Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications

Abstract
:1. Introduction


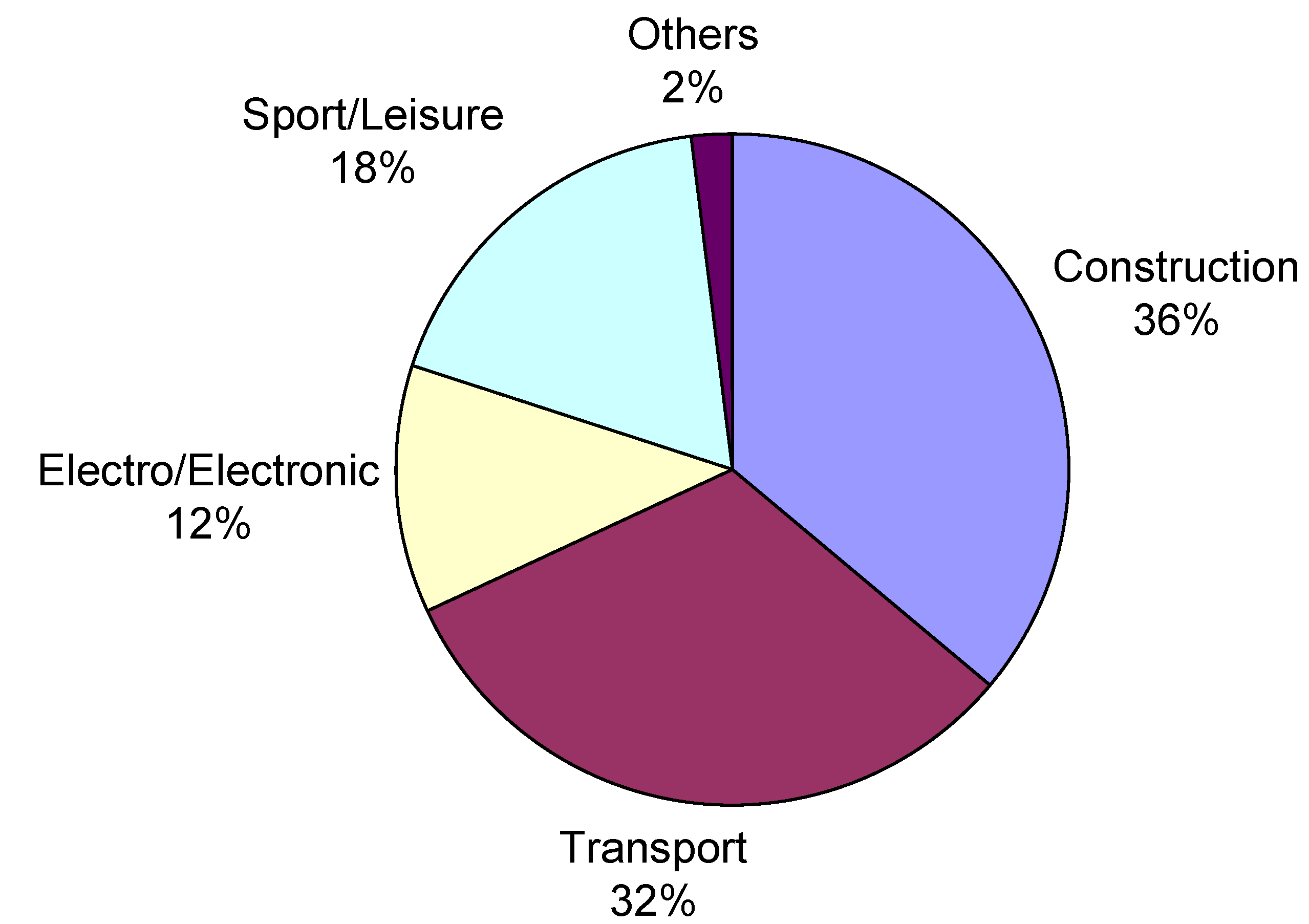
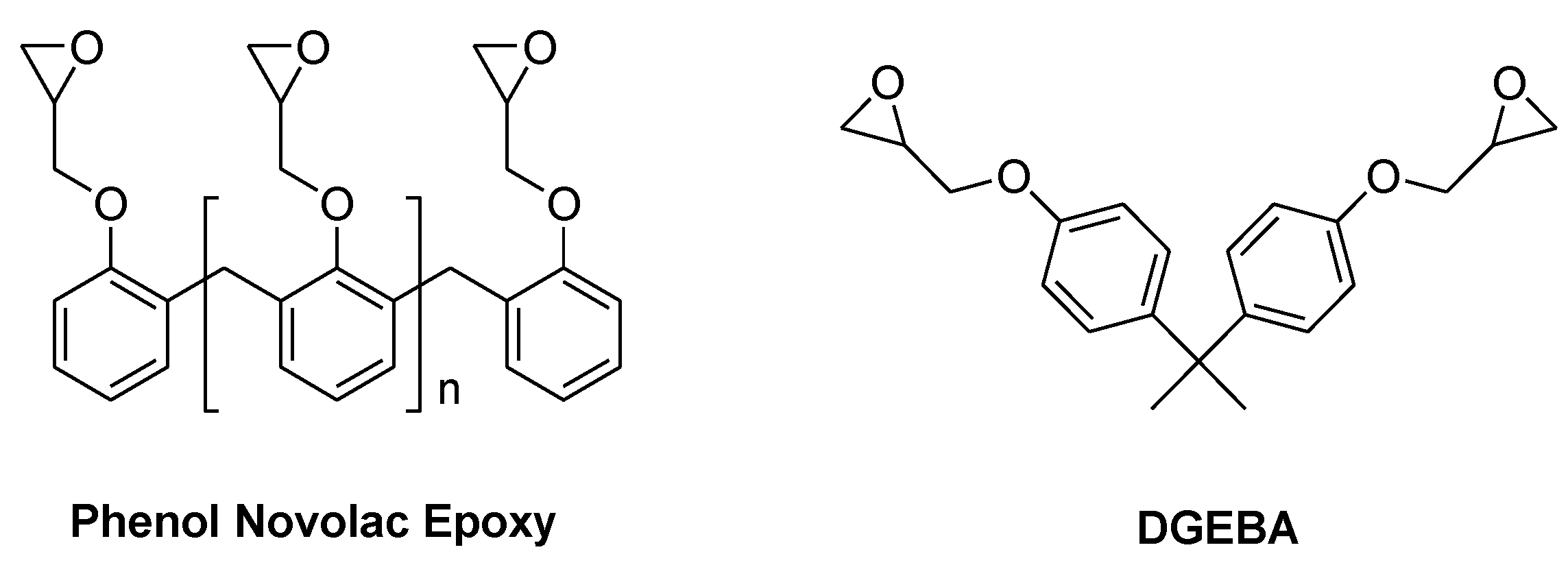
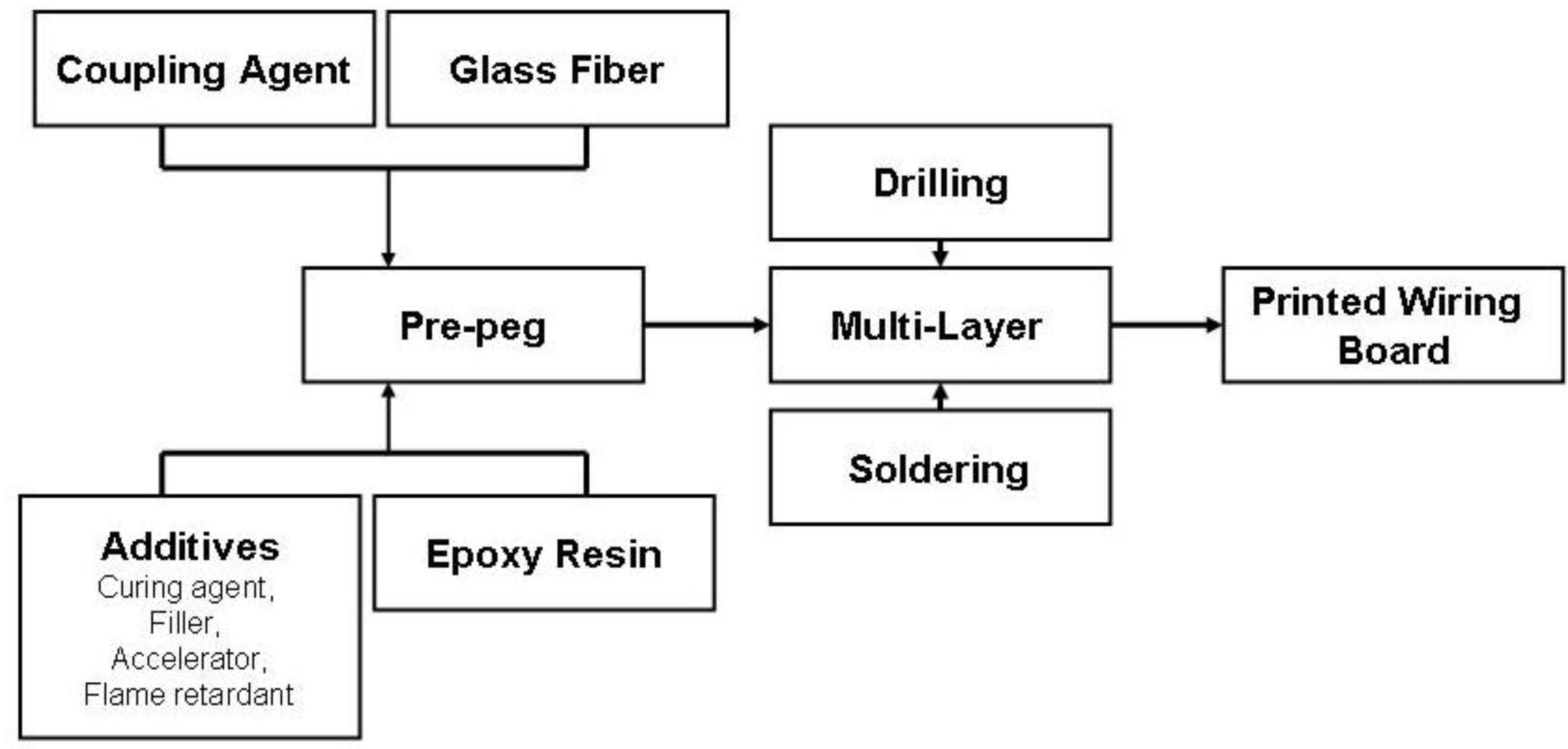
1.1. Epoxy Resins in Printed Wiring Boards



