
Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface Methodology


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
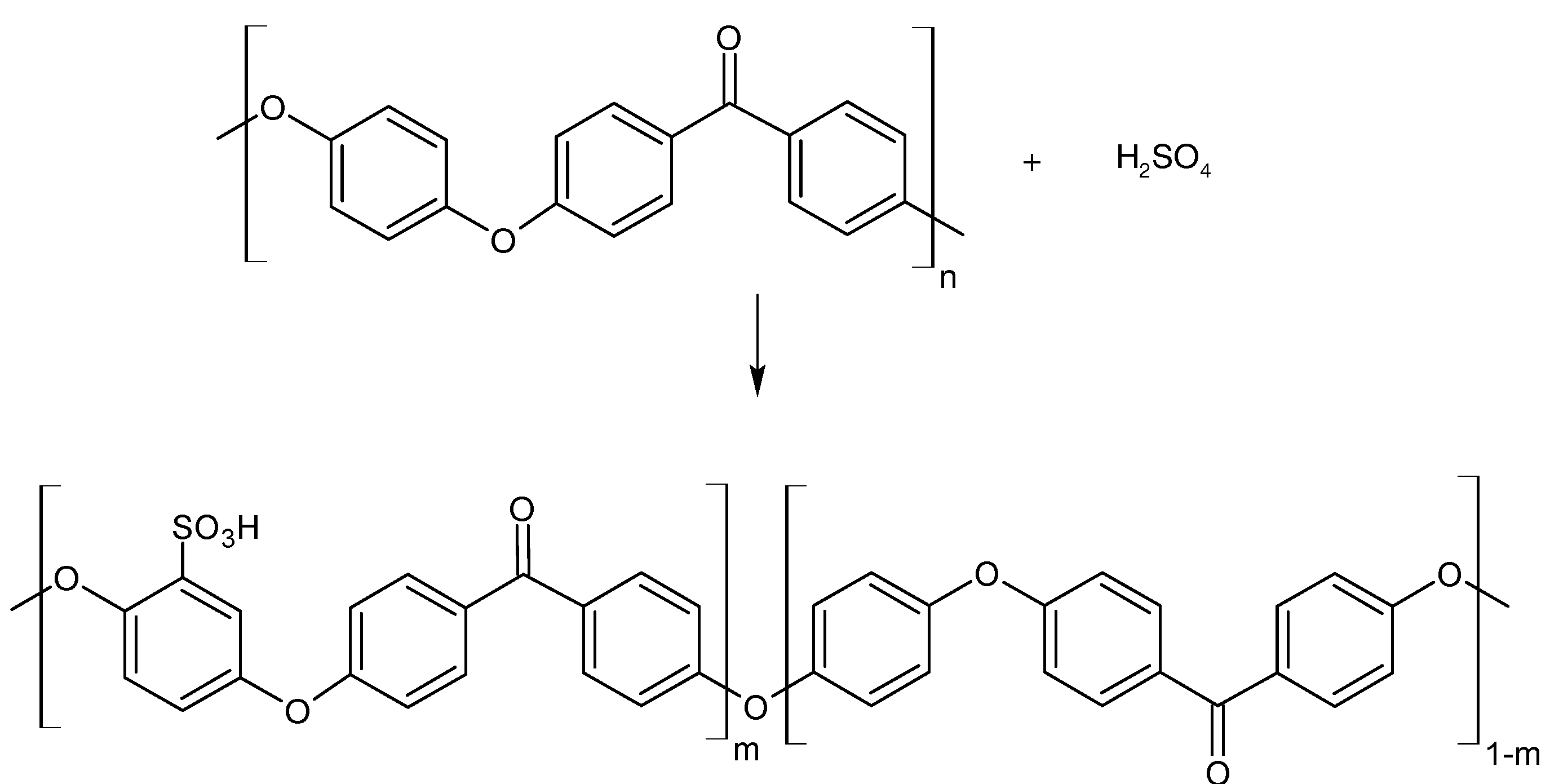
2.2. Preparation of Sulfonated PEEK

2.3. Solubility Evaluation
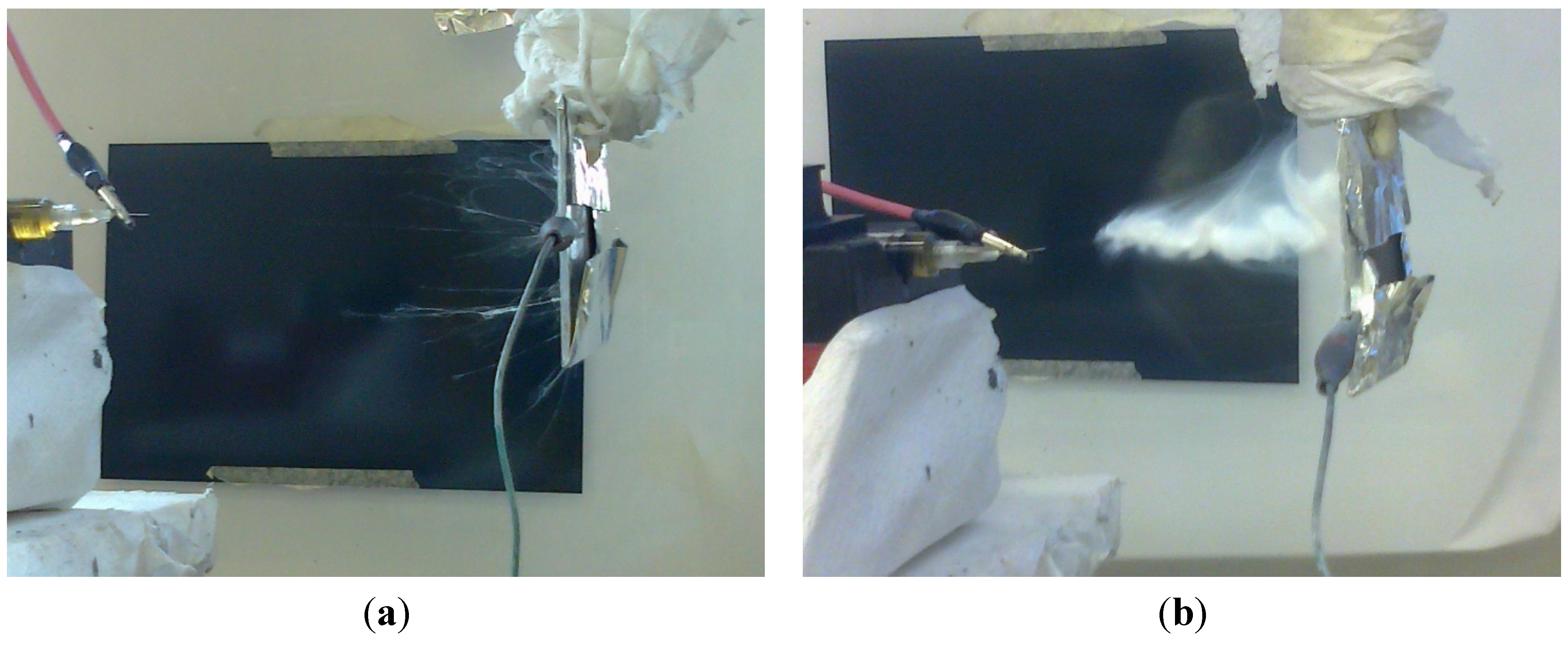
2.4. Electrospinning Set-Up and Nanofibers Analysis
2.5. Variables and Design Selection
3. Results and Discussion
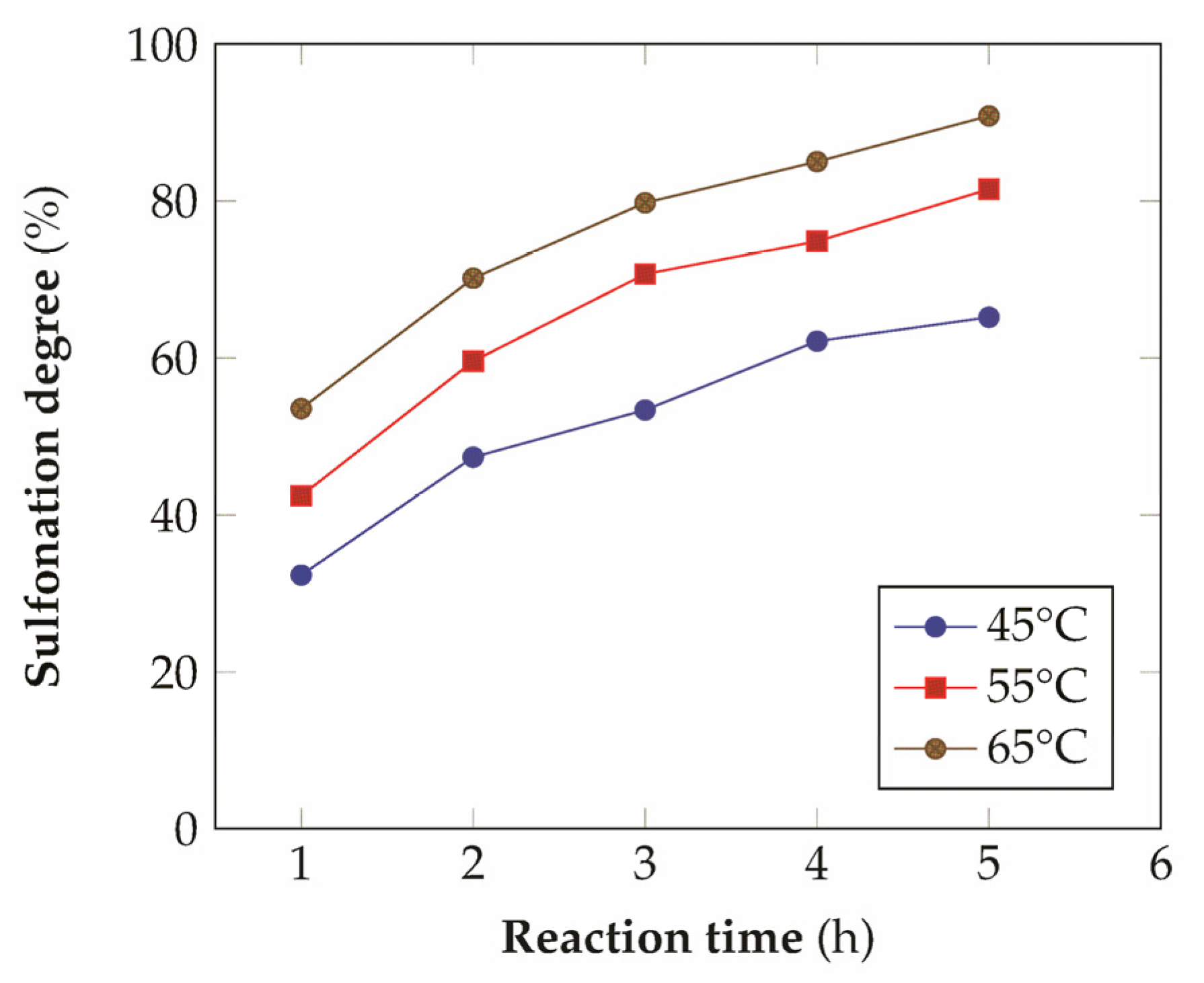
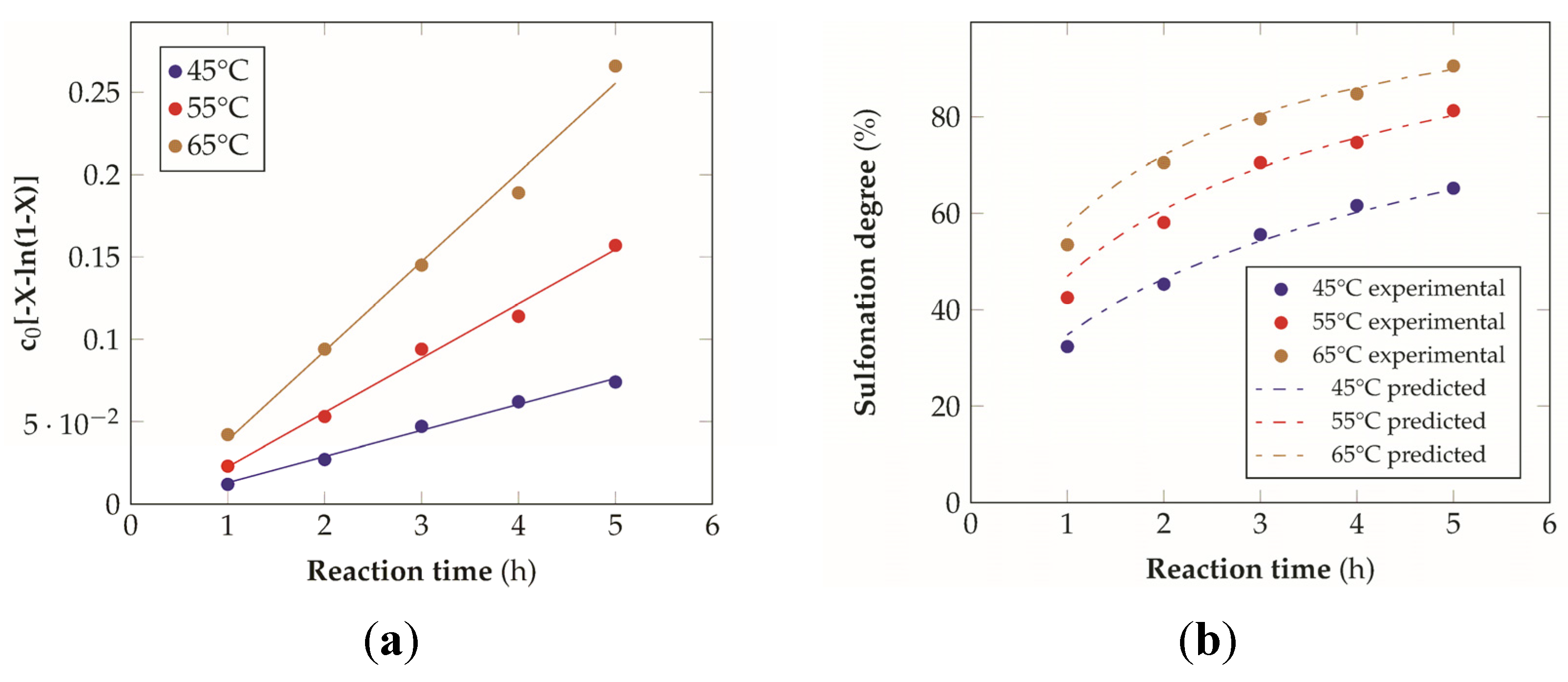
3.1. PEEK Sulfonation



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | C0 (mol/L) | k1/kd (mol/L·h) |
|---|---|---|
| 45 | 0.183 | 0.0146 |
| 55 | 0.183 | 0.0308 |
| 65 | 0.183 | 0.0507 |
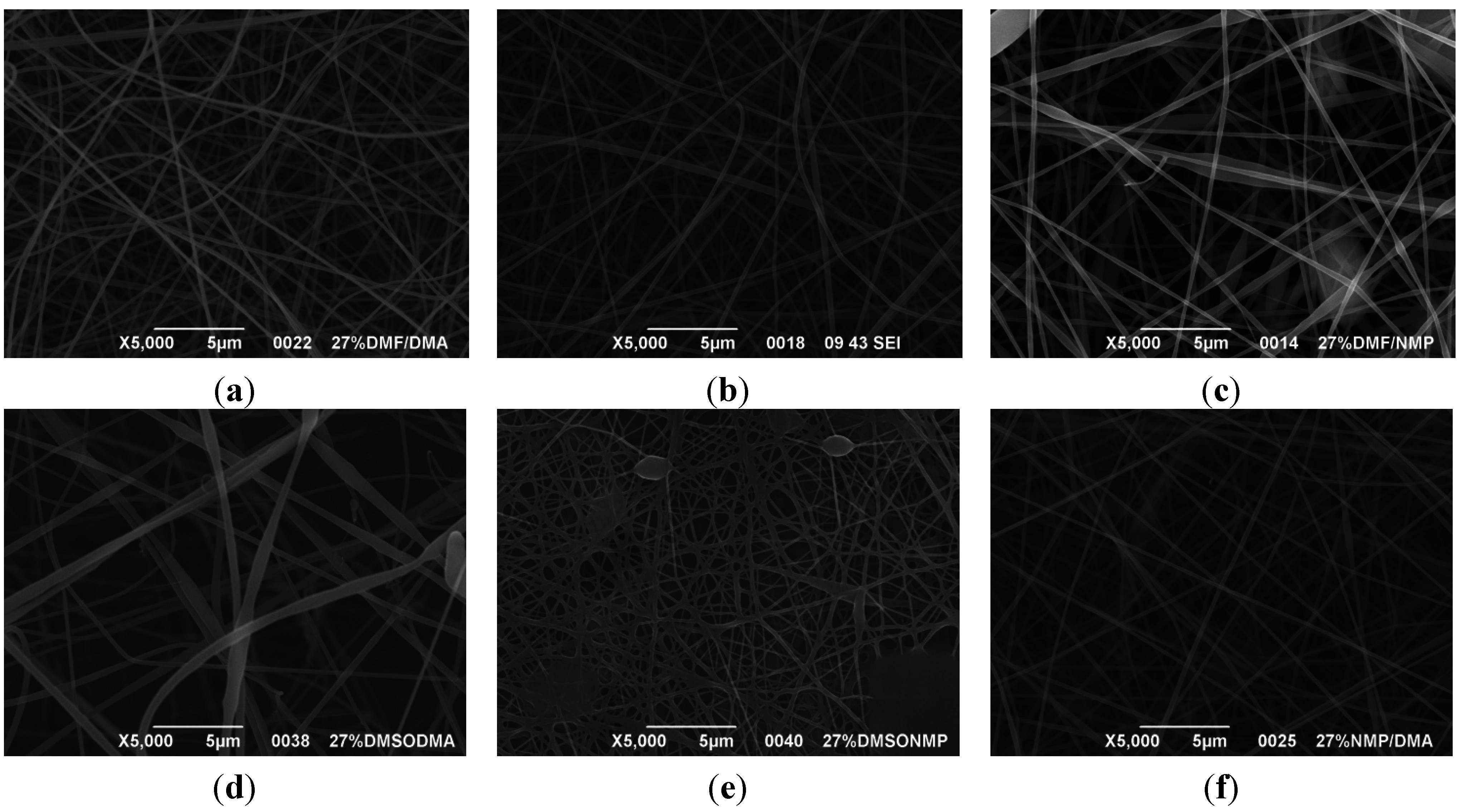
3.2. sPEEK Solubility
| Sulfonation Degree | DMF | DMAc | DMSO | NMP |
|---|---|---|---|---|
| 33% | Sw. | Sw. | Sw. | Sw. |
| 45% | Sw. | Sw. | + | + |
| 50% | + | + | + | ++ |
| ≥ 55% | ++ | ++ | ++ | ++ |
3.3. Electrospinning Screening
| Solution | Solvent | |||
|---|---|---|---|---|
| Concentration | DMF | DMAc | DMSO | NMP |
| 20 wt % |  |  |  |  |
| 25 wt % | 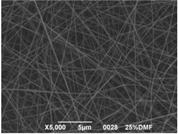 |  |  |  |
| 27 wt % |  |  | 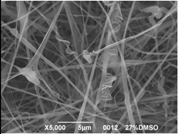 |  |
| 30 wt % |  | 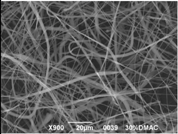 |  |  |


3.4. The Box-Behnken Design
| Variable | Symbol | Lower Value | Center Value | Upper Value |
|---|---|---|---|---|
| Sulfonation degree (%) | A | 60 | 70 | 80 |
| Voltage (kV) | B | 20 | 25 | 30 |
| Distance (cm) | C | 10 | 14 | 18 |
| Flow rate (mL/h) | D | 0.050 | 0.125 | 0.200 |
| Coded value | – | −1 | 0 | +1 |
| Run # | A (%) | B (kV) | C (cm) | D (mL/h) | Mean (nm) | Std. Dev. (nm) |
|---|---|---|---|---|---|---|
| 1 | 60 | 20 | 14 | 0.125 | 181 | 32 |
| 2 | 80 | 25 | 10 | 0.125 | 166 | 35 |
| 3 | 70 | 25 | 14 | 0.125 | 164 | 29 |
