3.1. Solid Diffusion Carburization of SPDSS
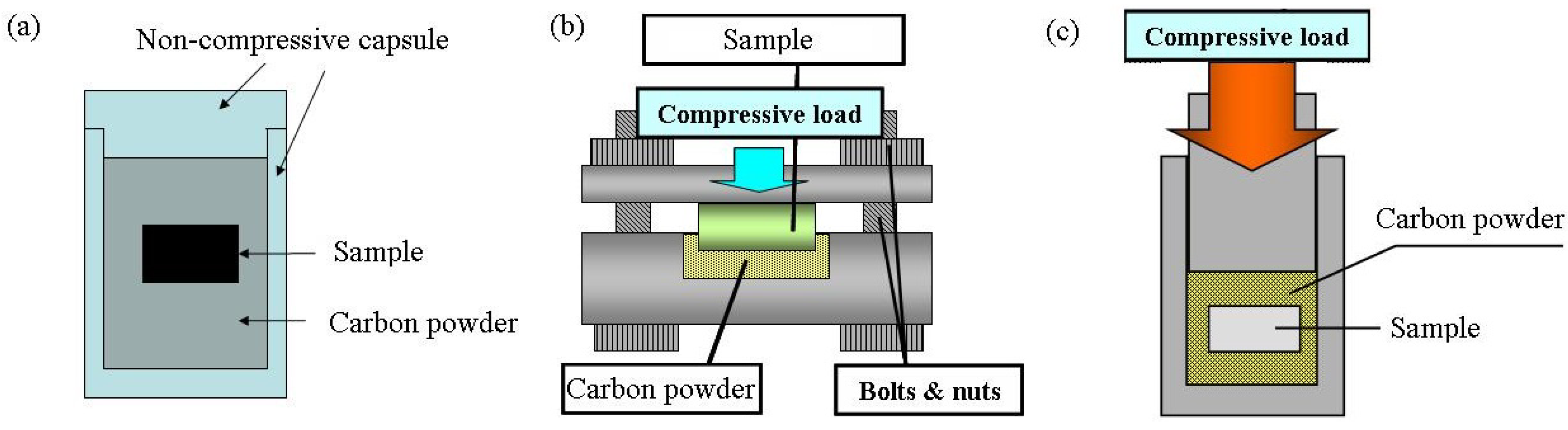
The diffusion of carbon into SPDSS has been investigated using several methods. Three types of carburization apparatuses are shown in
Figure 5. The carbon diffuses into surfaces exposed to carbon powder. Jauhari
et al. performed carburization using the two kinds of apparatuses shown in
Figure 5a and b [
10]. For the apparatus shown in
Figure 5a, a very small quasi-uniaxial pressure generated by thermal expansion is applied (hereafter, denoted by process A). For the apparatus shown in
Figure 5b, a stress is applied to the compressed surface (hereafter, denoted by process B). For process B, Jauhari
et al. was conducted at compressive stress of 74 MPa. Under this condition, some superplastic deformation would be expected at 1223 K; therefore to compare the result of process A and B, the difference of diffusion concurrent with superplastic deformation was observed. Recently, Ahamad
et al. have investigated the diffusion concurrent with superplastic deformation using compression testing machine. The surface of the specimen exposed to the carbon, and then the sample compressed the strain rate of 1 × 10
−4 s
−1 up to the amount of compression strains 0.5 % at various temperatures [
11]. Their experiment also demonstrates the relation between the superplastic deformation and diffusion. According to the above two papers, the presence of Fe-carbide and Cr-carbide on the surface was confirmed by X-ray diffraction. Further they estimated the activation energies (Q) from following procedure [
10,
11]. The carburized layer thickness (
d) was defined as the texture difference obtained by scanning electron microscope (SEM) image. The carbon layer growth rate constant (K) was estimated by the annealing time (
t) dependence of d using the equation as below:
Q was estimated using following Arrhenius relation:
where K
0, R and T are the constant, gas constant (8.314 J/mol K) and temperature, respectively.
According to the Q calculated in process A is 198.58 kJ/mol, whereas the Q of process B is 151.87 kJ/mol. Further, the Q obtained by Ahamad
et al. was 174.08 kJ/mol [
11]. Their process to obtained Q is the same as further experiments perform in same group;, therefore aforementioned value can be used for comparison. From their results, it can be considered that the uniaxial compressive stress decreases the energy barrier for the diffusion of carbon into SPDSS [
10,
11]. However the absolute value of Q obtained by the above mentioned method needs to be taken care of, due to the value of
d obtained by SEM image. The
d should be defined by concentration change; further it would be necessary to consider the reaction to the Fe and Cr in SPDSS.
Figure 5.
Apparatuses used in previous carburization experiments.
Figure 5.
Apparatuses used in previous carburization experiments.
Our group performed diffusion carburization experiments on both non-superplastic DSS and SPDSS using the apparatus shown in
Figure 5c [
12]. Carburization was performed using an evacuated compression testing machine at a compressive stress of 3 MPa.