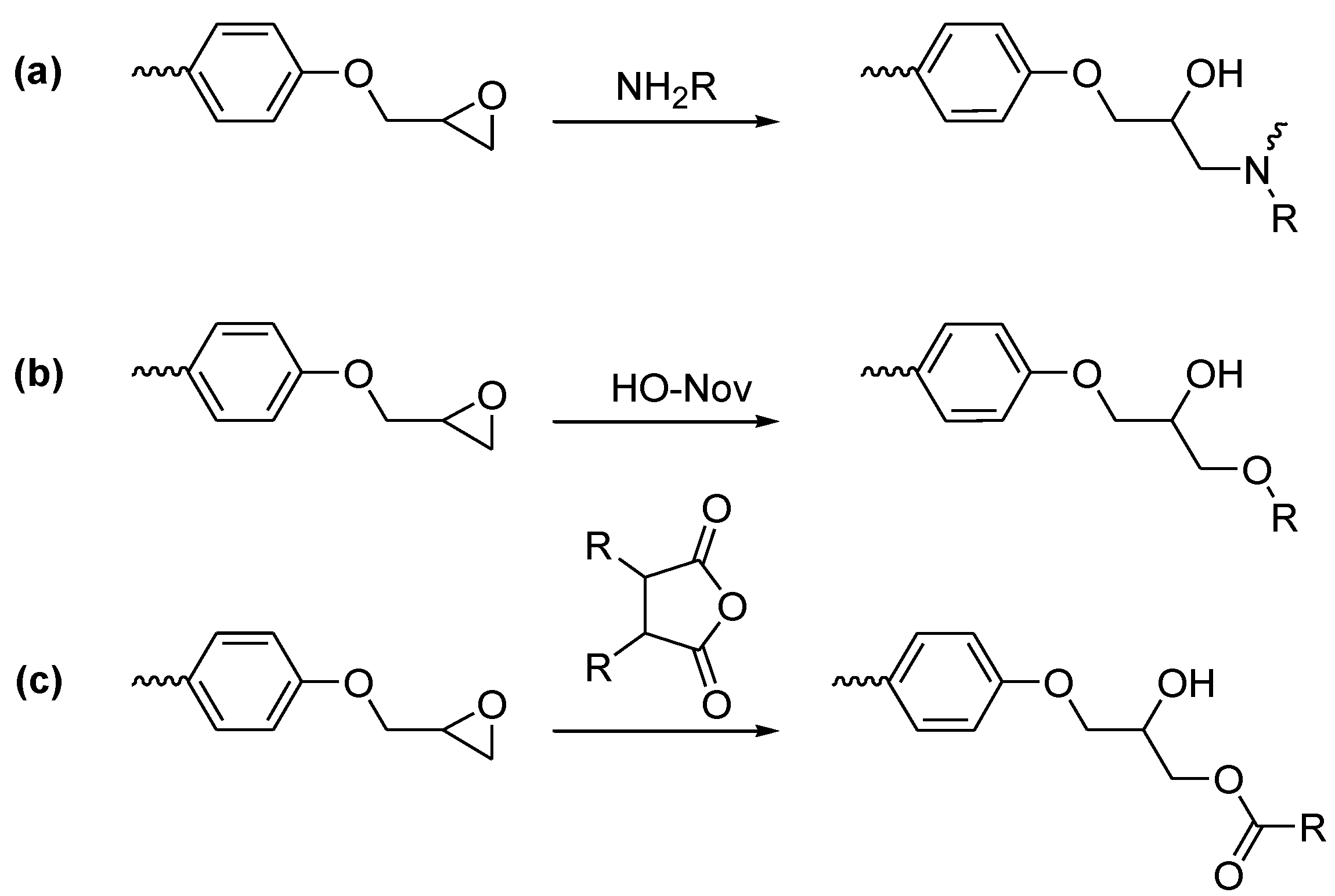
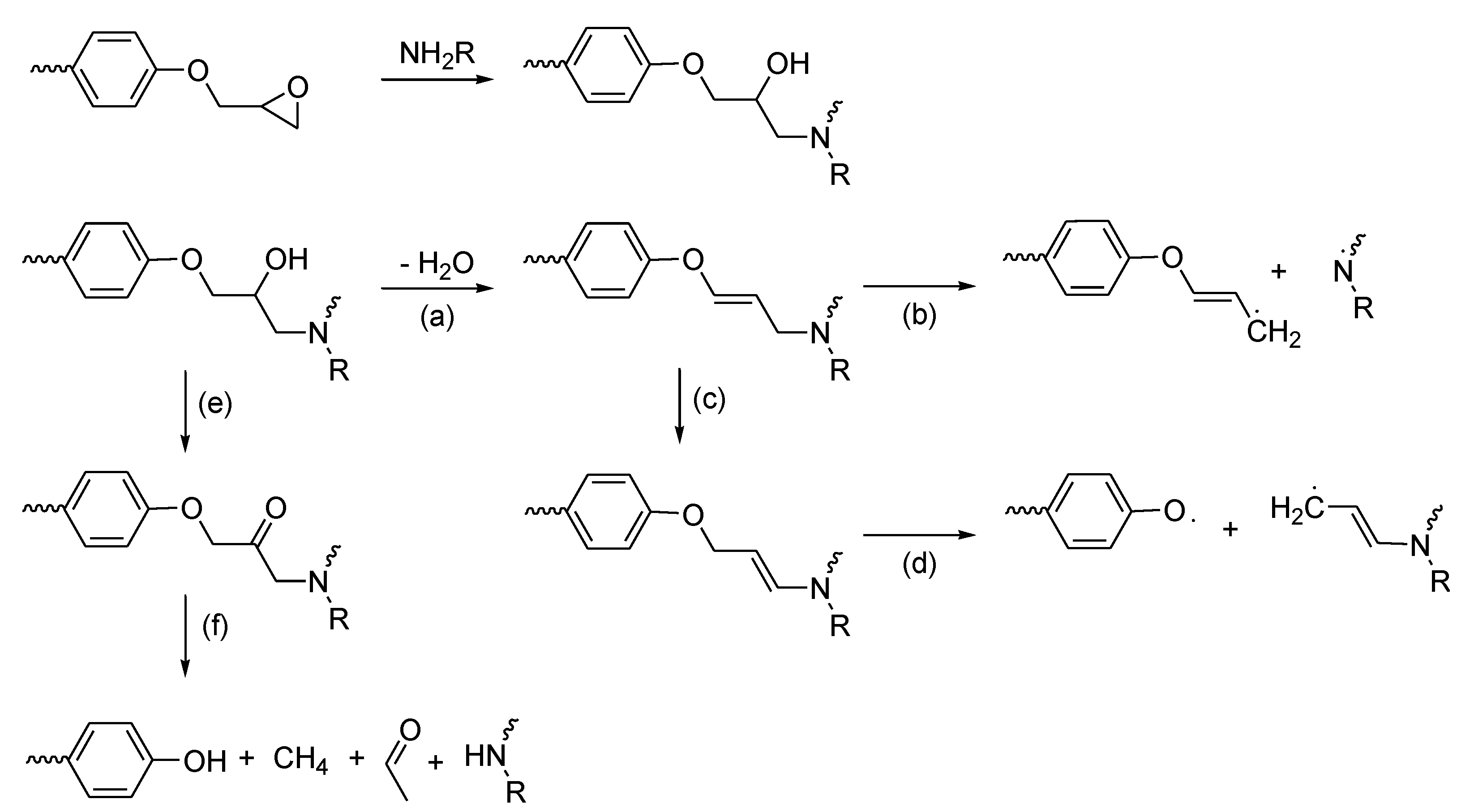
1.2. Thermal Degradation of Epoxy Resins

