Stability of Nanocrystalline Spark Plasma Sintered 3Y-TZP

Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Experimental
3. Results
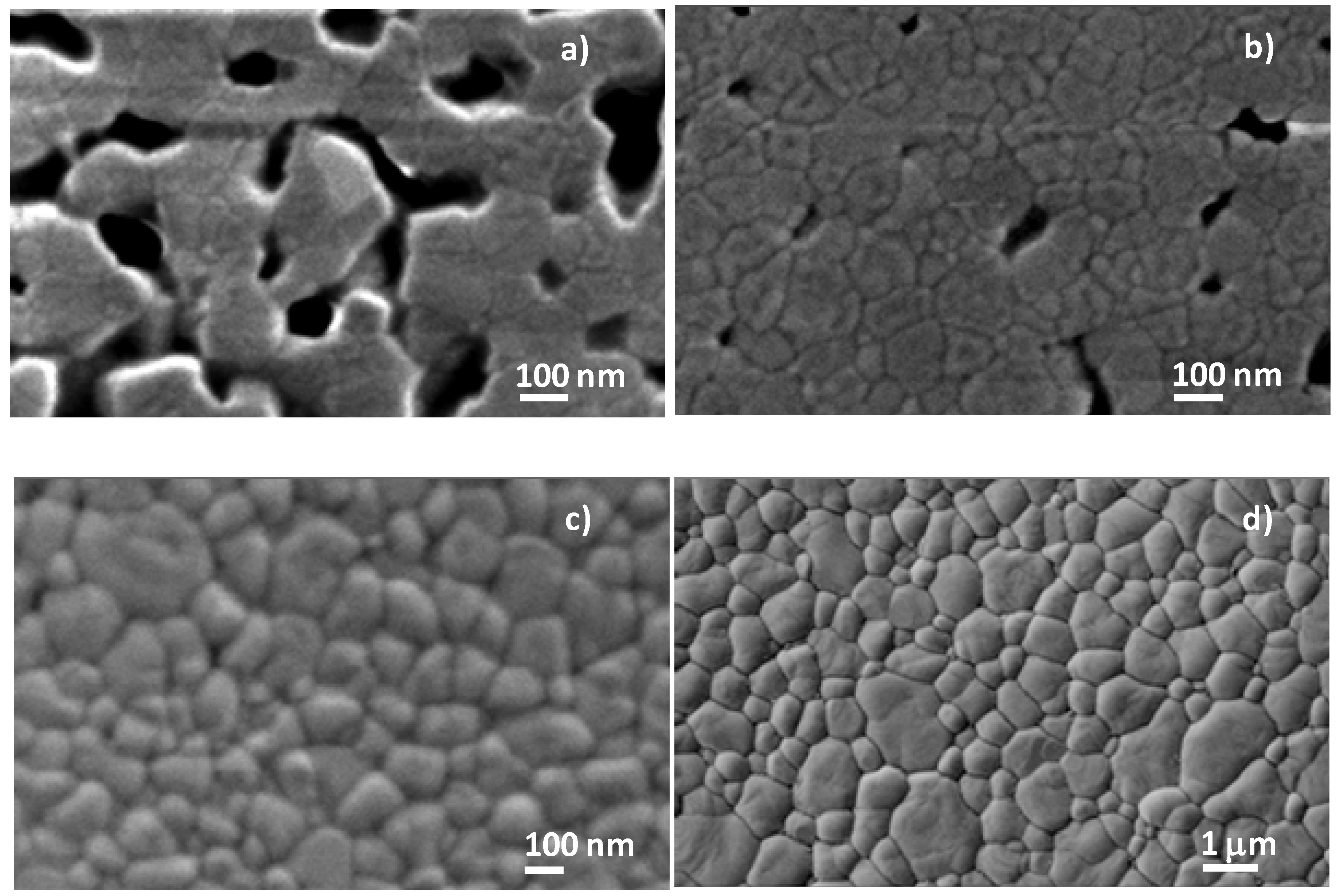
3.1. Microstructure and Material Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | SPS-65 | SPS-90 | SPS-120 | SPS-800 | AS-300 | |
|---|---|---|---|---|---|---|
| Properties | ||||||
| Sintering Temp. (°C) | 1100 | 1150 | 1175 | 1600 | 1450 | |
| Density(g/cm3) | 5.42 | 5.71 | 6.00 | 6.05 | 6.10 | |
| Mean Grain Size (nm) | 65 | 90 | 120 | 800 | 300 | |
| Elastic modulus (GPa) | 121 ± 5 | 200 ± 7 | 230 ± 3 | 223 ± 2 | 231 ± 3 | |


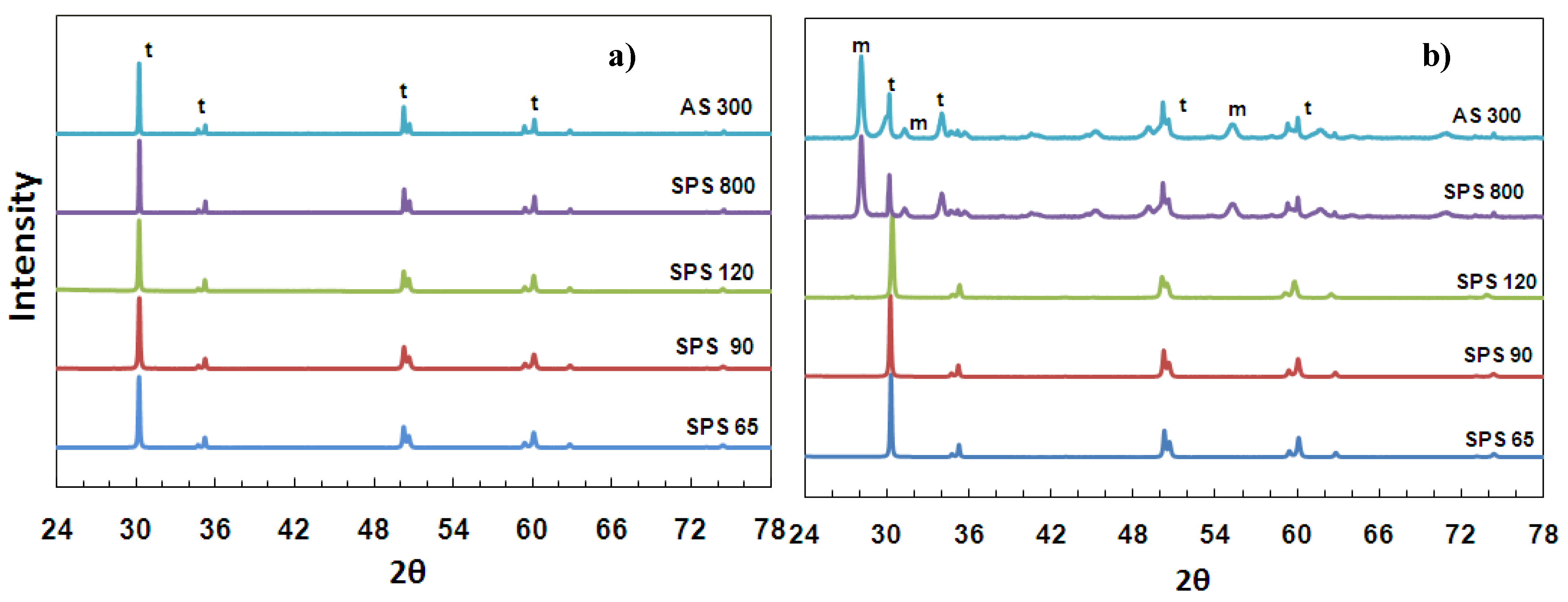
3.2. Hydrothermal Degradation


3.3. Grinding


4. Discussion
5. Conclusions
Acknowledgments
References
- Hannink, R.H.J.; Nelly, P.M.; Muddle, B.C. Transformation toughening in zirconia-containing ceramics. J. Am. Ceram. Soc. 2000, 83, 461–487. [Google Scholar] [CrossRef]
- Kobayashi, K.; Kuwajima, H.; Masaki, T. Phase change and mechanical properties of ZrO2-Y2O3 solid electrolyte after ageing. Solid State Ion. 1980, 3, 489–493. [Google Scholar]
- Kelly, P.M.; Rose, L.R.F. The martensitic transformation in ceramics: Its role in transformation toughening. Prog. Mater. Sci. 2002, 47, 463–557. [Google Scholar] [CrossRef]
- Lange, F.F. Transformation toughening I. Size effects associated with the thermodynamics of constrained transformations. J. Mater. Sci. 1982, 1, 225–234. [Google Scholar] [CrossRef]
- Guo, X. Hydrothermal degradation mechanism of tetragonal zirconia. J. Mat. Sci. 2001, 36, 3737–3744. [Google Scholar] [CrossRef]
- Schubert, H.; Frey, F. Stability of Y-TZP during hydrothermal treatment: Neutron experiments and stability considerations. J. Eur. Ceram. Soc. 2005, 25, 1597–1602. [Google Scholar] [CrossRef]
- Chevalier, J.; Cales, B.; Drouin, J.M. Low-temperature aging of Y-TZP ceramics. J. Am. Ceram. Soc. 1999, 82, 150–154. [Google Scholar]
- Lawson, S. Environmental degradation of zirconia ceramics. J. Eur. Ceram. Soc. 1995, 15, 485–502. [Google Scholar] [CrossRef]
- Haraguchi, K.; Sugano, N.; Nishii, T.; Sakai, T.; Yoshikawa, H.; Ohzono, K. Phase transformation of a zirconia ceramic head after total hip arthroplasty. J. Bone Joint Surg. 2001, 83, 996–1000. [Google Scholar] [CrossRef]
- Catledge, S.A.; Cook, M.; Vohra, Y.K.; Santos, E.M.; McClenny, M.D.; Moore, K.D. Surface crystalline phases and nanoindentation hardness of explanted zirconia femoral heads. J. Mater. Sci. Mater. Med. 2003, 14, 863–867. [Google Scholar] [CrossRef] [PubMed]