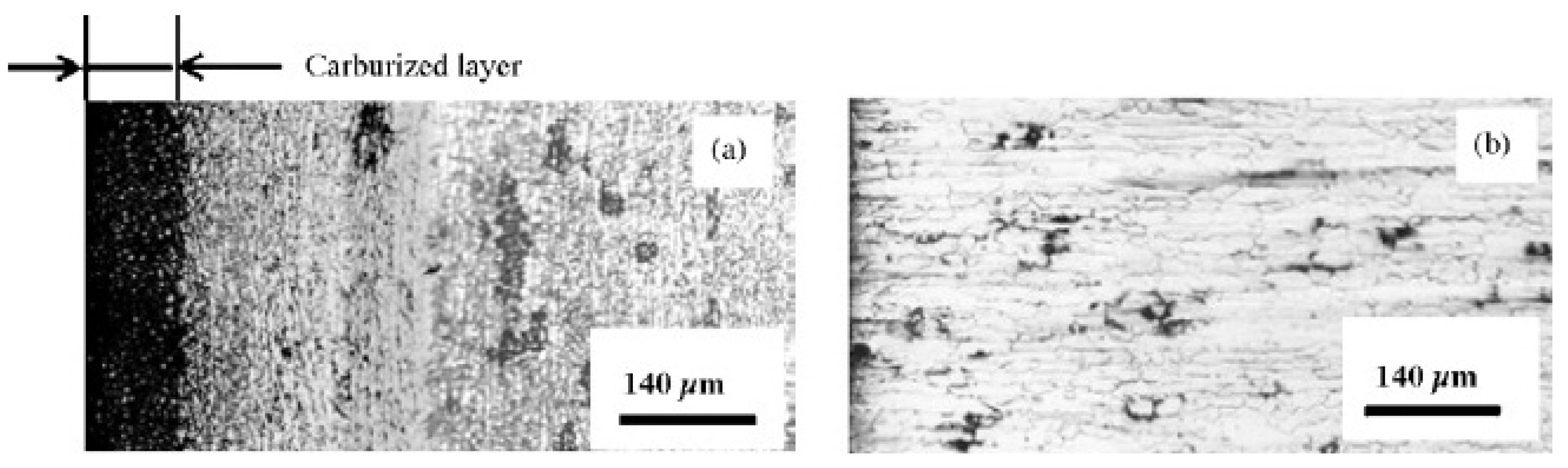
Micrographs of the vertical cross-section of the compression face of both the non-superplastic DSS and SPDSS carburized at 1273 K for 30 min. are shown in
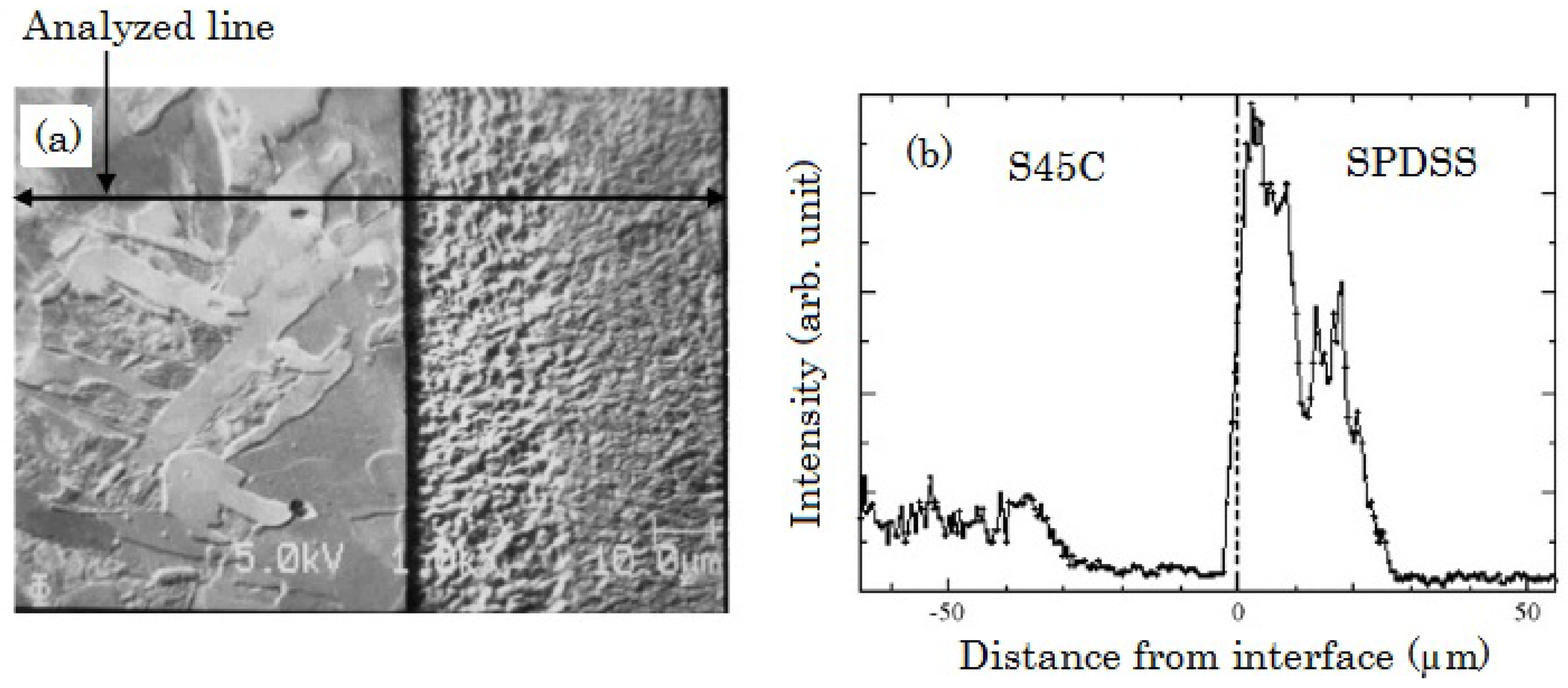
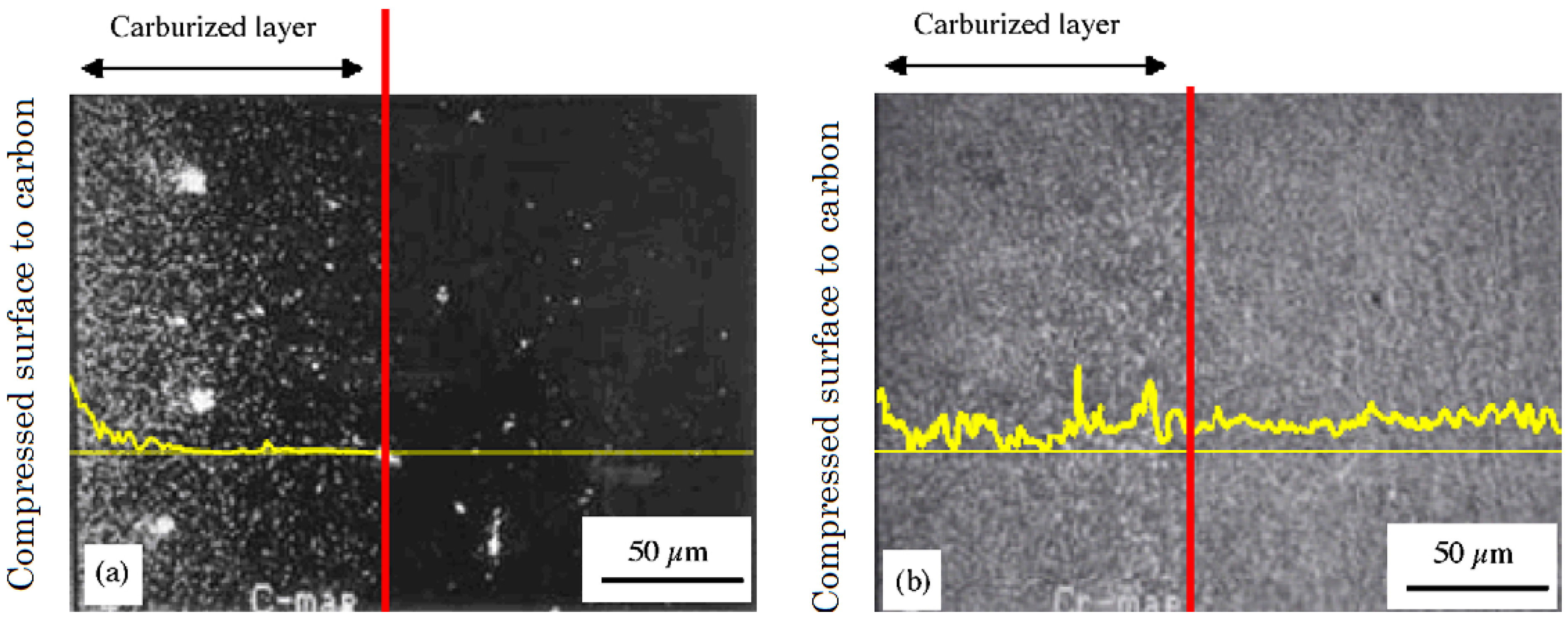
Figure 6. To reveal the distribution of Cr-carbide, both cross-section surfaces were electrolytically etched using a 10% oxalic acid solution. The black region in the figure shows the etched area, namely, Cr-carbide area. It is clear that carbon diffuses into the SPDSS rather than the non-superplastic DSS. AES analysis results for the above mentioned SPDSS carburized method is shown in
Figure 7a, which confirms C is near the compressed surface to carbon. From the line analysis result shown in
Figure 7, the concentration of C shows drastic decrease to a depth of 50 μm inside the surface; a further small amount of C can be detected between the depths of 50 and 120 μm. The carburized layer thickness of 120 μm corresponds to that obtained in
Figure 6a. Further, according to the line analysis result of Cr shown in
Figure 7b, the concentration of Cr, is instable in carburized layer; however, in the non-carburized area the intensity of Cr is almost constant. It represents segregation of Cr caused by the diffusion of C.