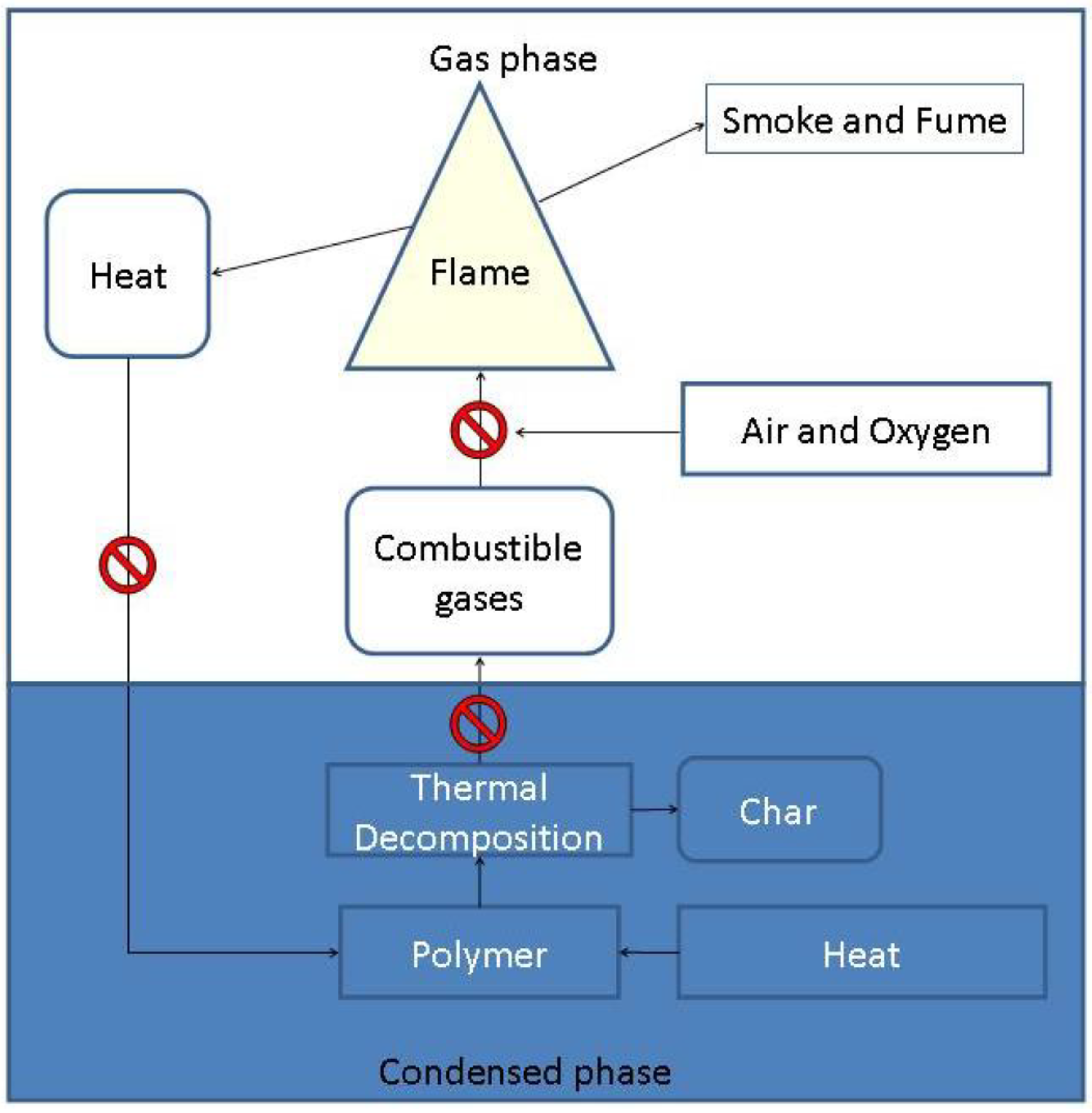
1.3. The Use of Flame Retardants


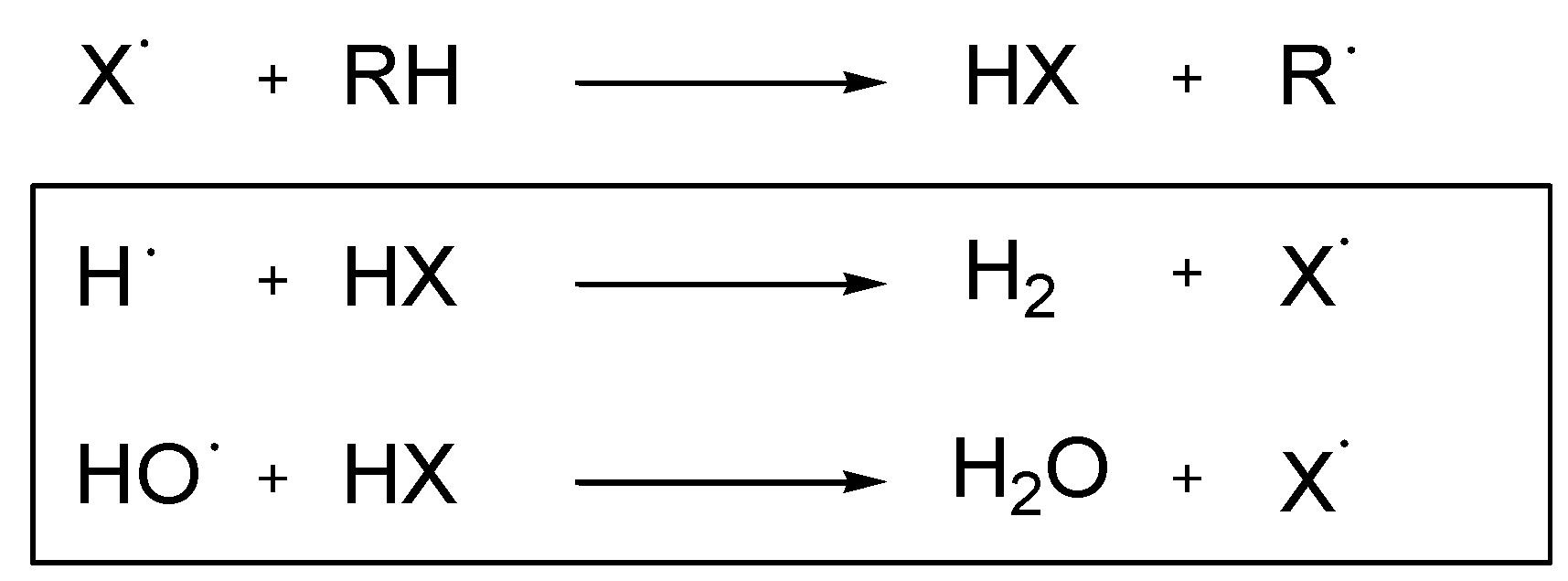
1.4. Challenges of Halogenated Flame Retardants


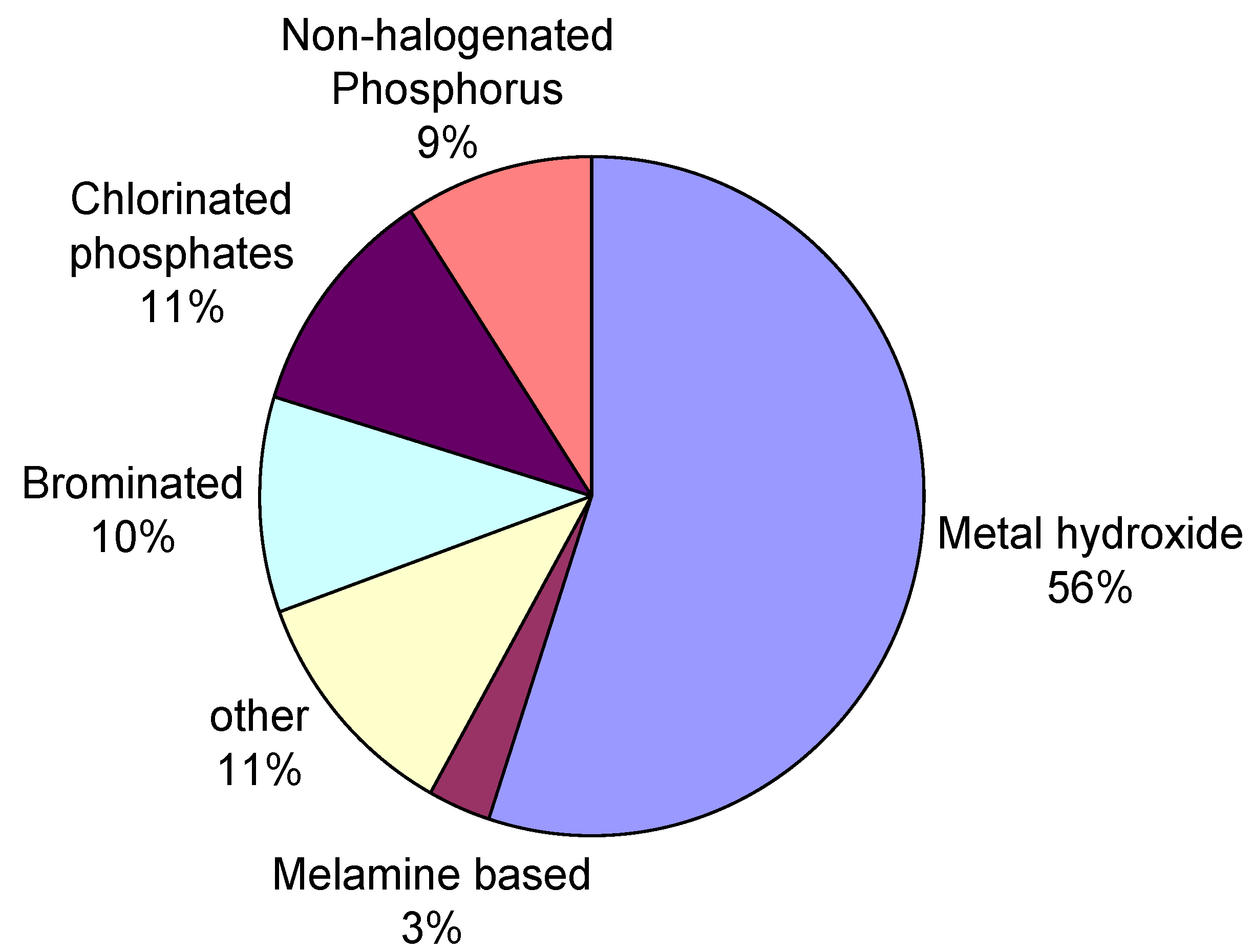
2. Alternatives to Halogen Flame Retardants
- -
- Inorganic flame retardants
- -
- Nitrogen-based flame retardants
- -
- Phosphorus-based flame retardants
2.1. Metal Hydroxides

