
Intelligent Predictive Maintenance (IPdM) in Forestry: A Review of Challenges and Opportunities


Abstract
:1. Introduction
2. Maintenance
2.1. Maintenance Models
2.1.1. Corrective Maintenance
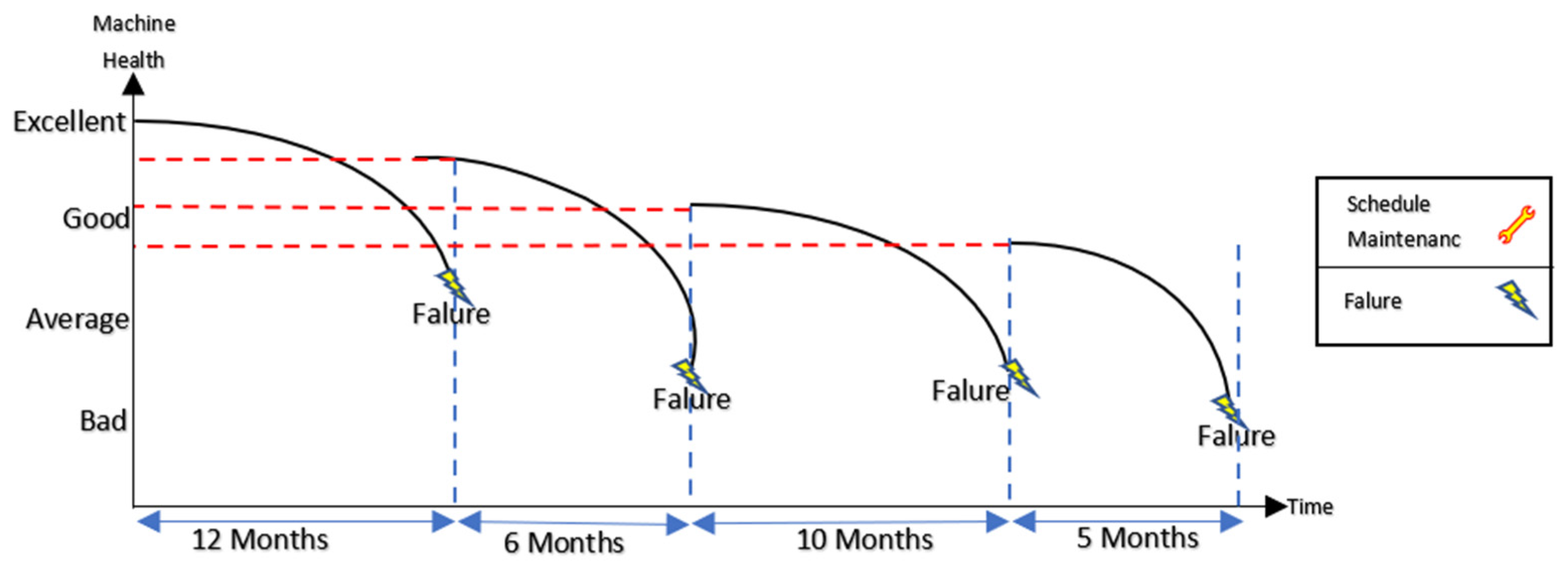
2.1.2. Preventive Maintenance (PM)
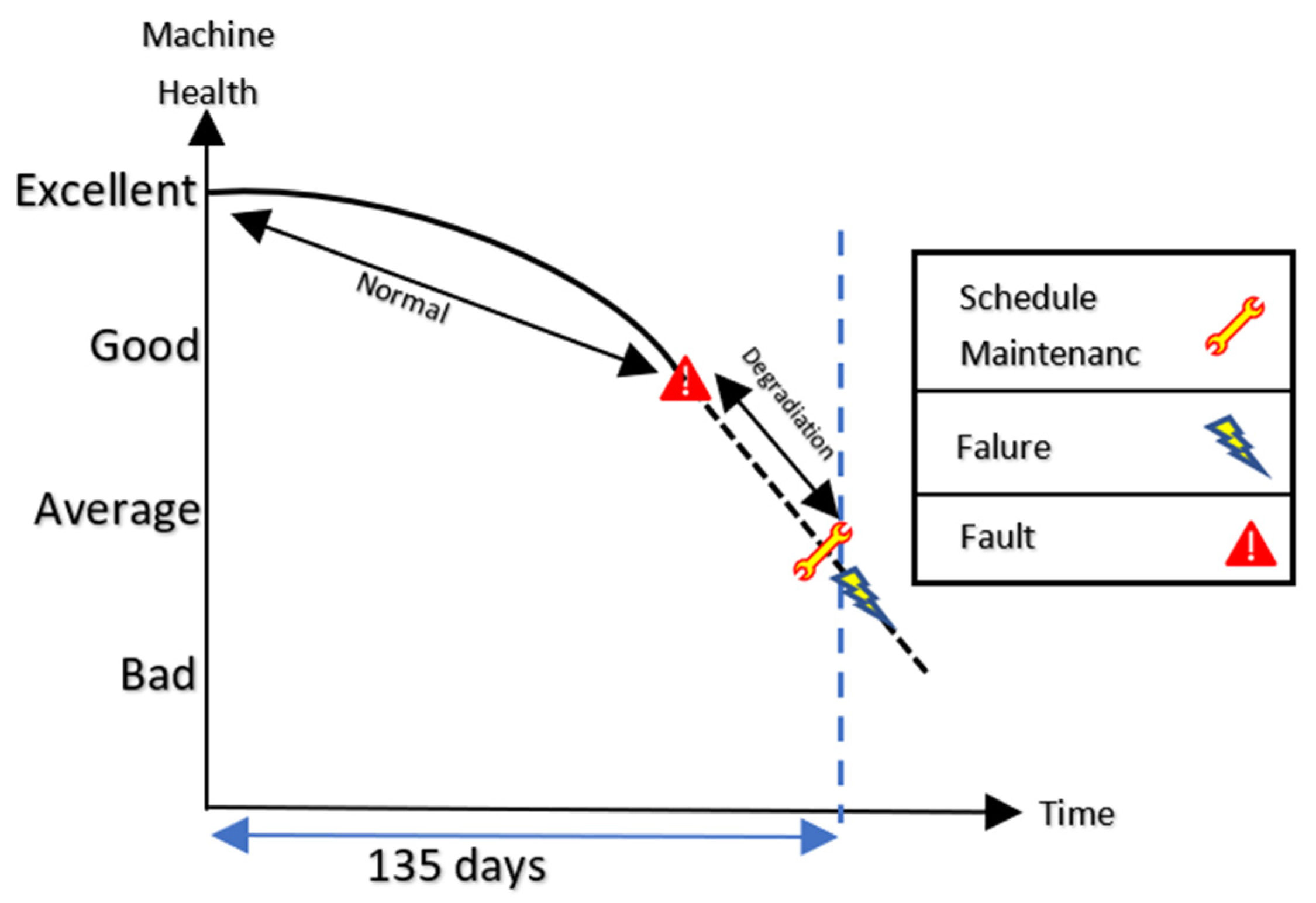
2.1.3. Predictive Maintenance (PdM)
2.1.4. Intelligent Predictive Maintenance (IPdM)
- Autonomous Robot
- Big Data
- Cloud Computing
- Industrial Internet of Things
- Cybersecurity
- Augmented (AR) and Virtual Reality (VR) technologies
2.2. Forest Machinery Maintenance
2.2.1. Chipper
2.2.2. Chippers’ Maintenance
3. External Factors
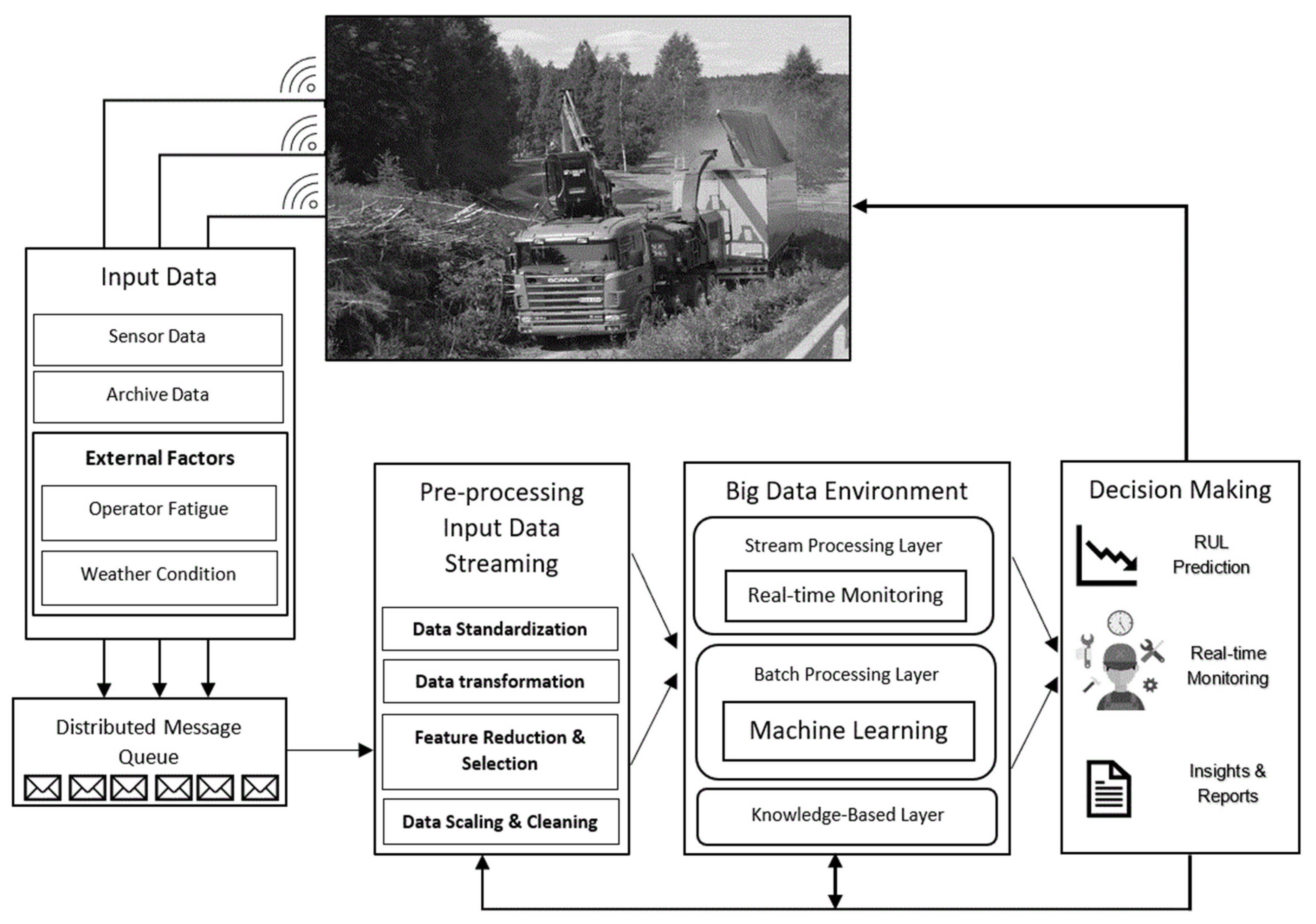
4. Conceptual Model for Design, Development, and Evaluation of IPdM Model
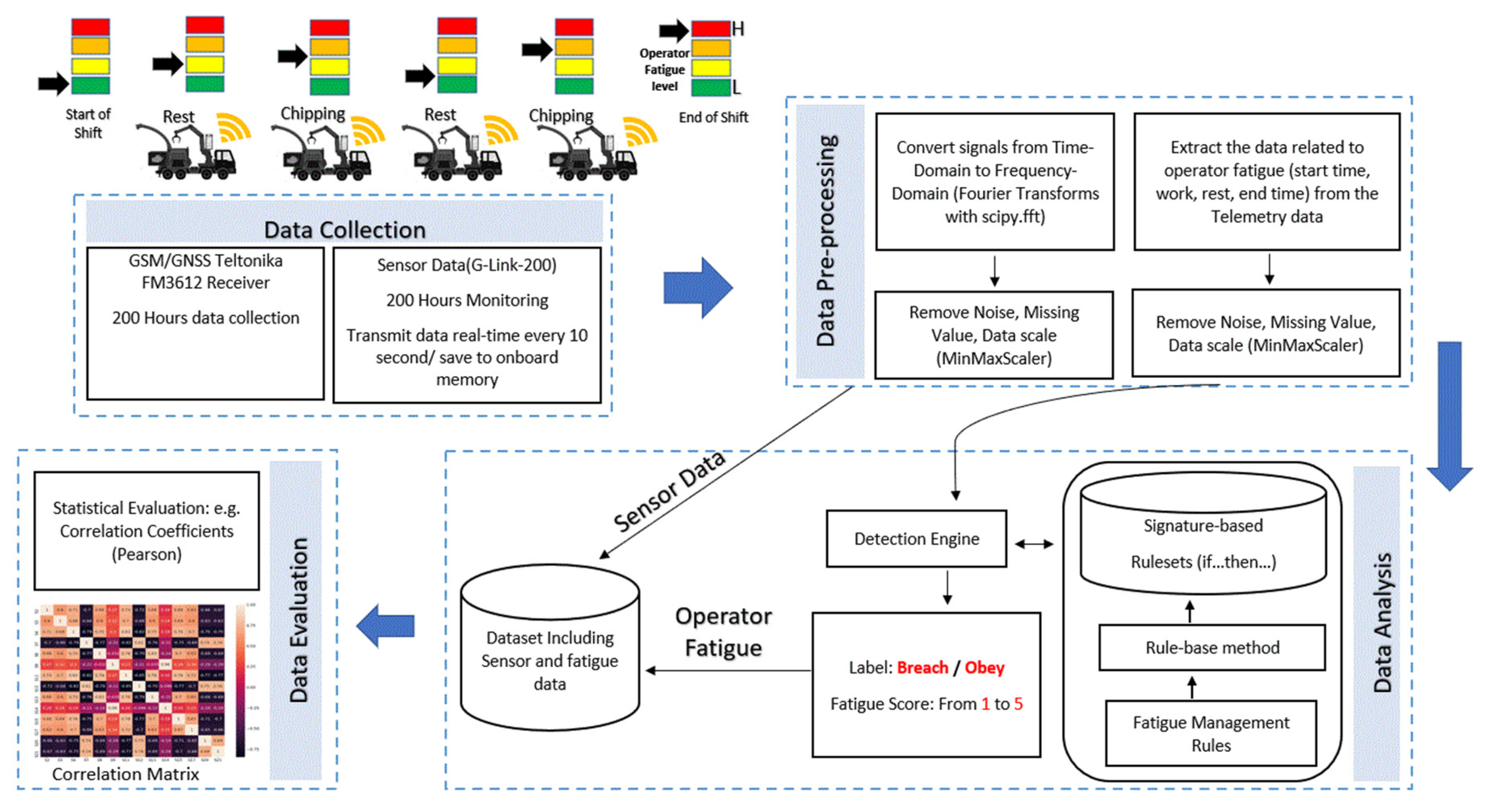
4.1. Operator Fatigue Extraction
4.1.1. Data Collection
- Operator working: (Travelling Speed < 1 km/h) AND (Engine Speed > 1500)
- Chipper in move: (Travelling Speed > 1 km/h) AND (Engine Speed > 0)
- Operator resting: (Travelling Speed = 0 km/h) AND (Engine Speed = 0)
- Operational delay: (Travelling Speed = 0 km/h) AND (Engine Speed < 1500)
4.1.2. Data Pre-Processing
4.1.3. Data Analysis
4.2. The Correlation between Operator Fatigue and Sensor Data
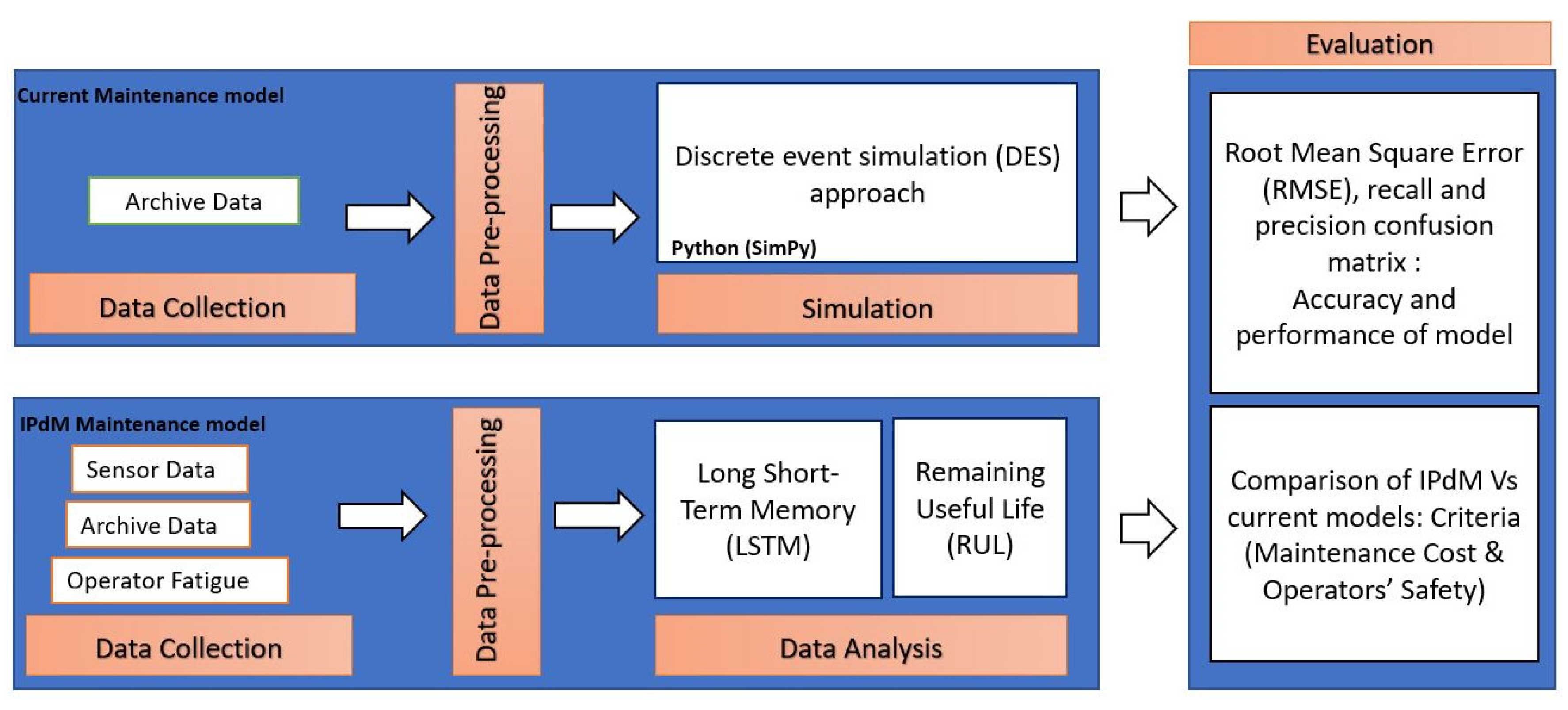
4.3. IPdM Development and Evaluation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Atashbar, N.Z.; Labadie, N.; Prins, C. Modeling and optimization of biomass supply chains: A review and a critical look. IFAC-PapersOnLine 2016, 49, 604–615. [Google Scholar] [CrossRef]
- Spinelli, R.; Marchi, E. Trends and Perspectives in the Design of Mobile Wood Chippers. Croat. J. For. Eng. J. Theory Appl. For. Eng. 2021, 42, 24–38. [Google Scholar] [CrossRef]
- Krausmann, F.; Erb, K.-H.; Gingrich, S.; Lauk, C.; Haberl, H. Global patterns of socioeconomic biomass flows in the year 2000: A comprehensive assessment of supply, consumption and constraints. Ecol. Econ. 2008, 65, 471–487. [Google Scholar] [CrossRef]
- Souza, G.M.; Ballester, M.V.R.; de Brito Cruz, C.H.; Chum, H.; Dale, B.; Dale, V.H.; Fernandes, E.C.; Foust, T.; Karp, A.; Lynd, L. The role of bioenergy in a climate-changing world. Environ. Dev. 2017, 23, 57–64. [Google Scholar] [CrossRef]
- Azargohar, R.; Jacobson, K.L.; Powell, E.E.; Dalai, A.K. Evaluation of properties of fast pyrolysis products obtained, from Canadian waste biomass. J. Anal. Appl. Pyrolysis 2013, 104, 330–340. [Google Scholar] [CrossRef]
- Agarwal, A. Biofuels applications as fuels for internal combustion engines, progress in energy and combustion science. J. Energy Fuels 2006, 8, 1–38. [Google Scholar]
- Nunes, L.; Matias, J.C.; Catalao, J.P. Wood pellets as a sustainable energy alternative in Portugal. Renew. Energy 2016, 85, 1011–1016. [Google Scholar] [CrossRef]
- Tiwari, S.; Ahmed, W.; Sarkar, B. Multi-item sustainable green production system under trade-credit and partial backordering. J. Clean. Prod. 2018, 204, 82–95. [Google Scholar] [CrossRef]
- Pretty, J.N.; Brett, C.; Gee, D.; Hine, R.; Mason, C.; Morison, J.; Raven, H.; Rayment, M.; van der Bijl, G. An assessment of the total external costs of UK agriculture. Agric. Syst. 2000, 65, 113–136. [Google Scholar] [CrossRef]
- Hamelinck, C.N.; Suurs, R.A.; Faaij, A.P. International bioenergy transport costs and energy balance. Biomass Bioenergy 2005, 29, 114–134. [Google Scholar] [CrossRef]
- Alakangas, E.; Wiik, C.; Rautbauer, J.; Sulzbacher, L.; Baumbach, G.; Kilgus, D.; Blumberga, D.; Guscha, J.; Grammelis, P.; Malliopoulou, A. Classification of used wood in European solid biofuel standard: Fuel specification and classes (EN 14961-1). In Proceedings of the European Biomass Conference and Exhibition, Lyon, France, 3–7 May 2010. [Google Scholar]
- Brewer, P.C. Using the balanced scorecard to measure supply chain performance Peter C Brewer; Thomas WSpeh. J. Bus. Logist. 2000, 21, 75. [Google Scholar]
- Magad, E.L. Total Materials Management: Achieving Maximum Profits through Materials/Logistics Operations; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Laird, D.A.; Brown, R.C.; Amonette, J.E.; Lehmann, J. Review of the pyrolysis platform for coproducing bio-oil and biochar. Biofuels Bioprod. Biorefin. 2009, 3, 547–562. [Google Scholar] [CrossRef]
- Crombie, K.; Mašek, O. Investigating the potential for a self-sustaining slow pyrolysis system under varying operating conditions. Bioresour. Technol. 2014, 162, 148–156. [Google Scholar] [CrossRef] [Green Version]
