
Deformation and Plateau Region of Functionally Graded Aluminum Foam by Amount Combinations of Added Blowing Agent

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
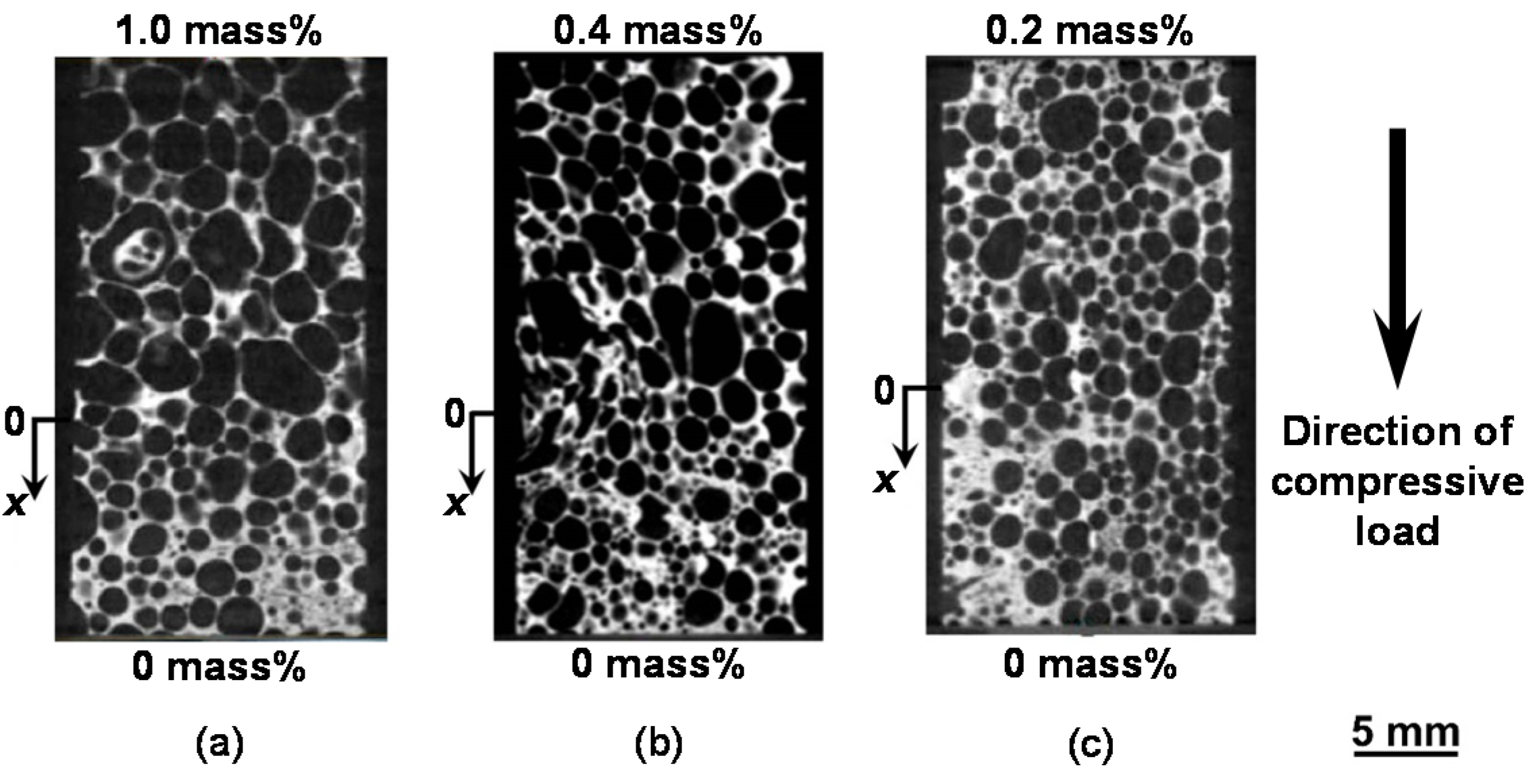
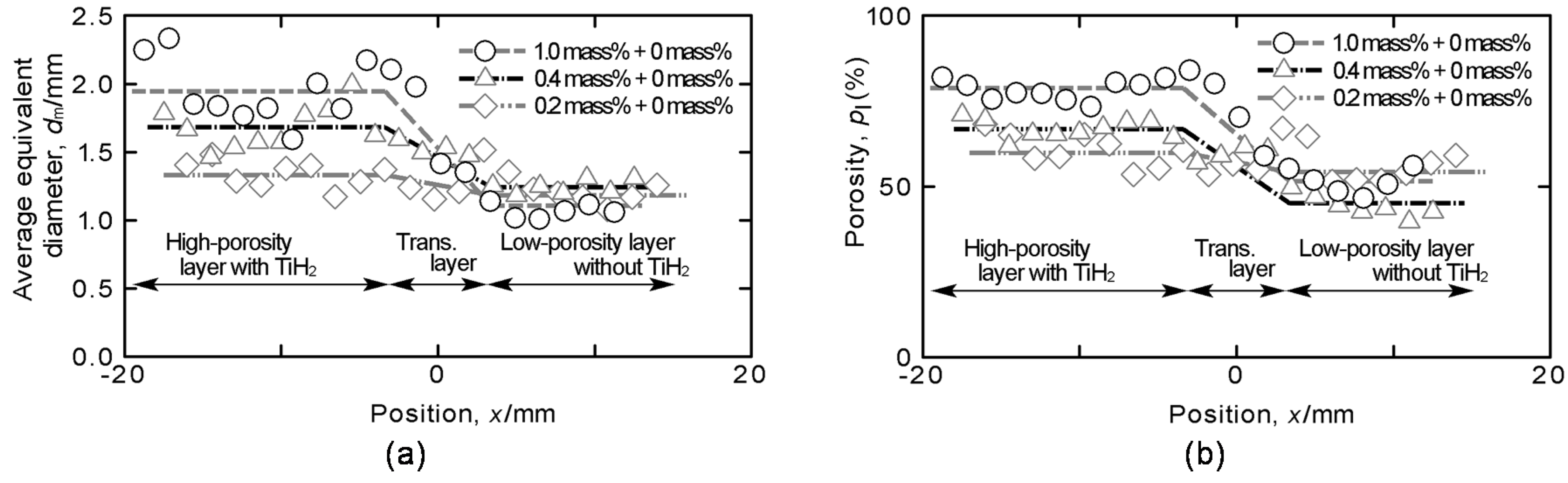
2.1. Distribution of Pore Structures


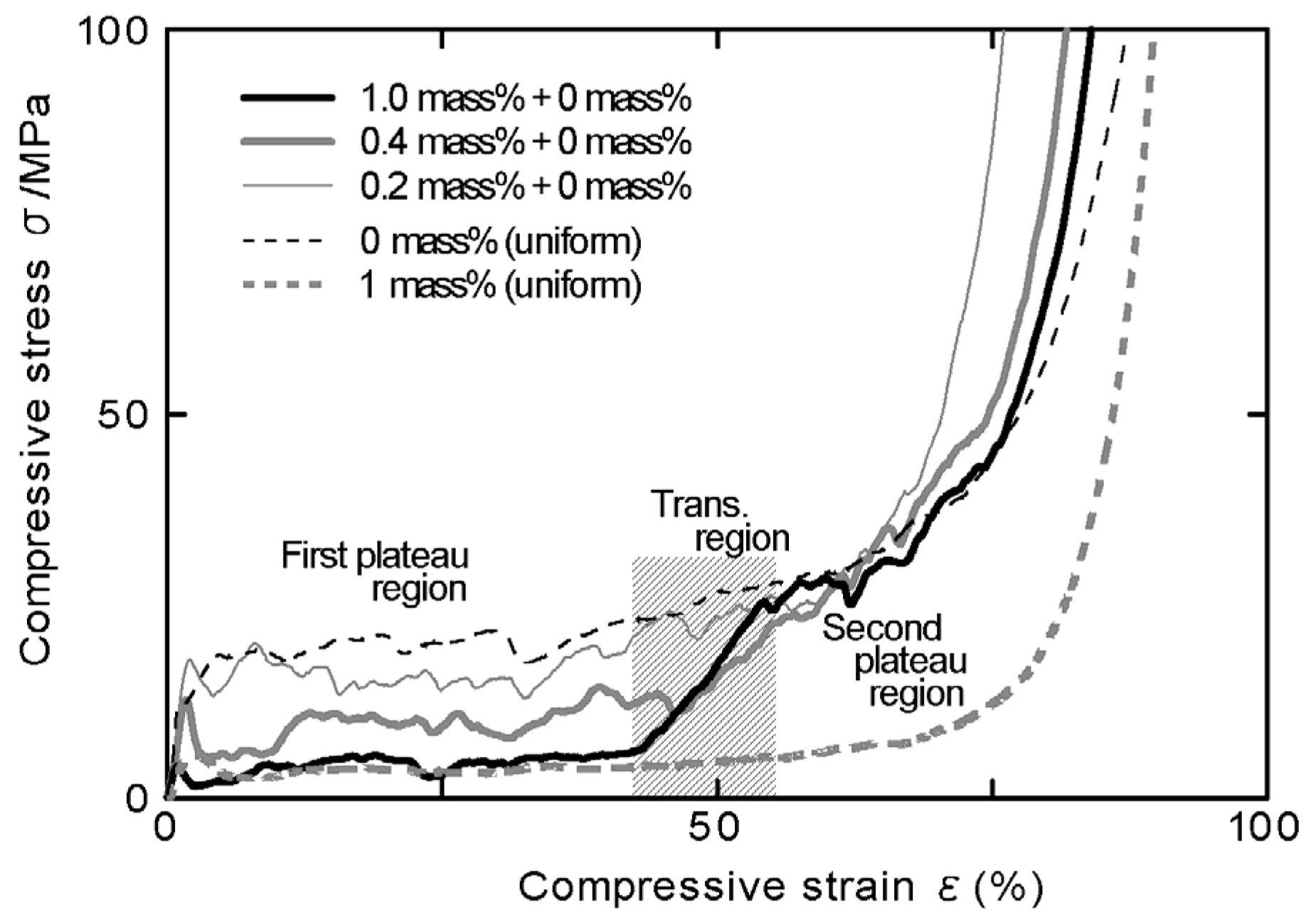
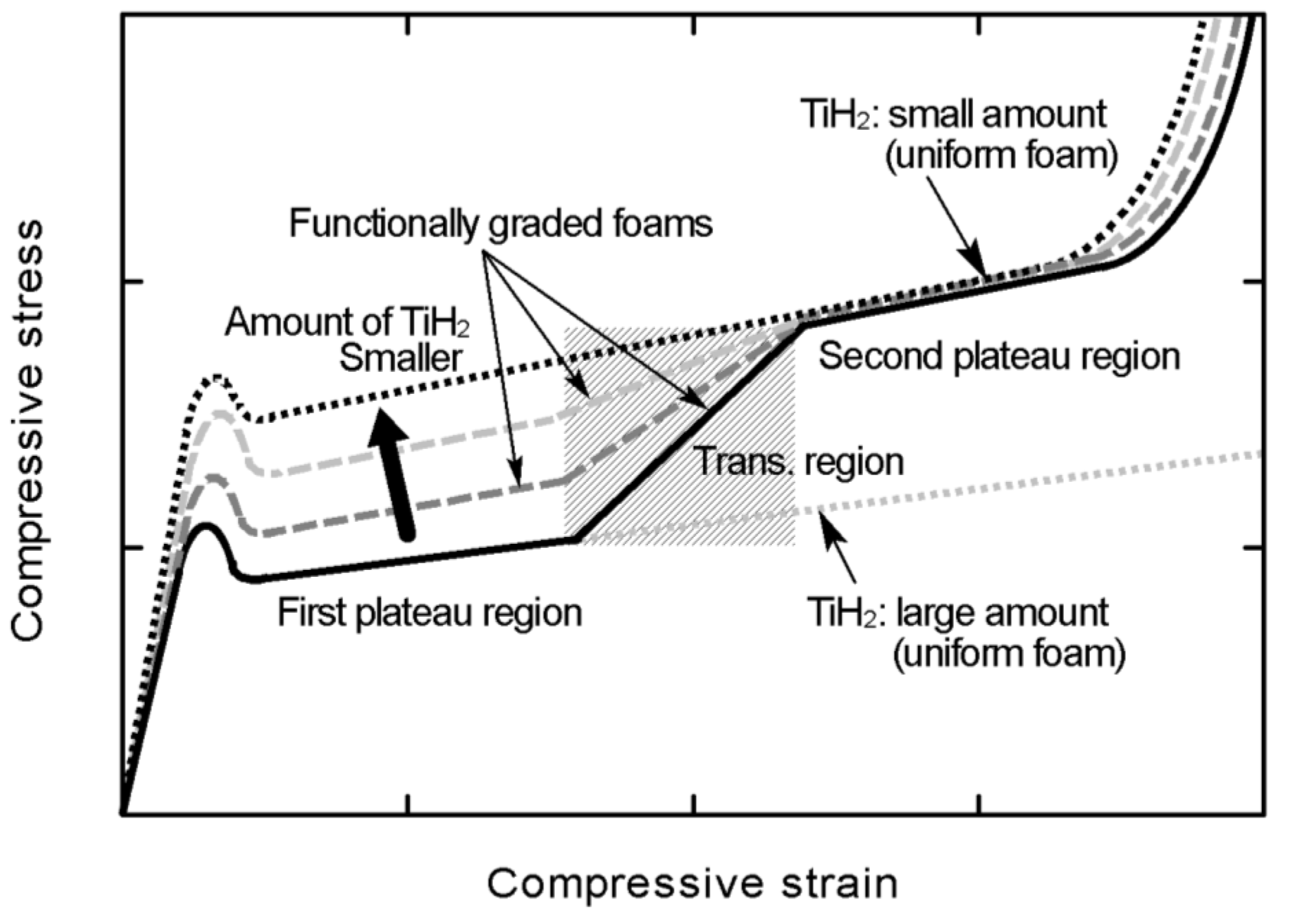
2.2. Relationship between Compressive Stress and Strain



3. Experimental Procedures
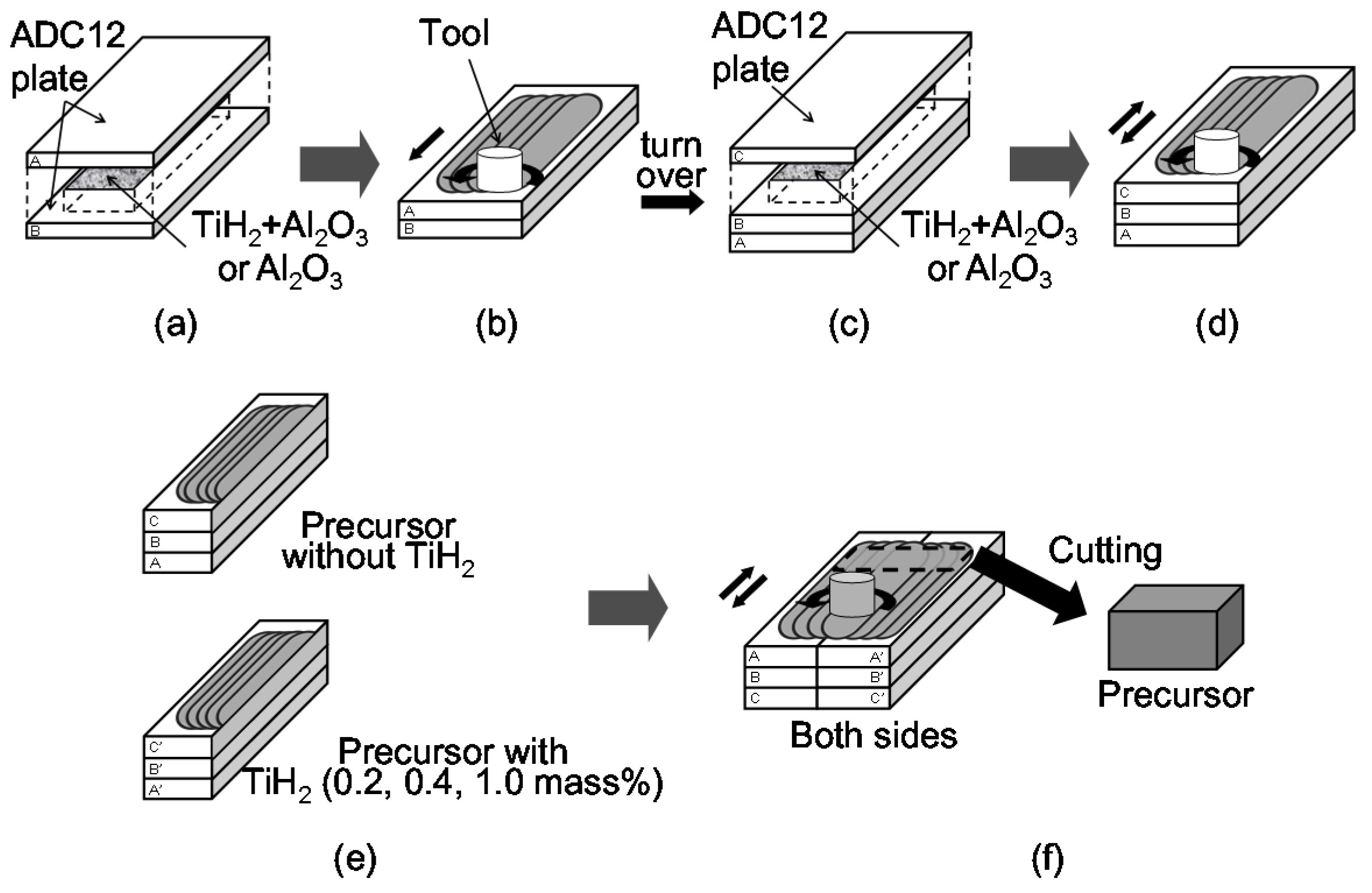
3.1. Fabrication of FG aluminum Foams

3.2. Evaluation of Pore Structure
3.3. Compression Test
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Banhart, J. Aluminium foams for lighter vehicles. Int. J. Veh. Des. 2005, 37, 114–125. [Google Scholar] [CrossRef]
- Nakajima, H. Fabrication, properties and application of porous metals with directional pores. Prog. Mater. Sci. 2007, 52, 1091–1173. [Google Scholar] [CrossRef]
- Banhart, J.; Seeliger, H.W. Recent trends in aluminum foam sandwich technology. Adv. Eng. Mater. 2012, 14, 1082–1087. [Google Scholar] [CrossRef]
