Study of Ni Metallization in Macroporous Si Using Wet Chemistry for Radio Frequency Cross-Talk Isolation in Mixed Signal Integrated Circuits

Abstract
:1. Introduction
2. Results and Discussion

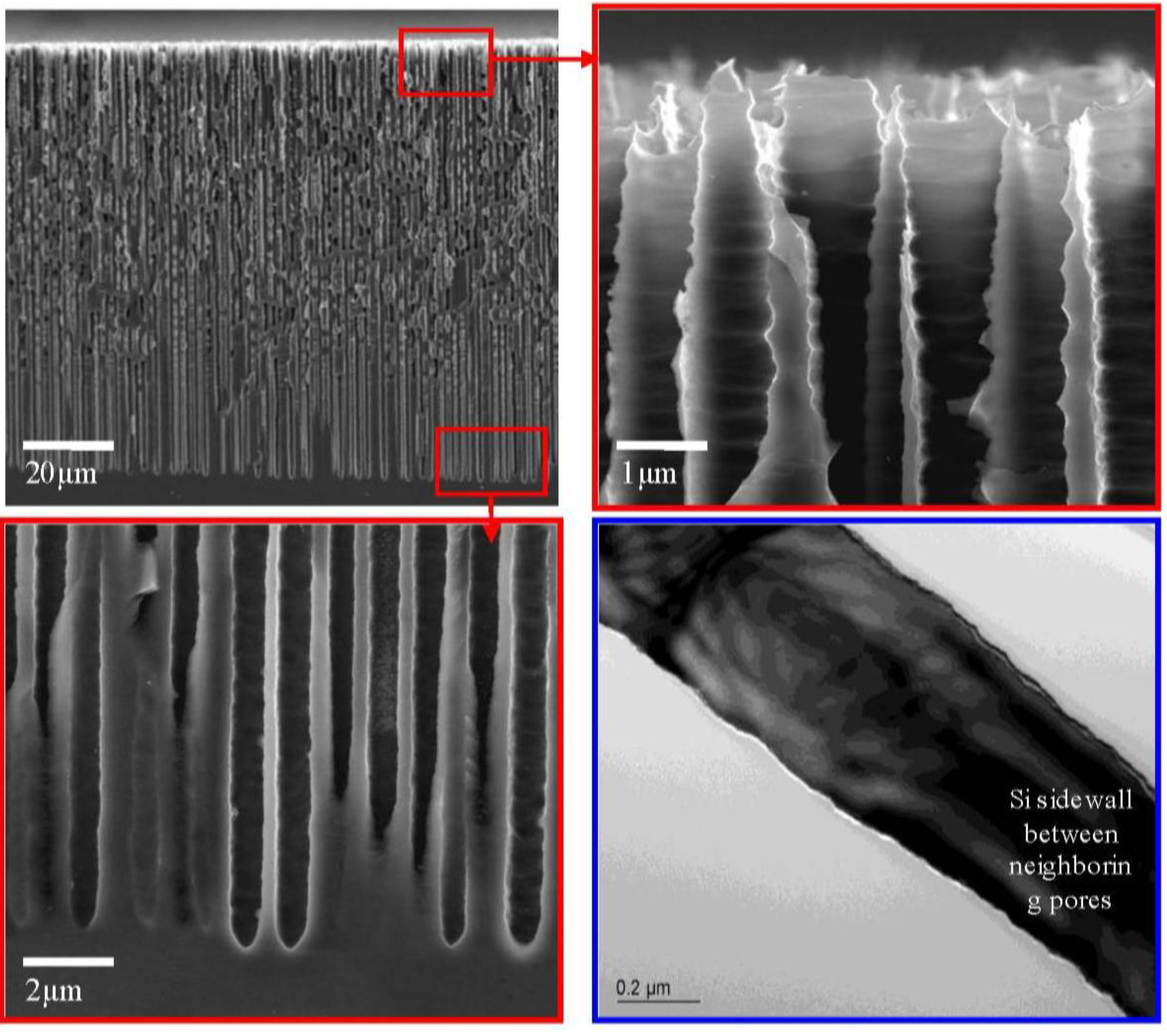
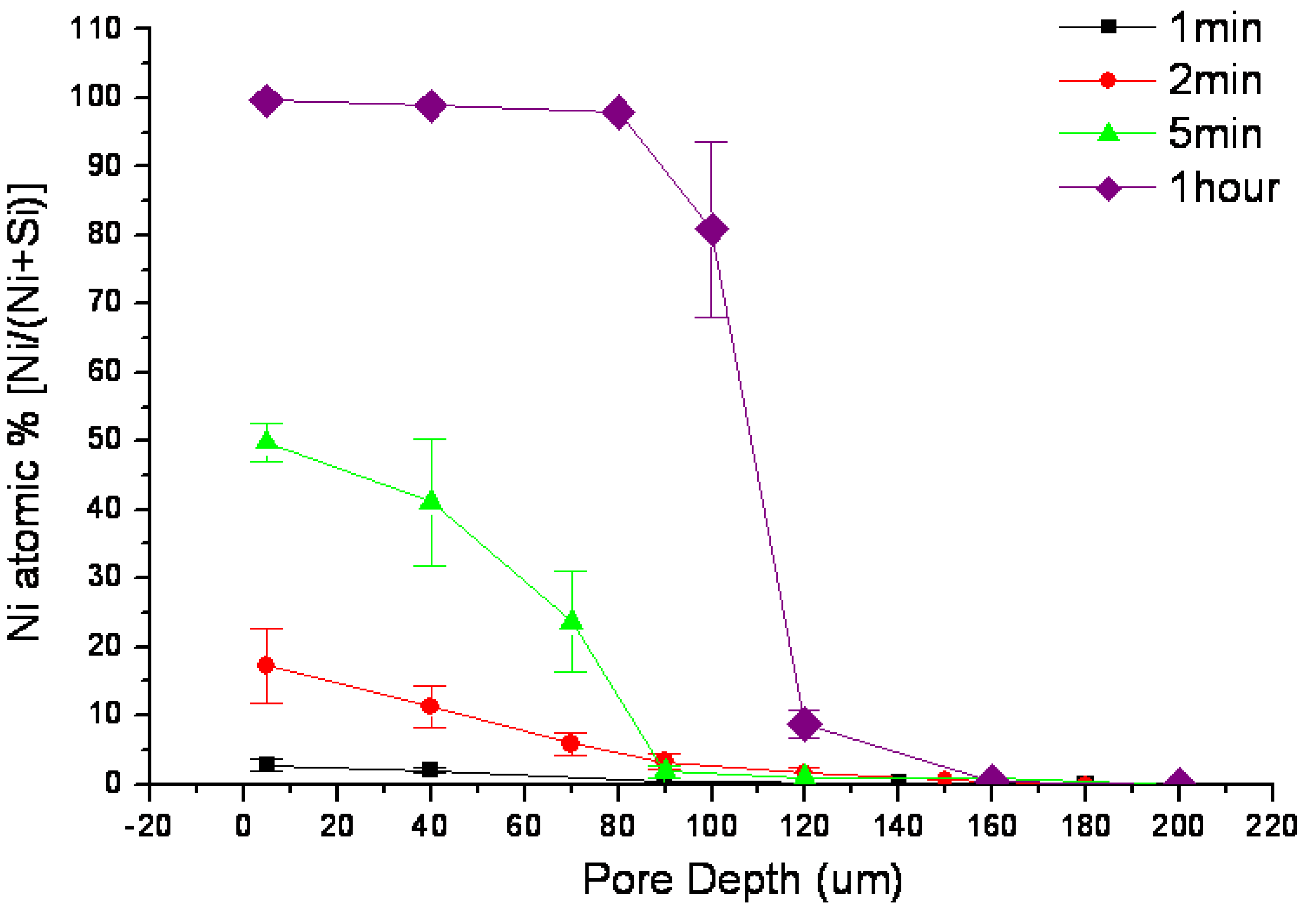
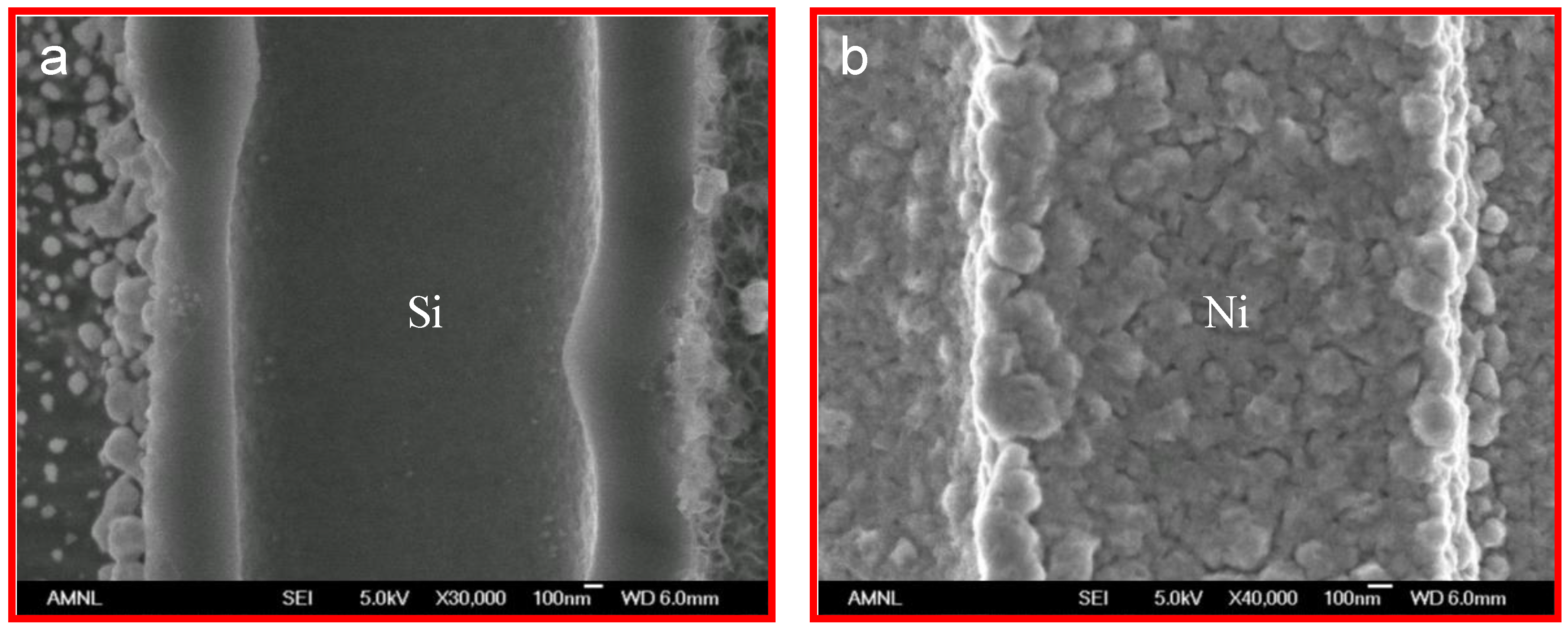
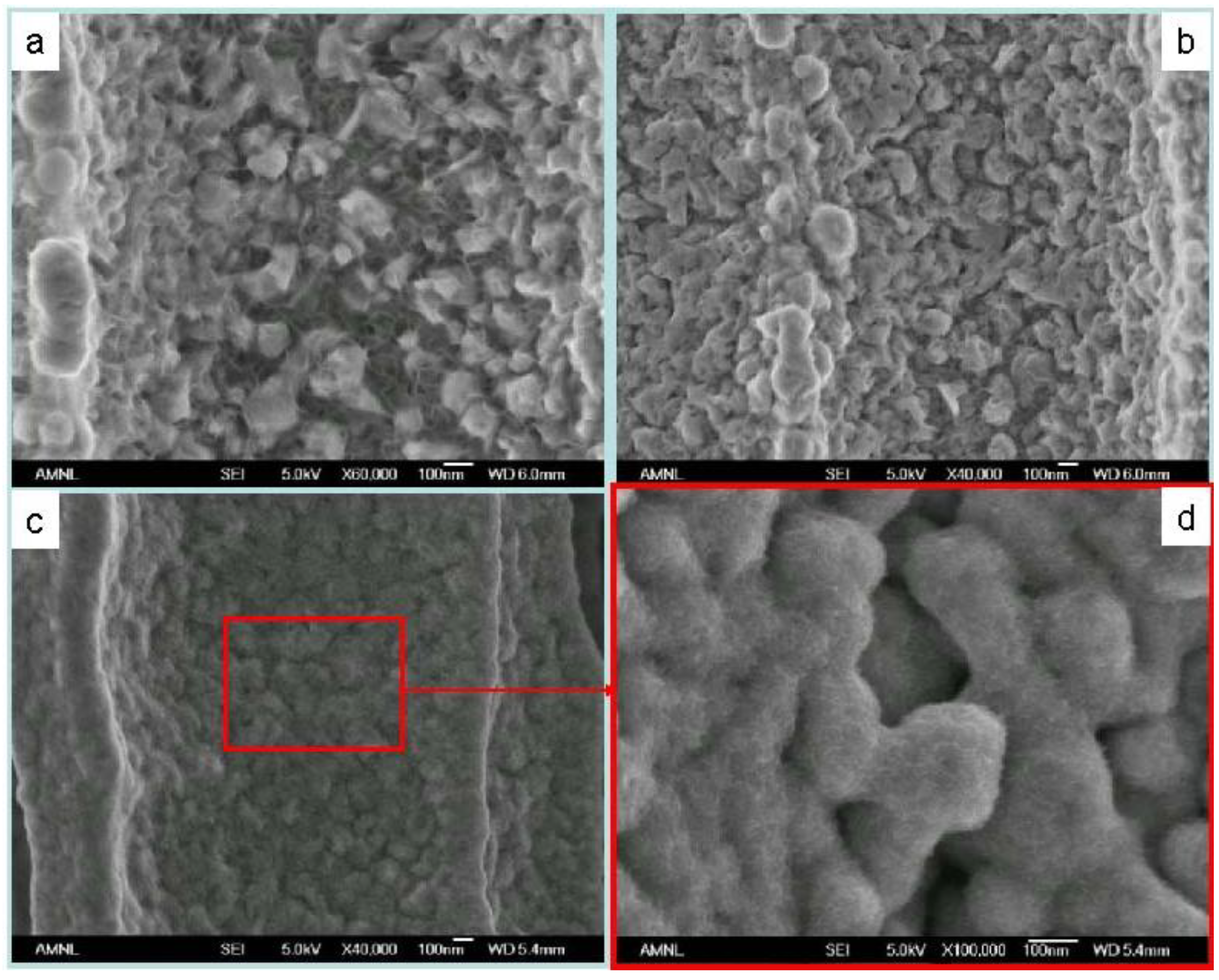
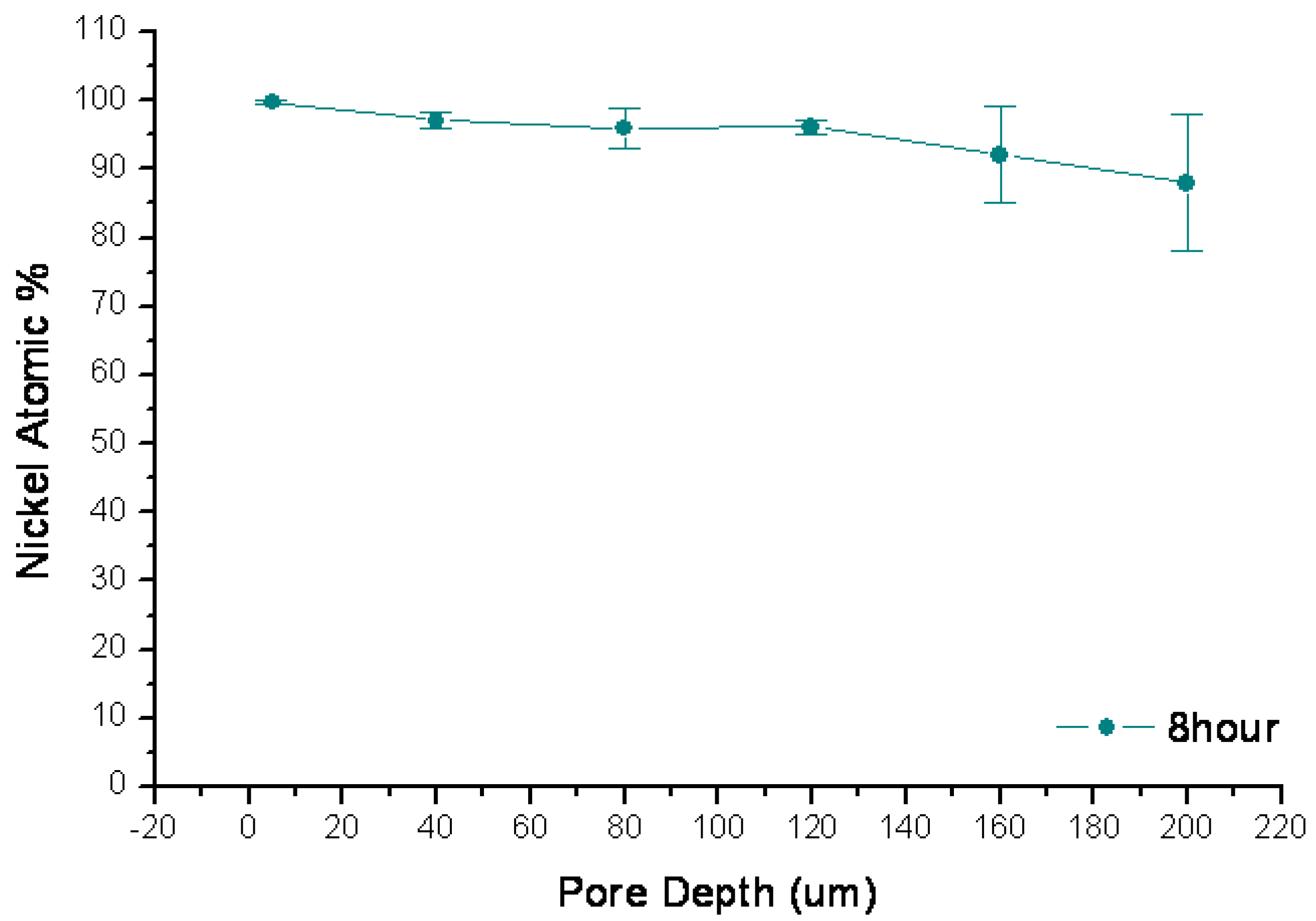
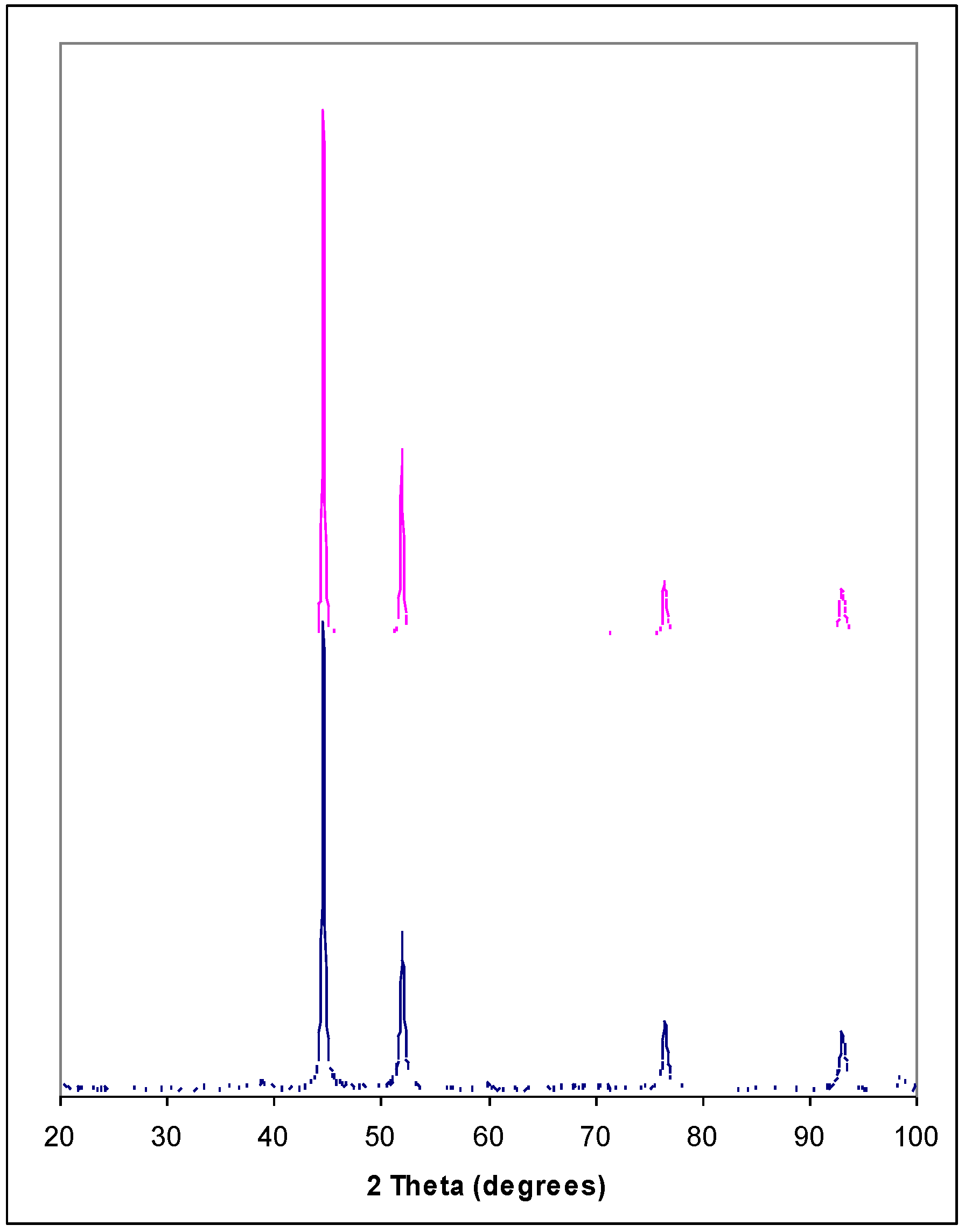
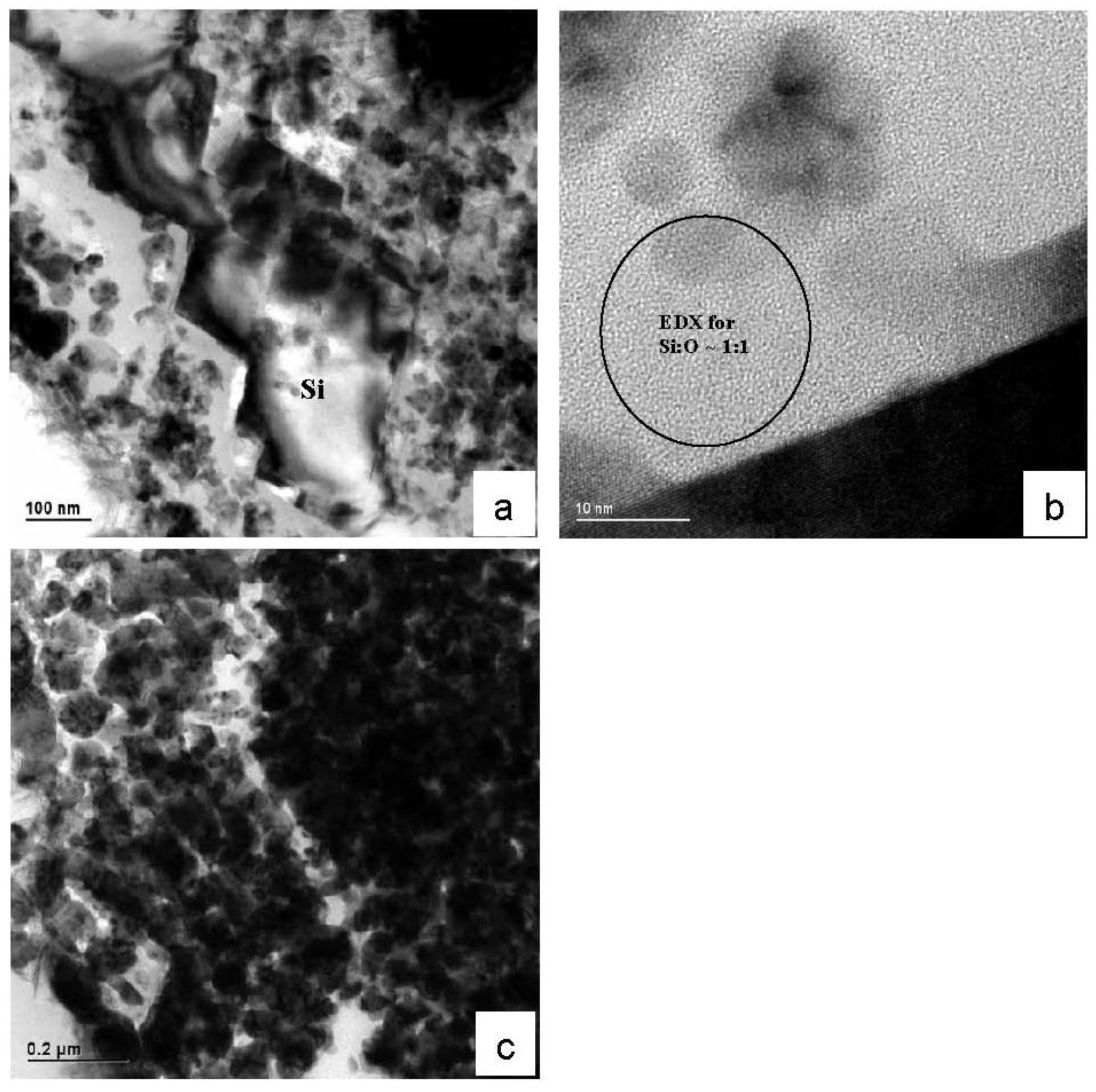
2.1. Metallization of Ultra-High-Aspect-Ratio Si Macropores Using Wet Chemical Plating






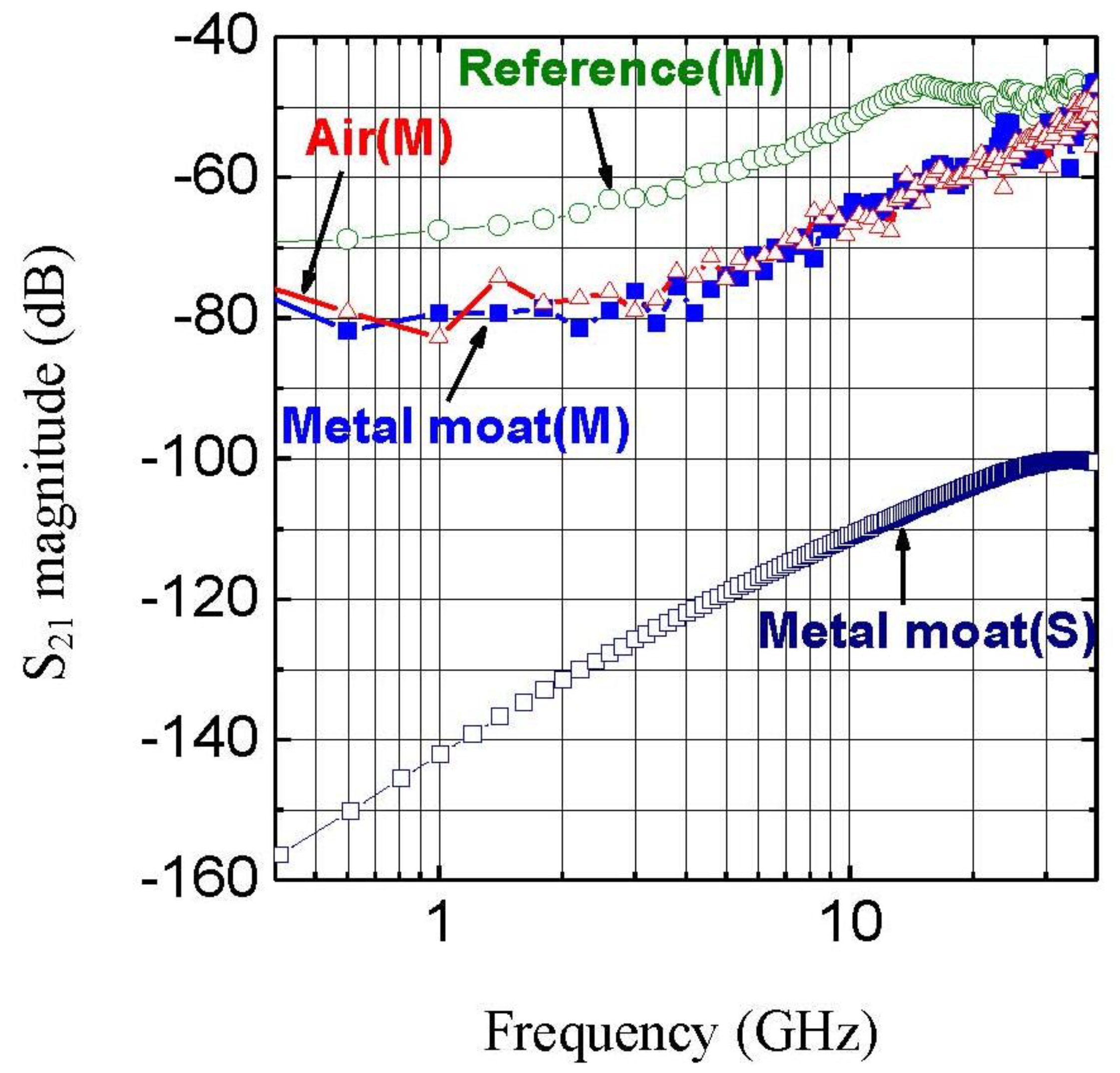
2.2. Cross-Talk Measurement over the Test-Structure

3. Experimental Section
3.1. Preparation of Macroporous Si
3.2. Metallization of Ultra-high-aspect-ratio Si Macropores Using Wet Chemical Plating

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Major Chemicals | Moles per Liter (M) |
|---|---|
| NiSO4 6H2O | 1 |
