1.1. Motivation of Research
This research was motivated by the investigation of layout options for the machining department within the transmission production area of the Toyota Motor Manufacturing West Virginia (TMMWV) plant in Buffalo (West Virginia, USA). The plant manufactures automobile engines and automatic transmissions for specific Toyota models. TMMWV made modifications to one of its products, which required an investigation of the layout of the machining department within the transmission production area. The layout had a combination of two different types of machines used for machining the older product, called model A and model B machinery. For the production of the newer product, the model A machines will be reused. However, the model B machinery will not be used and will be removed from the layout. Other additional machines used to support production will be removed and replaced. For example, two pieces of equipment used to clean products will be replaced by a single piece of equipment. As a result, this required a re-layout of the machining department which consisted of cells and other pieces of equipment, which are called facilities. Since the facilities are of unequal-area and are rectangular shaped, this problem is defined as the unequal-area facility layout problem (UA-FLP).
The UA-FLP is the problem of locating rectangular facilities on a rectangular floor space such that facilities do not overlap while optimizing some objective. According to Tompkins et al. [
1], between 20 and 50% of the total operating expenses within manufacturing is attributed to material handling, and it is generally agreed that effective facilities layout planning can reduce these costs by at least 10 to 30%. Therefore, the most commonly used criterion to determine the efficiency of layouts is the minimization of material handling cost. Material handling cost is the sum of the product of the flow of materials, distance, and transportation cost per unit per distance unit between each pair of facilities. Since the transportation cost is difficult to obtain, this paper considers minimizing the total weighted distance (i.e., the sum of the product of the flow of materials and distance between each pair of facilities).
In the TMMWV plant, the addition and deletion of products as well as the replacement of pieces of equipment caused the existing layout of one of its machining departments to be less efficient with respect to material handling costs. Therefore, the modification of the layout was necessary. Other major factors which may cause the modification of a layout are changes in the product or process design as well as significant changes in the demand of a product. See Francis et al. [