- Roberts, K.G.; Gloy, B.A.; Joseph, S.; Scott, N.R.; Lehmann, J. Life cycle assessment of biochar systems: Estimating the energetic, economic, and climate change potential. Environ. Sci. Technol. 2010, 44, 827–833. [Google Scholar] [CrossRef]
- Brown, D.; Rowe, A.; Wild, P. A techno-economic analysis of using mobile distributed pyrolysis facilities to deliver a forest residue resource. Bioresour. Technol. 2013, 150, 367–376. [Google Scholar] [CrossRef]
- Ghaffariyan, M.R.; Sessions, J.; Brown, M.W. Evaluating productivity, cost, chip quality and biomass recovery for a mobile chipper in Australian roadside chipping operations. J. For. Sci. 2012, 58, 530–535. [Google Scholar] [CrossRef] [Green Version]
- Badger, P.C.; Fransham, P. Use of mobile fast pyrolysis plants to densify biomass and reduce biomass handling costs—A preliminary assessment. Biomass Bioenergy 2006, 30, 321–325. [Google Scholar] [CrossRef]
- Ghaffariyan, M.R.; Acuna, M.; Brown, M. Machine productivity evaluation for harvesters and forwarders in thinning operations in Australia. Silva 2019, 20, 2. [Google Scholar]
- Spinelli, R.; Eliasson, L.; Magagnotti, N. Determining the repair and maintenance cost of wood chippers. Biomass Bioenergy 2019, 122, 202–210. [Google Scholar] [CrossRef]
- Dodson, E.; Hayes, S.; Meek, J.; Keyes, C.R. Montana logging machine rates. Int. J. For. Eng. 2015, 26, 85–95. [Google Scholar] [CrossRef]
- Lopes, E.S.; de Oliveira, D.; Sampietro, J.A. Influence of wheeled types of a skidder on productivity and cost of the forest harvesting. Floresta 2013, 44, 53–62. [Google Scholar] [CrossRef]
- Diniz, C.C.C.; da Silva Lopes, E.; de Magalhães Miranda, G.; Koehler, H.S.; de Souza, E.K.C. Analysis of indicators and cost of world class maintenance (WCM) in forest machines. Floresta 2019, 49, 533–542. [Google Scholar] [CrossRef] [Green Version]
- Irdla, M.; Padari, A.; Kurvits, V.; Muiste, P. The chipping cost of wood raw material for fuel in Estonian conditions. For. Stud. 2017, 66, 65–74. [Google Scholar] [CrossRef] [Green Version]
- Väätäinen, K.; Asikainen, A.; Sikanen, L.; Ala-Fossi, A. The cost effect of forest machine relocations on logging costs in Finland. For. Stud. 2006, 45, 135–141. [Google Scholar]
- Holzleitner, F.; Stampfer, K.; Visser, R. Utilization rates and cost factors in timber harvesting based on long-term machine data. Croat. J. For. Eng. J. Theory Appl. For. Eng. 2011, 32, 501–508. [Google Scholar]
- Nuthall, P.L.; Woodford, K.B.; Beck, A. Tractor Replacement Policies and Cost Minimisation; Discussion paper no.74; Agricultural Economics Research Unit, Lincoln College: Lincoln, New Zealand, 1983; ISSN 011-7720. [Google Scholar]
- Abdelmotaleb, I.A. Repair and Maintenance Cost Analysis of Tractors and Combines. Ph.D. Thesis, Iowa State University, Ames, IA, USA, 1989; p. 163. [Google Scholar]
- Olt, J.; Traat, U.; Kuut, A. Maintenance costs of intensively used self-propelled machines in agricultural companies. In Proceedings of the 9th International Scientific Conference “Engineering for Rural Development”, Jelgava, Latvia, 27–28 May 2010. [Google Scholar]
- Lips, M. Repair and maintenance costs for nine agricultural machine types. Trans. ASABE 2013, 56, 1299–1307. [Google Scholar]
- Bujaczek, R.; Sławiński, K.; Grieger, A. Agricultural Machines Maintenance and Repair Services in Western Pomerania; Technical Sciences/University of Warmia and Mazury in Olsztyn: Olsztyn, Poland, 2013. [Google Scholar]
- Akanni, F. Application of Machine Learning Methods on Predictive Maintenance. Master’s Thesis, Tampere University, Tampere, Finland, 2019. [Google Scholar]
- Ali, J.B.; Chebel-Morello, B.; Saidi, L.; Malinowski, S.; Fnaiech, F. Accurate bearing remaining useful life prediction based on Weibull distribution and artificial neural network. Mech. Syst. Signal Process. 2015, 56, 150–172. [Google Scholar]
- Jimenez, V.J.; Bouhmala, N.; Gausdal, A.H. Developing a predictive maintenance model for vessel machinery. J. Ocean Eng. Sci. 2020, 5, 358–386. [Google Scholar] [CrossRef]
- Telford, S.; Mazhar, M.I.; Howard, I. Condition based maintenance (CBM) in the oil and gas industry: An overview of methods and techniques. In Proceedings of the 2011 International Conference on Industrial Engineering and Operations Management, Kuala Lumpur, Malaysia, 22–24 January 2011. [Google Scholar]