| (NH4)2SO4 | 0.5 |
| Reducing/Complexing agents | 0 |
| Wetting agent | 10 mg in 50 mL bath |
| Conditions | |
| pH = 8.0 adjusted by Ammonia | Temperature = 60 °C |
3.3. Cross-Talk Measurement over the Test-Structure
4. Conclusions
Acknowledgements
References
- Kim, H.S.; Xie, Y.H.; Jenkins, K.A. Effective crosstalk isolation through p(+) Si substrates with semi-insulating porous Si. IEEE Electron. Device Lett. 2002, 23, 160–162. [Google Scholar] [CrossRef]
- Kim, H.S.; Chong, K.; Xie, Y.H. The promising role of porous Si in mixed-signal integrated circuit technology. Phys. Stat. Sol. (a) 2003, 197, 269–274. [Google Scholar] [CrossRef]
- Kim, H.S.; Xie, Y.H.; Devincentis, M.; Itoh, T.; Jenkins, K.A. Unoxidized porous Si as an isolation material for mixed-signal integrated circuit applications. J. Appl. Phys. 2003, 93, 4226–4231. [Google Scholar] [CrossRef]
- Canham, L.T.; Houlton, M.R.; Leong, W.Y.; Pickering, C.; Keen, J.M. Atmospheric impregnation of porous silicon at room temperature. J. Appl. Phy. 1991, 70, 422–431. [Google Scholar] [CrossRef]
- Chong, K.; Zhang, X.; Tu, K.N.; Huang, D.; Chang, M.F.; Xie, Y.H. Three-dimensional substrate impedance engineering based on p−/p+ Si substrate for Mixed-signal System-on-chip (SoC). IEEE Trans. Electron. Devices 2005, 52, 2440–2446. [Google Scholar] [CrossRef]
- Wu, J.H.; DEL Alamo, J.A.; Jenkins, K.A. A high aspect-ratio silicon substrate-via technology and applications: Through-wafer interconnects for power and ground and faraday cages for SoC isolation. Proc. IEDM 2000, 2000, 477–480. [Google Scholar]
- Lust, S.; Levy-Clement, C. Macropore formation on medium doped p-type Silicon. Phys. Stat. Sol. (a) 2000, 182, 17–21. [Google Scholar] [CrossRef]
- Lehmann, V.; Rönnebeck, S. The physics of macropore formation in low-doped p-type silicon. J. Electrochem. Soc. 1999, 146, 2968–2975. [Google Scholar] [CrossRef]
