1. Introduction
Electronics products are used increasingly in demanding environments, which may cause reliability problems. One such condition is high temperature, which may significantly exceed the typically accepted upper temperature limit of 125 °C [
1,
2]. When the temperature is increased, the functional limits of traditionally used package and attachment materials are often exceeded, imposing challenges and restrictions on material choices and structures. It is vital that the chosen packaging materials and structures are reliable for use in temperatures but are also cost-effective and easily available, making the use of inexpensive, commonly used materials interesting for elevated temperature applications.
Typically, metallic or ceramic materials are used in the packaging of high-temperature electronics. This is because of their excellent stability. However, metals and ceramics are more expensive and less versatile than polymer materials, and consequently, there is an increasing interest in using low-cost polymer materials in high-temperature applications. According to the literature, traditional polymer packages and interconnection materials should not be used above 150 °C due to detrimental loss of electrical and mechanical properties occurring at higher temperatures [
1,
3]. The important parameters for polymers at high temperatures include glass transition temperature (
Tg), melting temperature (
Tm), and coefficient of thermal expansion (CTE). For thermoplastic materials, either
Tg or
Tm is the upper limit of use, since the materials melt above these temperatures. For thermoset polymers,
Tg is the critical temperature. However, thermoset polymers do not melt at
Tg and thus can be used at temperatures above their
Tg. On the other hand, when the
Tg of a thermoset is exceeded, its mechanical properties tend to deteriorate significantly, making the material potentially unreliable. Additionally, above
Tg the CTE typically increases rapidly, causing considerable thermomechanical stresses on the structures. Therefore, cost-effective polymer materials having sufficiently high
Tg and
Tm values are needed for high-temperature electronics. In addition to the thermal parameters, the long-term stability of polymers is critical. Long term exposure to temperatures below the thermal limits of a polymer may still degrade the material, thus making it unreliable.
As mentioned above, ceramic substrates, high- or low-temperature co-fired ceramic (HTCC, LTCC) boards or diamond substrates are often recommended for high-temperature use [
4,
5,
6]. They are, however, much more expensive than organic printed circuit boards (PCBs) [
6], and may have problems with mechanical and electrical integrity and resistivity [
4]. They are also less readily available and their production requires special equipment. There are also interesting organic PCB materials available for high-temperature use, however. Polyimides (PI) are frequently used substrate materials due to their excellent thermal resistance [
7], and they can be used at temperatures above 300 °C [
8]. The metallization is, however, typically attached to the PI with an adhesive layer having inferior properties, thereby impairing the reliability of the substrate [
7,
9,
10]. Fluoropolymers such as PTFE are also interesting high-temperature substrate materials, but they are difficult to process and prone to adhesion problems [
7,
11]. Additionally, FR-4 PCBs are available with higher
Tg values. It is also possible to use hybrid boards made of polymers and ceramics [
2]. They can often be processed with the same process as FR-4 and the costs are much lower than with pure ceramic boards [
11]. One example of these PCBs is hydrocarbon-ceramic laminates, also known by the trade name Rogers.
High-temperature soldering materials, such as Pb
2Sn
2.5Ag, containing harmful lead [
12], and hard solders, for example Au/Si and Au/Ge [
1], have been developed for interconnections requiring high temperature resistance. However, fewer options are available for components that cannot be soldered. Electrically conductive adhesives (ECA) are an interesting option for such interconnections. ECAs are polymer adhesives to which conductive particles have been added. There are two types of ECAs available: isotropic conductive adhesives (ICA) and anisotropic conductive adhesives (ACA). ICAs have a large number of conductive particles and they can be used similarly to solders. High-temperature ICAs have been developed and are commercially available. ACAs have smaller concentration of particles and are especially well suited for flip chip attachments. No high temperature ACAs are commercially available.
Anisotropically conductive films (ACFs) are ACAs in film form and are commonly used in flip chip attachments. They can be used with a wide range of different substrates, dies, and metallization materials. ACF flip chip applications do not need additional underfill, and they have a fine pitch capability [
13]. Anisotropically conductive adhesives are used, for example, in radio-frequency identification (RFID) tags [
14], in liquid crystal displays (LCD) [
15], and memory chips [
16] in mobile applications as well as in various fine-pitch applications [
17]. ACFs are also suitable for many different sensor applications. The polymer matrix in ACFs provides mechanical support and acts as an insulator in
x and
y directions. A unidirectional conductivity is formed in the
z-direction only after the attachment process, in which some of the particles are trapped between the contact surfaces attached [
18]. Thermoset epoxy is the most widely used matrix material [
19] and particles are typically gold-coated polymer particles or metal particles, often made of nickel [
16].
Due to its cross-linked structure, the thermoset epoxy matrix in ACFs is partly able to maintain its strength at temperatures above its
Tg. Therefore, the actual temperature usage limit for thermoset ACFs can be higher than the attachment temperature, unlike solder materials. Exceeding the
Tg may still cause considerable reliability concerns, such as decreased stiffness [
20] and post-curing, leading to brittleness [
21,
22]. Both promising and discouraging results for using polymer-based adhesive interconnection materials have been reported, but the field is not widely studied [
2,
22,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32].
In our earlier studies the reliability results have been promising for ACF attachments with PI substrates [
29,
30,
31,
32]. However, problems caused by oxidation and degradation were found for the PI substrate. The aim of this paper was to study the effect of substrate on the high-temperature reliability of a flip chip attached temperature sensor package with ACF interconnections. Two different organic substrates were studied from electrical and mechanical points of view. The aim was to study substrate materials that can be processed with normal printed circuit board processes, and to compare the results to a commonly used FR-4 PCB. The sensor component studied was a resistance-based temperature sensor designed for use in challenging environments. The sensors were attached with ACF to rigid Rogers and FR-4 PCBs using flip chip technique. Electrical reliability was studied by measuring the resistances of the test samples using continuous real-time measurements during aging at 200 °C and 240 °C in order to observe the occurrence of failures during the tests. Mechanical reliability was studied with shear testing. Degradation behavior was studied with several material characterization techniques. The failure mechanisms were studied with a scanning electron microscope (SEM).
2. Experimental
2.1. Test Sample
The test structure used included temperature sensors attached onto a substrate with ACF material. The test chip used was a temperature sensor manufactured on an aluminum oxide substrate. The sensor chip was 3.21 mm × 3.26 mm in size with a thickness of 400 μm. Four contact areas of 500 μm in diameter and with a pitch of 830 μm were fabricated on the sensor. The contact areas were not bumped, but coated with less than 1 μm thick Ni/Au layer, providing good contact surface to the ACF attachment. The functionality of the sensor was based on the contact resistance changes in a specific structure on the aluminum oxide substrate.
Two different PCB materials were used, namely a glass-reinforced laminate made of hydrocarbon and ceramic (Rogers) and a glass-reinforced epoxy laminate (FR-4). The layouts were similar for both PCB materials. The PCBs were single-sided. The thicknesses of the PCBs were 0.8 mm (Rogers) and 1 mm (FR-4). The copper wirings on the Rogers PCB had a thickness of 25 μm and were coated with 7 μm thick Ni/Au plating. The copper wirings on the FR-4 PCB had a thickness of 30 μm and were coated with 3 μm thick Ni/Au plating. The PCB was 75 mm × 35 mm in size, having four contact areas for sensor attachments fabricated onto it and each contact area had four pads for the sensor attachments.
Two different ACFs were used to attach the sensor chips onto the substrates. Both adhesives had similar thermoset polymer matrices but different particle types. ACF 1 had gold-coated polymer particles, whereas ACF2 had gold-coated nickel particles. Both ACFs were commercial products from the same manufacturer. They were designed for use in electronics and flip chip applications and not specifically designed for use at high temperatures. The ACFs were chosen on the basis of earlier studies [
29,
30,
31,
32].
Table 1 presents particle sizes and filler types as well as the film thicknesses of the ACFs. The
Tg, decomposition temperature (
Td), CTE, and modulus values for the ACFs according to their data sheets are also shown.
Tg and modulus values for ACF1 are also shown in brackets according to the results shown in [
30].
Sensor chips were attached onto the substrates using flip chip technique. The ACAs were attached with a Toray FC-1000 flip chip bonder. The ACFs were first cut to size and placed on the substrate pads. Then, the adhesive was pre-bonded with flip chip bonder using moderate heat and light pressure for a short period of time. The final bonding was done according to the bonding parameters recommended by the ECA manufacturers, using a bonding temperature of 210 °C for 20 s with pressure of 100 MPa.
Table 1.
Properties of the ACFs studied. ACA, Anisotropic conductive adhesive; Tg, Glass transition temperature; Td, Decomposition temperature; CTE, Coefficient of Thermal Expansion.
Table 1.