- Rahdar, M.H.; Nasiri, F.; Lee, B. Availability-based predictive maintenance scheduling for vibrating-grate biomass boilers. In Safety and Reliability; Taylor & Francis: London, UK, 2020; pp. 1–23. [Google Scholar]
- Mode, G.R.; Calyam, P.; Hoque, K.A. False data injection attacks in internet of things and deep learning enabled predictive analytics. arXiv 2019, arXiv:1910.01716. [Google Scholar]
- Souto Maior, C.B. Remainig Useful Life Prediction via Empirical Mode Decomposition, Wavelets and Support Vector Machine; Universidade Federal de Pernambuco: Recife, Brazil, 2017. [Google Scholar]
- Kontar, R.; Zhou, S.; Sankavaram, C.; Du, X.; Zhang, Y. Nonparametric-condition-based remaining useful life prediction incorporating external factors. IEEE Trans. Reliab. 2017, 67, 41–52. [Google Scholar] [CrossRef]
- Zhang, H.; Zhou, D.; Chen, M.; Shang, J. FBM-Based Remaining Useful Life Prediction for Degradation Processes with Long-Range Dependence and Multiple Modes. IEEE Trans. Reliab. 2018, 68, 1021–1033. [Google Scholar] [CrossRef]
- Maktoubian, J.; Ansari, K. An IoT architecture for preventive maintenance of medical devices in healthcare organizations. Health Technol. 2019, 9, 233–243. [Google Scholar] [CrossRef]
- Berwick, N. Sustainable drainage systems: Operation and maintenance. Sustain. Surf. Water Manag.—A Handb. SUDS 2017, 45–55. [Google Scholar] [CrossRef] [Green Version]
- Poór, P.; Ženíšek, D.; Basl, J. Historical overview of maintenance management strategies: Development from breakdown maintenance to predictive maintenance in accordance with four industrial revolutions. In Proceedings of the EU International Conference on Industrial Engineering and Operations Management (IEOM), Pilsen, Czech Republic, 23–26 July 2019. [Google Scholar]
- Volek, T.; Novotna, M. Labour market in the context of Industry 4.0. In Proceedings of the 11th International Days of Statistics and Economics, Prague, Czech Republic, 14–16 September 2017. [Google Scholar]
- Bloch, H.P.; Geitner, F.K. Major Process Equipment Maintenance and Repair; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Clarotti, C.; Lannoy, A.; Odin, S.; Procaccia, H. Detection of equipment aging and determination of the efficiency of a corrective measure. Reliab. Eng. Syst. Saf. 2004, 84, 57–64. [Google Scholar] [CrossRef]
- Iyoob, I.M. Analysis of equipment availability under varying corrective maintenance models. In Proceedings of the IIE Annual Conference, Portland, OR, USA, 17–21 May 2003. [Google Scholar]
- He, Y.; Gu, C.; Chen, Z.; Han, X. Integrated predictive maintenance strategy for manufacturing systems by combining quality control and mission reliability analysis. Int. J. Prod. Res. 2017, 55, 5841–5862. [Google Scholar] [CrossRef]
- Chandola, V.; Banerjee, A.; Kumar, V. Anomaly detection: A survey. ACM Comput. Surv. (CSUR) 2009, 41, 1–58. [Google Scholar] [CrossRef]
- Wang, Y.; Deng, C.; Wu, J.; Wang, Y.; Xiong, Y. A corrective maintenance scheme for engineering equipment. Eng. Fail. Anal. 2014, 36, 269–283. [Google Scholar] [CrossRef]
- Emami-Mehrgani, B.; Neumann, W.P.; Nadeau, S.; Bazrafshan, M. Considering human error in optimizing production and corrective and preventive maintenance policies for manufacturing systems. Appl. Math. Model. 2016, 40, 2056–2074. [Google Scholar] [CrossRef]
- Basri, E.I.; Razak, I.H.A.; Ab-Samat, H.; Kamaruddin, S. Preventive maintenance (PM) planning: A review. J. Qual. Maint. Eng. 2017, 23, 114–143. [Google Scholar] [CrossRef]
- Wang, H. A Unified Methodology of Maintenance Management for Repairable Systems Based on Optimal Stopping Theory. Ph.D. Thesis, Louisiana State University, Baton Rouge, LA, USA, 2008. [Google Scholar]
- Ahmad, R.; Kamaruddin, S. An overview of time-based and condition-based maintenance in industrial application. Comput. Ind. Eng. 2012, 63, 135–149. [Google Scholar] [CrossRef]
- Bagavathiappan, S.; Lahiri, B.B.; Saravanan, T.; Philip, J.; Jayakumar, T. Infrared thermography for condition monitoring—A review. Infrared Phys. Technol. 2013, 60, 35–55. [Google Scholar] [CrossRef]
- Malik, M.A.K. Reliable preventive maintenance scheduling. AIIE Trans. 1979, 11, 221–228. [Google Scholar] [CrossRef]
- Valdez-Flores, C.; Feldman, R.M. A survey of preventive maintenance models for stochastically deteriorating single-unit systems. Nav. Res. Logist. 1989, 36, 419–446. [Google Scholar] [CrossRef]
- Wang, H. A survey of maintenance policies of deteriorating systems. Eur. J. Oper. Res. 2002, 139, 469–489. [Google Scholar] [CrossRef]
