
An Application of an Unequal-Area Facilities Layout Problem with Fixed-Shape Facilities

Abstract
:1. Introduction
1.1. Motivation of Research
1.2. Unequal-Area Facility Layout Problem
- (1)
- Facilities may have unequal-areas and are rectangular in shape.
- (2)
- Floor space available for the facilities is rectangular in shape. Also, it is continuous and constrained (i.e., available floor space has fixed dimensions).
- (3)
- The dimensions of the facilities are fixed and known.
- (4)
- Facilities may have free orientations.
- (5)
- The objective of the UA-FLP is to obtain a layout such that total weighted distance is minimized.
- (6)
- The input and output points of the facilities are at the center of the facilities.
- (7)
- The rectilinear distance measure is used to obtain the distances between the centroids of two facilities.
1.3. Related Research
1.4. Contribution and Organization of Paper
2. Mathematical Model
2.1. Mixed Integer Linear Programming Formulation
- Indices:
- i, j = 1, …, N where N is the number of facilities.
- Parameters:
- fij = fij + fji = units of materials which flow between facility i and facility j (consider only upper triangular matrix)
- ai = shorter side length of facility i
- bi = longer side length of facility i
- L = length of the plant floor space available for layout
- W = width of the plant floor space available for layout
- Variables:
- (xi, yi) = the centroid (or location) of facility i
- li, wi = the length and width of facility i
- dxij, dyij = horizontal and vertical distance between the centers of facilities i and j
- oi = 1 if facility i is vertically oriented and zero otherwise
- leftij = 1 if facility i is to the left of facility j and zero otherwise
- belowij = 1 if facility i is below facility j and zero otherwise
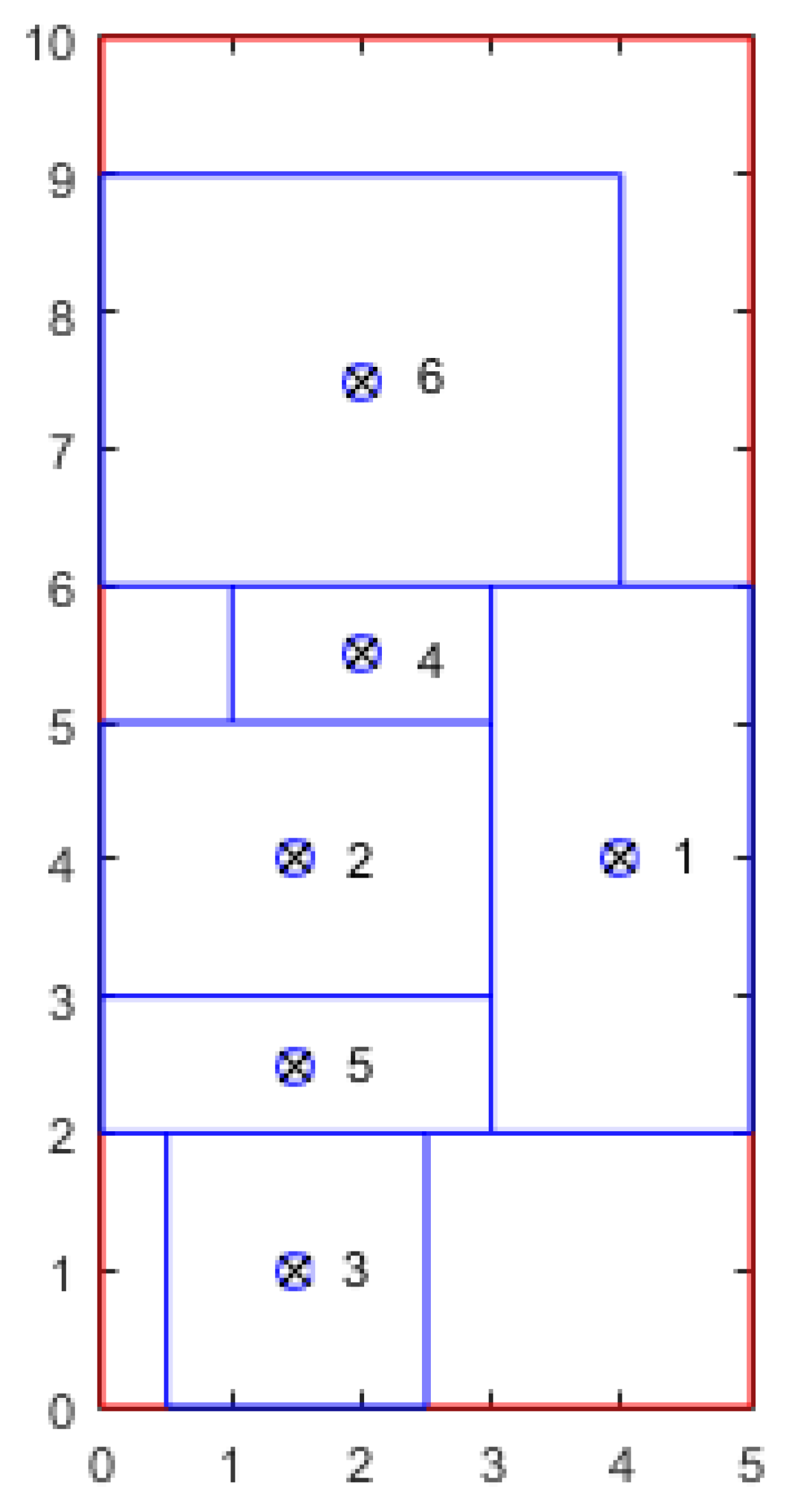
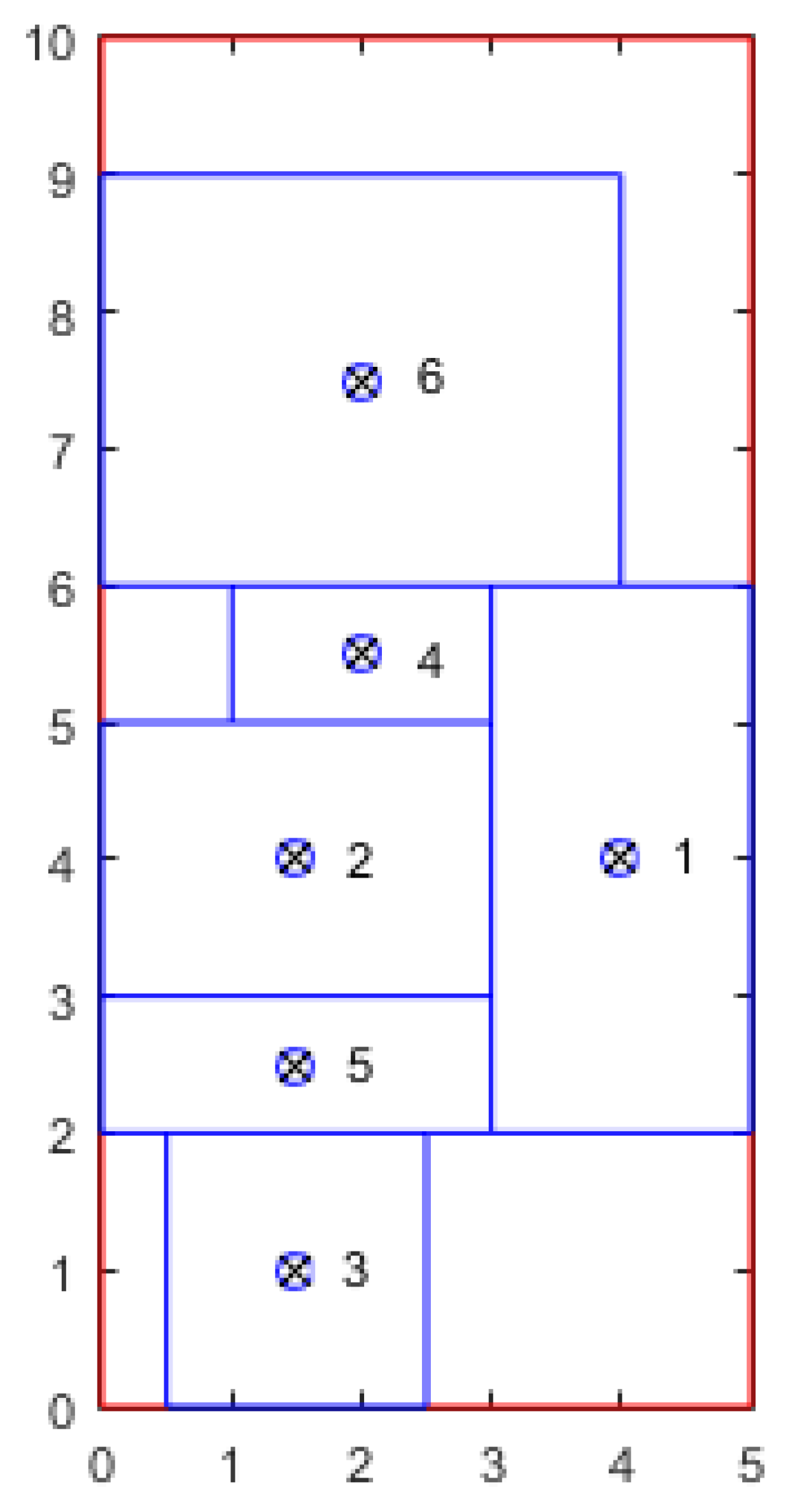
2.2. Small Problem Instance
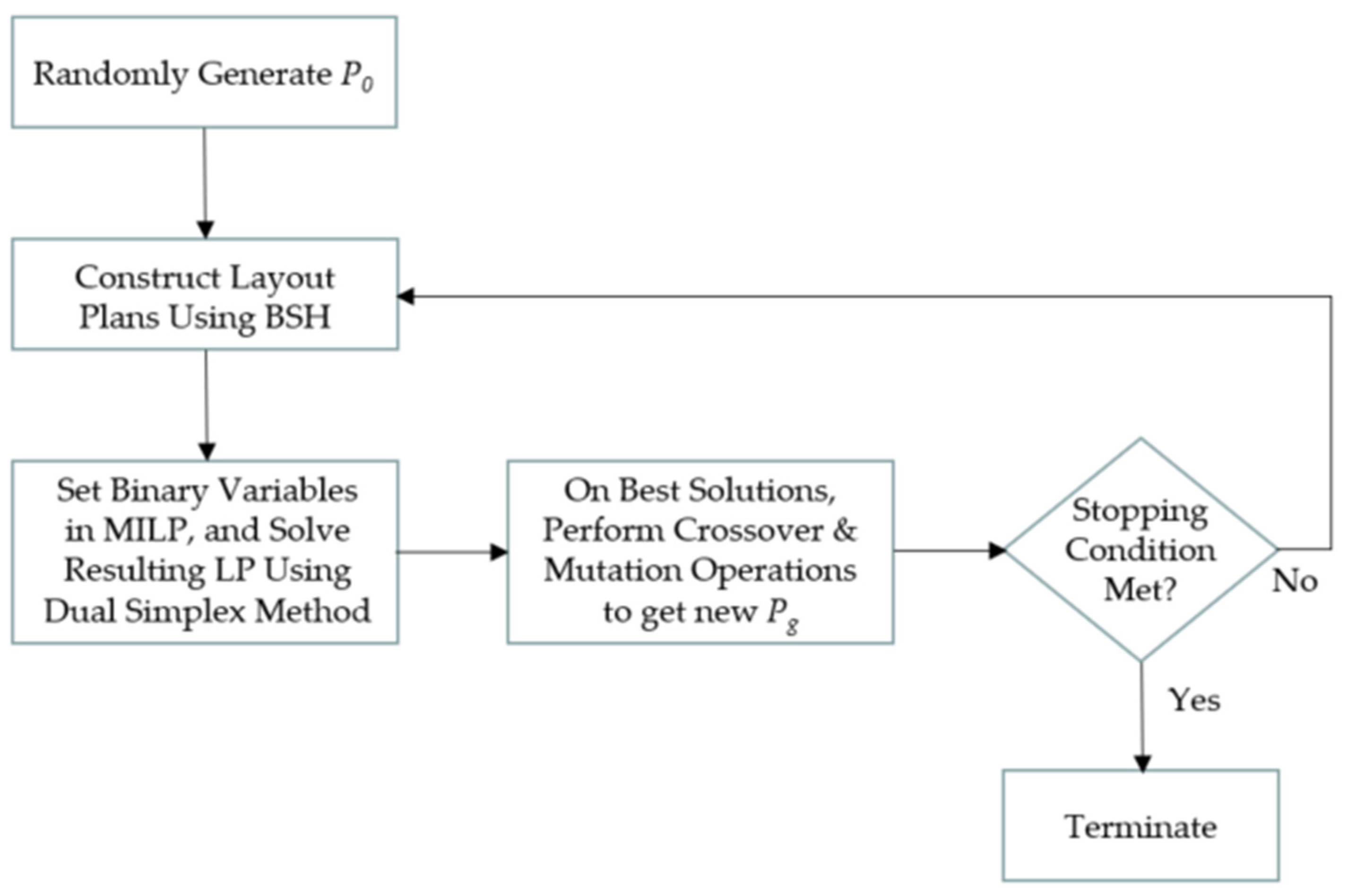
3. A Genetic Algorithm (GA) for the UA-FLP
- (1)
- Randomly generate a set (or population) of solutions (P0).
- (2)