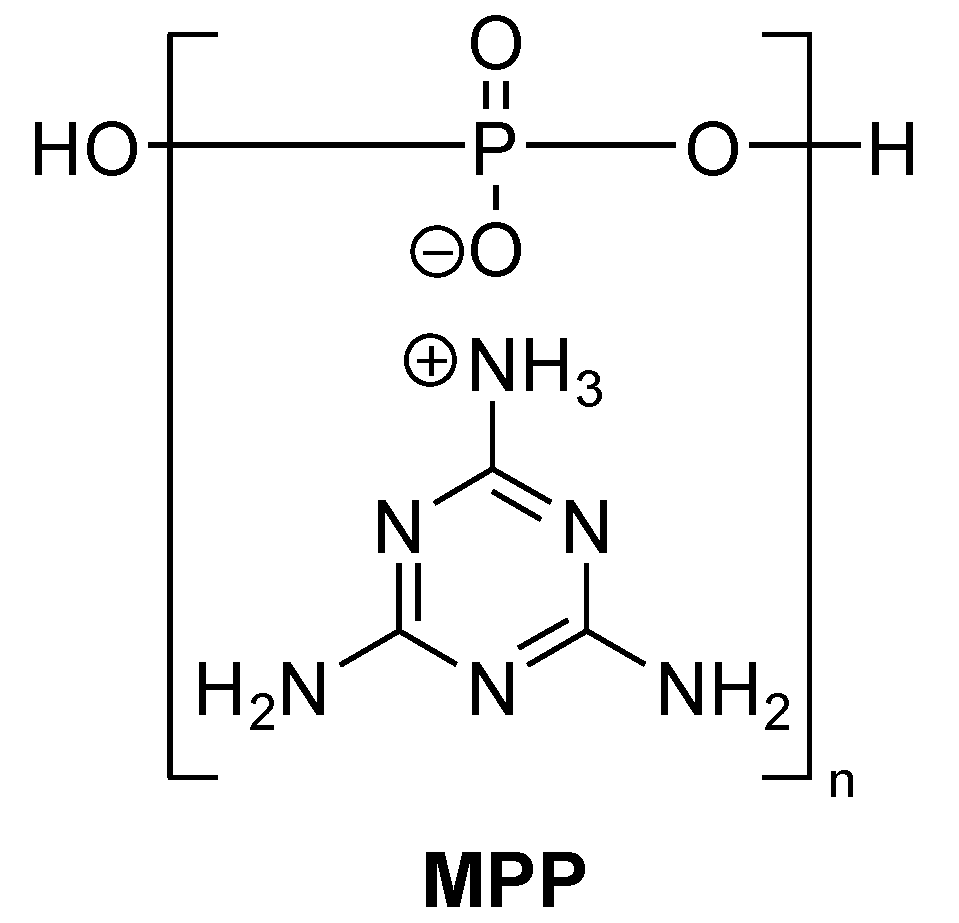
2.2. Melamine Polyphosphate

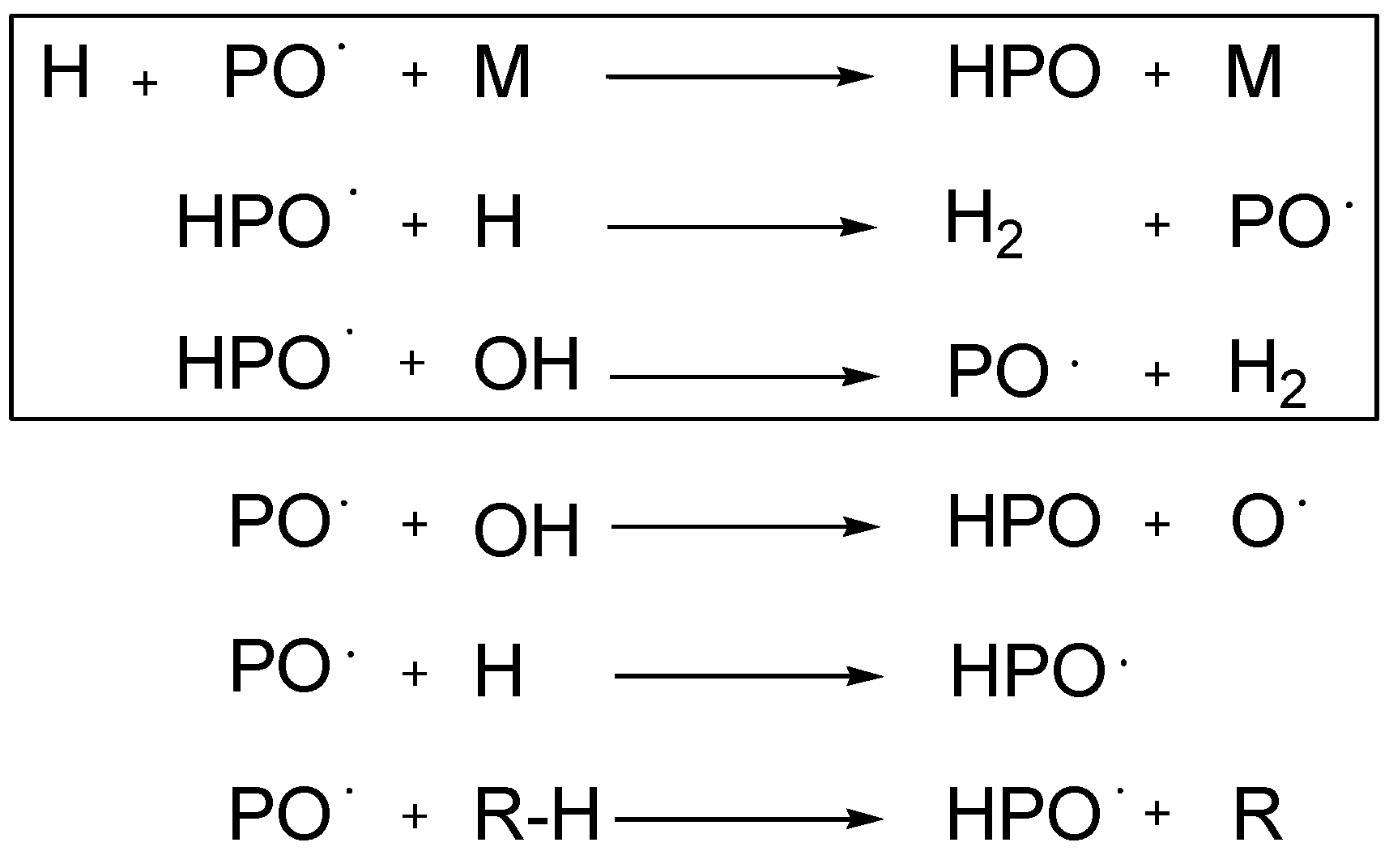
3. Phosphorus Flame Retardants

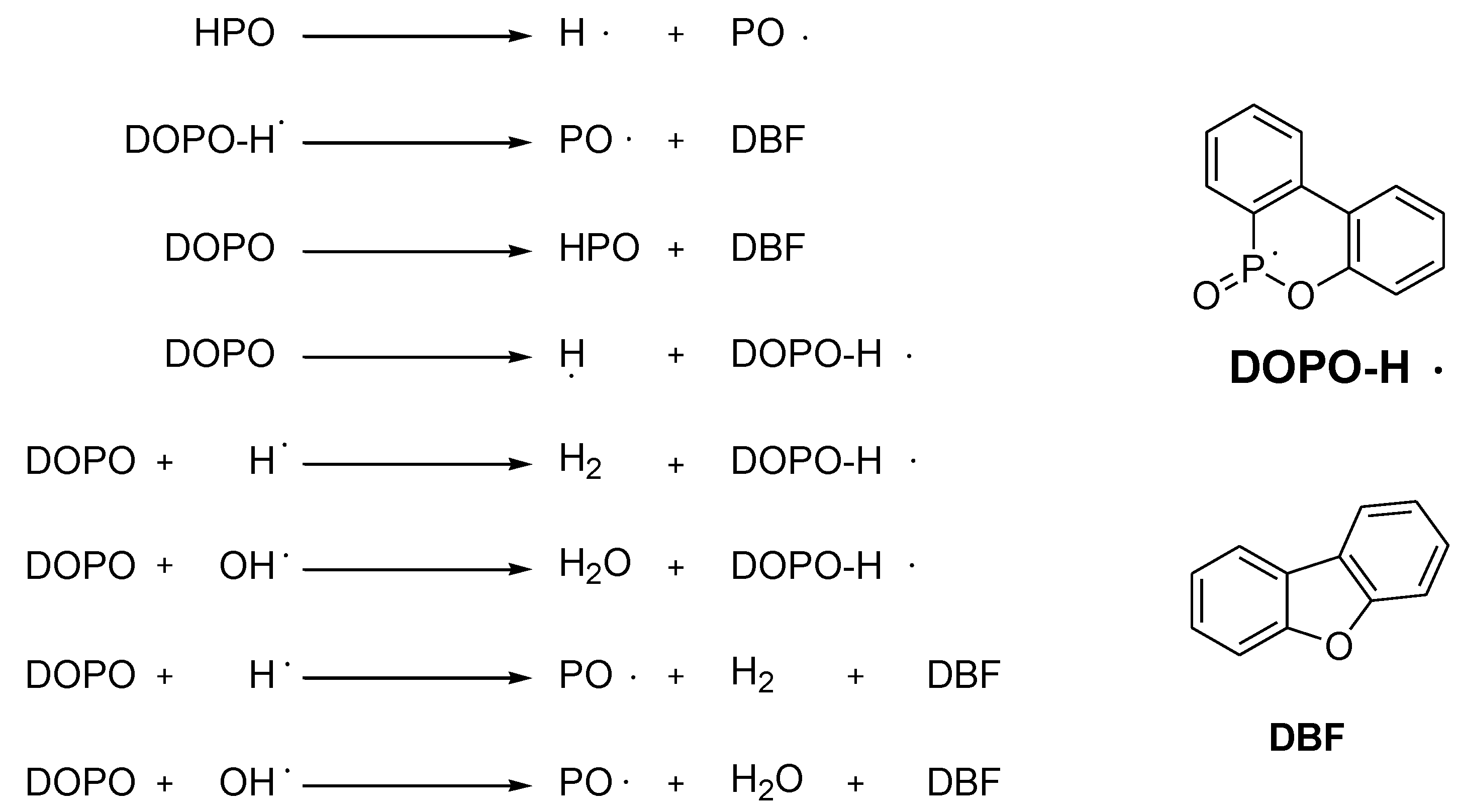
3.1. Mechanism of Phosphorus Flame Retardants

3.2. Additive Flame Retardants


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FR | FR-content (wt %) | Phosphorus-content (wt %) | UL 94-V rating | Tg (°C) |
|---|---|---|---|---|
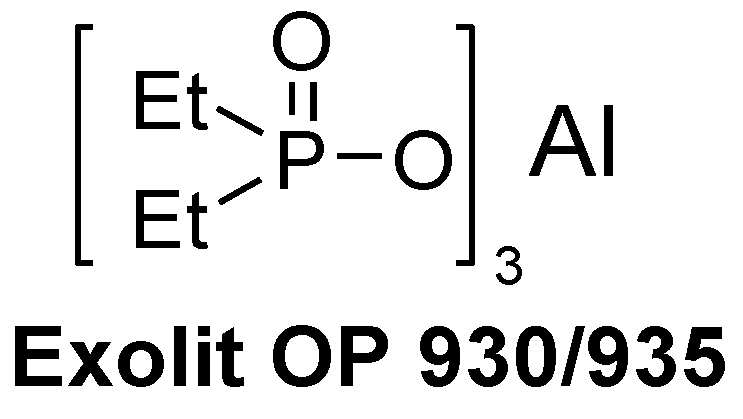
| Exolit OP 935 | 9.5 | 2.0 | V0 | 169 |
| Exolit OP 935 + MPP | 8 (4+4) | 1.6 | V0 | 179 |
| Exolit OP 935 + 30% Boehmite | 6.1 | 1.4 | V0 | 171 |