- Santos, E.M.; Vohra, S.; Catledge, S.A.; McClenny, M.D.; Lemons, J.; Moore, K.D. Examination of surface and material properties of explanted zirconia femoral heads. J. Arthroplast. 2004, 19, 30–34. [Google Scholar] [CrossRef]
- Chevalier, J.; Laurent, G.; Sylvain, D. Low-temperature degradation of zirconia and implications for biomedical implants. Annu. Rev. Mater. Res. 2007, 37, 1–32. [Google Scholar] [CrossRef]
- Vladimir, V.S.; Markus, W.; Horst, H. Sintering Behavior Of Nanocrystalline zirconia prepared by chemical vapor synthesis. J. Am. Ceram. Soc. 2000, 83, 729–736. [Google Scholar]
- Duran, P.; Villegas, M.; Capel, F.; Recio, P.; Moure, C. Low-temperature sintering and microstructural development of nanocrystalline Y-TZP powders. J. Eur. Ceram. Soc. 1996, 16, 945–952. [Google Scholar] [CrossRef]
- Mehdi, M.; Simchi, A.; Golestani-Fard, F. Densification and grain growth of nanocrystalline 3Y-TZP during two-step sintering. J. Eur. Ceram. Soc. 2008, 28, 2933–2939. [Google Scholar] [CrossRef]
- Oleg, V.; Yoshio, S. Hydroxide synthesis, colloidal processing and sintering of nano-size 3y-Tzp powder. Scr. Mater. 2001, 44, 2219–2223. [Google Scholar] [CrossRef]
- Djurado, E.; Dessemond, L.; Roux, C. Phase stability of nanostructured tetragonal zirconia polycrystals versus temperature and water vapor. Solid State Ion. 2000, 136–137, 1249–1254. [Google Scholar]
- Ritter, C.; Dianoux, A.J.; Lucazeau, G. Low temperature phase transformation of nanocrystalline tetragonal ZrO2 by neutrons and Raman Scattering studies. Int. J. Inorg. Mater. 2001, 3, 647–654. [Google Scholar] [CrossRef]
- Li, J.F.; Watanabe, R. Phase transformation in Y2O3-partially-stabilized ZrO2 polycrystals of various grain sizes during low-temperature aging in water. J. Am. Ceram. Soc. 1998, 81, 2687–2691. [Google Scholar] [CrossRef]
- Munoz, S.J.; Balmori, R.H.; Jaramillo, V.D.; Iga, T.; Schneider, G.A. Mechanical properties and low temperature aging of tetragonal zirconia polycrystals processed by hot isostatic pressing. J. Mater. Res. 2003, 18, 2415–2426. [Google Scholar] [CrossRef]
- Toraya, H.; Yoshimura, M.; Somiya, S. Calibration curve for quantitative analysis of the monoclinic tetragonal ZrO2 system by X-rays diffraction. J. Am. Ceram. Soc. 1984, 67, 119–121. [Google Scholar]