- The BSH presented in McKendall and Hakobyan [8] is used to construct the layout and determine the total weighed distance (TWD) for each solution in P0.
- (3)
- Based on BSH layout plans (obtained in stage 2), set binary variables leftij, belowij, and oi in proposed MILP, and improve layout for chromosomes in P0 or Pg using the resulting LP model and the dual simplex method.
- (4)
- Perform crossover and mutation operations on best set of solutions from stage (3) to produce a new population of solutions (Pg).
- (5)
- Repeat stages (2) through (4) on Pg until a stopping criterion is met.
3.1. Solution (Chromosome) Representation
3.2. Boundary Search Heuristic (BSH)
3.3. Crossover and Mutation Operations
- Step 0:
- Set k1 = 0.2N, k2 = 0.5N, cross_point = 1, and num_cross_points = 0.
- Step 1:
- Set num_cross_points = num_cross_points + 1.Add crossover point cross_point to vector cross_points.Set cross_point = cross_point + Random number between k1 and k2.If cross_point ≥ N, then go to Step 2.Else go to Step 1.
- Step 2:
- Set cross_point = N and num_cross_points = num_cross_points + 1.Add crossover point cross_point to vector cross_points.Set r = 1.
- Step 3:
- Copy the genes (facilities) cross_pointsr through cross_pointsr+1 from chromosome π1 to the same positions in chromosome π.Set r = r + 2.If r < num_cross_points, go to Step 3.Else go to Step 4.
- Step 4:
- Copy all the facilities in chromosome π2 which have not been copied from π1 into positions in π which have not been filled, while preserving the precedence order of facilities in π2.
3.4. Pseudocode of the Proposed GA
- π_worst = worse solution in current population g (Pg)
- Recall, in Pg, chromosomes are ordered in ascending order based on TWD.
- Step 1:
- Initialize parameters.Initialize parameters Gen_Size, Max_Num_Cross > Gen_Size, Num_Rand_Chrom, Max_Duration.Set g = 0;Set curr_parents_offspr_count = 0 (number of chromosomes generated from current pair of chromosomes using the crossover operator).Set TWD* = large number.
- Step 2:
- Start new population.Set chromosome_count = 0 (number of chromosomes generated at iteration g).