| 4 | 70 | 20 | 14 | 0.200 | 167 | 35 |
| 5 | 80 | 25 | 14 | 0.200 | 205 | 50 |
| 6 | 80 | 25 | 14 | 0.050 | 192 | 32 |
| 7 | 60 | 25 | 10 | 0.125 | 218 | 50 |
| 8 | 70 | 30 | 14 | 0.050 | 182 | 36 |
| 9 | 70 | 25 | 14 | 0.125 | 167 | 25 |
| 10 | 70 | 25 | 14 | 0.125 | 171 | 28 |
| 11 | 70 | 20 | 18 | 0.125 | 179 | 38 |
| 12 | 70 | 20 | 14 | 0.050 | 189 | 34 |
| 13 | 60 | 25 | 14 | 0.200 | 193 | 27 |
| 14 | 70 | 30 | 18 | 0.125 | 190 | 45 |
| 15 | 70 | 25 | 14 | 0.125 | 167 | 25 |
| 16 | 70 | 25 | 10 | 0.200 | 184 | 40 |
| 17 | 60 | 25 | 18 | 0.125 | 199 | 33 |
| 18 | 60 | 60 | 14 | 0.125 | 187 | 32 |
| 19 | 70 | 25 | 18 | 0.050 | 225 | 40 |
| 20 | 70 | 25 | 14 | 0.050 | 201 | 55 |
| 21 | 80 | 25 | 18 | 0.125 | 222 | 54 |
| 22 | 70 | 25 | 18 | 0.200 | 216 | 60 |
| 23 | 70 | 30 | 10 | 0.125 | 172 | 38 |
| 24 | 70 | 25 | 14 | 0.125 | 170 | 29 |
| 25 | 70 | 30 | 14 | 0.200 | 182 | 35 |
| 26 | 80 | 20 | 14 | 0.125 | 170 | 33 |
| 27 | 80 | 30 | 14 | 0.125 | 171 | 31 |
| 28 | 70 | 30 | 10 | 0.125 | 173 | 37 |
| 29 | 60 | 25 | 14 | 0.050 | 233 | 46 |
3.5. Analysis of the Mean Fiber Diameter
| Source | SS | Df | MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 11782.88 | 11 | 1071.17 | 140.13 | <0.0001 |
| A-DS | 720.75 | 1 | 720.75 | 94.29 | <0.0001 |
| B-Voltage | 133.33 | 1 | 133.33 | 17.44 | 0.0006 |
| C-Distance | 1102.08 | 1 | 1102.08 | 144.17 | <0.0001 |
| D-Flow rate | 481.33 | 1 | 481.33 | 62.97 | <0.0001 |
| AC | 1369.00 | 1 | 1369.00 | 179.09 | <0.0001 |
| AD | 784.00 | 1 | 784.00 | 102.56 | <0.0001 |
| BD | 121.00 | 1 | 121.00 | 15.83 | 0.0001 |
| A2 | 1891.17 | 1 | 1891.17 | 247.40 | <0.0001 |
| B2 | 502.31 | 1 | 502.31 | 65.71 | <0.0001 |
| C2 | 2003.55 | 1 | 2003.55 | 262.10 | <0.0001 |
| D2 | 3125.21 | 1 | 3125.21 | 408.84 | <0.0001 |
| Residual | 129.95 | 17 | 7.64 | – | – |