2] for a list of factors which may require a re-layout of a manufacturing facility.
1.2. Unequal-Area Facility Layout Problem
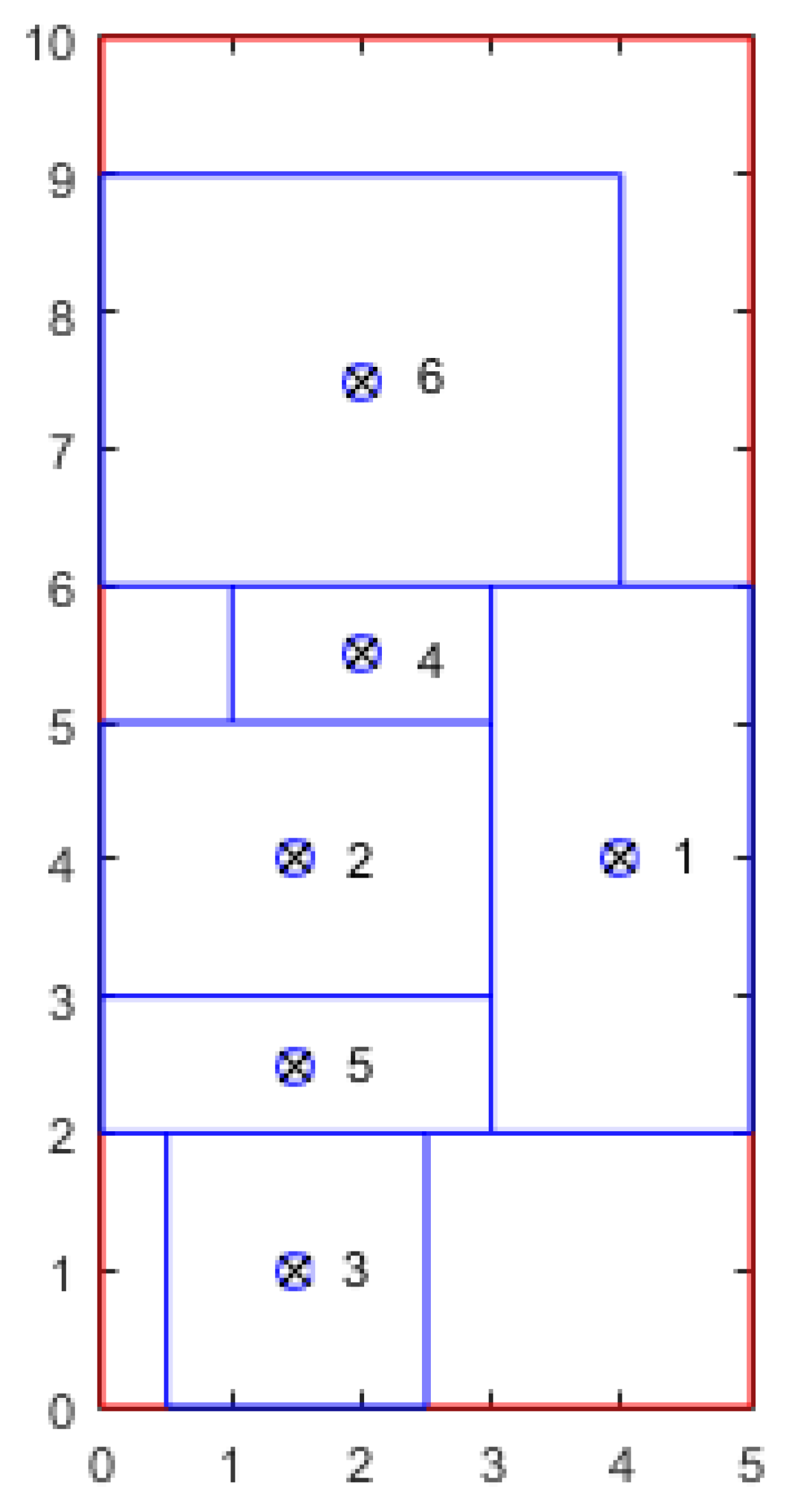
As stated earlier, the UA-FLP considered in this paper is defined as the problem of locating rectangular facilities on a rectangular floor space such that facilities do not overlap while minimizing the total distance materials travel between facilities (i.e., minimizing total weighted distance). The rectangular floor space considered is the machining department space within the transmission production area of the TMMWV plant. The facilities are defined as the manufacturing cells, inspection stations, and pieces of equipment used to support production (e.g., washers). The manufacturing cells consist of groups of machines with their material handling systems (e.g., conveyor system). Recall, the model A machines discussed earlier will be reused, and the model B machines will be removed from the existing layout. Since the model B machines form separate cells from the model A machines, the model A-machine cells will remain in the layout, and the model B-machine cells will be removed. In other words, the cells remaining in the machining department will not change (i.e., the internal layout of the cells will not change) and their dimensions are known. Since the dimensions of the cells and other pieces of equipment are known, the facilities have fixed dimensions.
As a result, the assumptions for the UA-FLP considered in this paper are as follows:
- (1)
Facilities may have unequal-areas and are rectangular in shape.
- (2)
Floor space available for the facilities is rectangular in shape. Also, it is continuous and constrained (i.e., available floor space has fixed dimensions).
- (3)
The dimensions of the facilities are fixed and known.
- (4)
Facilities may have free orientations.
- (5)
The objective of the UA-FLP is to obtain a layout such that total weighted distance is minimized.
- (6)
The input and output points of the facilities are at the center of the facilities.
- (7)
The rectilinear distance measure is used to obtain the distances between the centroids of two facilities.
Note in assumption (2) that the floor space dimensions are fixed (i.e., constrained). Oftentimes this is the case, since most FLPs require re-layout of an already existing department or production area with fixed dimensions (i.e., fixed length and width of layout area), as in the TMMWV layout problem. However, the FLP becomes more complex, since heuristics may oftentimes produce infeasible layouts, especially when the layout area is tightly constrained (i.e., percentage of free space available is low). Many papers in the literature consider an unconstrained rectangular floor space where infeasible layouts are not an issue.