Properties of the ACFs studied. ACA, Anisotropic conductive adhesive; Tg, Glass transition temperature; Td, Decomposition temperature; CTE, Coefficient of Thermal Expansion.
| ACA | Particle Type | Particle Size (μm) | Film Thickness (μm) | Tg Datasheet (°C) | Td (°C) | CTE (ppm) | Modulus (GPa) |
|---|
| ACF1 | Polymer with Au coating | 4 | 30 | 112 (101) | 330 | 40/561 | 2.6(4) |
| ACF2 | NiAu | 8 | 40 | 113 | 332 | 39/552 | 2.3 |
2.2. Test Methods
The behavior of the ACF interconnections and the substrates at high temperatures was studied by two thermal storage tests at constant temperatures of 200 °C and 240 °C. During testing the temperature was raised from ambient to testing temperature in two hours, after which the testing was continued at a constant temperature. Testing was conducted in a Binder M240 thermal chamber. It was not possible to remove individual samples from the thermal chamber after they had failed. Therefore, all the samples were tested for the same period of time regardless of their failures. Duration of testing at 200 °C was 3000 h for both substrates, and 654 h and 1000 h at 240 °C for Rogers and FR-4 PCBs respectively. The number of test samples for each test lot in all tests was 7–8 attachments with each ACF. The contact resistances of the samples were measured in real-time during testing (
Section 2.3). In addition to the basic series in which contact resistances were measured in real-time during the test, additional samples were tested without real-time measurements and these samples were removed from the test after certain periods of time, namely 480 h, 960 h, 1440 h, 1920 h, and 2400 h, respectively, for the samples tested at 200 °C, and for 22 h, 60 h, 124 h, and 500 h for the samples tested at 240 °C.
After testing, the failure data was analyzed with cumulative distribution functions (CDF). For failure analysis, cross-sections of the test samples were prepared before and after testing. The analysis of the cross-sections was conducted with an optical microscope and a scanning electron microscope (SEM).
2.3. Resistance Measurement