| Lack of fit | 96.75 | 13 | 7.44 | 0.90 | 0.6090 |
| Pure error | 33.20 | 4 | 8.30 | – | – |

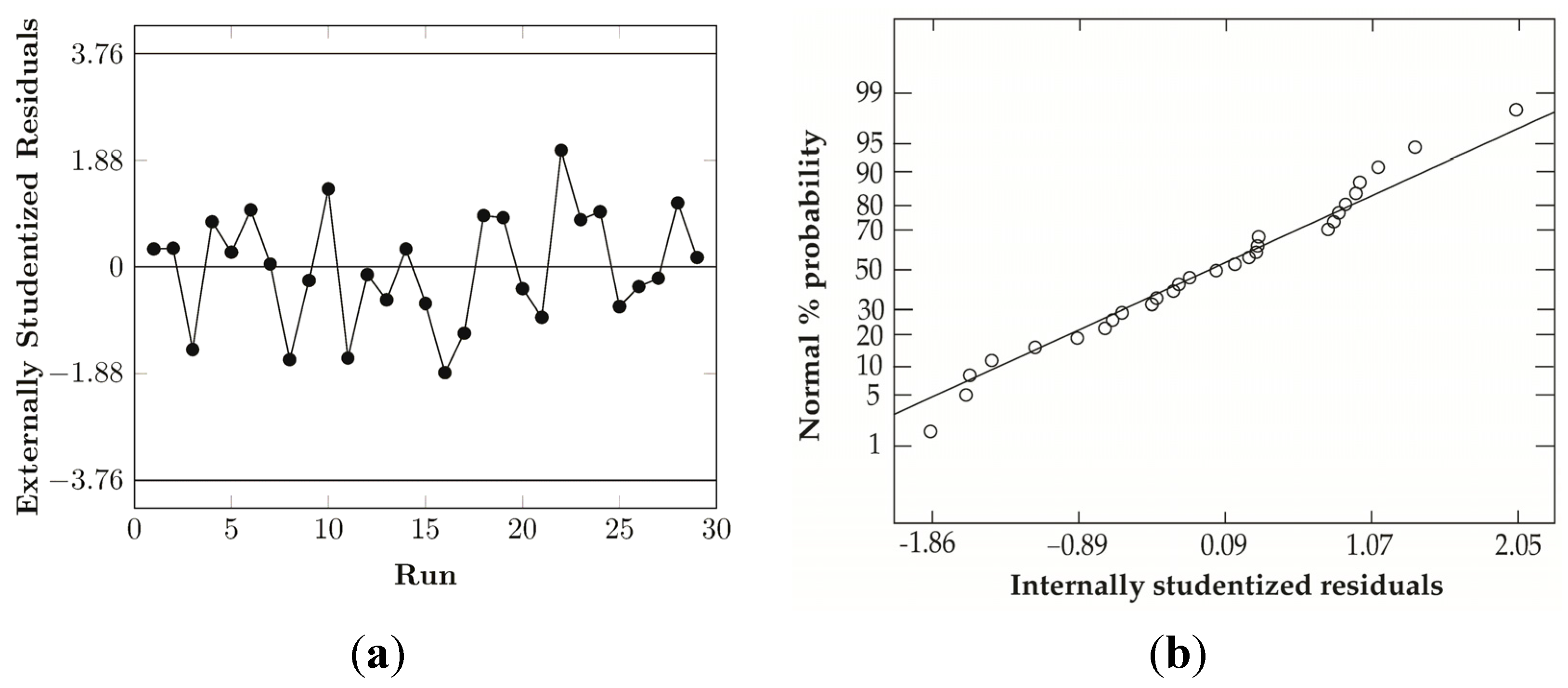
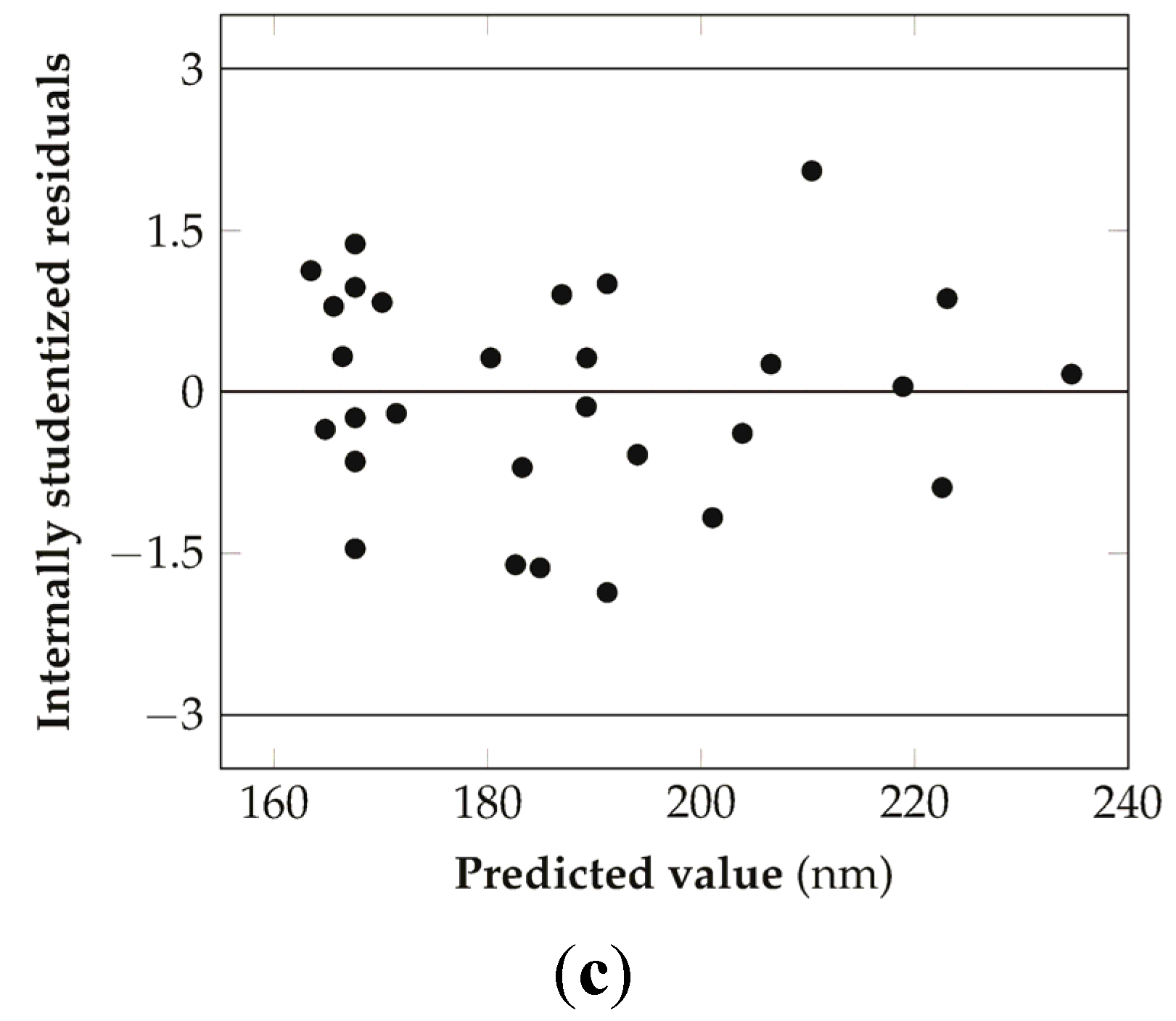
3.6. Diagnostic
- The normal distribution of the residuals
- The absence of correlation of the residuals versus runs
- The assumption of homoscedasticity (constant variance of the residuals)


| Regressor | Levene’s Statistic | p-Value |
|---|---|---|
| Sulfonation degree | 4.907 | 0.086 |
| Voltage | 0.152 | 0.927 |
| Distance | 3.057 | 0.217 |
| Flow-rate | 0.603 | 0.740 |
3.7. Analysis of the Response Surface



3.8. Validation of the Model
| Sample | Sulfonation Degree (%) | Voltage (kV) | Distance (cm) | Flow-Rate (mL/h) | Desirability |
|---|---|---|---|---|---|
| 1 | 62 | 20 | 14.5 | 0.160 | 0.954 |
| 2 | 65 | 21 | 14.5 | 0.143 | 0.971 |
| 3 | 73 | 21 | 13.5 | 0.114 | 0.962 |

4. Conclusions
Author Contributions
Conflicts of Interest
References
- Li, D.; Xia, Y. Electrospinning of nanofibers: reinventing the wheel? Adv. Mater. 2004, 16, 1151–1170. [Google Scholar] [CrossRef]
- Huang, Z.; Zhang, Y.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Chronakis, I. Novel nanocomposites and nanoceramics based on polymer nanofibers using electrospinning process—A review. J. Mater. Process. Tech. 2005, 167, 283–293. [Google Scholar] [CrossRef]
- Dai, Y.; Liu, W.; Formo, E.; Sun, Y.; Xia, Y. Ceramic nanofibers fabricated by electrospinning and their applications in catalysis, environmental science, and energy technology. Polym. Advan. Technol. 2011, 22, 326–338. [Google Scholar] [CrossRef]
- Wu, H.; Zhang, R.; Liu, X.; Lin, D.; Pan, W. Electrospinning of Fe, Co, and Ni nanofibers: synthesis, assembly, and magnetic properties. Chem. Mater. 2007, 19, 3506–3511. [Google Scholar] [CrossRef]