- Chao, K.J.; Kao, S.C.; Yang, C.M.; Hseu, M.S.; Tsai, T.G. Formation of high aspect ratio macropore array on p-type silicon. Electrochem. Sol. Stat. Lett. 2000, 3, 489–492. [Google Scholar] [CrossRef]
- Christophersen, M.; Carstensen, J.; Voigt, K.; Föll, H. Organic and aqueous electrolytes used for etching macro- and mesoporous silicon. Phys. Stat. Sol. (a) 2003, 197, 34–38. [Google Scholar] [CrossRef]
- O’Sullivan, E.J.; Schrott, A.G.; Paunovic, M.; Sambucetti, C.J.; Marino, J.R.; Bailey, P.J.; Kaja, S.; Semkow, K.W. Electrolessly deposited diffusion barriers for microelectronics. IBM J. Res. Dev. 1998, 42, 607–620. [Google Scholar] [CrossRef]
- Honma, H.; Kobayashi, T. Electroless copper deposition process using glyoxylic-acid as a reducing agent. J. Electrochem. Soc. 1994, 141, 730–733. [Google Scholar] [CrossRef]
- Takano, N.; Hosoda, N.; Yamada, T.; Osaka, T. Mechanism of the chemical deposition of nickel on silicon wafers in aqueous solution. J. Electrochem. Soc. 1999, 146, 1407–1411. [Google Scholar] [CrossRef]