- Step 3:
- Generate chromosome.If chromosome_count ≥ Max_Num_Cross then go to step 5;ElseIf g = 0, then
- Randomly generate chromosome π.
Else- If curr_parents_offspr_count = 0 then
- Randomly pick two chromosomes π’ and π’’ from the generation Pg-1 and set π1 = π’ and π2 = π’’.
- Set curr_parents_offspr_count = curr_parents_offspr_count + 1;
Else- Set π1 = π’’, and π2 = π’.
- Set curr_parents_offspr_count = 0.
- Generate chromosome π from π1 and π2 by applying crossover operation.
Generate the layout corresponding to chromosome π using BSH. - Step 4:
- Add chromosome π to new population and run BSH with π as a starting solution.Set π_worst = Pg,Gen_Size;If chromosome_count < Gen_Size or TWD(π) < TWD(π_worst)
- If TWD(π) < TWD*
- Initialize TWD*, x*i, y*i, l*i, and w*i from the values TWD(π), xi, yi, li, and wi, respectively.
Add chromosome π to new generation Pg. When adding the chromosome to the generation, make sure that the higher quality solutions precede lower quality solutions. Also, if chromosome_count ≥ Gen_Size, then drop the worst (Gen_Size-th) chromosome from Pg.Run the dual simplex method to improve the chromosomes. This will modify the values of TWD*, x*i, y*i, l*i, and w*i, if it finds a better solution, than the best solution found thus far.Set chromosome_count = chromosome_count + 1, and go to Step 3; - Step 5:
- Check stopping criterion and add random chromosomes to the new population.If the heuristic has been running for more than Max_Duration minutes, thengo to Step 6.ElseRemove the last Num_Rand_Chrom (worst) chromosomes from Pg, and add Num_Rand_Genes randomly generated chromosomes to the generation. While adding new chromosomes to the generation, make sure that higher quality solutions precede lower quality solutions.Set g = g +1, and go to Step 2.
- Step 6:
- Output the best solution (i.e., x*i, y*i, l*i, w*i for all i = 1, …, N), and terminate the heuristic;
4. Computational Results
4.1. Test Problem P8 Results and Comparisons
4.2. Test Problem P20 Results and Comparisons
4.3. Test Problem P50 Results and Comparisons
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tompkins, J.A.; White, J.A.; Bozer, Y.A.; Frazelle, E.H.; Tanchoco, J.M.A.; Trevino, J. Facilities Planning; John Wiley: New York, NY, USA, 1996. [Google Scholar]
- Francis, R.L.; McGinnis, L.F.; White, J.A. Facility Layout and Location: An Analytical Approach; Prentice-Hall: Englewood Cliff, NJ, USA, 1992. [Google Scholar]
- Montreuil, B. A modelling framework for integrating a layout design and flow network design. In Proceedings of the Material Handling Research Colloquium, Hebron, KY, USA, 19–21 June 1990. [Google Scholar]
- Heragu, S.S.; Kusiak, A. Efficient models for the facility layout problem. Eur. J. Oper. Res. 1991, 53, 1–13. [Google Scholar] [CrossRef]
- Kusiak, A.; Heragu, S.S. The facility layout problem. Eur. J. Oper. Res. 1987, 29, 229–251. [Google Scholar] [CrossRef]
- Meller, R.D.; Gau, K.Y. The facility layout problem: Recent and emerging trends and perspectives. Int. J. Prod. Res. 1996, 15, 351–366. [Google Scholar] [CrossRef]