- Sukigara, S.; Gandhi, M.; Ayutsede, J.; Micklus, M.; Ko, F. Regeneration of Bombyx mori silk by electrospinning. Part 2. Process optimization and empirical modeling using response surface methodology. Polymer 2004, 45, 3701–3708. [Google Scholar] [CrossRef]
- Gu, S.; Ren, J. Process Optimization and Empirical Modeling for Electrospun Poly(D,L-lactide) Fibers using Response Surface Methodology. J. Macromol. Mater. Eng. 2005, 290, 1097–1105. [Google Scholar] [CrossRef]
- Yördem, O.; Papila, M.; Menceloğlu, Y. Effects of electrospinning parameters on polyacrylonitrile nanofiber diameter: An investigation by response surface methodology. Mater. Design 2008, 29, 34–44. [Google Scholar] [CrossRef]
- Ray, S.; Lalman, J. Using the Box–Benkhen design (BBD) to minimize the diameter of electrospun titanium dioxide nanofibers. Chem. Eng. J. 2011, 169, 116–125. [Google Scholar] [CrossRef]
- Roso, M.; Lorenzetti, A.; Besco, S.; Monti, M.; Berti, G.; Modesti, M. Application of empirical modelling in multi-layers membrane manufacturing. Comput. Chem. Eng. 2011, 35, 2248–2256. [Google Scholar] [CrossRef]
- Nasouri, K.; Bahrambeygi, H.; Rabbi, A.; Shoushtari, A.M.; Kaou, A. Modeling and optimization of electrospun PAN nanofiber diameter using response surface methodology and artificial neural networks. J. Appl. Polym. Sci. 2012, 126, 127–135. [Google Scholar] [CrossRef]
- Konwarh, R.; Misra, M.; Mohanty, A.K.; Karak, N. Diameter-tuning of electrospun cellulose acetate fibers: A Box–Behnken design (BBD) study. Carbohyd. Polym. 2013, 92, 1100–1106. [Google Scholar] [CrossRef] [PubMed]
- Kong, L.; Ziegler, G. Quantitative relationship between electrospinning parameters and starch fiber diameter. Carbohyd. Polym. 2013, 92, 1416–1422. [Google Scholar] [CrossRef] [PubMed]