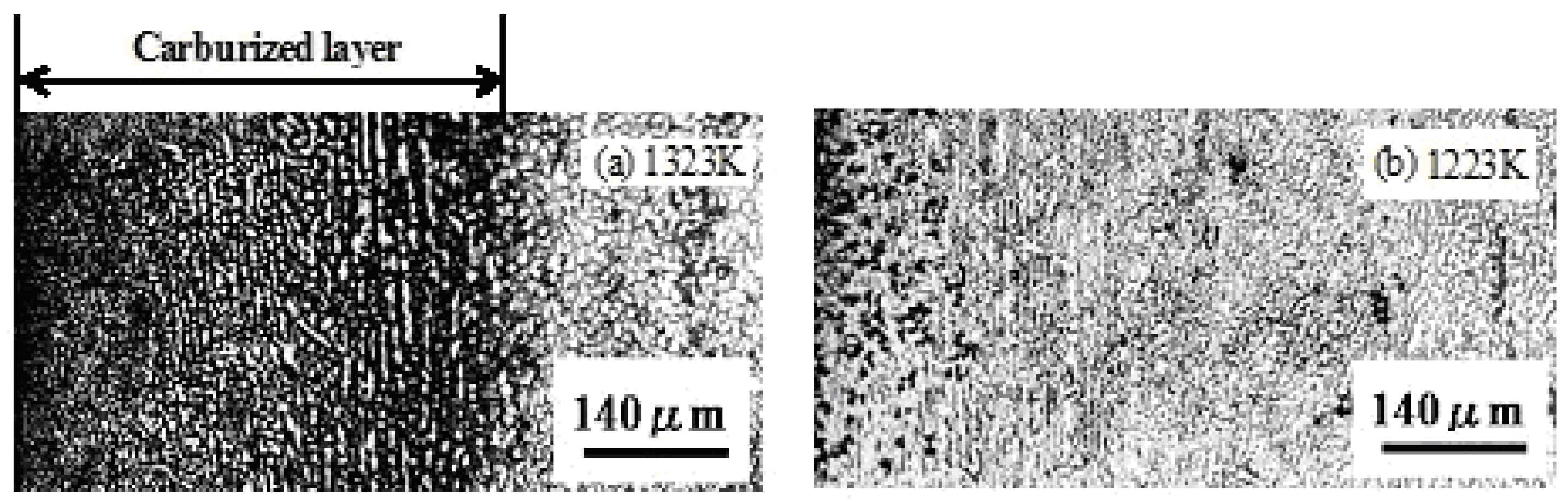
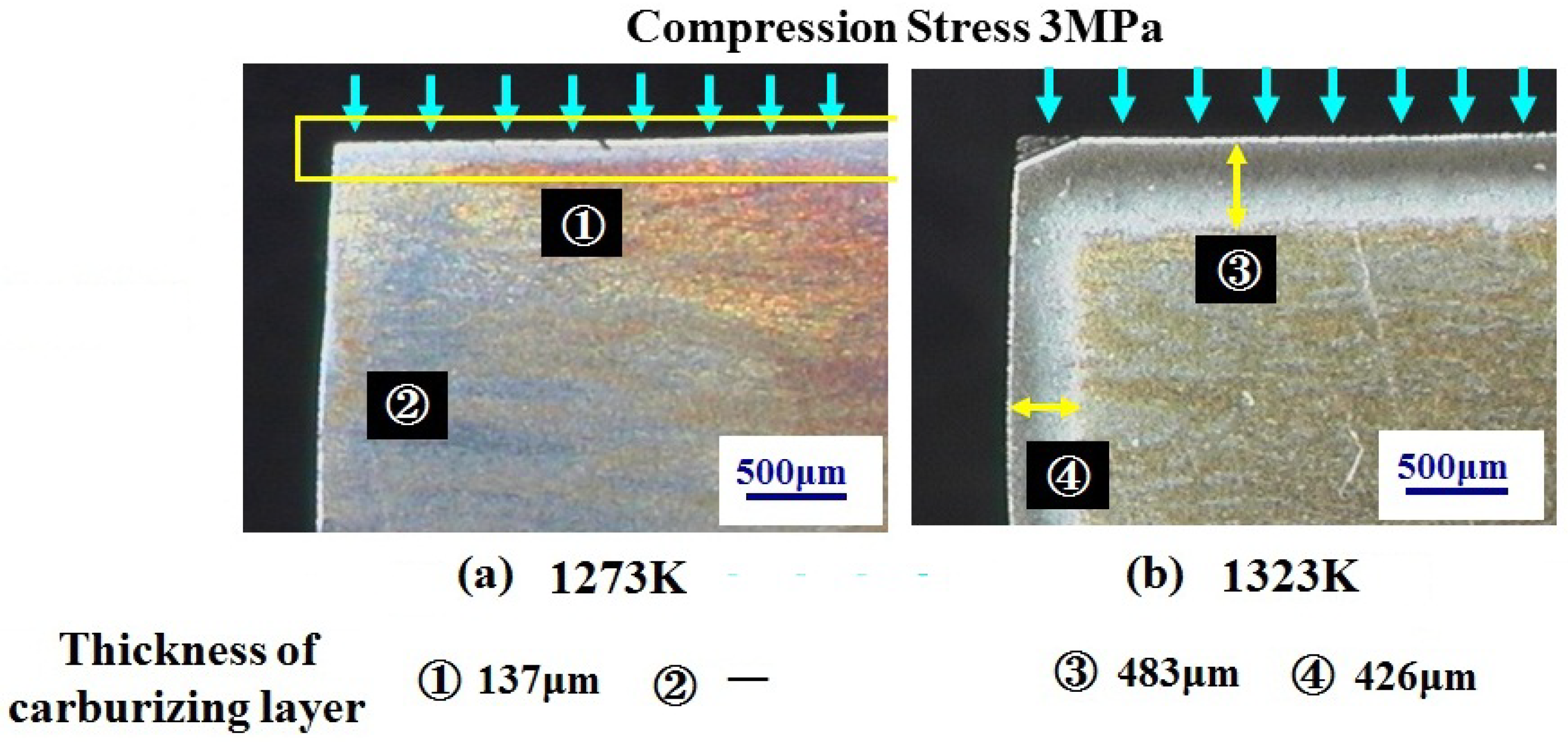
Micrographs of the vertical cross-section of the compression faces of SPDSS, carburized at various temperatures in 30 min, are shown in
Figure 8. The thickness of the carburized layer increases with increasing temperature.
Figure 6.
Micrograph of the vertical cross-section of compression side faces of non-superplastic SPDSS (
a) and non-superplastic DSS (
b) carburized at 1273 K for 30 min [
12]. The surfaces are electrolytically etched using a 10% oxalic acid solution.