Assumption (3) added with assumption (2) adds even more complexity, since the facility’s dimensions are fixed, and are not allowed to vary as in many of the UA-FLPs in the literature. Therefore, for UA-FLPs with tightly constrained floor space, it becomes extremely difficult to find good feasible solutions. As stated previously, TMMWV wanted to keep the internal layouts of the cells (i.e., some of the facilities). As a result, the dimensions of these cells (facilities) are fixed. Also, they know the dimensions of the additional machines (i.e., other facilities) purchased. It is important to note that fixed facilities dimensions are very uncommon in the UA-FLP literature. Oftentimes, researchers consider fixed area facilities but allow the dimensions of the facilities to vary. In this case, the lengths and widths of the facilities are controlled using special constraints so that facilities are not too narrow.
Assumption (4) states that facilities may have free orientations. That is, facilities may be either horizontally or vertically oriented. If the longer side of the facility is parallel to the x-axis, the facility is considered horizontally oriented, therwise, it is deemed vertically oriented.
1.3. Related Research
Montreuil [
3] presented a mixed integer programming (MIP) model for the FLP based on the continuous representation of the floor space, but the areas of the facilities were equal. A similar model was developed by Heragu and Kusiak [
4]. However, in this cases the facility areas are unequal with fixed dimensions. Since only small-size problems can be solved optimally using exact methods, heuristic methods were developed to solve the UA-FLP. For reviews of the FLP literature see Kusiak and Heragu [
5], Meller and Gau [
6], Anjos and Vieira [
7], and Perez-Gosende et al. [
8].
Based on the assumptions defined above for the proposed problem, there are only a few papers in the literature which consider the UA-FLP with fixed facilities dimensions. For example, Xiao et al. [
9] introduced a zone concept to reduce the solution space and used a zone algorithm and simulated annealing algorithm to solve an UA-FLP where input/output points are not restricted to the center of facilities. They can be located within or on the boundary of the facilities. The same problem was considered in Park and Seo [
10]. The authors presented a construction algorithm and a median method for the problem. Also, Dunker et al. [
11] presented a mixed integer linear program (MILP) and a GA for the UA-FLP where facilities may have one, two, or more input/output points. They decomposed the problem by forming groups of facilities with relatively high flows between them. The layout for each group of facilities is obtained by the GA. After layouts for groups are obtained, rectangles are drawn around facilities in each group, and the arrangement of these rectangles is found. The chromosomes store information on the relative locations of facilities in each group, which is used to fix corresponding binary variables in the MILP formulation, and the corresponding LP is solved to get the layout of facilities on the plant floor. Asl and Wong [
12] used a modified particle swarm optimization to solve the UA-FLP. The authors generalized their solution technique to solve the dynamic UA-FLP. Lee and Lee [
13] presented a hybrid GA (HGA), which employs both tabu search and simulated annealing, for the UA-FLP. When a population of solutions is obtained in the HGA, which give the order in which facilities are placed on the plant floor, a shape-based block layout (SBL) approach, based on bay structure, is used to place facilities on the plant floor. This produces the layout for each solution obtained from the HGA. Other researchers used the SBL approach for placing facilities on the plant floor. For example, Ingole and Singh [
14] used a firefly algorithm and Ingole and Singh [
15] used a biogeography-based optimization algorithm to solve the UA-FLP. Allahyari and Azab [
16] presented a multi-start simulated annealing algorithm for the UA-FLP, which considered aisle, but the facilities are not orientation-free. Liu et al. [
17] presented a particle swarm optimization algorithm for a multi-objective UA-FLP. The objectives of the problem are to minimize material handling cost while maximizing the sum of the total adjacency value and utilization ratio of the plant floor.