The resistance values of the interconnections and the sensors were used to study the functionality of the packages. For each sensor, the resistance was measured between two pads on the sensor. These pads were connected through a temperature sensor structure forming a simple daisy chain structure. The sensor structure had a relatively high resistance value. Consequently, the resistance value for the daisy chain structure included the contact resistances of the ACF interconnections, the resistance of the temperature sensor, and the resistance of the tracks on the substrates, and was relatively high. However, the resistance of the sensor structure was known to be stable at these temperatures and to change only according to the temperature increase it was designed for. Therefore, other changes seen in the daisy chain resistance could be assumed to be caused by changes either in the ACF interconnections or in the substrates.
To study the changes in the daisy chain resistance values during testing, the resistances of the test samples were measured using continuous real-time measurements with a data logger system. Each chip had its own measurement channel. A constant, stable current was fed separately through shunt resistors to the measured channels and the voltage over the chip structure was individually measured for each channel. Thus, any rise in the measurement voltage indicated an increase in the sample resistance. As open joints were formed on the test samples, the measured voltage rose to the supply voltage of approximately 5 V. The voltage was measured every 10 s during all tests.
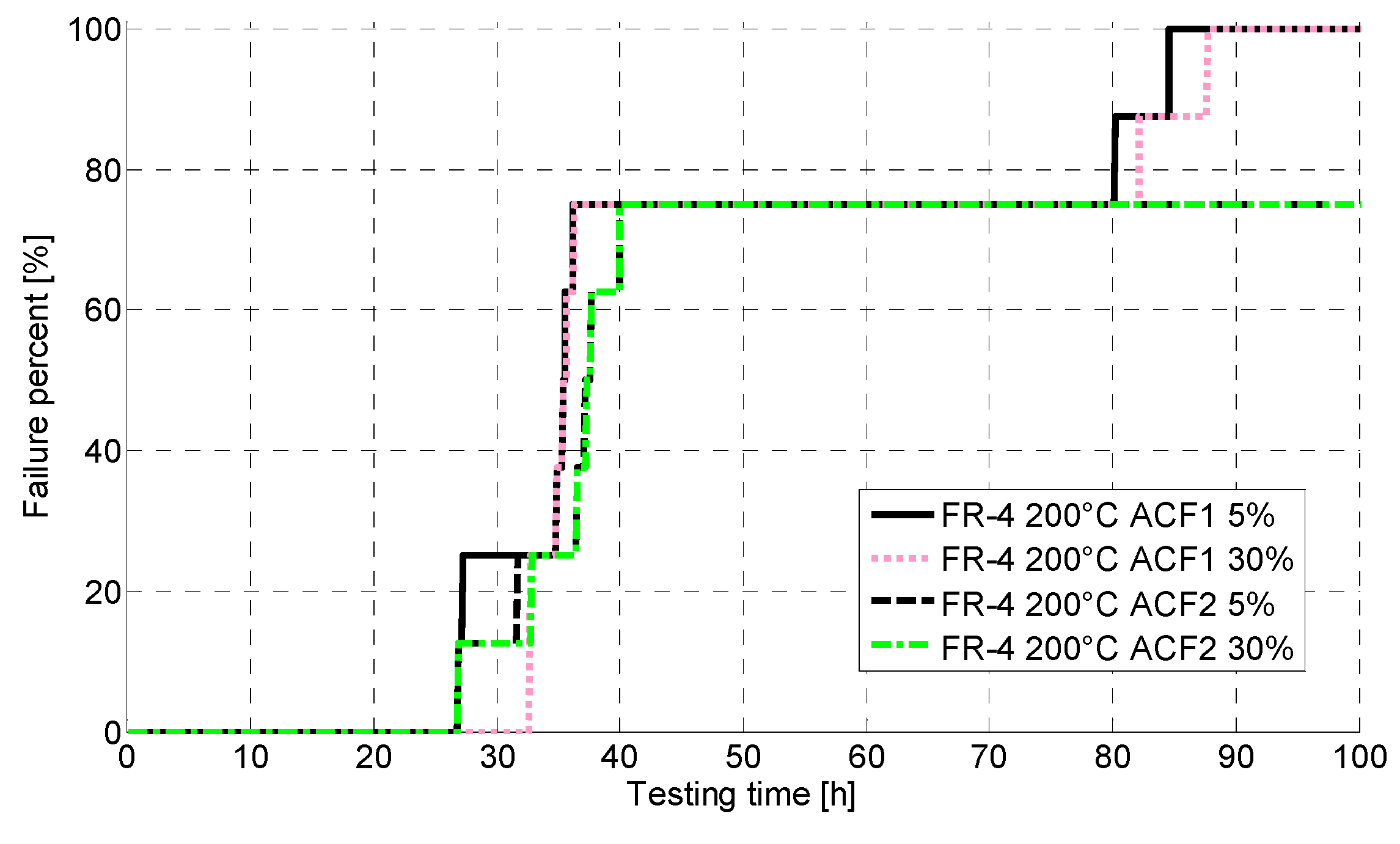
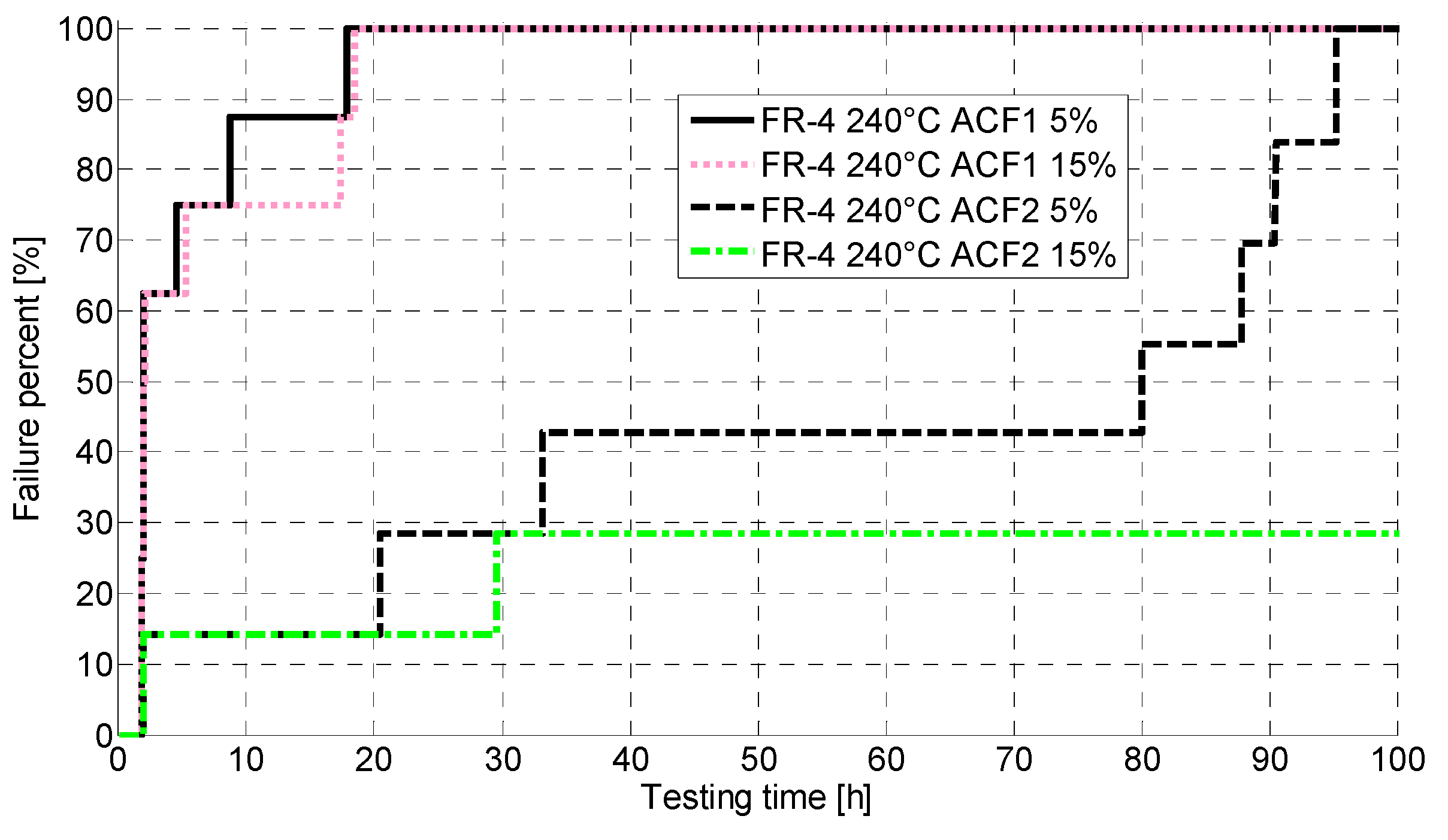
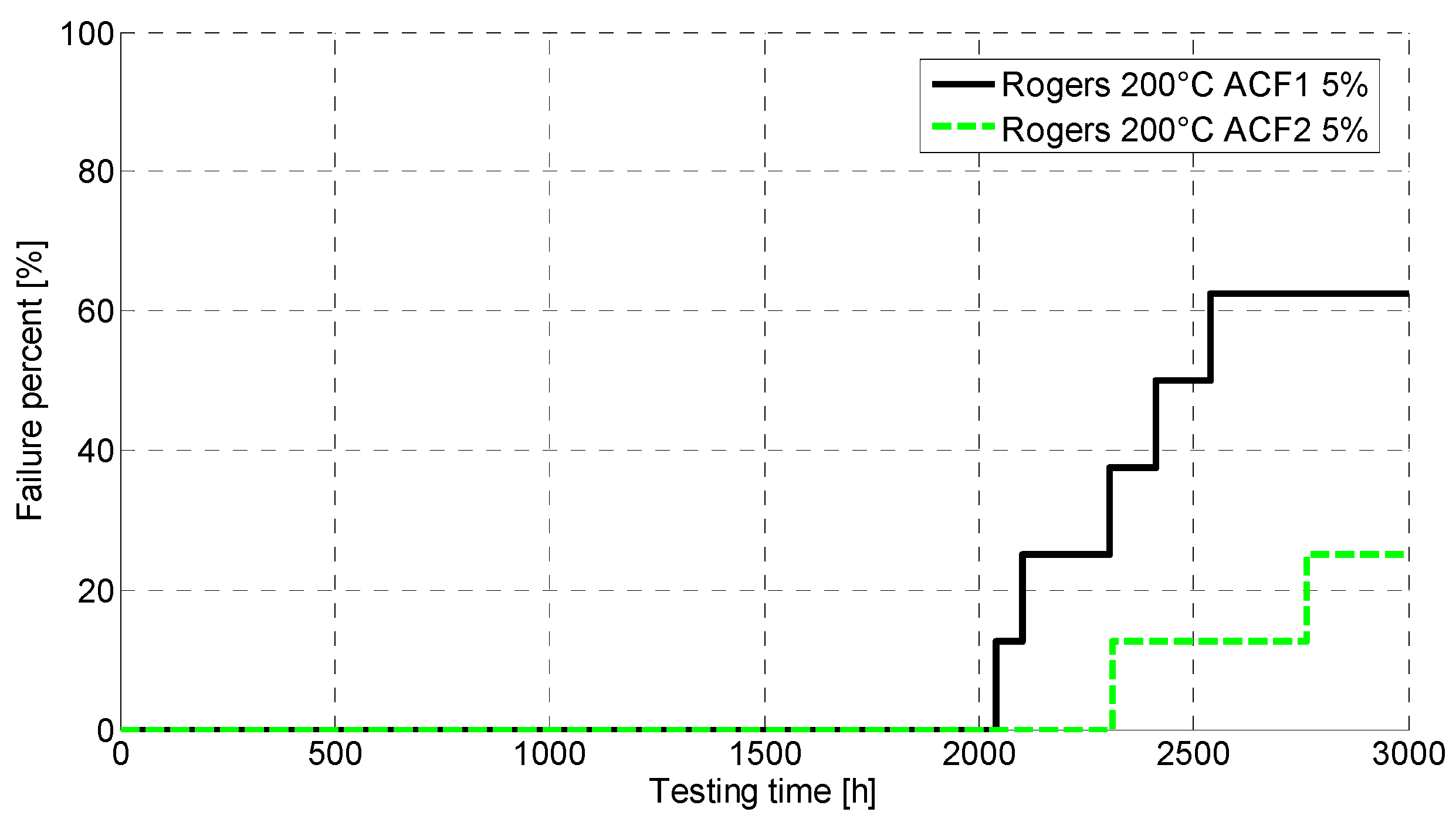
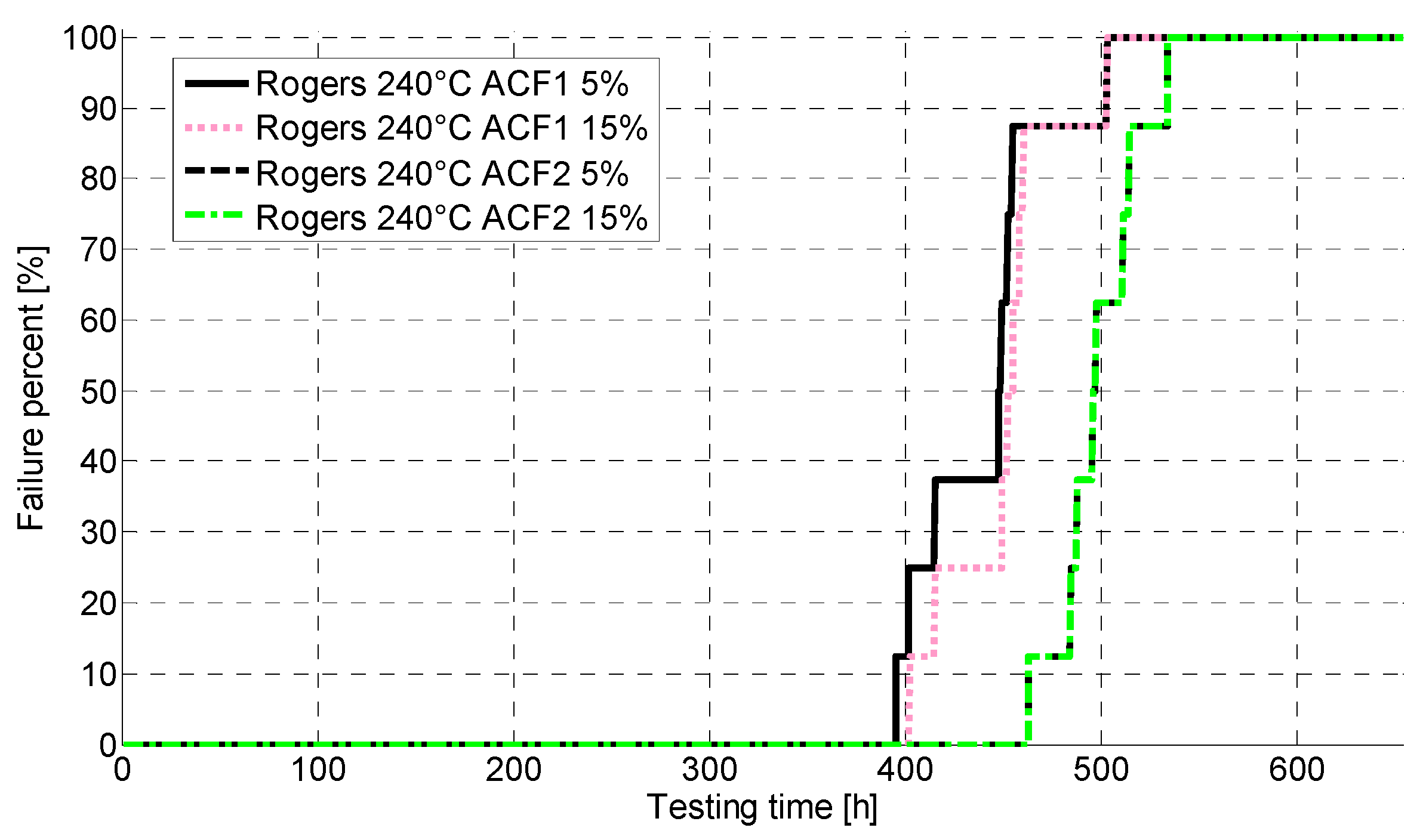
Two different failure limits were used to analyze failure times because the samples were highly sensitive to resistance changes. At 200 °C, the test samples were considered to have failed when the voltage across the chip structure increased to 0.85 V (206 Ω) and to 1 V (256 Ω). These corresponded to increases of 5% and 30% in daisy chain resistance. At 240 °C, the test samples were considered to have failed when the voltage across the chip structure increased to 0.93 V (228 Ω) and to 1 V (256 Ω). These corresponded to increases of 5% and 15% in daisy chain resistance. Furthermore, samples were also considered to have failed if the resistance decreased rapidly, indicating the formation of a short circuit.
