | 1.0 |
| C | 0.03 | 0.01 | 0.06 |
| Cu | - | 0.5 | 0.35 |
| Co | - | 2.5 | 0.02 |
| W | - | 4.0 | 0.5 |
| V | - | 0.35 | 0.5 |
| N | 0.1 | - | - |
| P | 0.045 | - | - |
| S | 0.03 | - | - |
| Ni 2p1 (870 eV) | Cr 2p1 (584 eV) | Mo 3d3 (231 eV) | Fe 2p1 (720 eV) | O 1s (531 eV) | ||
|---|---|---|---|---|---|---|
| Ni 2p3 (853 eV) | Cr 2p3 (575 eV) | Mo 3d5 (228 eV) | Fe 2p3 (707 eV) | |||
| SS316L | Surface (at%) | 11.22 | - | 0.03 | 87.39 | - |
| 0.80 | 0.30 | 0.27 | 0 | |||
| * Bulk (at%) | 4.01 | 0.18 | - | 7.15 | 65.69 | |
| 9.69 | 0.43 | - | 12.86 | |||
| Hastelloy C | Surface (at%) | 3.89 | - | 0.58 | 0.20 | 87.74 |
| 7.16 | 0.21 | - | 0.23 | |||
| Bulk (at%) | 38.86 | 1.15 | 0.28 | - | 18.86 | |
| 36.31 | 1.66 | 0.18 | 2.70 | |||
| Hastelloy N | Surface (at%) | - | 0.06 | - | 7.44 | 84.38 |
| 7.59 | 0.46 | - | 0.08 | |||
| Bulk (at%) | 38.46 | 0.18 | 0.69 | - | 17.22 | |
| 39.22 | 0.27 | 0.19 | 3.76 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, U.; Kim, M.W.; Na, J.; Lee, M.; Kim, S.J.; Kim, D.-J.; Yoon, Y.S. A Study on the Corrosion Behavior of Fe/Ni-Based Structural Materials in Unpurified Molten Chloride Salt. Materials 2025, 18, 1653. https://doi.org/10.3390/ma18071653
Lee U, Kim MW, Na J, Lee M, Kim SJ, Kim D-J, Yoon YS. A Study on the Corrosion Behavior of Fe/Ni-Based Structural Materials in Unpurified Molten Chloride Salt. Materials. 2025; 18(7):1653. https://doi.org/10.3390/ma18071653
Chicago/Turabian StyleLee, Unho, Min Wook Kim, Jisu Na, Mingyu Lee, Sung Joong Kim, Dong-Joo Kim, and Young Soo Yoon. 2025. "A Study on the Corrosion Behavior of Fe/Ni-Based Structural Materials in Unpurified Molten Chloride Salt" Materials 18, no. 7: 1653. https://doi.org/10.3390/ma18071653
APA StyleLee, U., Kim, M. W., Na, J., Lee, M., Kim, S. J., Kim, D.-J., & Yoon, Y. S. (2025). A Study on the Corrosion Behavior of Fe/Ni-Based Structural Materials in Unpurified Molten Chloride Salt. Materials, 18(7), 1653. https://doi.org/10.3390/ma18071653