- Anstis, G.R.; Chantikul, P.; Lawn, B.R.; Marshall, D.B. A critical evaluation of indentation techniques for measuring, fracture toughness. I. Direct crack measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Pharr, G.M. Measurement of mechanical properties by ultra-low load indentation. Mat. Sci. Eng. A. 1998, 253, 151–159. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Garay, J.E.; Munir, Z.A.; Tacca, A.; Maglia, F.; Spinolo, G. Spark plasma sintering and characterization of bulk nanostructured fully stabilized zirconia. Part I. Densification studies. J. Mater. Res. 2004, 19, 3255–3262. [Google Scholar] [CrossRef]
- Bernard-Granger, G.; Guizard, C. Spark plasma sintering of a commercially available granulated zirconia powder. I. Sintering path and hypothesis about the mechanism(s) controlling densification. Acta Mater. 2007, 55, 3493–3504. [Google Scholar] [CrossRef]
- Bernard-Granger, G.; Guizard, C.; Surble, S.; Baldinozzi, G.; Addad, A. Spark plasma sintering of a commercially available granulated zirconia powder. II. Microstructure after sintering and ionic conductivity. Acta Mater. 2008, 56, 4658–4672. [Google Scholar]
- Lawn, B.R.; Evans, A.G.; Marshall, D.B. Elastic/plastic indentation damage in ceramics: The median/radial crack system. J. Am. Ceram. Soc. 1980, 63, 574–581. [Google Scholar] [CrossRef]
- Kruzica, J.J.; Kimb, D.K.; Koesterc, K.J.; Ritchie, R.O. Indentation techniques for evaluating the fracture toughness of biomaterials and hard tissues. J. Mech. Beh. Bio. Med. Mat. 2009, 2, 384–395. [Google Scholar] [CrossRef]
- Trunec, M. Effect of grain size on mechanical properties of 3Y-TZP ceramics. Ceramics 2008, 52, 165–171. [Google Scholar]
- Eichler, J.; Rodel, J.; Eisele, U.; Hoffman, M. Effect of grain size on mechanical properties of submicrometer 3Y-TZP: Fracture strength and hydrothermal degradation. J. Am. Ceram. Soc. 2007, 90, 2830–2836. [Google Scholar] [CrossRef]
- Masaki, T. Mechanical properties of Y2O3-stabilized tetragonal ZrO2 polycrystals after aging at high temperature. J. Am. Ceram. Soc. 1986, 69, 519–522. [Google Scholar] [CrossRef]
- Gaillard, Y.; Jiménez-Pique, E.; Soldera, F.; Mucklich, F.; Anglada, M. Quantification of hydrothermal degradation in zirconia by nanoindentation. Acta Mater. 2008, 56, 4206–4216. [Google Scholar] [CrossRef]
- Eichler, J.; Hoffman, M.; Eisele, U.; Rodel, J. R-curve behaviour of 2Y-TZP with submicron grain size. J. Eur. Ceram. Soc. 2006, 26, 3575–3582. [Google Scholar] [CrossRef]