Figure 6.
Micrograph of the vertical cross-section of compression side faces of non-superplastic SPDSS (
a) and non-superplastic DSS (
b) carburized at 1273 K for 30 min [
12]. The surfaces are electrolytically etched using a 10% oxalic acid solution.
Figure 7.
Concentration mapping for Carbon (
a) and Chromium (
b) obtained by auger electron spectroscopy of the vertical cross-section of compression side faces of SPDSS carburized at 1273 K for 30 min under 3 MPa. The bold yellow lines in figures are line analysis results for each element [
12].
Figure 7.
Concentration mapping for Carbon (
a) and Chromium (
b) obtained by auger electron spectroscopy of the vertical cross-section of compression side faces of SPDSS carburized at 1273 K for 30 min under 3 MPa. The bold yellow lines in figures are line analysis results for each element [
12].
Figure 8.
Micrograph of the vertical cross-section of compression faces of the SPDSS carburized at 1323 K (a) and 1223 K (b) for 30 min. The surfaces are electrolytically etched using a 10% oxalic acid solution.
Figure 8.
Micrograph of the vertical cross-section of compression faces of the SPDSS carburized at 1323 K (a) and 1223 K (b) for 30 min. The surfaces are electrolytically etched using a 10% oxalic acid solution.
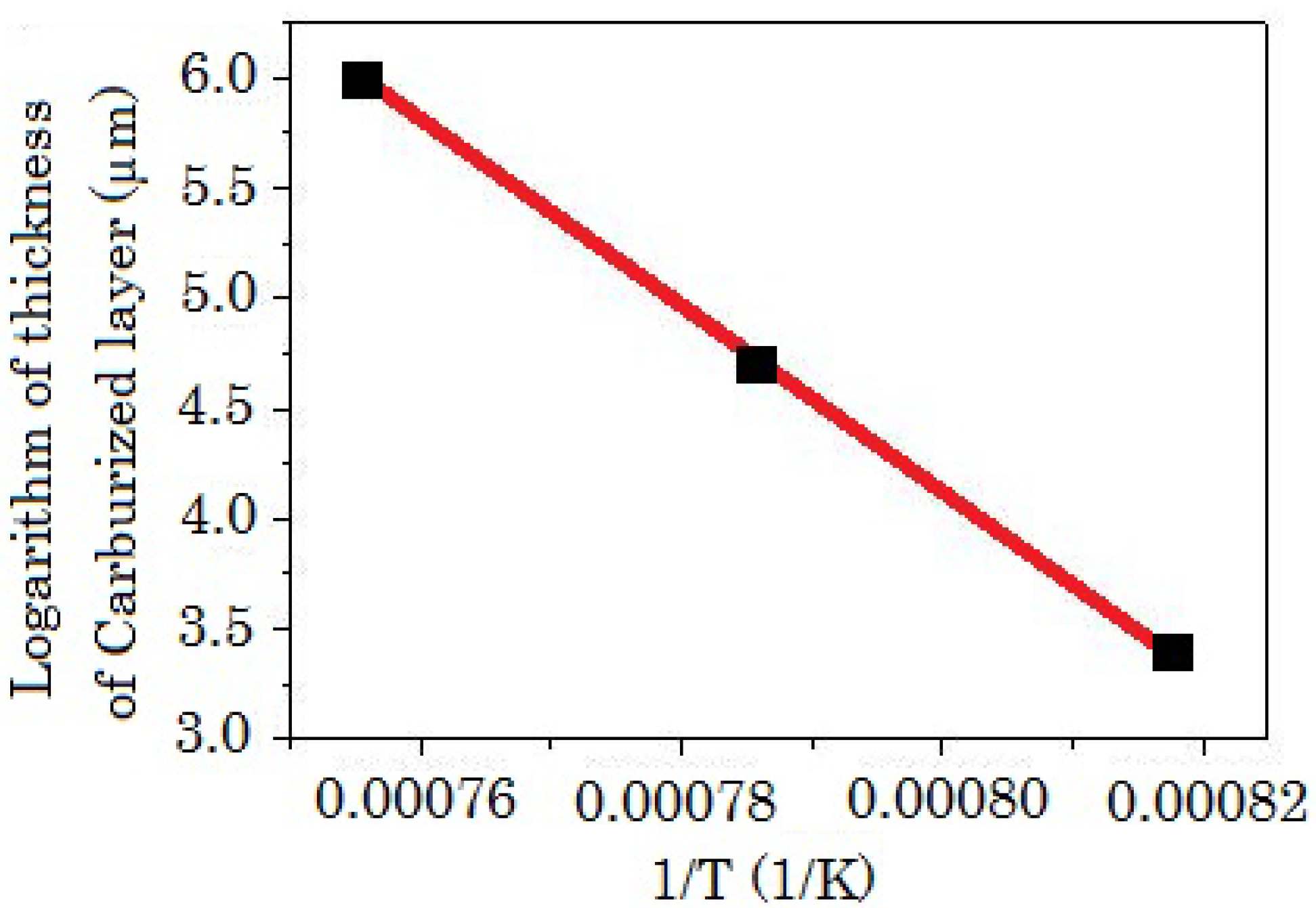
An Arrhenius plot of the temperature dependence of the carburized layer thickness (
t), defined by the micrograph of 10% oxalic acid solution electrolytically etched surface, is shown in
Figure 9. The plot of 1/T is directly proportional to ln
t. This result indicates that the activation energy is the same in temperature range above 1223 K, namely, in the superplastic state.