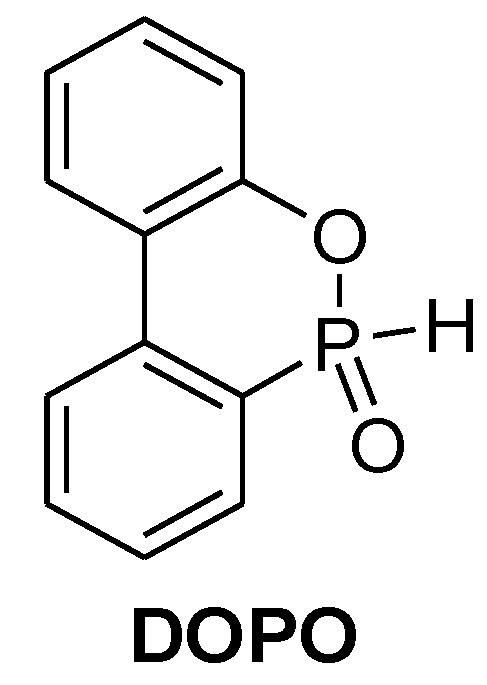
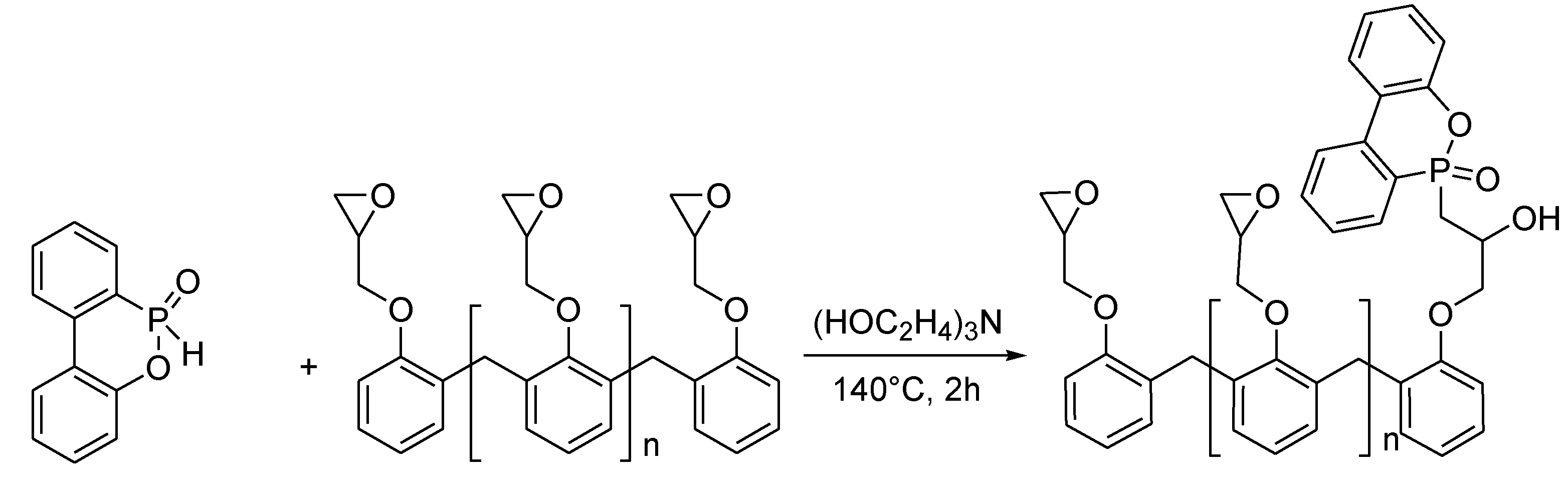
3.3. Reactive Phosphorus Flame Retardants
| FR | FR-content (wt %) | Phosphorus-content (wt %) | UL 94-V rating | Tg (°C) |
|---|---|---|---|---|
| DOPO | 11.2 | 1.6 | V0 | 155 |
| DOPO + MPP | 13.0 (6.5+6.5) | 2.1 | V0 | 157 |
| DOPO + 30% Boehmite | 2.9 | 0.4 | V0 | 168 |



4. Recent Development in Phosphorus Flame Retardants
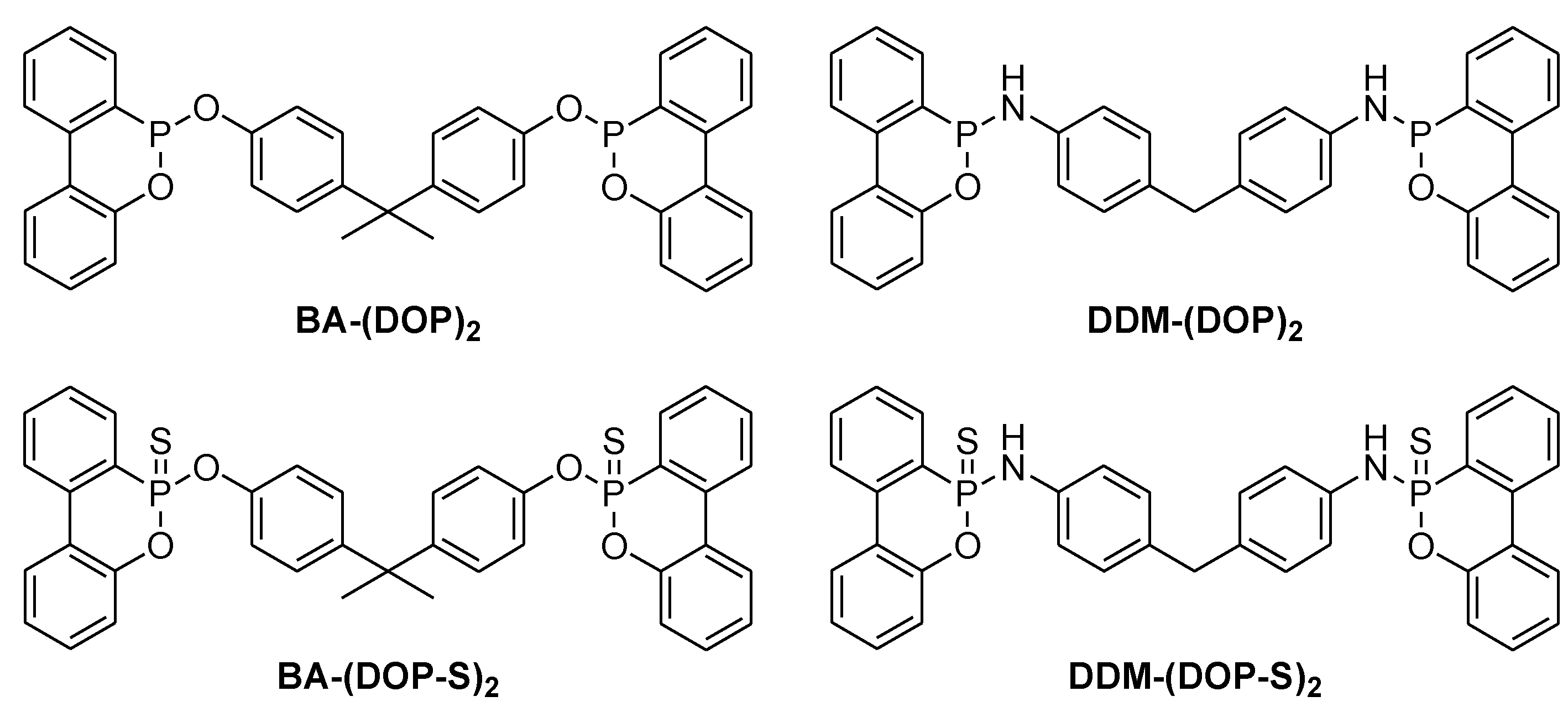
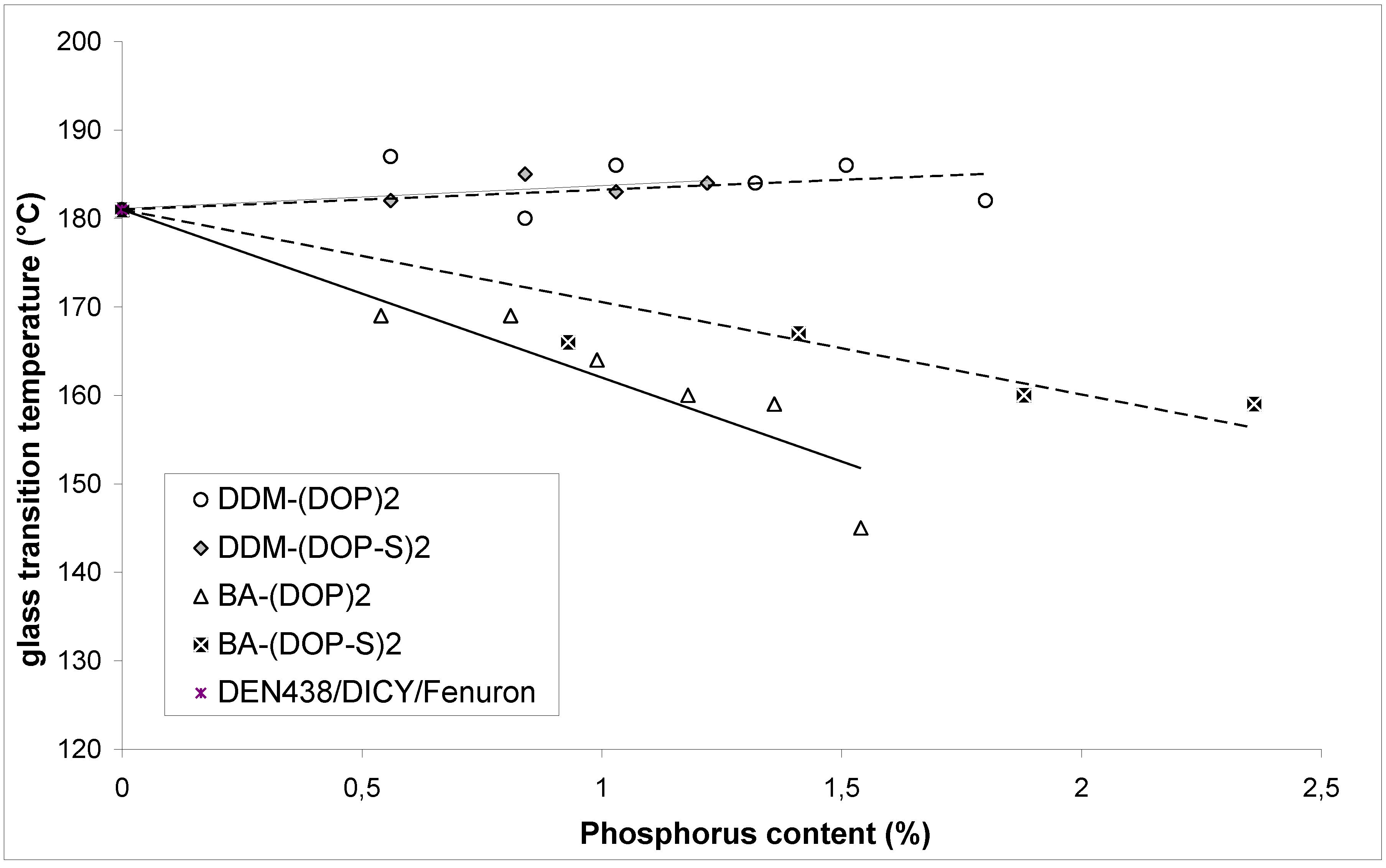
4.1. Non-reactive Phosphorus Flame Retardants