- Diniz, C.C.C.; Lopes, E.S.; Koehler, H.S.; Miranda, G.M.; Paccola, J. Comparative Analysis of Maintenance Models in Forest Machines. Floresta E Ambiente 2020, 27. [Google Scholar] [CrossRef]
- Bevilacqua, M.; Braglia, M. Analytic hierarchy process applied to maintenance strategy selection. Reliab. Eng. Syst. Saf. 2000, 70, 71–83. [Google Scholar] [CrossRef]
- Lee, J.; Kao, H.A.; Yang, S. Service innovation and smart analytics for Industry 4.0 and big data environment. Procedia CIRP 2014, 16, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Pecht, M.G. Prognostics and Health Management of Electronics; John Wiley & Sons, Ltd.: New York, NY, USA, 2008. [Google Scholar]
- Zonta, T.; da Costa, C.A.; da Rosa Righi, R.; de Lima, M.J.; da Trindade, E.S.; Li, G.P. Predictive maintenance in the Industry 4.0: A systematic literature review. Comput. Ind. Eng. 2020, 150, 106889. [Google Scholar] [CrossRef]
- Lee, J.; Ni, J.; Djurdjanovic, D.; Qiu, H.; Liao, H. Intelligent prognostics tools and e-maintenance. Comput. Ind. 2006, 57, 476–489. [Google Scholar] [CrossRef]
- Lu, S.; Tu, Y.C.; Lu, H. Predictive condition-based maintenance for continuously deteriorating systems. Qual. Reliab. Eng. Int. 2007, 23, 71–81. [Google Scholar] [CrossRef]
- Zhou, X.; Xi, L.; Lee, J. Reliability-centered predictive maintenance scheduling for a continuously monitored system subject to degradation. Reliab. Eng. Syst. Saf. 2007, 92, 530–534. [Google Scholar] [CrossRef]
- Ayad, S.; Terrissa, L.S.; Zerhouni, N. An IoT approach for a smart maintenance. In Proceedings of the 2018 International Conference on Advanced Systems and Electric Technologies (IC_ASET), Hammamet, Tunisia, 22–25 March 2018. [Google Scholar]
- Wu, D.; Jennings, C.; Terpenny, J.; Kumara, S. Cloud-based machine learning for predictive analytics: Tool wear prediction in milling. In Proceedings of the 2016 IEEE International Conference on Big Data (Big Data), Washington, DC, USA, 5–8 December 2016. [Google Scholar]
- Downey, A.; Lui, Y.H.; Hu, C.; Laflamme, S.; Hu, S. Physics-based prognostics of lithium-ion battery using non-linear least squares with dynamic bounds. Reliab. Eng. Syst. Saf. 2019, 182, 1–12. [Google Scholar] [CrossRef]
- Liao, L.; Köttig, F. Review of hybrid prognostics approaches for remaining useful life prediction of engineered systems, and an application to battery life prediction. IEEE Trans. Reliab. 2014, 63, 191–207. [Google Scholar] [CrossRef]
- Sivalingam, K.; Sepulveda, M.; Spring, M.; Davies, P. A Review and Methodology Development for Remaining Useful Life Prediction of Offshore Fixed and Floating Wind turbine Power Converter with Digital Twin Technology Perspective. In Proceedings of the 2018 2nd International Conference on Green Energy and Applications, ICGEA 2018, Singapore, 24–26 March 2018. [Google Scholar]
- Schmidt, B.; Wang, L.; Galar, D. Semantic framework for predictive maintenance in a cloud environment. Procedia CIRP 2017, 62, 583–588. [Google Scholar] [CrossRef]
- Deutsch, J.; He, D. Using deep learning-based approach to predict remaining useful life of rotating components. IEEE Trans. Syst. Man Cybern. Syst. 2017, 48, 11–20. [Google Scholar] [CrossRef]
- Kwon, D.; Hodkiewicz, M.R.; Fan, J.; Shibutani, T.; Pecht, M.G. IoT-based prognostics and systems health management for industrial applications. IEEE Access 2016, 4, 3659–3670. [Google Scholar] [CrossRef]
- Wu, D.; Jennings, C.; Terpenny, J.; Gao, R.; Kumara, S. Data-driven prognostics using random forests: Prediction of tool wear. In Proceedings of the International Manufacturing Science and Engineering Conference, Los Angeles, CA, USA, 4–8 June 2017. [Google Scholar]
- Barré, A.; Deguilhem, B.; Grolleau, S.; Gérard, M.; Suard, F.; Riu, D. A review on lithium-ion battery ageing mechanisms and estimations for automotive applications. J. Power Sources 2013, 241, 680–689. [Google Scholar] [CrossRef] [Green Version]
- Lei, Y.; Li, N.; Guo, L.; Li, N.; Yan, T.; Lin, J. Machinery health prognostics: A systematic review from data acquisition to RUL prediction. Mech. Syst. Signal Process. 2018, 104, 799–834. [Google Scholar] [CrossRef]
- Saha, B.; Goebel, K.; Poll, S.; Christophersen, J. Prognostics methods for battery health monitoring using a Bayesian framework. IEEE Trans. Instrum. Meas. 2009, 58, 291–296. [Google Scholar] [CrossRef]