Figure 9.
Arrhenius plot of the temperature dependence of the carburized layer thickness.
Figure 9.
Arrhenius plot of the temperature dependence of the carburized layer thickness.
Micrographs of compression and non-compression faces carburized at 1273 and 1327 K are shown in
Figure 10, respectively. At 1273 K shown in
Figure 10a, the carburized layer is only confirmed on the compression face. However, at 1327 K, the carburized layer is clearly confirmed not only on the compression side but on the non-compression side as well. As results show that compressive stress activates the diffusion of carbon into the SPDSS, then the re-crystallization of microscopic grains is caused by heat activating the diffusion of carbon.
The Vickers hardness of a carburized layer is reported in references 10 and 11. The surface hardness of carburized layer made in process B under compression stress 74 MPa at 1223 K for 8h is higher than that of process A under very small stress [
10]. On the other hand, according to the experiment of Ahamad
et al. using compression testing machine at 1223 K for 84 min., the Vickers hardness of carburized layer is similar to the process A in reference 10. These results indicate two factors exist to increase Vickers hardness. One is the deformation, which is considered to promote the diffusion of carbon, and the other is time, which is considered to promote the reaction among carbon and comprising elements of SPDSS. The surface hardness mentioned in reference 10 reaches over 1000 Hv after carburization at a temperature of 1223 K for 8 h using process B. This value is comparable to that of hard type chemical Cr deposition coating.
Figure 10.
Micrograph of compression and non-compression faces carburized at (a) 1273 and (b) 1327 K, respectively.
Figure 10.
Micrograph of compression and non-compression faces carburized at (a) 1273 and (b) 1327 K, respectively.
2.3. Solid Diffusion Boronization of SPDSS
The diffusion of boron into SPDSS has been investigated. Diffusion of boron has been investigated both in evacuated and atmosphere spaces, respectively. As a result, boron can diffuse into the SPDSS not only in an evacuated space but also in atmosphere. Further, our experiments cannot confirm that the variation depends on the compressive stress.
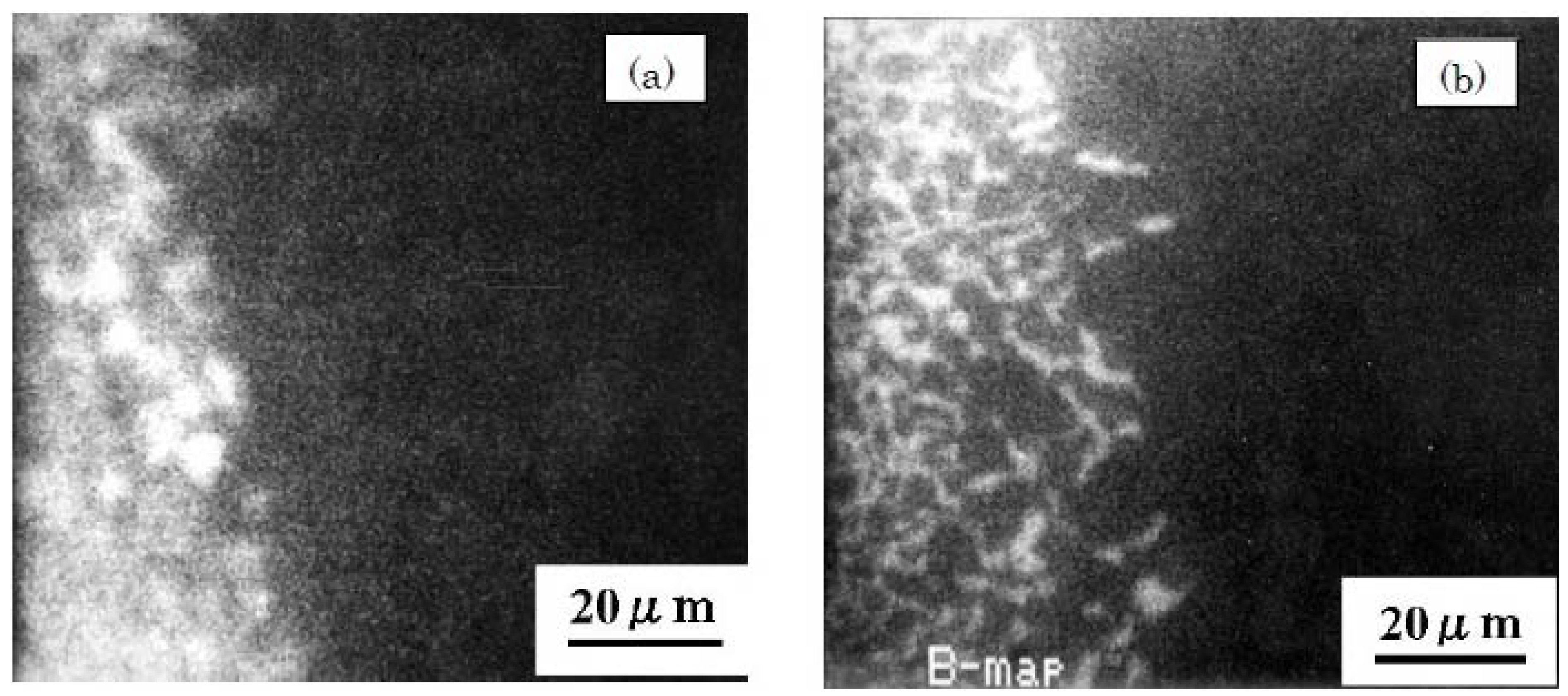
Auger electron spectroscopy (AES) maps of the distribution of boron in boronized non-superplastic DSS and SPDSS processed at 1273 K for 8 h are shown in
Figure 11 [
13]. A network-type distribution of boron is confirmed in the DSS as shown in
Figure 11b, which indicates that boron diffuses along the grain boundaries. In the case of the SPDSS, boron shows inner grain diffusion. These results imply that the diffusion mode is different in SPDSS and non-superplastic DSS.