2.4. Material Characterization
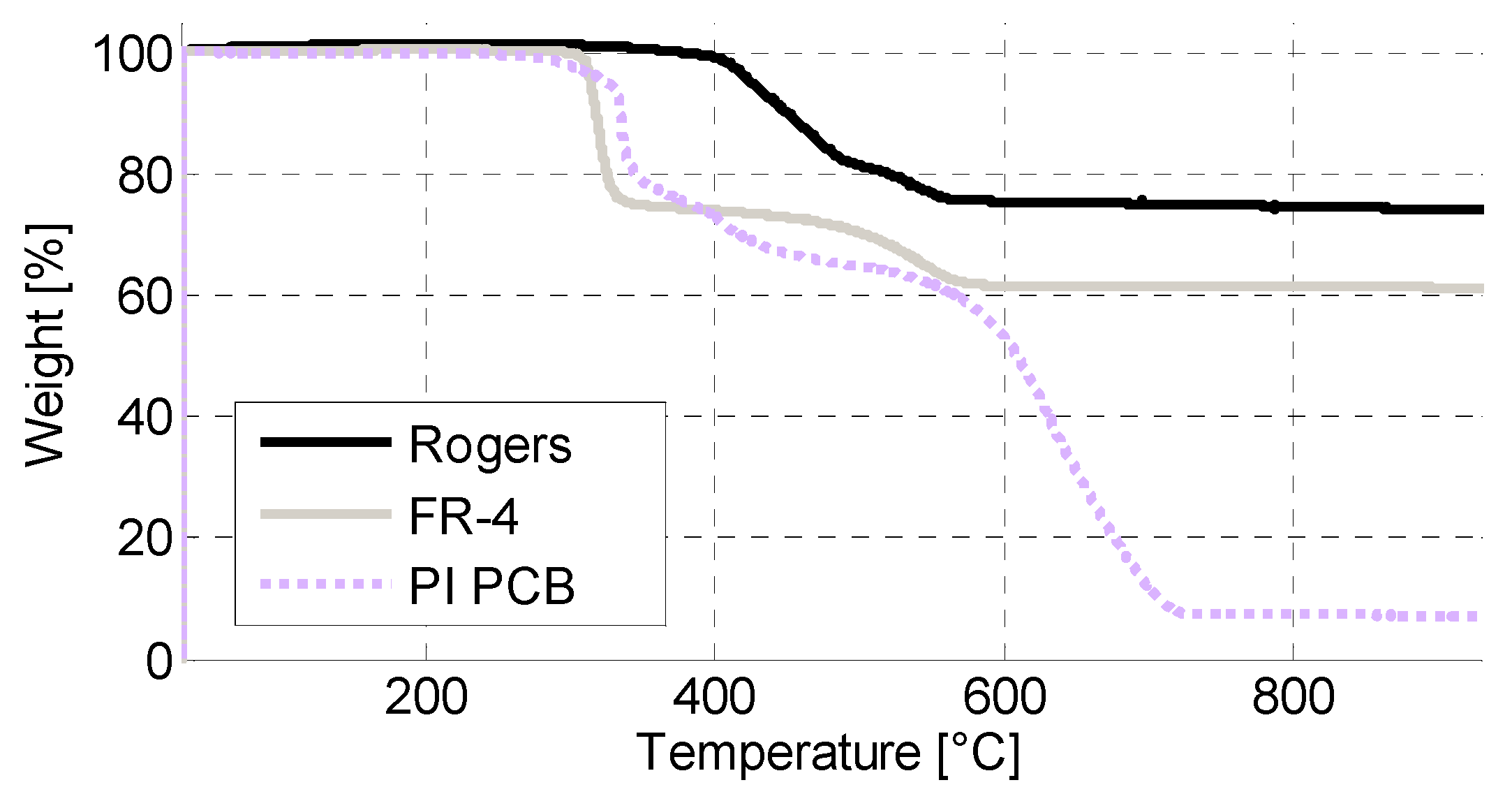
The thermo-oxidative resistance and decomposition of the PCB materials was studied for thermal stability and degradation behavior with simultaneous thermal analysis (STA), a combination of thermogravimetric (TGA) and differential thermal analysis (DTA). The 10–15 mg specimens of cured adhesives were heated from 30 °C to 950 °C at a rate of 10 °C/min under artificial air flow of 20 mL/min with a Perkin Elmer (Waltham, MA, USA) STA 6000, mimicking the degradation conditions in air.
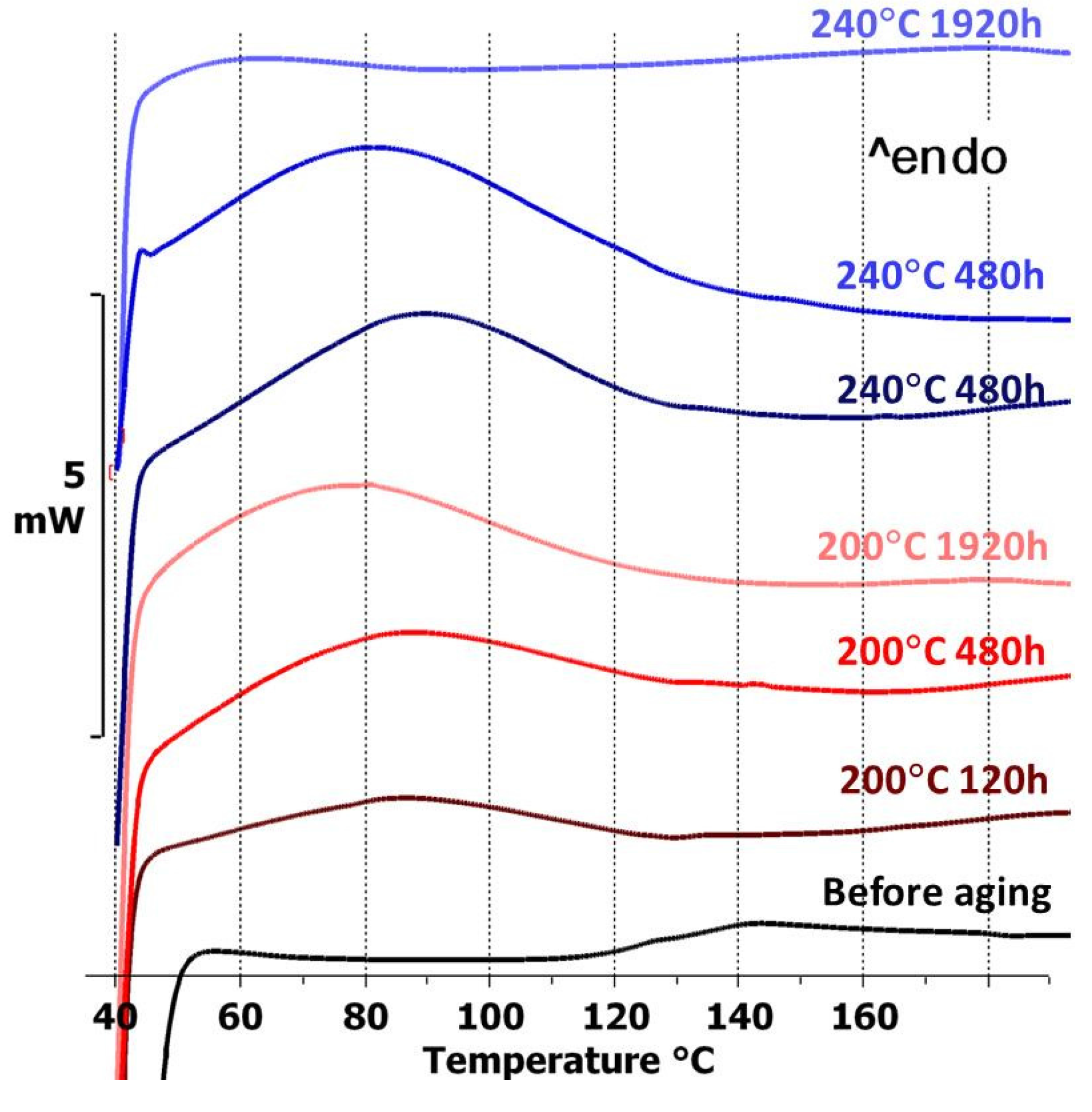
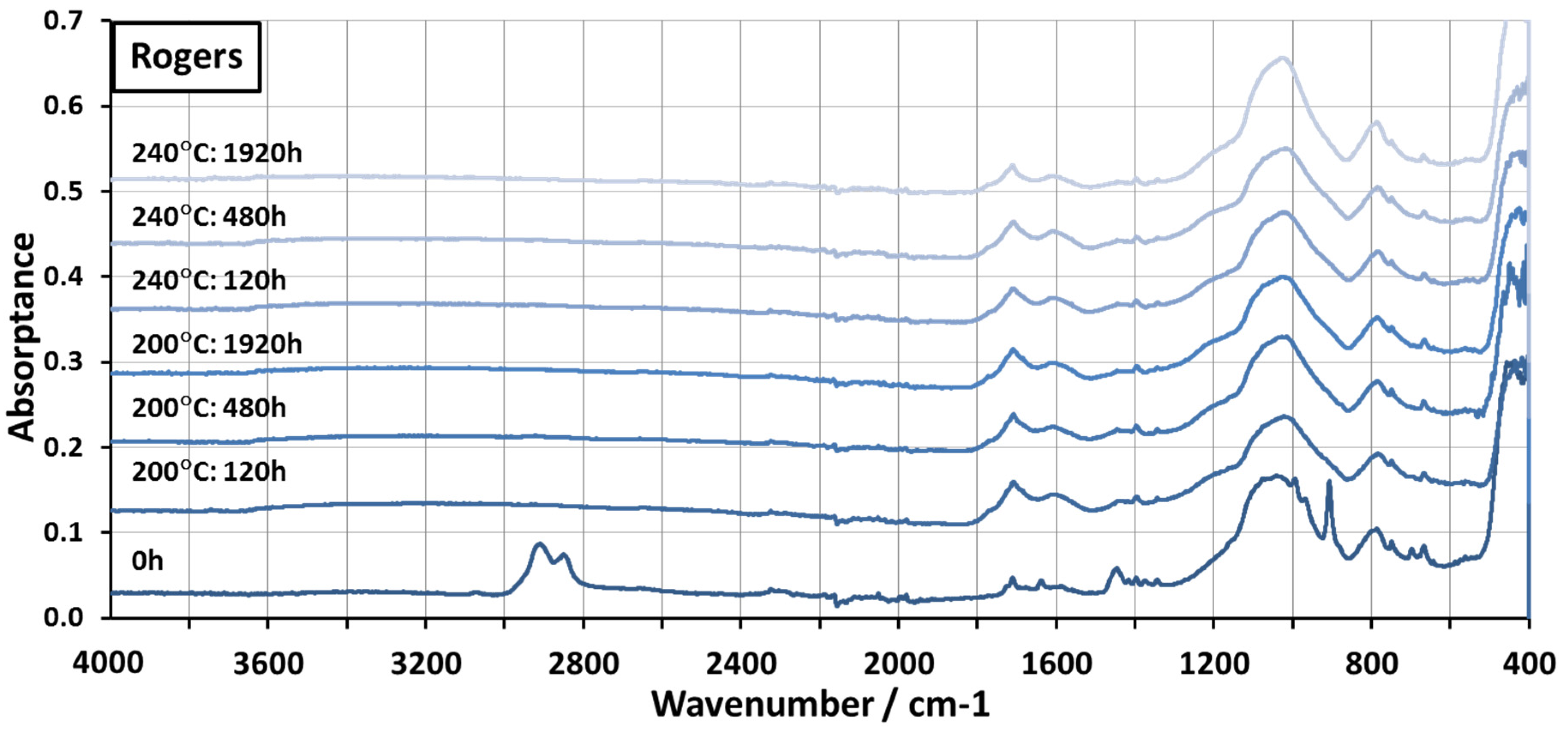
Further thermal analysis was conducted using differential scanning calorimetry (DSC) for the materials before and after aging. For this analysis, the materials were aged in a laboratory oven at 200 °C and 240 °C for 120 h, 480 h, and 1920 h. Mettler Toledo (Greifensee, Switzerland) DSC 1 STARe system was used for the DSC measurements. The measurements were conducted between 40 °C and 300 °C in nitrogen atmosphere with a temperature change rate of 10 K/min. The size of the samples varied between 13 mg and 14 mg for Rogers samples and between 14 and 17 mg for FR-4, except for the sample aged at 240 °C for 1920 h, which had a weight of 11 mg. The same materials were also studied using Fourier transform infrared spectroscopy (FTIR). The FTIR spectra were measured using a Thermo Fisher Scientific (Waltham, MA, USA) Nicolet iS10 FTIR with diamond Attenuated Total Reflectance (ATR) system.
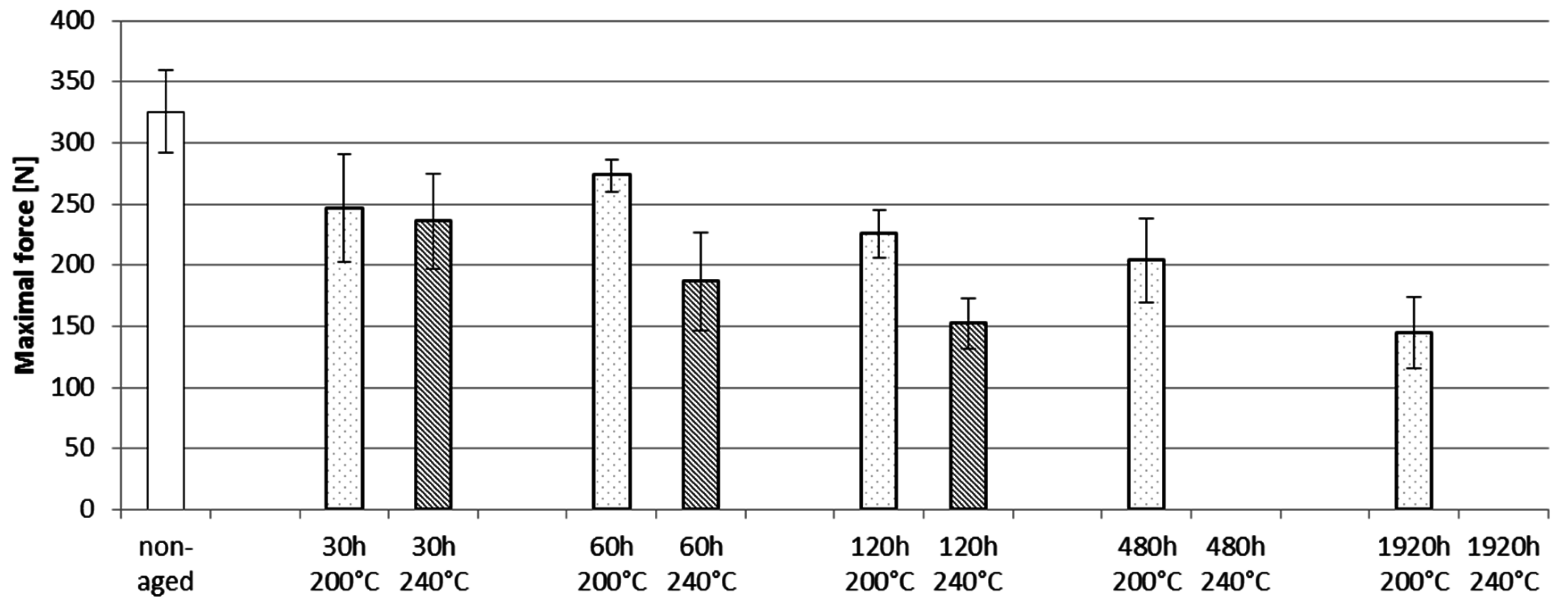
2.5. Shear Testing
The mechanical properties of the sensor attachments were studied with shear testing. Shear testing was conducted for the test samples with the Rogers PCB only, and the effect of aging was studied by aging the samples for certain periods of time prior to testing; the results were compared to non-aged samples. The aging times at 200 °C and 240 °C were 30 h, 60 h, 120 h, 480 h, and 1920 h. Eight samples were tested from each aging and temperature series.