- Si, X.S.; Wang, W.; Hu, C.H.; Zhou, D.H. Remaining useful life estimation—A review on the statistical data driven approaches. Eur. J. Oper. Res. 2011, 213, 1–14. [Google Scholar] [CrossRef]
- Sikorska, J.Z.; Hodkiewicz, M.; Ma, L. Prognostic modelling options for remaining useful life estimation by industry. Mech. Syst. Signal Process. 2011, 25, 1803–1836. [Google Scholar] [CrossRef]
- Vachtsevanos, G.; Lewis, F.; Roemer, M.; Hess, A.; Wu, B. Intelligent Fault Diagnosis and Prognosis for Engineering Systems; Industrial Engineering/Quality Control: New York, NY, USA, 2007; pp. 1–434. [Google Scholar]
- Zhang, C.; Gao, W.; Yang, T.; Guo, S. Opportunistic maintenance strategy for wind turbines considering weather conditions and spare parts inventory management. Renew. Energy 2019, 133, 703–711. [Google Scholar] [CrossRef]
- Fu, C.; Ye, L.; Liu, Y.; Yu, R.; Iung, B.; Cheng, Y.; Zeng, Y. Predictive maintenance in intelligent-control-maintenance-management system for hydroelectric generating unit. IEEE Trans. Energy Convers. 2004, 19, 179–186. [Google Scholar] [CrossRef]
- Milos Milojevic, F.N. Digital Industrial Revolution with Predictive Maintenance; CXP Group: Nanterre, France, 2018. [Google Scholar]
- López, G.A. Maintenance Systems Of Ahuachapan Power Plant, El Salvador And Svartsengi Power Plant, Iceland: Comparison And Optimization Proposal For The Ahuachapan Maintenance System; United Nations University: Reykjavík, Iceland, 2008. [Google Scholar]
- Cieri, A.M.; Horten, C. A different business approach for the Navy maintenance process. Mar. Technol. SNAME News 1993, 30, 106–113. [Google Scholar] [CrossRef]
- Jun, H.-B.; Kiritsis, D.; Xirouchakis, P. A Prognostic Decision Support Algorithm for A Heavy Construction Vehicle Maintenance Schedule; Engineering Asset Management Review; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Yan, R.; Dunnett, S.J.; Jackson, L.M. Novel methodology for optimising the design, operation and maintenance of a multi-AGV system. Reliab. Eng. Syst. Saf. 2018, 178, 130–139. [Google Scholar] [CrossRef]
- Apostolidis, A.; Pelt, M.; Stamoulis, K.P. Aviation Data Analytics in MRO Operations: Prospects and Pitfalls. In Proceedings of the 2020 Annual Reliability and Maintainability Symposium (RAMS), San Jose, CA, USA, 25–28 January 2020. [Google Scholar]
- Li, Y.; Chun, L.; Ching, A.N.Y. An agent-based platform for web-enabled equipment predictive maintenance. In Proceedings of the IEEE/WIC/ACM International Conference on Intelligent Agent Technology, Compiegne, France, 19–22 September 2005. [Google Scholar]
- Kombe, C. Planning an Overhaul of the Existing, Non-Operating Kapisya Geothermal Binary Power Plant (Using Perchloro-Ethylene) after a Prolonged Dormancy Period; Geothermal Training in Iceland: Reports of the United Nations University Geothermal Training Progamme; United Nations Univesity: Reykjavík, Iceland, 2009; p. 14223. [Google Scholar]
- Mondal, S.; Srivastava, N. Development of predictive maintenance model of an overhead crane exercising NHPP models. IJCSMS Int. J. Comput. Sci. Manag. Stud. 2013, 13, 1–7. [Google Scholar]
- Jantunen, E.; Zurutuza, U.; Ferreira, L.L.; Varga, P. Optimising maintenance: What are the expectations for cyber physical systems. In Proceedings of the 2016 3rd International Workshop on Emerging Ideas and Trends in Engineering of Cyber-Physical Systems (EITEC), Vienna, Austria, 11 April 2016. [Google Scholar]
- Kaur, K.; Selway, M.; Grossmann, G.; Stumptner, M.; Johnston, A. Towards an open-standards based framework for achieving condition-based predictive maintenance. In Proceedings of the 8th International Conference on the Internet of Things, Santa Barbara, CA, USA, 15–18 October 2018. [Google Scholar]
- Nectoux, P.; Gouriveau, R.; Medjaher, K.; Ramasso, E.; Morello, B.; Zerhouni, N.; Varnier, C. PRONOSTIA: An experimental platform for bearings accelerated life test. In Proceedings of the IEEE International Conference on Prognostics and Health Management, Denver, CO, USA, 18–21 June 2012. [Google Scholar]
- Sutrisno, E.; Oh, H.; Vasan, A.S.S.; Pecht, M. Estimation of remaining useful life of ball bearings using data driven methodologies. In Proceedings of the 2012 IEEE Conference on Prognostics and Health Management, Denver, CO, USA, 18–21 June 2012. [Google Scholar]
- Ren, L.; Sun, Y.; Cui, J.; Zhang, L. Bearing remaining useful life prediction based on deep autoencoder and deep neural networks. J. Manuf. Syst. 2018, 48, 71–77. [Google Scholar] [CrossRef]