| FR | FR-content (wt %) | Phosphorus-content (wt %) | UL 94-V rating | Tg (°C) |
|---|---|---|---|---|
| TPP | 16.81 | 1.6 | V0 | 136 |
| BDP | 11.55 | 2.07 | V0 | 157 |
| BA-(DOP)2 | 10.02 | 0.99 | V0 | 164 |
| BA-(DOP-S)2 | 15.28 | 1.41 | V0 | 167 |
| DDM-(DOP)2 | 9.85 | 0.84 | V0 | 180 |
| DDM-(DOP-S)2 | 12.94 | 1.22 | V0 | 184 |


| DEN 438 (DICY/Fenuron) | DGEBA (DICY) | |||
|---|---|---|---|---|
| FR | Phosphorus-content for V0 (wt %) | Tg (°C) | Phosphorus-content for V0 (wt %) | Tg (°C) |
| R-(DDP-O)2 | 3.0 (n.c.) | - | 2.0 | 135 |
| R-(DOP-O)2 | 1.6 | 175 | 2.5 (n.c.) | - |
| THIC-(DDP-O)2 | 2.5 | 173 | 2.5 | 136 |
| THIC-(DOP-O)2 | 1.5 | 176 | 2.5 (V2) | 136 |
4.2. Reactive Phosphorus Flame Retardants