Shear testing was conducted with a Nordson Dage (Aylesbury, Buckinghamshire, UK) series 4000 bond tester using the DS100 cartridge tool. The substrate was held still while the sensor chips were pushed from one side with the tool. The maximal force needed to separate the sensor chip from the substrate was measured. The speed used with the shear tool was 400 μm/s and the tool was located 50 μm above the substrate surface during testing.
4. Discussion
Very good high-temperature reliability was achieved in this study using stable PCB material. When the samples with Rogers PCB were aged at 200 °C, the first failure occurred after 2000 h. Shear testing also indicated that there was no weak link in the degradation of the materials, as the fracture surfaces did not change during aging. The Rogers samples were, however, observed to become mechanically brittle, which may be an important reliability issue in many use environments. Degradation could be seen in the DSC and FTIR analyses. However, it was observed that the degradation occurred at the start of the exposure to elevated temperatures, after which no further changes were seen, and the Rogers PCB remained stable. Furthermore, reliability at 240 °C was also good, as failures with the Rogers PCB were seen after 400 h of aging. Even though degradation of ACF material at 240 °C has been shown to start after 30 h of aging [
30], the electrical failures in this study occurred hundreds of hours later. However, shear testing showed that the location of the fracture surface changed between 30 h and 60 h of exposure to pure adhesion failure, indicating a drastic impairment of the ACF at this temperature rather quickly.
The ACFs used differed from each other only in their particle type. ACF2 with nickel particles was observed to be somewhat more reliable than ACF1 with polymer particles. Similar results have been seen earlier with a similar test structure on PI PCB [
29,
30,
31]. It is likely that at high temperatures the polymer particles also degrade, whereas nickel particles are more stable. This most likely explains the differences seen between the ACFs. On the other hand, polymer particles have been reported to withstand mechanical stresses better than rigid nickel particles [
41]. However, if the high temperature caused degradation of the particles, their flexibility most likely suffered and consequently caused them to be more vulnerable to stresses in the structure.