- Ellefsen, A.L.; Bjørlykhaug, E.; Æsøy, V.; Ushakov, S.; Zhang, H. Remaining useful life predictions for turbofan engine degradation using semi-supervised deep architecture. Reliab. Eng. Syst. Saf. 2019, 183, 240–251. [Google Scholar] [CrossRef]
- Li, Z.; Wu, D.; Hu, C.; Terpenny, J. An ensemble learning-based prognostic approach with degradation-dependent weights for remaining useful life prediction. Reliab. Eng. Syst. Saf. 2019, 184, 110–122. [Google Scholar] [CrossRef]
- El Kihel, A.; El Kihel, Y.; Bakdid, A.; Gziri, H.; Manssouri, I.; Amegouz, D. Optimization of industrial energy efficiency by intelligent Predictive Maintenance tools Case of misalignment of an industrial system. In Proceedings of the 2020 IEEE 2nd International Conference on Electronics, Control, Optimization and Computer Science (ICECOCS), Kenitra, Morocco, 2–3 December 2020. [Google Scholar]
- Pech, M.; Vrchota, J.; Bednář, J. Predictive Maintenance and Intelligent Sensors in Smart Factory. Sensors 2021, 21, 1470. [Google Scholar] [CrossRef]
- Kostoláni, M.; Murín, J.; Kozák, Š. Intelligent predictive maintenance control using augmented reality. In Proceedings of the 2019 22nd International Conference on Process Control (PC19), Štrbské Pleso, Slovakia, 11–14 June 2019. [Google Scholar]
- Marzec, M.; Morkisz, P.; Wojdyła, J.; Uhl, T. Intelligent Predictive Maintenance System. In Proceedings of the SAI Intelligent Systems Conference, London, UK, 21–22 September 2016. [Google Scholar]
- Che, C.; Wang, H.; Fu, Q.; Ni, X. Intelligent fault prediction of rolling bearing based on gate recurrent unit and hybrid autoencoder. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020. [Google Scholar] [CrossRef]
- Chiu, Y.C.; Cheng, F.T.; Huang, H.C. Developing a factory-wide intelligent predictive maintenance system based on Industry 4.0. J. Chin. Inst. Eng. Trans. Chin. Inst. Eng. Ser. A 2017, 40, 562–571. [Google Scholar] [CrossRef]
- Grubisic, V.V.F.; Aguiar, J.P.F.; Simeu-Abazi, Z. A Review on Intelligent Predictive Maintenance: Bibliometric analysis and new research directions. In Proceedings of the 2020 IEEE 2nd International Conference on Electronics, Control, Optimization and Computer Science, ICECOCS 2020, Kenitra, Morocco, 2–3 December 2020. [Google Scholar]
- Li, Z.; Wang, Y.; Wang, K.S. Intelligent predictive maintenance for fault diagnosis and prognosis in machine centers: Industry 4.0 scenario. Adv. Manuf. 2017, 5, 377–387. [Google Scholar] [CrossRef]
- Lin, C.Y.; Hsieh, Y.M.; Cheng, F.T.; Huang, H.C.; Adnan, M. Time Series Prediction Algorithm for Intelligent Predictive Maintenance. IEEE Robot. Autom. Lett. 2019, 4, 2807–2814. [Google Scholar] [CrossRef]
- Marzec, M.; Morkisz, P.; Wojdyła, J.; Uhl, T. Intelligent predictive maintenance system. In Lecture Notes in Networks and Systems; Springer: Berlin/Heidelberg, Germany, 2018; Volume 15, pp. 794–804. [Google Scholar]
- Vanraj; Goyal, D.; Saini, A.; Dhami, S.S.; Pabla, B.S. Intelligent predictive maintenance of dynamic systems using condition monitoring and signal processing techniques—A review. In Proceedings of the 2016 International Conference on Advances in Computing, Communication and Automation, ICACCA 2016, Dehradun, India, 8–9 April 2016. [Google Scholar]
- Golightly, D.; Kefalidou, G.; Sharples, S. A cross-sector analysis of human and organisational factors in the deployment of data-driven predictive maintenance. Inf. Syst. E-Bus. Manag. 2018, 16, 627–648. [Google Scholar] [CrossRef] [Green Version]
- Zhu, W.; Fouladirad, M.; Bérenguer, C. A predictive maintenance policy based on the blade of offshore wind turbine. In Proceedings of the 2013 Proceedings Annual Reliability and Maintainability Symposium (RAMS), Orlando, FL, USA, 28–31 January 2013. [Google Scholar]
- Xia, T.-B.; Tao, X.-Y.; Xi, L.-F. Operation process rebuilding (OPR)-oriented maintenance policy for changeable system structures. IEEE Trans. Autom. Sci. Eng. 2016, 14, 139–148. [Google Scholar] [CrossRef]
- Blinn, C.; Sinclair, S.; Hassler, C.; Mattson, J. Comparison of productivity, capital, and labor efficiency of five timber harvesting systems for northern wardwoods. For. Prod. J. 1986, 36, 63–69. [Google Scholar]
- Coleman, C.; Damofaran, S.; Deuel, E. Predictive Maintenance and the Smart Factory; Deloitte. 2017. Available online: https://www2.deloitte.com/content/dam/Deloitte/us/Documents/process-and-operations/us-cons-predictive-maintenance.pdf (accessed on 2 June 2021).