- Suresh, A.; Mayo, M.J.; Porter, W.D.; Rawn, C.J. Crystallite and grain-size-dependent phase transformations in yttria-doped zirconia. J. Am. Ceram. Soc. 2003, 86, 360–362. [Google Scholar] [CrossRef]
- Schmauder, S.; Schubert, H. Significance of internal stresses for the martensitic transformation in yttria-stabilized tetragonal zirconia polycrystals during degradation. J. Am. Ceram. Soc. 1986, 69, 534–540. [Google Scholar] [CrossRef]
- Schubert, H.; Petzow, G. Microstructural investigations on the stability of ytrria stabilised tetragonal zirconia. In Advances in Ceramics, Science and Technology of Zirconia III; Somiya, S., Yamamoto, N., Yanagida, H., Eds.; American ceramic society Inc.: Columbus, OH, USA, 1988; Volume 24, pp. 21–28. [Google Scholar]
- Maksond, T.M.A.; Morgan, J.E. Grinding of ceramics: The effect on their strength properties. J. Matter. Process. Technol. 1994, 43, 65–67. [Google Scholar] [CrossRef]
- Van den Berg, P.H.J.; de With, G. Strength and residual stress of Mg-PSZ after grinding. Wear 1993, 160, 301–308. [Google Scholar] [CrossRef]
- Sato, T.; Besshi, T.; Tada, Y. Effects of surface-finishing condition and annealing on transformation sensitivity of a 3 mol % Y2O3 stabilized tetragonal zirconia surface under interaction of lubricant. Wear 1996, 194, 204–211. [Google Scholar] [CrossRef]
- Kosmac, T.; Oblak, C.; Jevnikar, P.; Funduk, N.; Marion, L. The effect of surface grinding and sandblasting on flexural strength and reliability of Y-TPZ zirconia ceramic. Dent. Mat. 1999, 15, 426–433. [Google Scholar] [CrossRef]
© 2010 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Chintapalli, R.; Mestra, A.; García Marro, F.; Yan, H.; Reece, M.; Anglada, M. Stability of Nanocrystalline Spark Plasma Sintered 3Y-TZP. Materials 2010, 3, 800-814. https://doi.org/10.3390/ma3020800
Chintapalli R, Mestra A, García Marro F, Yan H, Reece M, Anglada M. Stability of Nanocrystalline Spark Plasma Sintered 3Y-TZP. Materials. 2010; 3(2):800-814. https://doi.org/10.3390/ma3020800
Chicago/Turabian StyleChintapalli, Ravikiran, Alvaro Mestra, Fernando García Marro, Haixue Yan, Michael Reece, and Marc Anglada. 2010. "Stability of Nanocrystalline Spark Plasma Sintered 3Y-TZP" Materials 3, no. 2: 800-814. https://doi.org/10.3390/ma3020800
APA StyleChintapalli, R., Mestra, A., García Marro, F., Yan, H., Reece, M., & Anglada, M. (2010). Stability of Nanocrystalline Spark Plasma Sintered 3Y-TZP. Materials, 3(2), 800-814. https://doi.org/10.3390/ma3020800