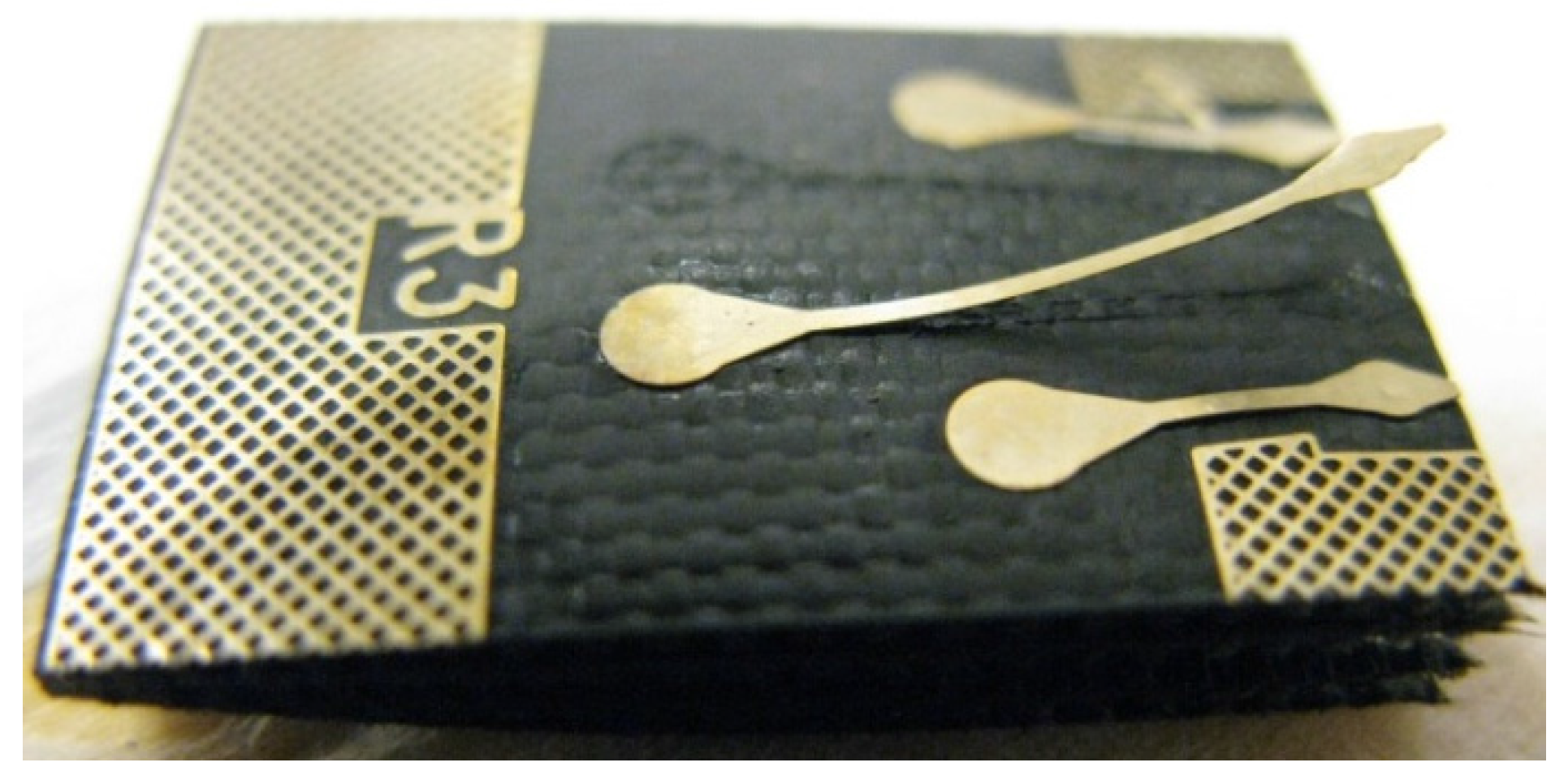
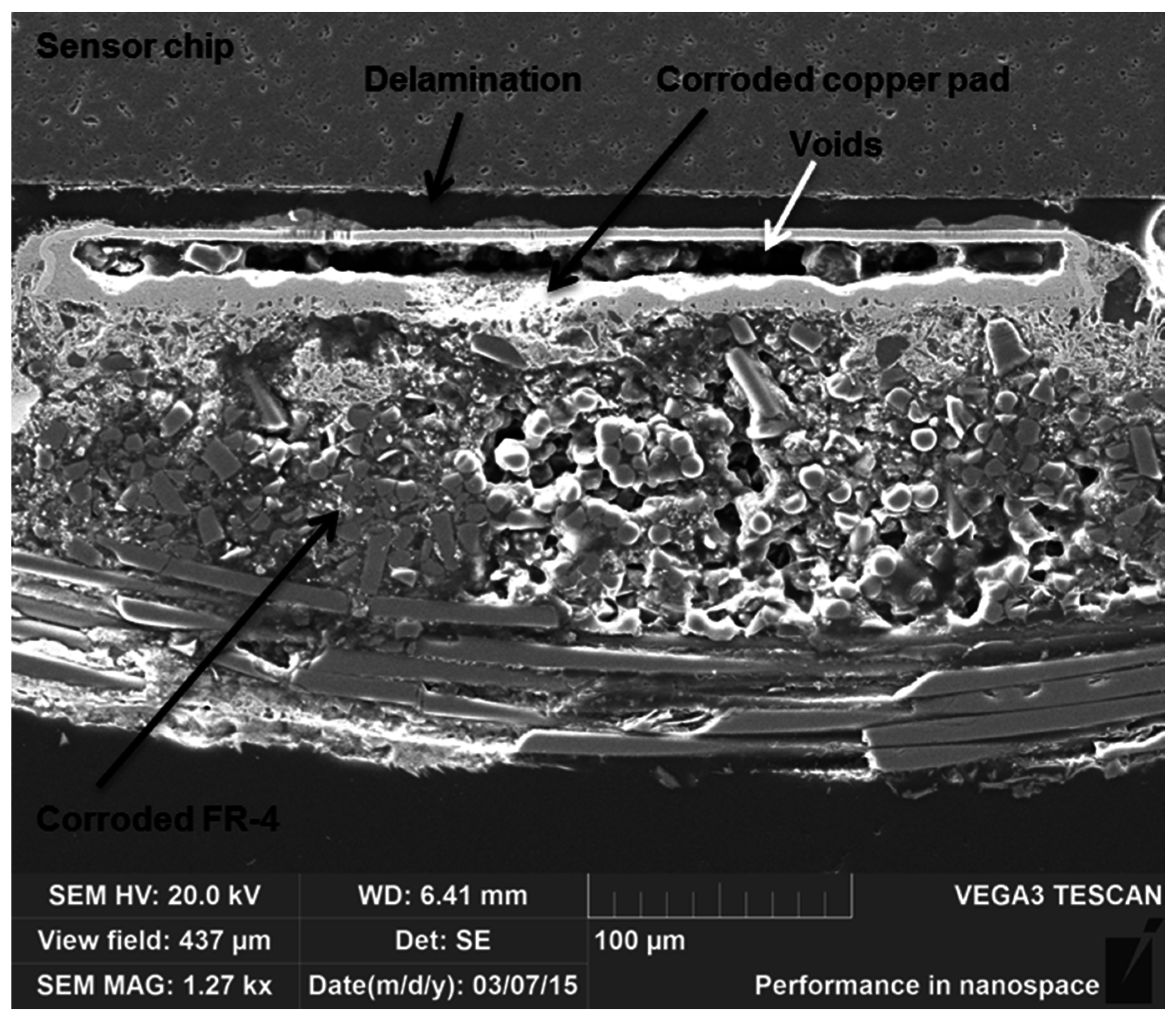
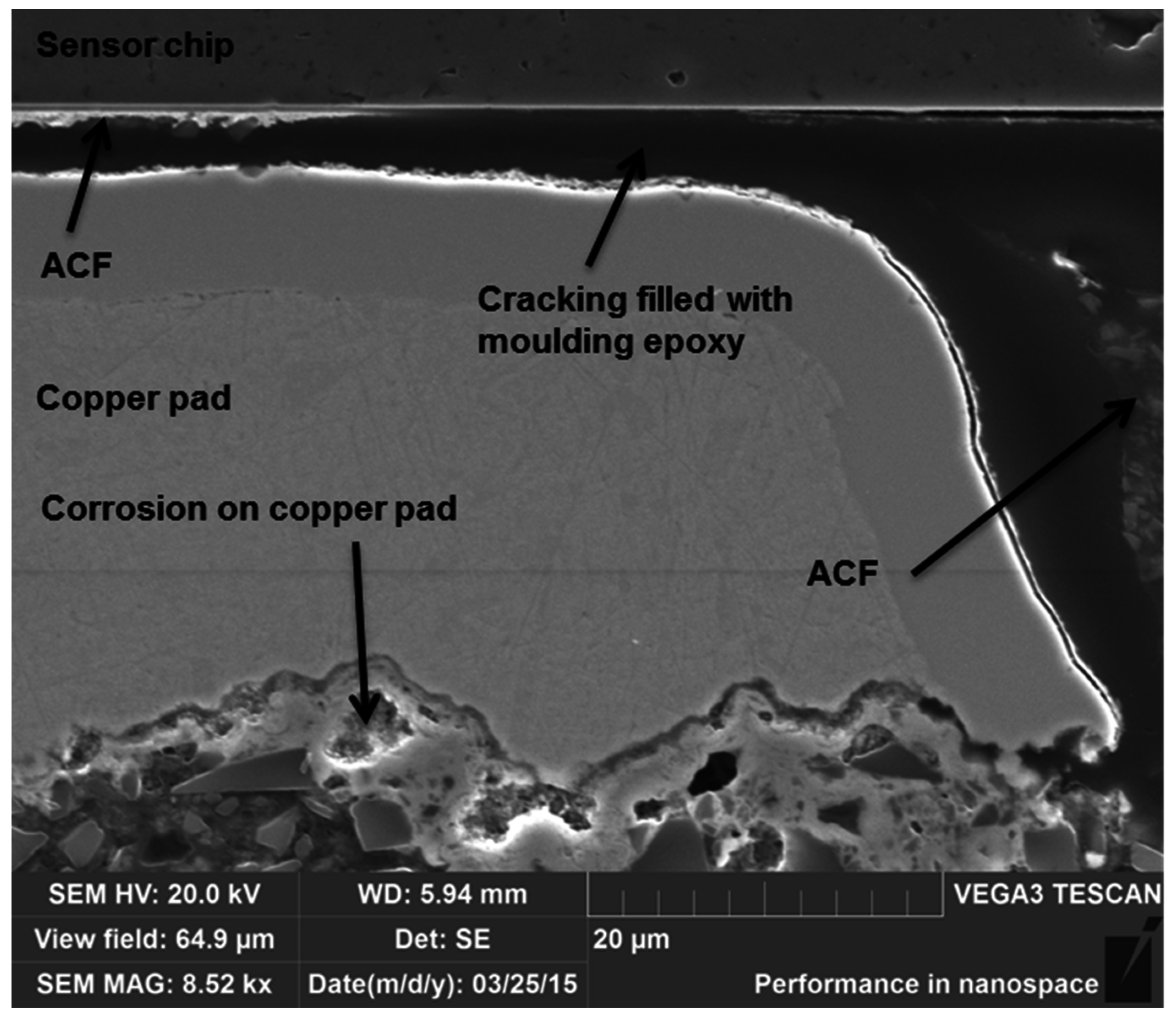
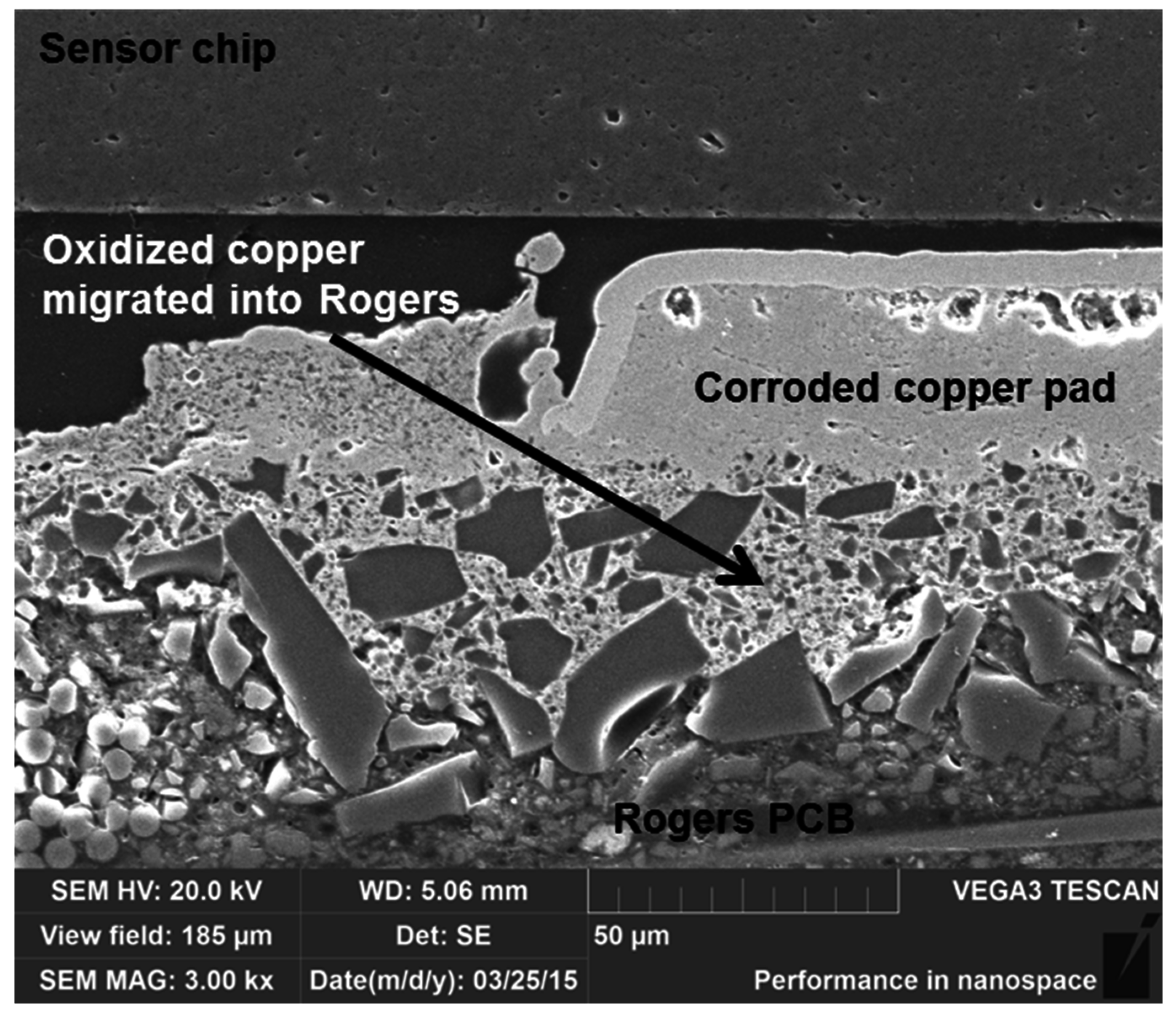
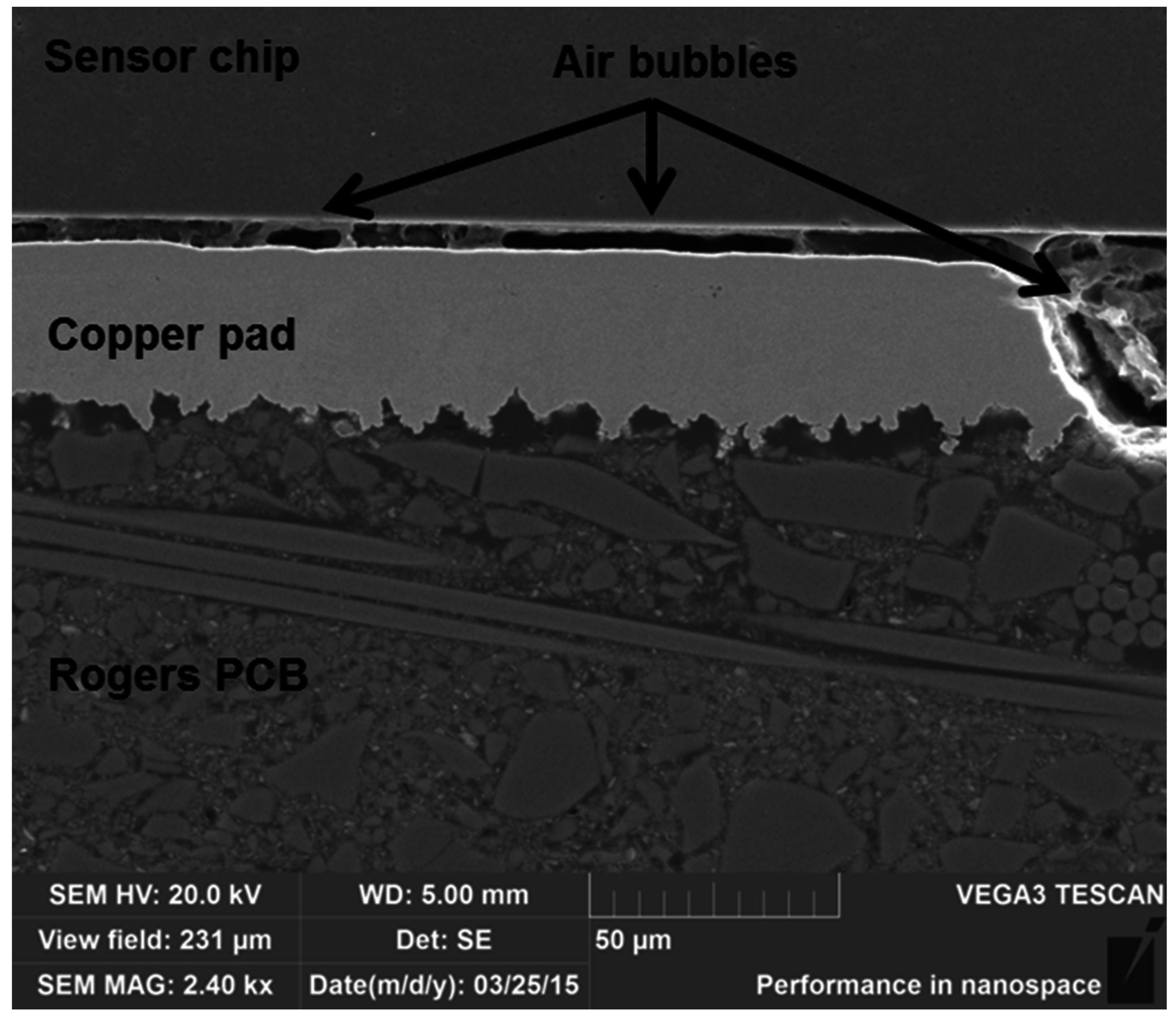
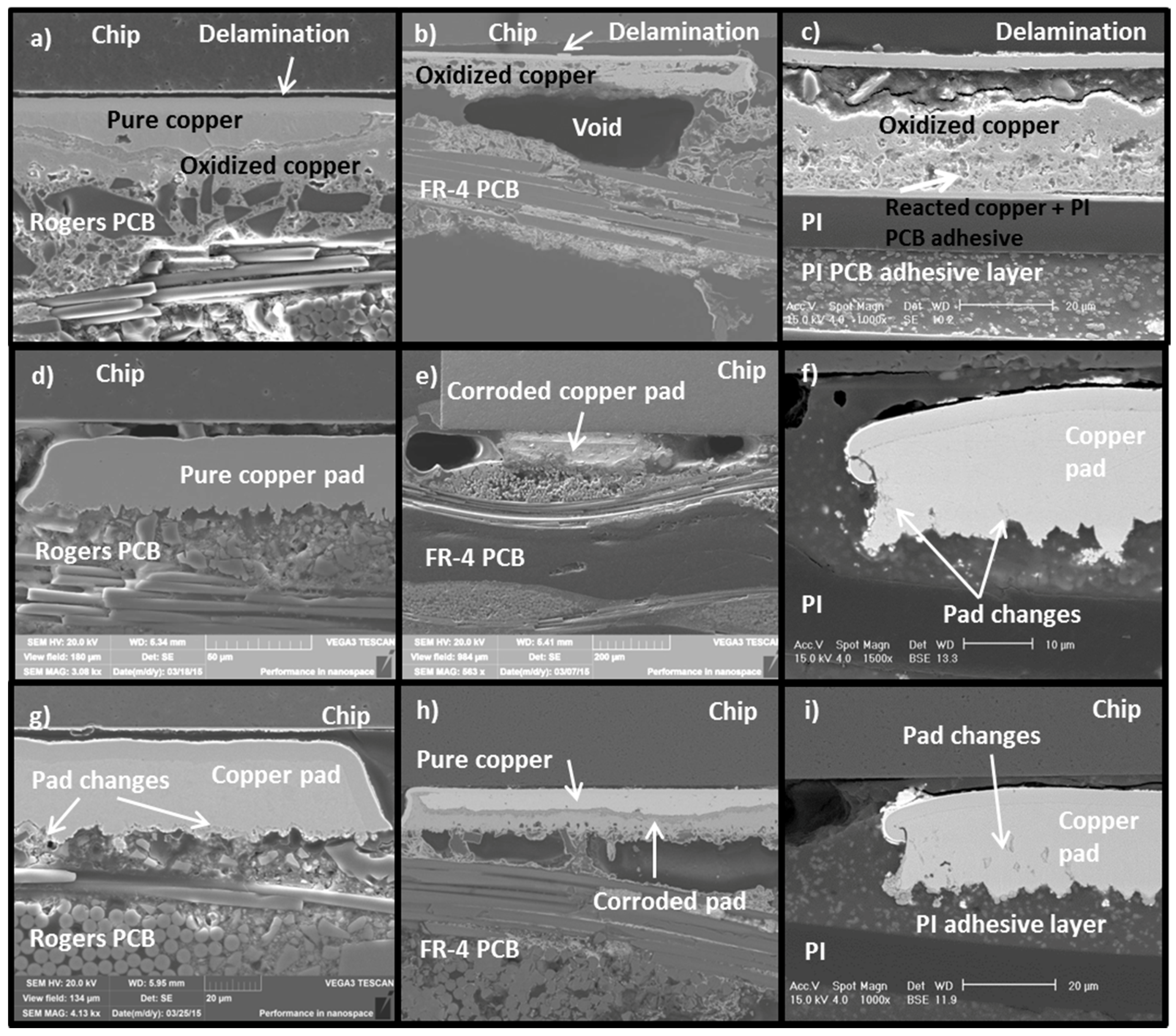
The fragility of the test samples after long term exposure was found to cause delamination and cracking in the samples after testing. However, severe corrosion was also seen in the test samples. The degree of corrosion observed in the test samples differed between the PCB materials.
Figure 19 shows cross-sections for Rogers (
Figure 19a) and FR-4 (
Figure 19b) PCBs tested for 3000 h at 200 °C. Additionally, a cross-section of the PI PCB tested for the same time in a similar test is shown in
Figure 19c. It can also be seen that delamination is more severe with the FR-4 and PI PCBs than with the Rogers PCB. Moreover, there is still some pure copper left after 3000 h of testing in the Rogers PCB but none in the FR-4 or PI PCBs. At 200 °C, the corrosion also started later for the Rogers PCB than for the PI and FR-4 PCBs (
Figure 19d–f). The thickness of the copper varied between PCB materials.
Figure 19.
SEM micrographs of different PCBs exposed to varying temperature treatments. Top row: Cross-section after 3000 h at 200 °C for (a) Rogers PCB; (b) FR-4 PCB; (c) PI PCB. Middle row: Cross-section after 480 h at 200 °C for (d) Rogers PCB; (e) FR-4 PCB; (f) PI PCB. Bottom row: Cross-section after 60 h at 240 °C for (g) Rogers PCB; (h) FR-4 PCB; (i) PI PCB.
Figure 19.
SEM micrographs of different PCBs exposed to varying temperature treatments. Top row: Cross-section after 3000 h at 200 °C for (a) Rogers PCB; (b) FR-4 PCB; (c) PI PCB. Middle row: Cross-section after 480 h at 200 °C for (d) Rogers PCB; (e) FR-4 PCB; (f) PI PCB. Bottom row: Cross-section after 60 h at 240 °C for (g) Rogers PCB; (h) FR-4 PCB; (i) PI PCB.