- Harraz, F.A.; Sasano, J.; Sakka, T.; Ogata, Y.H. Different behavior in immersion plating of nickel on porous silicon from acidic and alkaline fluoride media. J. Electrochem. Soc. 2003, 150, C277–C284. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Z.; Tu, K.N. Immersion nickel deposition on blank silicon in aqueous solution containing ammonium fluoride. Thin Solid Films 2007, 515, 4696–4701. [Google Scholar] [CrossRef]
- Zhang, X.; Ren, F.; Goorsky, M.S.; Tu, K.N. Study of the initial stage of electroless nickel deposition on Si (100) substrates in aqueous alkaline solution. Surf. Coat. Tech. 2006, 201, 2724–2732. [Google Scholar] [CrossRef]
- Xu, C.; Li, M.; Zhang, X.; Tu, K.N.; Xie, Y.H. Theoretical studies of displacement deposition of nickel into porous silicon with ultrahigh aspect ratio. Electrochim. Acta 2007, 52, 3901–3909. [Google Scholar] [CrossRef]
- Morinaga, H.; Suyama, M.; Ohmi, T. Mechanism of metallic particle growth and metal-induced pitting on Si wafer surface in wet chemical-processing. J. Electrochem. Soc. 1994, 141, 2834–2841. [Google Scholar] [CrossRef]
- Chela, M.; Homma, T.; Bertagna, V.; Erre, R.; Kubo, N.; Osaka, T. Survey of the metal nucleation processes on silicon surfaces in fluoride solutions: From dilute HF to concentrated NH4F solutions. J. Electroanal. Chem. 2003, 559, 111–123. [Google Scholar] [CrossRef]
- Nagahara, L.; Ohmori, T.; Hashimoto, K.; Fujishima, A. Effects of HF solution in the electroless deposition process on silicon surfaces. J. Vac. Sci. Technol. A 1993, 11, 763–767. [Google Scholar] [CrossRef]
- Gorostiza, P.; Kulandainathan, M.A.; Diaz, R.; Sanz, F.; Allongue, P.; Morante, J.R. Charge exchange processes during the open-circuit deposition of nickel on silicon from fluoride solutions. J. Electrochem. Soc. 2000, 147, 1026–1030. [Google Scholar] [CrossRef]