- Lan, P.; Lin, M.; Naichao, W. A fleet-level selective maintenance model for long-distance highway transportation considering stochastic repair quality. In Proceedings of the 2017 2nd International Conference on System Reliability and Safety (ICSRS), Milan, Italy, 20–22 December 2017. [Google Scholar]
- Voronov, S.; Frisk, E.; Krysander, M. Data-driven battery lifetime prediction and confidence estimation for heavy-duty trucks. IEEE Trans. Reliab. 2018, 67, 623–639. [Google Scholar] [CrossRef] [Green Version]
- Muha, R.; Perosa, A. Energy consumption and carbon footprint of an electric vehicle and a vehicle with an internal combustion engine. Transp. Probl. 2018, 13, 49–58. [Google Scholar] [CrossRef] [Green Version]
- Garland, J.J. Accident reporting and analysis in forestry: Guidance on increasing the safety of forest work. In Proceedings of the Forest Engineering Conference, Rotorua, New Zealand, 17 April 2018. [Google Scholar]
- Melemez, K. Risk factor analysis of fatal forest harvesting accidents: A case study in Turkey. Saf. Sci. 2015, 79, 369–378. [Google Scholar] [CrossRef]
- Holman, R.G.; Olszewski, A.; Maier, R.V. The Epidemiology of Logging Injuries in the Northwest. J. Trauma Acute Care Surg. 1986, 26, 676. [Google Scholar] [CrossRef]
- Paulozzi, L.J. Fatal logging injuries in Washington state, 1977 to 1983. J. Occup. Med. Off. Publ. Ind. Med. Assoc. 1987, 29, 103–108. [Google Scholar]
- Lilley, R.; Feyer, A.-M.; Kirk, P.; Gander, P. A survey of forest workers in New Zealand: Do hours of work, rest, and recovery play a role in accidents and injury? J. Saf. Res. 2002, 33, 53–71. [Google Scholar] [CrossRef]
- Klun, J.; Medved, M. Fatal accidents in forestry in some European countries. Croat. J. For. Eng. J. Theory Appl. For. Eng. 2007, 28, 55–62. [Google Scholar]
- Poschen, P. Forestry, a Safe and Healthy Profession? Unasylva 1993, 44, 1. Available online: http://www.fao.org/docrep/u8520e/u8520e00.htm (accessed on 20 July 2020).
- Wästerlund, D.S. Heat Stress in Forestry Work. Ph.D. Thesis, Acta Universitatis Agriculturae Suecia, Silvestria, Sweden, 2001; 22p. [Google Scholar]
- NAYIR, I.; GOuml, C.; Semih, E. Health problems and conditions of the forestry workers in Turkey. Afr. J. Agric. Res. 2011, 6, 5884–5890. [Google Scholar]
- Nieuwenhuis, M.; Lyons, M. Health and safety issues and perceptions of forest harvesting contractors in Ireland. Int. J. For. Eng. 2002, 13, 69–76. [Google Scholar] [CrossRef]
- Kirk, P.M.; Sullman, M.J. Heart rate strain in cable hauler choker setters in New Zealand logging operations. Appl. Ergon. 2001, 32, 389–398. [Google Scholar] [CrossRef]
- Wang, J.; Long, C.; McNeel, J. Production and cost analysis of a feller-buncher and grapple skidder in central Appalachian hardwood forests. For. Prod. J. 2004, 54, 159. [Google Scholar]
- Manso, J.R.P.; Behmiri, N.B. Renewable energy and sustainable development. Estud. De Econ. Apl. 2013, 31, 7–33. [Google Scholar]
- Palander, T.S.; Voutilainen, J.J. Modelling fuel terminals for supplying a combined heat and power (CHP) plant with forest biomass in Finland. Biosyst. Eng. 2013, 114, 135–145. [Google Scholar] [CrossRef]
- Björheden, R.; Eliasson, L.; Thorsen, A. Growing Energy—The Development of Forest Energy in Sweden; Thorsén, Å., Björheden, R., Eliasson, L., Eds.; Efficient forest fuel supply systems. Composite report from a four year. R&D programme; Skogforsk Sid: Uppsala, Sweden, 2007; p. 2010. [Google Scholar]
- Warguła, Ł.; Adamiec, J.M.; Waluś, K.J.; Krawiec, P. The characteristics analysis of torque and rotation speed of working unit of branch grinder-introductory research. In MATEC Web of Conferences, Proceedings of the Machine Modelling and Simulations, Sklené Teplice, Slovakia, 5–8 September 2017; EDP Sciences: Lez Ili, France, 2018; Volume 157, p. 01021. [Google Scholar]
- Akhtari, S.; Sowlati, T.; Day, K. The effects of variations in supply accessibility and amount on the economics of using regional forest biomass for generating district heat. Energy 2014, 67, 631–640. [Google Scholar] [CrossRef]
- Gauthier, F.; Charron, F. A structured procedure of risk analysis and control for safety integration in machinery design. J. Eng. Des. 2002, 13, 77–99. [Google Scholar] [CrossRef]
- Naimi, L.J.; Sokhansanj, S.; Mani, S.; Hoque, M.; Bi, T.; Womac, A.R.; Narayan, S. Cost and performance of woody biomass size reduction for energy production. In Proceedings of the 2006 ASAE Annual Meeting, Boston, MA, USA, 19–22 August 2006. [Google Scholar]
- Greenline Video Gallery. Available online: https://www.pezzolato.it/greenline/categorie/cippatori-a-tamburo/?mode=videogallery (accessed on 2 June 2021).