After 480 h at 200 °C, no signs of corrosion were seen on the Rogers PCB samples, but PI PCB already had small changes at the corners of the copper pads [
29]. FR-4, on the other hand, was already totally corroded after 480 h. At 240 °C, the corrosion occurred faster. Again, FR-4 corroded much faster than the Rogers and PI PCBs, but the differences between the Rogers and PI PCBs were smaller than at 200 °C. After 60 h of aging at 240 °C, the Rogers PCB started to corrode from the bottom of the pad, whereas the PI PCB only had pad changes elsewhere on the copper pad (
Figure 19g–i). Copper changes seemed to start earlier with the PI PCB than with the Rogers, but proceeded faster in the Rogers than in the PI. Consequently, the Rogers PCB also achieved the best behavior in terms of corrosion. The results clearly showed that the substrate material is important for the reliability and behavior of interconnections at high temperatures, not only from the mechanical point of view but also in regard to the corrosion behavior.
5. Conclusions
In this study the performance and reliability of sensor attachments assembled on Rogers and FR-4 PCBs were tested in thermal storage tests at 200 °C and 240 °C. In addition to studying the electrical behavior of the samples, several material characterization techniques were used to analyze the PCB materials before and after aging. The mechanical performance was also studied with shear testing.
According to TGA and DTA analyses for non-aged samples, both PCB materials should have been stable at the aging temperatures, even though signs of oxidation were seen, because the weights of the samples already increased at the beginning of the measurement runs. When the aged PCB materials were studied with DSC and FTIR, clear degradation