- Wycisk, R.; Pintauro, P.N.; Park, J. New developments in proton conducting membranes for fuel cells. Curr. Opin. Chem. Eng. 2014, 4, 71–78. [Google Scholar] [CrossRef]
- Dong, B.; Gwee, L.; Salas-de la Cruz, D.; Winey, K.I.; Elabd, Y.A. Super proton conductive high-purity nafion nanofibers. Nano Lett. 2010, 10, 3785–3790. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Li, Z.; Jiang, T.; Zhao, Z.; Li, Y.; Wang, Z.; Wang, C. sulfonated poly(ether ether ketone)/polypyrrole core-shell nanofibers: A novel polymeric adsorbent/conducting polymer nanostructures for ultra-sensitive gas sensors. ACS Appl. Mater. Inter. 2012, 4, 6080–6084. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.; Jo, S.; Choi, J.; Baek, K.; Truong, Y.; Kyratzis, I.; Shul, Y. SiO2/sulfonated poly ether ether ketone (sPEEK) composite nanofiber mat supported proton exchange membranes for fuel cells. J. Mater. Sci. 2013, 48, 3665–3671. [Google Scholar] [CrossRef]
- Chakrabarty, T.; Kumar, M.; Rajesh, K.; Shahi, V.; Natarajan, T. Nano-fibrous sulfonated poly(ether ether ketone) membrane for selective electro transport of ions. Sep. Purif. Technol. 2010, 75, 174–182. [Google Scholar] [CrossRef]
- Choi, J.; Lee, C.; Hawkins, S.C.; Huynh, C.P.; Park, J.; Jeon, Y.; Truong, Y.B.; Kyratzis, I.L.; Shul, Y.G.; Caruso, R.A. Direct spun aligned carbon nanotube web-reinforced proton exchange membranes for fuel cells. RSC Adv. 2014, 4, 32787–32790. [Google Scholar] [CrossRef]
- Li, X.; Hao, X.; Na, H. Preparation of nanosilver particles into sulfonated poly(ether ether ketone) (S-PEEK) nanostructures by electrospinning. Mater. Lett. 2007, 61, 421–426. [Google Scholar] [CrossRef]
- Huang, R.Y.M.; Shao, P.; Burns, C.M.; Feng, X. Sulfonation of poly(ether ether ketone)(PEEK): kinetic study and characterization. J. Appl. Polym. Sci. 2001, 82, 2651–2660. [Google Scholar] [CrossRef]