Figure 11.
Auger electron spectroscopy maps of the distribution of boron in boronized non-superplastic SPDSS (
a) and non-superplastic DSS (
b) processed at 1273 K for 8 h [
13].
Figure 11.
Auger electron spectroscopy maps of the distribution of boron in boronized non-superplastic SPDSS (
a) and non-superplastic DSS (
b) processed at 1273 K for 8 h [
13].
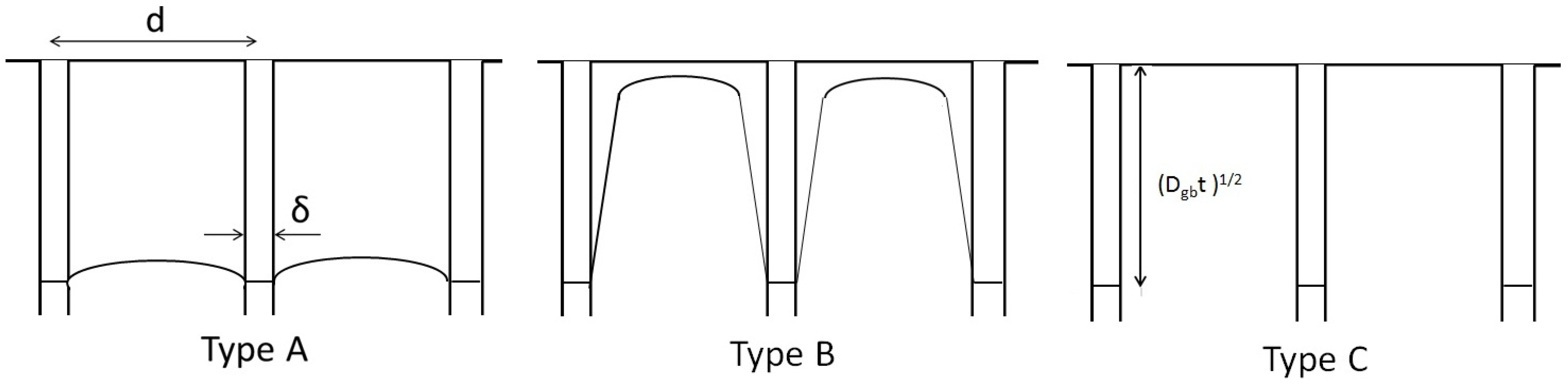
Figure 12.
Classification of diffusion types according to Harrison. d and δ are grain width and grain boundary width, respectively. (Dgbt)1/2 is grain diffusion length.
Figure 12.
Classification of diffusion types according to Harrison. d and δ are grain width and grain boundary width, respectively. (Dgbt)1/2 is grain diffusion length.
Diffusion was classified into three types by Harrison, as shown in
Figure 12 [
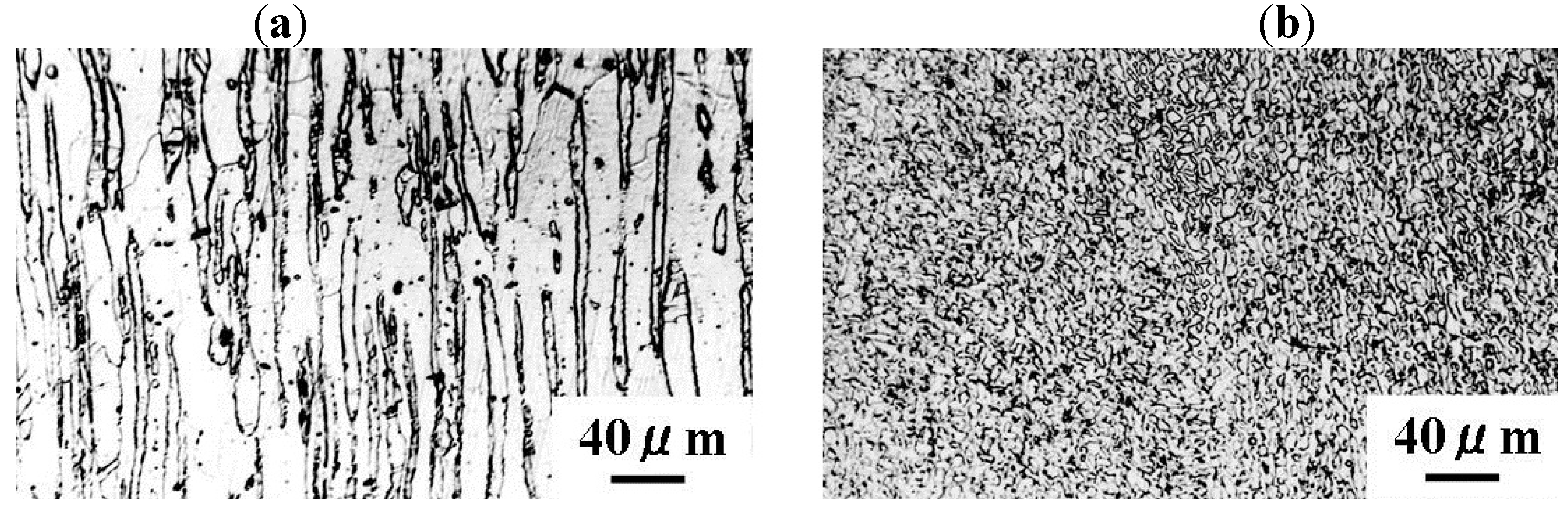
14]. In type C, diffusion occurs mainly along grain boundaries. Type A diffusion occurs under conditions of a long time or small grain sizes against the volume diffusion. Type B is the intermediate diffusion state between type A and C. Based on the boron distributions obtained by AES, the diffusion types of non-superplastic DSS and SPDSS are type C and type A, respectively. The grain size of the SPDSS is clearly smaller than that of the non-superplastic DSS as shown in
Figure 1. However, the fact that diffusion depends on stress in the superplastic state is taken into consideration; the variations in the grain boundary and dislocation densities must be discussed. Furthermore, if anomalous variation of the elastic constant, concurrent with lattice softening occurred, as predicted by theoretical studies [
3], it was necessary to consider the variation of the volume diffusion coefficient.