| Epoxy resin | Hardener | Phosphorus Content | Tg | Char yield in N2 | |
|---|---|---|---|---|---|
| (wt %) | (°C) | (%) | |||
| DOPO | DEN 438 | DDM | 0.81 | - | - |
| DOPO | DGEBA | DDM | 3.06 | 108 | - |
| DPPO | DEN 438 | DDM | 0.81 | - | - |
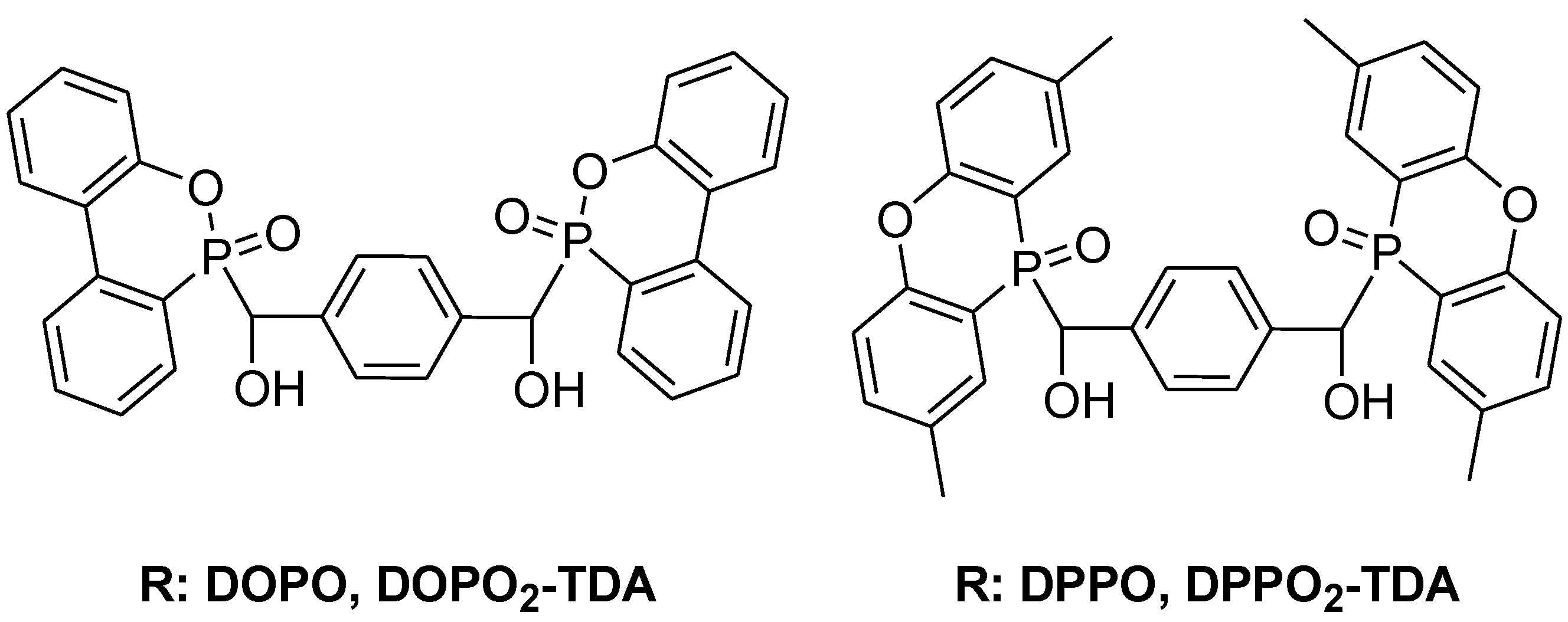
| DOPO2-TDA | DEN 438 | DDM | 1.02 | 189 | 29.8 |
| DPPO2-TDA | DEN 438 | DDM | 1.45 | 185 | 38.1 |
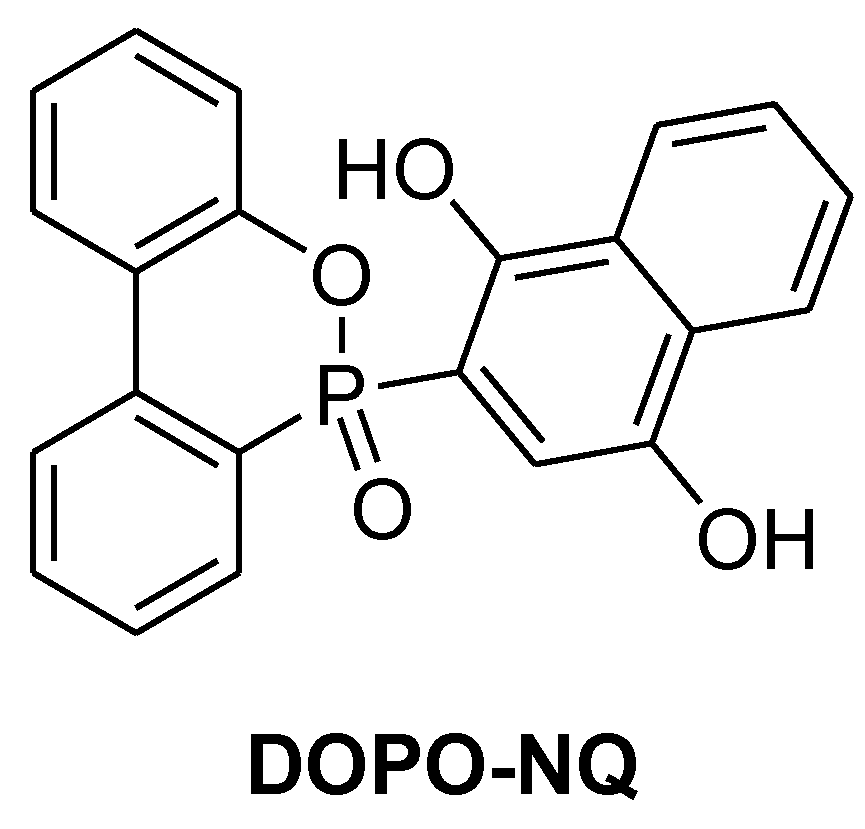
| DOPO-NQ | DGEBA | BACy | 2.07 | 173 | 18.1 |
| DOPO-NQ | DGEBA | TBFDCy | 2.03 | 210 | 18.1 |
| DOPO-NQ | DGEBA | BIDCy | 2.14 | 160 | 23.1 |
| DOPO-NQ | DGEBA | ODDCy | 2.11 | 170 | 21.9 |
| DOPO-HQ | DGEBA | BADcy | 2.06 | 170 | 17.0 |
| DOPO-HQ | DGEBA | TBFDCy | 1.69 | 161 | 14.7 |
| DOPO-HQ | DGEBA | BIDCy | 1.53 | 146 | 18.1 |
| DOPO-HQ | DGEBA | ODDCy | 1.48 | 167 | 18.3 |
| DOPO-HQ | CNE | PN | 1.10 | 183 | 31.0 |
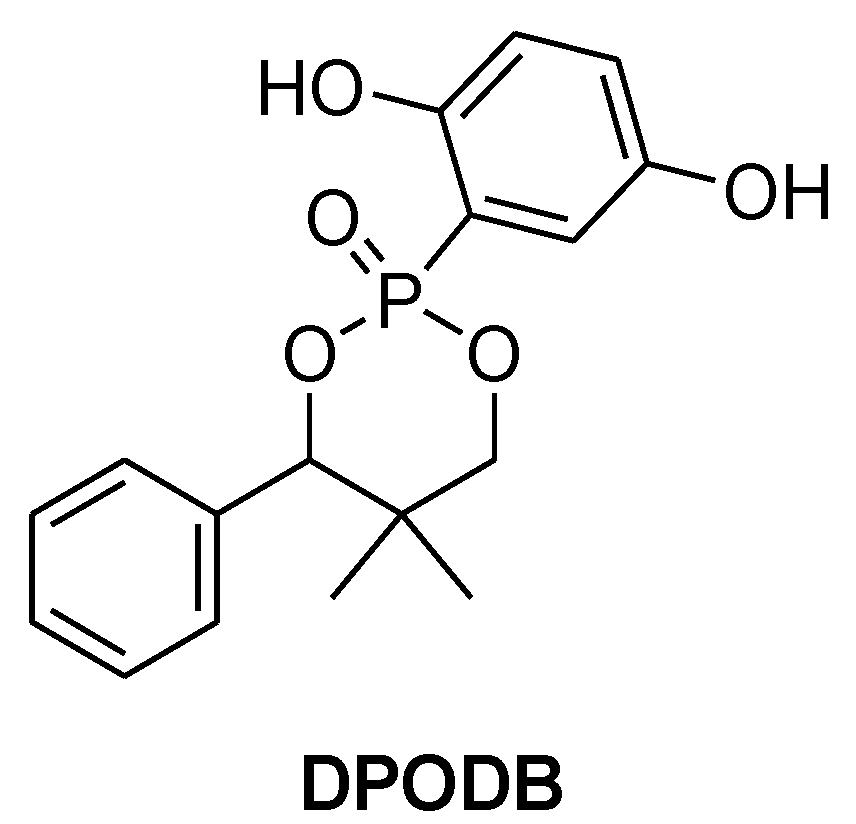
| DPODB | CNE | PN | 2.83 | 203 | 31.2 |
| DPPA | DGEBA | DDM | 3.20 | 131 | - |
5. Conclusions
References and Notes
- Ellis, B. Chemistry and Technology of Epoxy Resin; Blackie Academic & Professional: London, UK, 1993. [Google Scholar]
- May, C.A. Epoxy Resins, Chemistry and Technology, 2nd ed.; Marcel Dekker: New York, NY, USA, 1988. [Google Scholar]
- Federation of reinforced plastics. Market Review 2008/2009. Available online: http://www.avk-tv.de/files/20100216_marktbericht_2009.pdf (accessed on 6 August 2010).
- Pham, H.Q.; Marks, M.J. Epoxy Resins; Wiley-VCH: Weinheim, Germany, 2005. [Google Scholar]
- Mourits, A.P.; Gibson, A.G. Fire Properties of Polymer Composites; Springer: Dordrecht, The Netherlands, 2006. [Google Scholar]
- UL 94: Test for Flammability of Plastic Materials for Parts in Devices and Appliances 1977, ANSI/ASTM D-635-77; DIN EN 60695-11-10/-20.
- Weil, E.D.; Levchik, S.V. A Review of Current Flame Retardant Systems for Epoxy Resins. J. Fire Sci. 2004, 22, 25–40. [Google Scholar] [CrossRef]
- Note: The UL 94 standard has the following requirements: Specimen length 125 mm x width 13 mm x thickness [typically 0.7 mm, 1.5 mm or 3.0 mm]; Requirements for V-0: a. The specimens may not burn with flaming combustion for more than 10 seconds after either application of the test flame. b. The total flaming combustion time may not exceed 50 seconds for the 10 flame applications for each set of 5 specimens. c. The specimens may not drip; Requirements for V-1: a. The specimens may not burn with flaming combustion for more than 30 seconds after either application of the test flame. b. The total flaming combustion time may not exceed 250 seconds for the 10 flame applications for each set of 5 specimens. c. The specimens may not drip. Requirements for V-2: Same as the requirements for V-1 but the specimen is allowed to drip. Burning times which exceed 250 seconds result in no classification (n.c.).
- Sanapala, R.; Sood, B.; Das, D.; Pecht, M. Effect of Lead-Free Soldering on Key Material Properties of FR-4 Printed Circuit Board Laminates. IEEE Trans. Electron. Packag. Manuf. 2009, 32, 272–280. [Google Scholar] [CrossRef]
- Leisegang, E.C.; Stephen, A.M. The Thermal Degradation In Vacuo of an Amine-Cured Epoxide Resin. J. Appl. Polym. Sci. 1970, 14, 1961–1981. [Google Scholar] [CrossRef]
- Vogt, J. Thermal analysis of epoxy-resins: Identification of decomposition products. Thermochim. Acta 1985, 85, 411–414. [Google Scholar] [CrossRef]
- Bishop, D.P.; Smith, D.A. Combined pyrolysis and radiochemical gas chromatography for studying the thermal degradation of epoxy resins and polyimides. J. Appl. Polym. Sci. 1970, 14, 205–223. [Google Scholar] [CrossRef]
- Patterson-Jones, J.C. The mechanism of the thermal degradation of aromatic amine-cured glycidyl ether-type epoxide resins. J. Appl. Polym. Sci. 1975, 19, 1539–547. [Google Scholar] [CrossRef]
- Lee, L.H. Mechanism of thermal degradation of phenolic condensation polymers. thermal stability and degradation schemes of epoxy resins. J. Polym. Sci. Part A: Polym. Chem. 1965, 3, 859–882. [Google Scholar]
- Lewin, M.; Weil, E.D. Mechanism and Modes of Action in Flame Retardancy of Polymers. In Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing: Cambridge, UK, 2001; pp. 31–57. [Google Scholar]
- Vandersall, H.L. Intumescent coating systems, their development and chemistry. J. Fire Flammability 1971, 2, 97–105. [Google Scholar]
- Bocchini, S.; Camino, G. Halogen Containing Flame Retardants. In Fire Retardancy in Polymeric Material, 2nd ed.; Wilkie, C.A., Alexander, B.M., Eds.; CRC Press Taylor & Francis Group: London, UK, 2010; pp. 75–107. [Google Scholar]
- Techno—Commercial Information on the Plastics Industry. Available online: http://www.plastemart.com/ (accessed on 6 August 2010).
- Bashkar, B.; Baljinder, K.K.; Horrocks, A.R.; Price, D. A quantitative study of carbon monoxide and carbon dioxide evolution during thermal degradation of flame retarded epoxy resins. Polym. Degrad. Stab. 2007, 92, 765–776. [Google Scholar] [CrossRef]
- Price, D.; Bullett, K.J.; Cunliffe, L.K.; Hull, T.R.; Milness, G.J.; Ebdon, J.R.; Hunt, B.J.; Joseph, P. Cone calorimetry studies of polymer systems flame retarded by chemically bonded phosphorus. Polym. Degrad. Stab. 2005, 88, 74–79. [Google Scholar] [CrossRef]
- Burreau, S.; Zebühr, Y.; Broman, D.; Ishaq, R. Biomagnification of PBDEs and PCBs in feed webs from the Baltic Sea and the northern Atalantic Ocean. Sci. Total Environ. 2006, 366, 659–672. [Google Scholar] [CrossRef] [PubMed]
- Coasta, L.G.; Giordano, G. Developmental neurotoxicity of polybrominated diphenyl ether (PBDE) flame retardants. Neurotoxicity 2007, 28, 1047–1067. [Google Scholar] [CrossRef]
- Agency for Toxic Substances and Disease Registry (ATSDR). Toxicological Profile for Polybrominated Biphenyls and Polybrominated Diphenyl Ethers; US Department of Health and Human Services: Atlanta, GA, USA, 2004.
- BFR Alternatives: Best Business Practices. Available online: http://www.cleanproduction.org/-Flame.Alternatives.php/ (accessed on 20 May 2010).
- Candidate List of Substances of Very High Concern for authorization. Available online: http://echa.europa.eu/chem_data/authorisation_process/candidate_list_table_en.asp (accessed on 22 April 2010).
- The End of the Computer As We Know It. In Wall Street Secrets Plus Newsletter; Wall Street Secrets Plus/VHS, LLC: Charlottesville, VA, USA, 2005; Volume 2.
- Directive 2002/96/EC on Waste of Electric and Electronic Equipment. Offic. J. Eur. Union 2003, 37, 24–38.
- Directive 2002/95/EC on Restriction of certain hazardous Substances in Electric and Electronic Equipment. Offic. J. Eur. Union 2003, 37, 19–23.
- Directive 2006/1907/EC on Registration, Evaluation and Authorization of Chemicals. Offic. J. Eur. Union 2006, 396, 1–849.
- DecaBDE and BFR substitution in the electronics industry: Leading manufacturers are moving away from bromine chemistry in computers and televisions. Available online: http://www.cleanproduction.org/library/Electronics%20BFR%20Fact%20Sheet.pdf/ (accessed on 15 November 2010).
- Bourbigot, S.; Le Bras, M.; Leeuwendal, R.; Shen, K.K.; Schubert, D. Recent advances in the use of zinc borates in flame retardancy of EVA. Polym. Degrad. Stab. 1999, 64, 419–425. [Google Scholar] [CrossRef]
- Flame Retardants Fact Sheet—Melamine Phosphates. Available online: http://www.cefic-efra.com/content/Default.asp?PageID=162 (accessed on January 2007).
- Braun, U.; Schartel, B.; Fichera, M.A.; Jäger, C. Flame retardancy mechanisms of aluminium, phosphinate in combination with melamine polyphosphate and zinc borate in glass-fibre reinforced polyamide 6,6. Polym. Degrad. Stab. 2007, 92, 1528–1545. [Google Scholar] [CrossRef]
- Weil, E.D. Mechanisms and Modes of Action in Flame Retardancy of Polymers. In Proceedings of the Conference on Recent Advances in Flame Retardancy of Polymeric Materials, Stamford, CT, USA, 22-24 May 2000.
- Levchik, S.V.; Levchik, G.F.; Balanovich, A.I.; Camino, G.; Coast, L. Mechanistic study of combustion performance and thermal decomposition behaviour of nylon 6 with added halogen-free fire retardants. Polym. Degrad. Stab. 1996, 54, 217–222. [Google Scholar] [CrossRef]
- Honda, N.; Sugiama, T. Halogen-free flame-retardant epoxy resin composition (to Toshiba). U.S. Patent 5,994,429, 1999. [Google Scholar]
- Muir, D.C.G. Phosphate esters. In Handbook of Environmental Chemistry; Hutzinger, O., Ed.; Springer: New York, NY, USA, 1984; Volume 3, pp. 41–66. [Google Scholar]
- Döring, M.; Diederichs, J. Environmal and Toxicological Properties of Halogen-free Flame Retardants. In Innovative Flame Retardants in E&E Applications, 2nd ed.; pinfa: Brussels, Belgium, 2009; pp. 30–31. [Google Scholar]
- Prival, M.J.; McCoy, E.C.; Gutter, B.; Rosenkranz, H.S. Tris(2,3-dibrompropyl)phosphate: Mutagenicity of a widely used flame retardant. Science 1977, 195, 76–78. [Google Scholar] [CrossRef] [PubMed]
- Joseph, P.; Edbon, J.R. Phosphorus-Based Flame Retardants. In Fire Retardancy of Polymeric Materials; Green, J., Grand, A.F., Wilkie, C.A., Eds.; CRC Press: FL, USA, 2000; pp. 107–129. [Google Scholar]