- Banhart, J. Light-metal foams—History of innovation and technological challenges. Adv. Eng. Mater. 2013, 15, 82–111. [Google Scholar] [CrossRef]
- Pollien, A.; Conde, Y.; Pambaguian, L.; Mortensen, A. Graded open-cell aluminium foam core sandwich beams. Mater. Sci. Eng. A 2005, 404, 9–18. [Google Scholar] [CrossRef]
- Brothers, A.H.; Dunand, D.C. Mechanical properties of a density-graded replicated aluminum foam. Mater. Sci. Eng. A 2008, 489, 439–443. [Google Scholar] [CrossRef]
- Suzuki, R.; Kitazono, K. Effect of graded pore distribution on thermal insulation of metal foam. J. Jpn. Inst. Metals 2008, 72, 758–762. [Google Scholar] [CrossRef]
- Ferreira, S.C.; Velhinho, A.; Silva, R.J.C.; Rocha, L.A. Corrosion behaviour of aluminium syntactic functionally graded composites. Int. J. Mater. Prod. Technol. 2010, 39, 122–135. [Google Scholar] [CrossRef]
- Hassani, A.; Habibolahzadeh, A.; Bafti, H. Production of graded aluminum foams via powder space holder technique. Mater. Des. 2012, 40, 510–515. [Google Scholar] [CrossRef]
- He, S.Y.; Zhang, Y.; Dai, G.; Jiang, J.Q. Preparation of density-graded aluminum foam. Mater. Sci. Eng. A 2014, 618, 496–499. [Google Scholar] [CrossRef]