Figure 13.
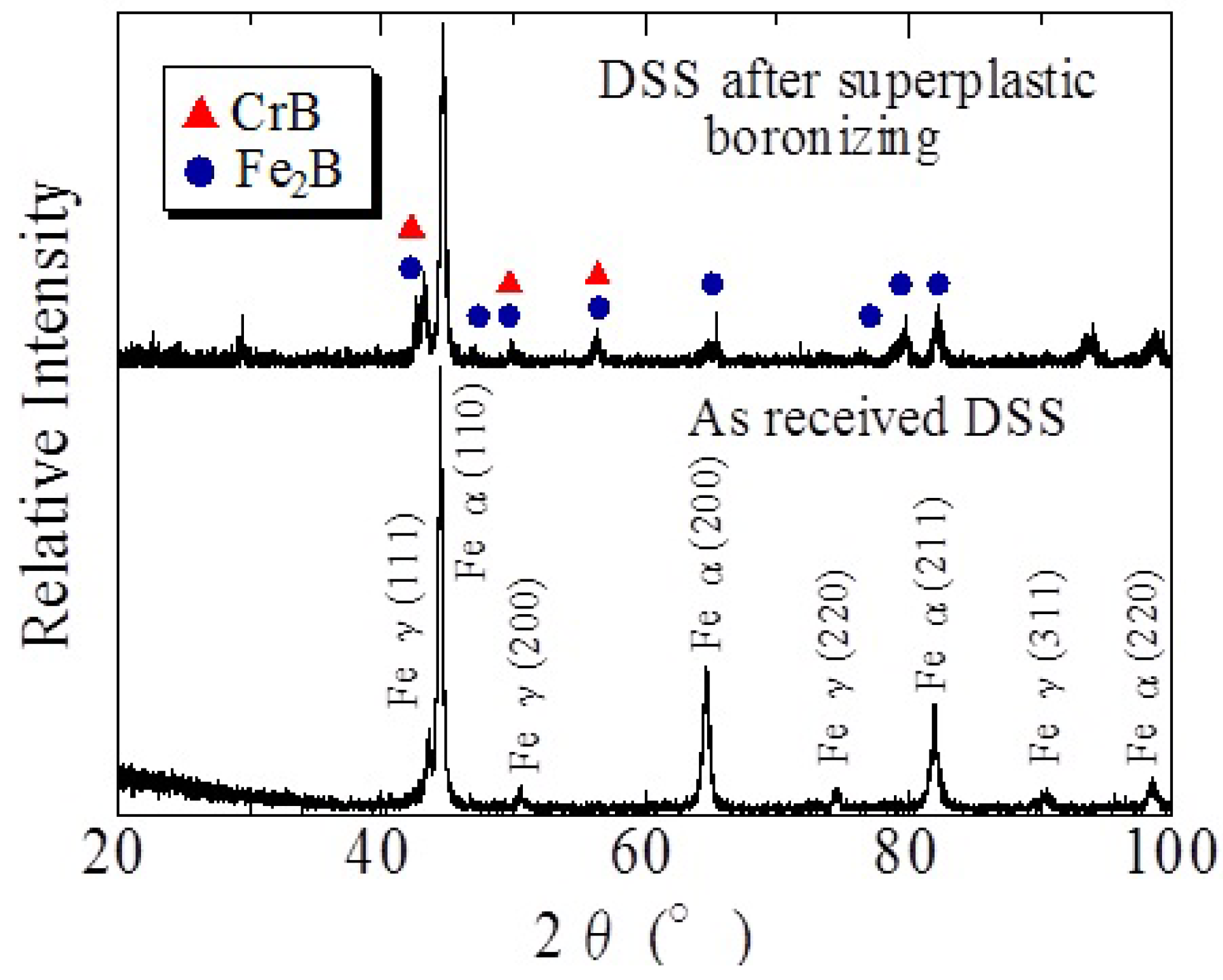
X-ray diffraction pattern of boronized SPDSS [
15].
Figure 13.
X-ray diffraction pattern of boronized SPDSS [
15].
The XRD pattern of the boronized SPDSS is shown in
Figure 13. This diffraction pattern indicates the generation of Cr boride and Fe boride [
15,
16]. From this result, very high hard surface will be expected.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