was seen, especially in the FR-4. FTIR also showed degradation of the Rogers, but fewer changes were seen with DSC. It was, however, observed that the degradation of the Rogers seen with FTIR occurred during the first 120 h of aging at both aging temperatures, after which no further changes were seen. Thus, the FR-4 was much less stable than the Rogers at high temperatures.
Furthermore, the electrical reliability of the FR-4 was poor. At 200 °C, the failures started to occur around 30 h of aging, whereas at 240 °C the failure free time was only a few hours. With the Rogers, much better reliability was achieved: at 200 °C, the failure free time was over 2000 h, and even at 240 °C, the first failures occurred around 400 h of aging. ACF2 with nickel particles achieved better performance. Failure analysis revealed fragility of the samples as delamination and cracking were seen. Oxidation of the materials was also seen, and the PCB material was observed to have an effect on the oxidation. The corrosion seen was especially severe in the FR-4 PCB. Shear testing for the Rogers showed that the mechanical reliability at 200 °C was quite good and no drastic drops in shear force values were seen. At 240 °C, the shear force decreased much faster and the ACF was observed to have degraded, as pure adhesion failure was seen after 60 h of aging.
All polymer materials were seen to affect the high temperature reliability of the sensor structure studied. PCB choice was shown to play a crucial role. ACFs showed very promising behavior with stable PCB material at very high temperatures, especially at 200 °C. However, at 240 °C, the materials were observed to degrade very quickly, even though electrically they were functional for several hundred hours.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


