- Jiang, R.; Kunz, H.; Fenton, J.M. Investigation of membrane property and fuel cell behavior with sulfonated poly(ether ether ketone) electrolyte: temperature and relative humidity effects. J. Power Sources 2005, 150, 120–128. [Google Scholar] [CrossRef]
- Gong, C.; Guan, R.; Shu, Y.; Chuang, F.; Tsen, W. Effect of sulfonic group on solubility parameters and solubility behavior of poly(2,6-dimethyl-1,4-phenylene oxide). Polym. Adv. Technol. 2007, 18, 44–49. [Google Scholar] [CrossRef]
- Box, G.; Behnken, D. Some new three level designs for the study of quantitative variables. Technometrics 1960, 2, 455–475. [Google Scholar] [CrossRef]
- Box, G.; Draper, N. Empirical Model-Building and Response Surfaces. In Wiley Series in Probability and Statistics; Wiley: New York, NY, USA, 1987. [Google Scholar]
- Bishop, M.; Langley, K. Solubility and properties of a poly(aryl ether ketone) in strong acids. Macromolecules 1985, 18, 86–93. [Google Scholar] [CrossRef]
- Myers, R.; Montgomery, D.; Anderson-Cook, C. Wiley Series in Probability and Statistics; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Fong, H.; Chun, I.; Reneker, D. Beaded nanofibers formed during electrospinning. Polymer 1999, 40, 4585–4592. [Google Scholar] [CrossRef]
- Deitzel, J.; Kleinmeyer, J.; Harris, D.; Beck Tan, N.C. The effect of processing variables on the morphology of electrospun nanofibers and textiles. Polymer 2001, 42, 261–272. [Google Scholar] [CrossRef]
- Lee, K.; Kim, H.; Bang, H.; Jung, Y.; Lee, S. The change of bead morphology formed on electrospun polystyrene fibers. Polymer 2003, 44, 4029–4034. [Google Scholar] [CrossRef]
- Cerfontain, H. Mechanistic aspects in aromatic sulfonation and desulfonation. In Interscience Monographs on Organic Chemistry Series; Interscience Publishers: New York, NY, USA, 1968. [Google Scholar]