- Anjos, M.F.; Vieira, M.V. Mathematical optimization approaches for facility layout problems: The state-of-the-art and future research directions. Eur. J. Oper. Res. 2017, 261, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Perez-Gosende, P.; Mula, J.; Diaz-Madronero, M. Facility layout planning. An extended literature review. Int. J. Prod. Res. 2021, 59, 3777–3816. [Google Scholar] [CrossRef]
- Xiao, Y.; Seo, Y.; Seo, M. A two-step heuristic algorithm for layout design of unequal-sized facilities with input/output points. Int. J. Prod. Res. 2013, 51, 4200–4222. [Google Scholar] [CrossRef]
- Park, H.; Seo, Y. An efficient algorithm for unequal area facilities layout planning with input and output points. INFOR 2019, 57, 56–74. [Google Scholar] [CrossRef]
- Dunker, T.; Radons, G.; Westkamper, E. A coevolutionary algorithm for a facility layout problem. Int. J. Prod. Res. 2003, 41, 3479–3500. [Google Scholar] [CrossRef]
- Asl, A.D.; Wong, K.Y. Solving unequal-area static and dynamic facility layout problems using modified particle swarm optimization. J. Intell. Manuf. 2017, 28, 1317–1336. [Google Scholar]
- Lee, Y.H.; Lee, M.H. A shape-based block layout approach to facility layout problems using hybrid genetic algorithm. Comput. Ind. Eng. 2002, 42, 237–248. [Google Scholar] [CrossRef]
- Ingole, S.; Singh, D. Unequal-area, fixed-shape facility layout problems using the firefly algorithm. Eng. Optim. 2017, 49, 1097–1115. [Google Scholar] [CrossRef]
- Ingole, S.; Singh, D. Fixed and flexible shape facility layout problems using biogeography-based optimisation algorithm. Int. J. Ind. Syst Eng. 2021, 37, 84–118. [Google Scholar]
- Allahyari, M.Z.; Azab, A. Mathematical modeling and multi-start search simulated annealing for unequal-area facility layout problem. Expert Syst. Appl. 2018, 91, 46–62. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, H.; He, K.; Jiang, S. Multi-objective particle swarm optimization algorithm based on objective space division for the unequal-area facility layout problem. Expert Syst. Appl. 2018, 102, 179–192. [Google Scholar] [CrossRef]
- McKendall, A.R.; Hakobyan, A. Heuristics for the dynamic facility layout problem with unequal-area departments. Eur. J. Oper. Res. 2010, 201, 171–182. [Google Scholar] [CrossRef]
- Hakobyan, A.; McKendall, A. A hybrid heuristic for the unequal-area dynamic facility layout problem. Int. J. Math. Oper. Res. 2013, 5, 743–763. [Google Scholar] [CrossRef]
- Welgama, P.S.; Gibson, P.R. A contruction algorithm for the machine layout problem with fixed pick-up and drop-off points. Int. J. Prod. Res. 1993, 31, 2575–2589. [Google Scholar] [CrossRef]
- Mir, M.; Imam, M.H. A hybrid optimization approach for layout design of unequal-area facilities. Comput. Ind. Eng. 2001, 39, 49–63. [Google Scholar] [CrossRef]
- Kim, M.; Chae, J. A monarch butterfly optimization for an unequal area facility layout problem. Soft Comput. 2021. [Google Scholar] [CrossRef]
- Garcia-Hernandez, L.; Salas-Morera, L.; Garcia-Hernandez, J.A.; Salcedo-Sanz, S.; Valente de Oliveira, J.A. Applying the coral reefs optimization algorithm for solving unequal area facility layout problems. Expert Syst. Appl. 2019, 138, 112819. [Google Scholar] [CrossRef]
- Palomo-Romero, J.M.; Salas-Morera, L.; Garcia-Hernandez, L. An island model genetic algorithm for unequal area facility layout problems. Expert Syst. Appl. 2017, 68, 151–162. [Google Scholar]