A few papers in the literature consider the dynamic UA-FLP with fixed facilities. This is the problem of finding positions of fixed-dimension facilities on the plant floor for a multi-period planning horizon such that facilities do not overlap, and the sum of the material handling and rearrangement costs is minimized. As stated above, Asl and Wong [
12] used a modified particle swarm optimization to solve the UA-FLP and generalized their solution technique to solve a dynamic UA-FLP. McKendall and Hakobyan [
18] presented a heuristic which consisted of a boundary search heuristic (BSH) with a tabu search (TS) heuristic for the UA-FLP and the dynamic UA-FLP. BSH is used in this paper to construct layouts for the proposed genetic algorithm (GA). Hakobyan and McKendall [
19] presented a hybrid heuristic for the dynamic UA-FLP. The hybrid heuristic consisted of a TS heuristic and a dual simplex method. Recall, a dual simplex method is used in the proposed GA.
As stated above, BSH, presented in McKendall and Hakobyan [
18], is used to construct solutions (or layouts) for the proposed GA. More specifically, BSH, as a construction algorithm, selects facilities for placement on the plant floor based on the cumulative flow for each facility with all the other facilities. The facilities with higher cumulative flow are placed on the plant floor first. After the first facility, with the largest cumulative flow, is placed on the plant floor, the other facilities are placed along the boundaries of already placed facilities. Welgama and Gibson [
20] and Mir and Imam [
21] presented similar, but slightly different construction methods. See papers for details.
Besides the metaheuristics mentioned above (i.e., simulated annealing, tabu search, GA, hybrid GA with simulated annealing and/or tabu search, firefly, particle swarm optimization), other metaheuristics have been used to solve UA-FLPs, without fixed facilities dimensions. For example, Kim and Chae [
22] used monarch butterfly optimization to solve a UA-FLP which uses a slicing tree structure. Garcia-Hernandez et al. [
23] used coral reefs optimization, an evolutionary-type algorithm, to solve a UA-FLP which uses a flexible bay structure. Also, Palomo-Romero et al. [
24] presented a parallel GA based on the island model to solve a UA-FLP which uses a flexible bay structure.
Kulturel-Konak and Konak [
25] presented a hybrid GA with a linear programming approach to solve a UA-FLP which uses a new encoding scheme, which represents the relative locations (or positions) of the facilities. Once the relative locations of the facilities are set by the GA (i.e., binary variables are set in a mixed integer program), the corresponding linear program is solved to determine the actual layout of the facilities (e.g., shapes and locations of the facilities on the plant floor are obtained). Gonçalves and Resende [
26] presented a biased-random-key GA (BRKGA) for a UA-FLP where the facilities dimensions are not fixed. First, the BRKGA is used to determine the order facilities are placed on the plant floor and the dimensions of the facilities. Second, a novel placement strategy is used to place the facilities on the plant floor. Third, a linear programming model is used to improve the solutions (i.e., layouts).