- Compton, R.; Bamford, C.; Tipper, C. Reaction of aromatic compounds. In Comprehensive Chemical Kinetics: Volume 13; Elsevier: Amsterdam, The Netherland, 1972. [Google Scholar]
- Kučera, F.; Jančar, J. Homogeneous and heterogeneous sulfonation of polymers: A review. Polym. Eng. Sci. 1998, 38, 783–792. [Google Scholar] [CrossRef]
- Shibuya, N.; Porter, R. Kinetics of PEEK sulfonation in concentrated sulfuric acid. Macromolecules 1992, 25, 6495–6499. [Google Scholar] [CrossRef]
- Shibuya, N.; Porter, R. A reconsideration of the kinetics of aromatic sulfonation by sulfuric acid. Macromolecules 1994, 27, 6267–6271. [Google Scholar] [CrossRef]
- Subramanian, C.; Weiss, R.; Shaw, M.T. Electrospinning and characterization of highly sulfonated polystyrene fibers. Polymer 2010, 51, 1983–1989. [Google Scholar] [CrossRef]
- Okuzaki, H.; Takahashi, T.; Miyajima, N.; Suzuki, Y.; Kuwabara, T. Spontaneous formation of Poly(p-phenylenevinylene) nanofiber yarns through electrospinning of a precursor. Macromolecules 2006, 39, 4276–4278. [Google Scholar] [CrossRef]
- Laforgue, A.; Robitaille, L.; Mokrini, A.; Ajji, A. Fabrication and characterization of ionic conducting nanofibers. Mater. Eng. 2006, 292, 1229–1236. [Google Scholar] [CrossRef]
- Anderson, T.; Darling, D. Asymptotic theory of certain goodness-of-fit criteria based on stochastic processes. Ann. Math. Statistics 1952, 23, 193–212. [Google Scholar] [CrossRef]
- Durbin, J.; Watson, G. Testing for serial correlation in least squares regression, I. Biometrika 1950, 37, 409–428. [Google Scholar] [PubMed]
- Durbin, J.; Watson, G. Testing for serial correlation in least squares regression, II. Biometrika 1951, 38, 159–179. [Google Scholar] [CrossRef] [PubMed]