- Hangai, Y.; Utsunomiya, T. Fabrication of porous aluminum by friction stir processing. Metall. Mater. Trans. A 2009, 40, 275–277. [Google Scholar] [CrossRef]
- Hangai, Y.; Utsunomiya, T.; Hasegawa, M. Effect of tool rotating rate on foaming properties of porous aluminum fabricated by using friction stir processing. J. Mater. Process. Technol. 2010, 210, 288–292. [Google Scholar] [CrossRef]
- Hangai, Y.; Oba, Y.; Koyama, S.; Utsunomiya, T. Fabrication of A1050-A6061 functionally graded aluminum foam by friction stir processing route. Metall. Mater. Trans. A 2011, 42, 3585–3589. [Google Scholar] [CrossRef]
- Hangai, Y.; Takahashi, K.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Fabrication of functionally graded aluminum foam using aluminum alloy die castings by friction stir processing. Mater. Sci. Eng. A 2012, 534, 716–719. [Google Scholar] [CrossRef]
- Hangai, Y.; Takahashi, K.; Yamaguchi, R.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Nondestructive observation of pore structure deformation behavior of functionally graded aluminum foam by X-ray computed tomography. Mater. Sci. Eng. A 2012, 556, 678–684. [Google Scholar] [CrossRef]
- Hangai, Y.; Saito, K.; Utsunomiya, T.; Kuwazuru, O.; Yoshikawa, N. Fabrication and compression properties of functionally graded foam with uniform pore structures consisting of dissimilar A1050 and A6061 aluminum alloys. Mater. Sci. Eng. A 2014, 613, 163–170. [Google Scholar] [CrossRef]
- Utsunomiya, T.; Takahashi, K.; Hangai, Y.; Kitahara, S. Effects of amounts of blowing agent and contained gases on porosity and pore structure of porous aluminum fabricated from aluminum alloy die casting by friction stir processing route. Mater. Trans. 2011, 52, 1263–1268. [Google Scholar] [CrossRef]
- Utsunomiya, T.; Takahashi, K.; Hangai, Y.; Kawano, S.; Kuwazuru, O.; Yoshikawa, N. Pore structure and compressive properties of ADC12 porous aluminum fabricated by friction stir processing. J. Jpn. Inst. Light Metals 2010, 60, 590–595. [Google Scholar] [CrossRef]
- Hangai, Y.; Kato, H.; Utsunomiya, T.; Kitahara, S. Compressive properties of porous aluminum fabricated by friction stir processing route without the use of blowing agent using aluminum alloy die castings. J. Jpn. Inst. Metals 2010, 74, 697–699. [Google Scholar] [CrossRef]