1.4. Contribution and Organization of Paper
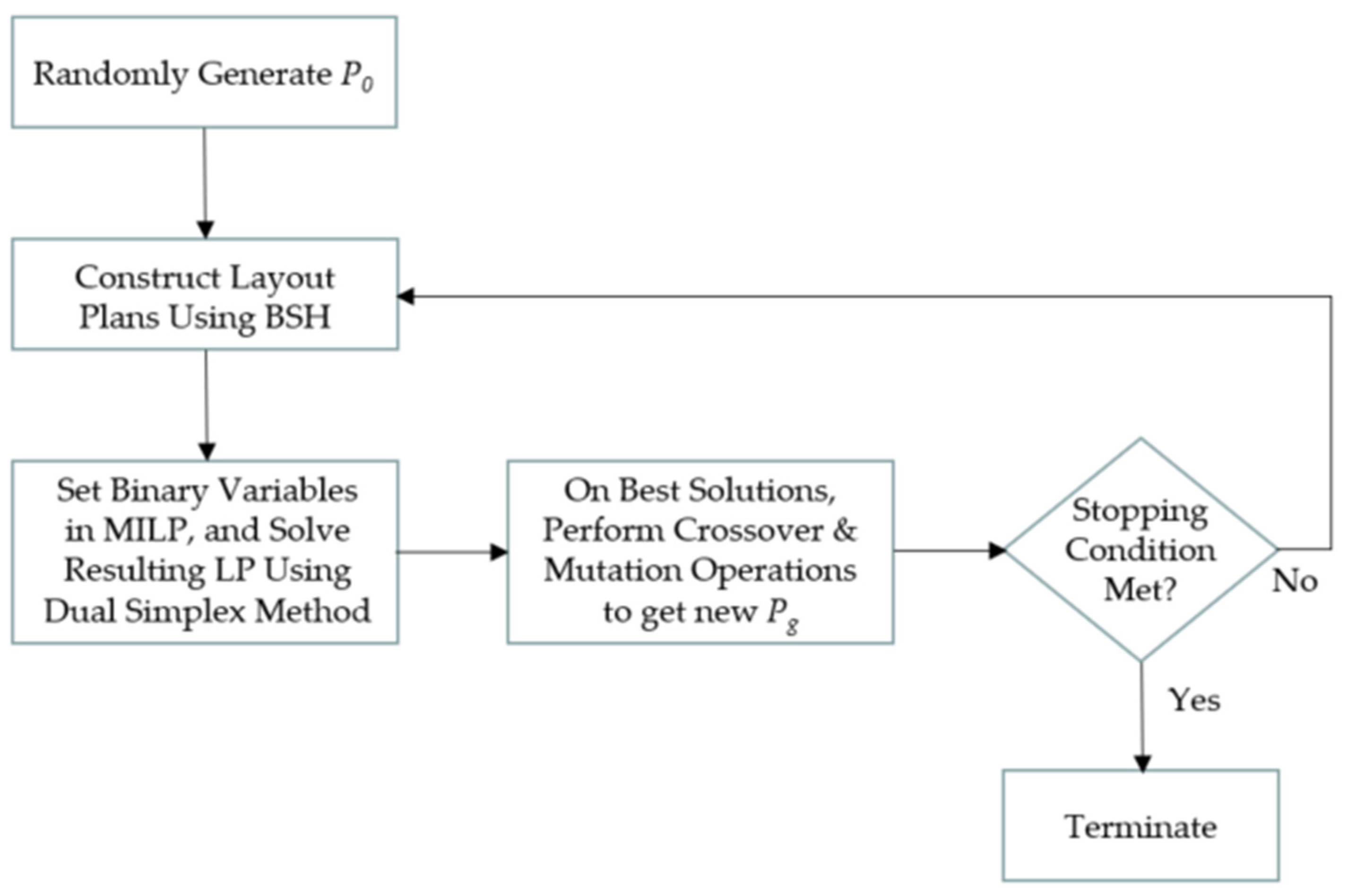
Our contribution is the application of the UA-FLP with fixed facilities dimensions to a layout problem encountered at the Toyota Motor Manufacturing West Virginia (TMMWV) plant in Buffalo, WV. Also, an effective matheuristic is presented for the proposed problem which consists of a simple, but effective GA, which is able to produce high quality alternative layouts. More specifically, a GA is used to generate a population of solutions (i.e., permutations of facilities) to determine the order in which facilities should be placed on the plant floor. Next, a boundary search heuristic (BSH), available in the literature, is used to place the facilities on the plant floor to obtain the actual layouts and the fitness of each layout (i.e., total weighted distance). Last, the layouts obtained are used to set the binary variables in a mixed integer linear program, and a dual simplex method is used to solve the corresponding linear program efficiently.
The remainder of the paper is organized as follows. In
Section 2, a mathematical programming formulation is presented for the proposed UA-FLP, and a small problem instance is solved using the mixed integer linear programming (MILP) model. The proposed GA is presented in
Section 3. In
Section 4, some computational results of the proposed techniques on several test problems are given. Finally,
Section 5 provides conclusions.




{kind=link}
{kind=link}