- Kulturel-Konak, S.; Konak, A. Linear programming based genetic algorithm for the unequal area facility layout problem. Int. J. Prod. Res. 2013, 51, 4302–4324. [Google Scholar] [CrossRef]
- Gonçalves, J.F.; Resende, M.G.C. A biased random-key genetic algorithm for the unequal area facility layout problem. Eur. J. Oper. Res. 2015, 246, 86–107. [Google Scholar] [CrossRef] [Green Version]
- Drezner, Z. A new genetic algorithm for the quadratic assignment problem. INFORMS J. Comput. 2003, 15, 320–330. [Google Scholar] [CrossRef]
- Imam, M.H.; Mir, M. Automated layout of facilities of unequal areas. Comput. Ind. Eng. 1993, 24, 355–366. [Google Scholar] [CrossRef]
- McKendall, A.R.; Shang, J.; Kuppusamy, S. Simulated annealing heuristics for the dynamic facility layout problem. Comput. Oper. Res. 2006, 33, 2431–2444. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
| Facility | Length | Width | (fij) | |||||
|---|---|---|---|---|---|---|---|---|
| (i) | (ai) | (bi) | 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | 2 | 4 | - | 51 | 0 | 23 | 17 | 29 |
| 2 | 2 | 3 | 25 | - | 40 | 10 | 35 | 0 |
| 3 | 2 | 2 | 0 | 15 | - | 0 | 60 | 12 |
| 4 | 1 | 2 | 20 | 30 | 10 | - | 0 | 50 |
| 5 | 1 | 3 | 36 | 0 | 43 | 0 | - | 23 |
| 6 | 3 | 4 | 16 | 48 | 0 | 19 | 0 | - |
| Building (L × W) | 5 | 10 | ||||||
| Facility (i) | xi | yi | li | wi | oi |
|---|---|---|---|---|---|
| 1 | 4 | 4 | 2 | 4 | 1 |
| 2 | 1.5 | 4 | 3 | 2 | 0 |
| 3 | 1.5 | 1 | 2 | 2 | 0 |
| 4 | 2 | 5.5 | 2 | 1 | 0 |
| 5 | 1.5 | 2.5 | 3 | 1 | 0 |
| 6 | 2 | 7.5 | 4 | 3 | 0 |
| Problem Instance | Gen_Size | Max_Num_Cross | Max_Duration (Minutes) |
|---|---|---|---|
| P8 | 10 | 20 | 1 |
| P20 | 30 | 60 | 15 |
| P50 | 40 | 80 | 60 |
| Method | Min TWD | Mean TWD | Std. Dev. | % Improvement | CP Time |
|---|---|---|---|---|---|
| Proposed GA | 5667.17 | 5667.17 | 0 | −0.53 | 1 m |
| MPL/CPLEX | 5637.16 | -- | -- | 0 | 21.3 h |
| Method | Min TWD | Mean TWD | Std. Dev. | % Improvement | CP Time |
|---|---|---|---|---|---|
| Proposed GA | 1147 | 1152.08 | 5.64 | 0.38 | 15 m |
| TS/BSH [18] | 1151.4 | -- | -- | 0 | 2.9 h |
| MS-SA [16] | 1218.75 | 1270.55 | 20.09 | −5.85 | -- |
| Method | Min TWD | Mean TWD | Std. Dev. | % Improvement | CP Time |
|---|---|---|---|---|---|
| Proposed GA | 71,031.24 | 71,401.19 | 424.29 | 0.36 | 60 m |
| TS/BSH [18] | 71,291.4 | - | - | 0 | 2.1 h |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
McKendall, A.; Hakobyan, A. An Application of an Unequal-Area Facilities Layout Problem with Fixed-Shape Facilities. Algorithms 2021, 14, 306. https://doi.org/10.3390/a14110306
McKendall A, Hakobyan A. An Application of an Unequal-Area Facilities Layout Problem with Fixed-Shape Facilities. Algorithms. 2021; 14(11):306. https://doi.org/10.3390/a14110306
Chicago/Turabian StyleMcKendall, Alan, and Artak Hakobyan. 2021. "An Application of an Unequal-Area Facilities Layout Problem with Fixed-Shape Facilities" Algorithms 14, no. 11: 306. https://doi.org/10.3390/a14110306
APA StyleMcKendall, A., & Hakobyan, A. (2021). An Application of an Unequal-Area Facilities Layout Problem with Fixed-Shape Facilities. Algorithms, 14(11), 306. https://doi.org/10.3390/a14110306