- Braun, U.; Balabanovich, A.I.; Schartel, B.; Knoll, U.; Artner, J.; Ciesielski, M.; Döring, M.; Perez, R.; Sandler, J.K.W.; Altersädt, V.; Hoffmann, T.; Pospiech, D. Influence of the oxidation state of phosphorus on the decomposition and fire behaviour of flame-retarded epoxy resin composites. Polymer 2006, 47, 8495–8508. [Google Scholar] [CrossRef]
- Ebdon, J.R.; Jones, M.S. Polymeric Materials Encyclopaedia; CRC Press: New York, NY, USA, 1995; pp. 2397–2411. [Google Scholar]
- Pagliuca, A. Flame Retardant Material and a Cable having a cable sheath composed of the same (to Tyco Electronics). WO2010079348, 2010. [Google Scholar]
- Sandler, S.R. Polyester resins flame retarded by poly(metal phosphinate)s (to Pennwalt). U.S. Patent 4,180,495, 1979. [Google Scholar]
- Kleiner, H.J.; Budzinsky, W. Flameproofed polyester molding composition (to Ticona). U.S. Patent 5,780,534, 1998. [Google Scholar]
- Kleiner, H.J.; Budzinsky, W.; Kirsch, C. Flame retardant polyester moulding composition (to Ticona). European Patent 0941996, 1999. [Google Scholar]
- Herwig, W.; Kleiner, H.J.; Sabel, H.D. Flame-retarding agents and their use in the preparation of fire-proof thermoplastic polymers (to Hoechst). European Patent 0006568, 1980. [Google Scholar]
- Weferling, N.; Schmitz, H. P. Process for preparing arylalphosphinic acids (to Clariant). U.S. Patent 6,242,642, 2001. [Google Scholar]
- Hoerold, S. Flame-retarding thermosetting compositions (to Clariant). U.S. Patent 6,420,459, 2002. [Google Scholar]
- Braun, U.; Schartel, B. Flame Retardancy Mechanisms of Aluminium Phosphinate in Combination with Melamine Cyanuarte in Glass-Fibre.Reinforced Poly(1,4-butylene terephthalate). Macromol. Mater. Eng. 2008, 293, 206–217. [Google Scholar] [CrossRef]
- Döring, M.; Diederichs, J. Non-Reactive-Fillers. In Innovative Flame Retardants in E&E Applications, 2nd ed.; pinfa: Brussels, Belgium, 2009; pp. 25–26. [Google Scholar]
- Ciesielski, M.; Schäfer, A.; Döring, M. Novel efficient DOPO-based flame-retardants for PWB relevant epoxy resins with high glass transition temperatures. Polym. Adv. Technol. 2008, 19, 507–515. [Google Scholar] [CrossRef]
- Levchik, S.V.; Bright, D.A.; Dashevsky, S.; Moy, P. Specialty Polymer Additives. Principles and Applications; Al-Malaika, S., Golovoy, A., Wilkie, C.A., Eds.; Blackwell Science: London, UK, 2001; pp. 259–269. [Google Scholar]
- Seibold, S.; Schäfer, A.; Lohstroh, W.; Walter, O.; Döring, M. Phosphorus-containing terephthaldialdehyde adducts - Structure determination and their application as flame retardants in epoxy resins. J. Appl. Polym. Sci. 2008, 108, 264–271. [Google Scholar] [CrossRef]
- Hergenrother, P.M.; Thompson, C.M.; Smith, J.G., Jr.; Connel, J.W.; Hinkley, J.A.; Lyon, R.E.; Moulton, R. Flame retardant aircraft epoxy resins containing phosphorus. Polymer 2005, 46, 5012–5024. [Google Scholar] [CrossRef]
- Lin, C.H.; Cai, S.X. Flame-retardant epoxy resins with high glass-transition temperatures. II. Using a novel hexafunctional curing agent: 9,10-dihydro-9-oxa-10-phosphaphenanthrene 10-yl-tris(4-aminophenyl) methane. J. Polym. Sci. Part A: Polym. Chem. 2005, 43, 5971–5986. [Google Scholar] [CrossRef]
- Liu, Y.L.; Hsiue, G.H.; Lee, R.H.; Chiu, Y.S. Phosphorus-containing epoxy for flame retardant. III: Using phosphorylated diamines as curing agents. J. Appl. Polym. Sci. 1997, 63, 895–901. [Google Scholar] [CrossRef]
- Levchik, S.V.; Camino, G.; Luda, M.P.; Costa, L.; Muller, G.; Costes, B. Epoxy resins cured with aminophenylmethylphosphine oxide—II. Mechanism of thermal decomposition. Polym. Degrad. Stab. 1998, 60, 169–183. [Google Scholar] [CrossRef]
- Wang, C.S.; Lin, C.H. Properties and curing kinetic of diglycidyl ether of bisphenol A cured with a phosphorus-containing diamine. J. Appl. Polym. Sci. 1999, 74, 1635–1645. [Google Scholar] [CrossRef]
- Saito, T.; Ohishi, H. Flame retardants (to Sanko Kaihatsu Kagaku Kenyusho). U.S. Patent 4,280,951, 1981. [Google Scholar]
- Wang, C.S.; Lin, C.H. Synthesis and properties of phosphorus-containing epoxy resins by novel method. J. Polym. Sci. Part A: Polym. Chem. 1999, 37, 3903–3909. [Google Scholar] [CrossRef]
- Döring, M.; Diederichs, J. Reactive-Fillers. In Innovative Flame Retardants in E&E Applications, 2nd ed.; pinfa: Brussels, Belgium, 2009; p. 27. [Google Scholar]
- Ciesielski, M.; Diederichs, J.; Döring, M.; Schäfer, A. Advanced Flame-Retardant Epoxy Resins for Composite Materials. In Fire and Polymers V. Materials and Concepts for Fire Retarancy; Wilkie, C.A., Morgan, A.B., Nelson, G.L., Eds.; ACS: Washington, DC, USA, 2009; pp. 174–190. [Google Scholar]
- Liu, Y.L. Epoxy resins from novel monomers with a bis-(9,10-dihydro-9-oxa-10-oxide-10-phosphaphenanthrene-10-yl-) substituent. J. Polym. Sci. A 2002, 40, 359–368. [Google Scholar] [CrossRef]
- Wang, C.S.; Lee, M.C. Synthesis and modification of a naphthalene-containing trifunctional epoxy resin for electronic applications. J. Appl. Polym. Sci. 1998, 70, 1907–1921. [Google Scholar] [CrossRef]
- Wang, C.S.; Shieh, J.Y. Phosphorus-containing dihydric phenol or naphthol-advanced epoxy resin or cured (to Nat Science Council). U.S. Patent 6,291,626, 2002. [Google Scholar]
- Levchik, S.V.; Weil, E.D. Developments in Phosphorus Flame Retardants. In Advances in Fire retardant materials; Horrocks, A. R., Price, D., Eds.; Woodhead Publishing: Cambridge, UK, 2008; pp. 49–66. [Google Scholar]
- Levchik, S.V.; Piotrowski, A. Polyphosphonate Flame Retardants Curing Agent for Epoxy Resins. WO2004113411, 2004. [Google Scholar]
- Levchik, S.V.; Buczek, M. Epoxy Resin Composition Containing Reactive Flame Retardant Phosphonate Oligomer and Filler. WO2004044054, 2004. [Google Scholar]
- Ciesielski, M.; Schmidt, A.; Diederichs, J.; Wagner, S.; Schäfer, A.; Müller, P.; Zhang, L.; Döring, M. Proceedings of the 14th European Conference on Composite Materials, Budapest, Hungary, 7-10 June 2010. (in press).
- Perez, R.M.; Sandler, K.W.; Altstädt, V.; Hoffmann, T.; Pospiech, D.; Ciesielski, M.; Döring, M. Effect of DOP-based compounds, on fire retardancy, thermal stabiliy and mechanical properties of DGEBA cured with 4,4’-DDS. J. Mat. Sci. 2005, 41, 341–353. [Google Scholar] [CrossRef]
- Perez, R.M.; Sandler, J.K.W.; Altstädt, V.; Hoffmann, T.; Pospiech, D.; Ciesielski, M.; Döring, M.; Braun, U.; Knoll, U.; Schartel, B. Effective halogen-free flame retardants for carbon fibre-reinforced epoxy composites. J. Mat. Sci. 2006, 41, 4981–4984. [Google Scholar] [CrossRef]
- Schäfer, A.; Seibold, S.; Lohstroh, W.; Walter, O.; Döring, M. Synthesis and properties of flame-retardant epoxy resins based on DOPO and one of its analog DPPO. J. Appl. Polym. Sci. 2007, 105, 685–696. [Google Scholar] [CrossRef]
- Liu, Y.L. Epoxy resins from novel monomers with a bis-(9,10-dihydro-9-oxa-10-oxide-10-phosphaphenanthrene-10-yl-) substituent. J. Polym. Sci., Part A: Polym. Chem. 2002, 40, 359–368. [Google Scholar] [CrossRef]
- Wang, C.S.; Shieh, J.Y. Synthesis and properties of epoxy resins containing 2-(6-oxid-6H-1,2oxaphosphorin-6-yl)1,4-benzenediol. Polymer 1998, 39, 5819–5826. [Google Scholar] [CrossRef]
- Ho, T.H.; Hwang, H.J.; Shieh, J.Y.; Chung, M.C. Thermal and physical properties of flame-retardant epoxy resins containing 2-(6-oxido-6H-dibenz(1,2)oxaphosphorin-6-yl)-1,4-naphthalenediol and cured with dicyanate ester. Polym. Degr. Stab. 2008, 93, 2077–2083. [Google Scholar] [CrossRef]
- Wang, C.S.; Lee, M.C. Synthesis and properties of epoxy resins containing 2-(6-oxid-6H-dibenz(c,e)(1,2) oxaphosphorin-6-yl) 1,4-benzenediol (II). Polymer 2000, 41, 3631–3638. [Google Scholar] [CrossRef]
- Seibold, S.; Schäfer, A.; Walter, O.; Döring, M. Phosphorus-containing terephthaldialdehyde adducts - Structure determination and their application as flame retardants in epoxy resins. J. Appl. Polym. Sci. 2008, 108, 264–271. [Google Scholar] [CrossRef]
- Xia, X.N.; Lu, Y.B.; Zhou, X.; Xiong, Y.Q.; Zhang, X.H.; Xu, W.J. Synthesis of novel phosphorous-containing biphenol, 2-(5, 5-dimethyl-4-phenyl-2-oxy-1,3,2-dioxaphosphorin-6-yl)-1,4-benzenediol and its application as flame-retardant in epoxy resin. Appl. Polym. Sci. 2006, 102, 3842–3847. [Google Scholar] [CrossRef]
- Schäfer, A.; Seibold, S.; Walter, O.; Döring, M. Novel high Tg flame retardancy approach for epoxy resins. Polym. Degrad. Stab. 2008, 93, 557–560. [Google Scholar] [CrossRef]
© 2010 by the authors; licensee MDPI, Basel, Switzerland. This article is an Open Access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Rakotomalala, M.; Wagner, S.; Döring, M. Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications. Materials 2010, 3, 4300-4327. https://doi.org/10.3390/ma3084300
Rakotomalala M, Wagner S, Döring M. Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications. Materials. 2010; 3(8):4300-4327. https://doi.org/10.3390/ma3084300
Chicago/Turabian StyleRakotomalala, Muriel, Sebastian Wagner, and Manfred Döring. 2010. "Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications" Materials 3, no. 8: 4300-4327. https://doi.org/10.3390/ma3084300
APA StyleRakotomalala, M., Wagner, S., & Döring, M. (2010). Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications. Materials, 3(8), 4300-4327. https://doi.org/10.3390/ma3084300