- Yetilmezsoy, K.; Demirel, S.; Vanderbei, R. Response surface modeling of Pb(II) removal from aqueous solution by Pistacia vera L.: Box-Behnken experimental design. J. Hazard. Mater. 2009, 171, 551–562. [Google Scholar] [CrossRef] [PubMed]
- Levene, H. Robust tests for equality of variances. In Contributions to Probability and Statistics; Stanford University Press: Stanford, CA, USA, 1960. [Google Scholar]
- Li, X.; Hao, X.; Xu, D.; Zhang, G.; Zhong, S.; Na, H.; Wang, D. Fabrication of sulfonated poly(ether ether ketone ketone) membranes with high proton conductivity. J. Membrane Sci. 2006, 281, 1–6. [Google Scholar] [CrossRef]
- Andrady, A. Science and Technology of Polymer Nanofibers; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Press, W.H.; Flannery, B.P.; Teukolsky, S.A.; Vetterling, W.T. Numerical Recipes in Pascal: The Art of Scientific Computing; Cambridge University Press: New York, NY, USA, 1989. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boaretti, C.; Roso, M.; Lorenzetti, A.; Modesti, M. Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface Methodology. Materials 2015, 8, 4096-4117. https://doi.org/10.3390/ma8074096
Boaretti C, Roso M, Lorenzetti A, Modesti M. Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface Methodology. Materials. 2015; 8(7):4096-4117. https://doi.org/10.3390/ma8074096
Chicago/Turabian StyleBoaretti, Carlo, Martina Roso, Alessandra Lorenzetti, and Michele Modesti. 2015. "Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface Methodology" Materials 8, no. 7: 4096-4117. https://doi.org/10.3390/ma8074096
APA StyleBoaretti, C., Roso, M., Lorenzetti, A., & Modesti, M. (2015). Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface Methodology. Materials, 8(7), 4096-4117. https://doi.org/10.3390/ma8074096