- Yau, S.L.; Kaji, K. Electrochemical etching of Si (001) in NH4F solutions: Initial stage and {111} microfacet formation. Appl. Phys. Lett. 1995, 66, 766–768. [Google Scholar] [CrossRef]
- Niwano, M.; Kondo, Y.; Kimura, Y. In situ infrared observation of etching and oxidation processes on Si surfaces in NH4F solution. J. Electrochem. Soc. 2000, 147, 1555–1559. [Google Scholar] [CrossRef]
- Canham, L.T. Properties of Porous Silicon; INSPEC, The Institute of Electrical Engineers: London, UK, 1997. [Google Scholar]
- Xu, C.; Zhang, X.; Chong, K.; Tu, K.N.; Xie, Y.H. Nickel displacement deposition of porous silicon with ultrahigh aspect ratio. J. Electrohem. Soc. 2007, 154, D170–D174. [Google Scholar] [CrossRef]
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Zhang, X.; Xu, C.; Chong, K.; Tu, K.-N.; Xie, Y.-H. Study of Ni Metallization in Macroporous Si Using Wet Chemistry for Radio Frequency Cross-Talk Isolation in Mixed Signal Integrated Circuits. Materials 2011, 4, 952-962. https://doi.org/10.3390/ma4060952
Zhang X, Xu C, Chong K, Tu K-N, Xie Y-H. Study of Ni Metallization in Macroporous Si Using Wet Chemistry for Radio Frequency Cross-Talk Isolation in Mixed Signal Integrated Circuits. Materials. 2011; 4(6):952-962. https://doi.org/10.3390/ma4060952
Chicago/Turabian StyleZhang, Xi, Chengkun Xu, Kyuchul Chong, King-Ning Tu, and Ya-Hong Xie. 2011. "Study of Ni Metallization in Macroporous Si Using Wet Chemistry for Radio Frequency Cross-Talk Isolation in Mixed Signal Integrated Circuits" Materials 4, no. 6: 952-962. https://doi.org/10.3390/ma4060952
APA StyleZhang, X., Xu, C., Chong, K., Tu, K.-N., & Xie, Y.-H. (2011). Study of Ni Metallization in Macroporous Si Using Wet Chemistry for Radio Frequency Cross-Talk Isolation in Mixed Signal Integrated Circuits. Materials, 4(6), 952-962. https://doi.org/10.3390/ma4060952