- Hangai, Y.; Kato, H.; Utsunomiya, T.; Kitahara, S. Effect of the amount of gases on the foaming efficiency of porous aluminum using die castings fabricated by friction stir processing. Metall. Mater. Trans. A 2010, 41, 1883–1886. [Google Scholar] [CrossRef]
- Sato, Y.S.; Park, S.H.C.; Matsunaga, A.; Honda, A.; Kokawa, H. Novel production for highly formable Mg alloy plate. J. Mater. Sci. 2005, 40, 637–642. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Sterling, C.J. Friction stir processing of large-area bulk UFG aluminum alloys. Scr. Mater. 2005, 52, 135–140. [Google Scholar] [CrossRef]
- El-Rayes, M.M.; El-Danaf, E.A. The influence of multi-pass friction stir processing on the microstructural and mechanical properties of Aluminum Alloy 6082. J. Mater. Process. Technol. 2012, 212, 1157–1168. [Google Scholar] [CrossRef]
- Japan Industrial Standard. Method for Compressive Test of Porous Metals; JIS-H-7902; Japanese Standard Association: Tokyo, Japan, 2008. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hangai, Y.; Utsunomiya, T.; Kuwazuru, O.; Kitahara, S.; Yoshikawa, N. Deformation and Plateau Region of Functionally Graded Aluminum Foam by Amount Combinations of Added Blowing Agent. Materials 2015, 8, 7161-7168. https://doi.org/10.3390/ma8105366
Hangai Y, Utsunomiya T, Kuwazuru O, Kitahara S, Yoshikawa N. Deformation and Plateau Region of Functionally Graded Aluminum Foam by Amount Combinations of Added Blowing Agent. Materials. 2015; 8(10):7161-7168. https://doi.org/10.3390/ma8105366
Chicago/Turabian StyleHangai, Yoshihiko, Takao Utsunomiya, Osamu Kuwazuru, Soichiro Kitahara, and Nobuhiro Yoshikawa. 2015. "Deformation and Plateau Region of Functionally Graded Aluminum Foam by Amount Combinations of Added Blowing Agent" Materials 8, no. 10: 7161-7168. https://doi.org/10.3390/ma8105366
APA StyleHangai, Y., Utsunomiya, T., Kuwazuru, O., Kitahara, S., & Yoshikawa, N. (2015). Deformation and Plateau Region of Functionally Graded Aluminum Foam by Amount Combinations of Added Blowing Agent. Materials, 8(10), 7161-7168. https://doi.org/10.3390/ma8105366