- Spinelli, R.; Magagnotti, N. Determining long-term chipper usage, productivity and fuel consumption. Biomass Bioenergy 2014, 66, 442–449. [Google Scholar] [CrossRef]
- Spinelli, R.; Hartsough, B. A survey of Italian chipping operations. Biomass Bioenergy 2001, 21, 433–444. [Google Scholar] [CrossRef]
- Cantú, R.P.; LeBel, L.; Gautam, S. A context specific machine replacement model: A case study of forest harvesting equipment. Int. J. For. Eng. 2017, 28, 124–133. [Google Scholar] [CrossRef]
- Prytz, R. Machine Learning Methods for Vehicle Predictive Maintenance Using Off-Board and On-Board Data; Halmstad University Press: Halmstad, Sweden, 2014. [Google Scholar]
- Anderson, G.B.; McWilliams, R.S. Vehicle health monitoring system development and deployment. In Proceedings of the American Society of Mechanical Engineers, Rail Transportation Division (Publication) RTD, Erie, PA, USA, 7–10 September 2003. [Google Scholar]
- Peng, Y.P.; Cheng, S.C.; Huang, Y.T.; Der Leu, J. Maintenance method of logistics vehicle based on data science and quality. In Lecture Notes in Computer Science (Including Subseries Lecture Notes in Artificial Intelligence and Lecture Notes in Bioinformatics); Springer: Berlin/Heidelberg, Germany, 2020; pp. 131–145. [Google Scholar]
- Chhabra, R.; Verma, S.; Krishna, C.R. A survey on driver behavior detection techniques for intelligent transportation systems. In Proceedings of the 2017 7th International Conference on Cloud Computing, Data Science & Engineering-Confluence, Noida, India, 12–13 January 2017. [Google Scholar]
- Yang, G.; Lin, Y.; Bhattacharya, P. A driver fatigue recognition model based on information fusion and dynamic Bayesian network. Inf. Sci. 2010, 180, 1942–1954. [Google Scholar] [CrossRef]
- Bolobonov, D.; Frolov, A.; Borremans, A.; Schuur, P. Managing public transport safety using digital technologies. Transp. Res. Procedia 2021, 54, 862–870. [Google Scholar] [CrossRef]
- Gupta, A.; Sharma, V.; Ruparam, N.K.; Jain, S.; Alhammad, A.; Ripon, M.A.K. Context-awareness based intelligent driver behavior detection: Integrating Wireless Sensor networks and Vehicle ad hoc networks. In Proceedings of the 2014 International Conference on Advances in Computing, Communications and Informatics (ICACCI), Delhi, India, 24–27 September 2014. [Google Scholar]
- Bae, S.J.; Kvam, P.H. A nonlinear random-coefficients model for degradation testing. Technometrics 2004, 46, 460–469. [Google Scholar] [CrossRef]
- Kontar, R.; Son, J.; Zhou, S.; Sankavaram, C.; Zhang, Y.; Du, X. Remaining useful life prediction based on the mixed effects model with mixture prior distribution. IISE Trans. 2017, 49, 682–697. [Google Scholar] [CrossRef]
- Ren, L.; Dong, J.; Wang, X.; Meng, Z.; Zhao, L.; Deen, J. A data-driven auto-cnn-lstm prediction model for lithium-ion battery remaining useful life. IEEE Trans. Ind. Inform. 2020, 17, 3478–3487. [Google Scholar] [CrossRef]
- Aydemir, G.; Acar, B. Anomaly monitoring improves remaining useful life estimation of industrial machinery. J. Manuf. Syst. 2020, 56, 463–469. [Google Scholar] [CrossRef]
- Marinelli, M.; Lambropoulos, S.; Petroutsatou, K. Earthmoving trucks condition level prediction using neural networks. J. Qual. Maint. Eng. 2014, 20, 182–192. [Google Scholar] [CrossRef]
- Yang, M.; Makis, V. ARX model-based gearbox fault detection and localization under varying load conditions. J. Sound Vib. 2010, 329, 5209–5221. [Google Scholar] [CrossRef]
- Gellerstedt, S. Mechanised cleaning of young forest—The strain on the operator. Int. J. Ind. Ergon. 1997, 20, 137–143. [Google Scholar] [CrossRef]
- Löfgren, B. Kinematic Control of Redundant Knuckle Booms with Automatic Path Following Functions; KTH: Stockholm, Sweden, 2009. [Google Scholar]
- Ager, B. Skogsarbetets Humanisering och Rationalisering Från 1900 och Framåt [Forestry Labors’ Humanization and Rationalization from 1900 Onwards]; Luleå University of Technology: Luleå, Sweden, 2014. [Google Scholar]
- Hansson, J. The relationship between individual characteristics of the worker and output of logging operations. Studia For. Suec. 1965, 29, 68–77. [Google Scholar]
- Andersson, L.; Bergström, L.; Krantz, A.; Lennerheim, G.; Pettersson, B. Selection of Tractor Operators by Means of Psychological tests; Forskningsstiftelsen Skogsarbeten (Redogörelse): Stockholm, Sweden, 1968. [Google Scholar]
- Gellerstedt, S. Operation of the single-grip harvester: Motor-sensory and cognitive work. Int. J. For. Eng. 2002, 13, 35–47. [Google Scholar] [CrossRef]
- Ovaskainen, H.; Heikkilä, M. Visuospatial cognitive abilities in cut-to-length single-grip timber harvester work. Int. J. Ind. Ergon. 2007, 37, 771–780. [Google Scholar] [CrossRef]
- Parise, D. The competence of forest-machine operator and tacit knowledge, Case study. In Proceedings of the International Seminar on Simulator-Based Training of Forest Machine Operators; Ranta, P., Ed.; Tampere Report; Tampere University of Technology, Digital Media Institute, Hypermedia Laboratory: Tampere, Finland, 2005; Volume 2, pp. 17–24. [Google Scholar]
- Drew Dawson and Adam Bowe for LITA GT Fatigue Working Group. Guidelines for Developing and Implementing a Fatigue Management Policy in Forestry. Available online: https://8c81e263-fca6-4753-8454-0f62c37d2d8f.filesusr.com/ugd/719101_38e1323cf9cb42cc9b08d39b0fe6e7ea.pdf (accessed on 20 July 2021).
- Spurgeon, A.; Harrington, J.M.; Cooper, C.L. Health and safety problems associated with long working hours: A review of the current position. Occup. Environ. Med. 1997, 54, 367–375. [Google Scholar] [CrossRef] [PubMed]
- Rosa, R.R. Extended workshifts and excessive fatigue. J. Sleep Res. 1995, 4, 51–56. [Google Scholar] [CrossRef]
- Dinges, D.F. An overview of sleepiness and accidents. J. Sleep Res. 1995, 4, 4–14. [Google Scholar] [CrossRef] [PubMed]
- Fibiger, W.; Henderson, M. Physical work load in thinning pine plantations. Aust. For. Res. 1984, 14, 135–146. [Google Scholar]
- Parker, R.; Kirk, P. Physiological Workload of Forest Work; Logging Industry Research Organisation: Rotorua, New Zealand, 1994. [Google Scholar]
- Ashby, L.; Parker, R. The Forest Silviculture Accident Reporting Scheme. Summary of Reports-2002; COHFE Report (4); CRC Press: Boca Raton, FL, USA, 2003; p. 2. [Google Scholar]
- Parker, R. Accidents in Forestry and Logging Operations in New Zealand. Available online: https://www.fao.org/3/u8520e/u8520e05.htm (accessed on 2 June 2021).
- Slappendel, C.; Laird, I.; Kawachi, I.; Marshall, S.; Cryer, C. Factors affecting work-related injury among forestry workers: A review. J. Saf. Res. 1993, 24, 19–32. [Google Scholar] [CrossRef]
- Murphy, G.; Vanderburg, M. Modelling the economics of extended shift and 24/7 forest harvesting. New Zealand J. For. 2007, 52, 15. [Google Scholar]
- Häggström, C.; Lindroos, O. Human, technology, organization and environment—A human factors perspective on performance in forest harvesting. Int. J. For. Eng. 2016, 27, 67–78. [Google Scholar] [CrossRef]
- Ovaskainen, H.; Uusitalo, J.; Väätäinen, K. Characteristics and significance of a harvester operators’ working technique in thinnings. Int. J. For. Eng. 2004, 15, 67–77. [Google Scholar] [CrossRef]
- Malinen, J.; Taskinen, J.; Tolppa, T. Productivity of cut-to-length harvesting by operators’ age and experience. Croat. J. For. Eng. J. Theory Appl. For. Eng. 2018, 39, 14–22. [Google Scholar]
- Nicholls, A.; Bren, L.; Humphreys, N. Harvester productivity and operator fatigue: Working extended hours. Int. J. For. Eng. 2004, 15, 57–65. [Google Scholar] [CrossRef]
- Spinelli, R.; Magagnotti, N. The effect of harvest tree distribution on harvesting productivity in selection cuts. Scand. J. For. Res. 2013, 28, 701–709. [Google Scholar] [CrossRef]
- Ghaffariyan, M.R.; Naghdi, R.; Ghajar, I.; Nikooy, M. Time prediction models and cost evaluation of cut-to-length (CTL) harvesting method in a mountainous forest. Small-Scale For. 2013, 12, 181–192. [Google Scholar] [CrossRef]
- Hosseini-Asl, E.; Zurada, J.M.; Nasraoui, O. Deep learning of part-based representation of data using sparse autoencoders with nonnegativity constraints. IEEE Trans. Neural Netw. Learn. Syst. 2015, 27, 2486–2498. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Amruthnath, N.; Gupta, T. A research study on unsupervised machine learning algorithms for early fault detection in predictive maintenance. In Proceedings of the 2018 5th International Conference on Industrial Engineering and Applications (ICIEA), Singapore, 26–28 April 2018. [Google Scholar]
- Meng, X.; Bradley, J.; Yavuz, B.; Sparks, E.; Venkataraman, S.; Liu, D.; Freeman, J.; Tsai, D.; Amde, M.; Owen, S. Mllib: Machine learning in apache spark. J. Mach. Learn. Res. 2016, 17, 1235–1241. [Google Scholar]
- Ichinose, A.; Takefusa, A.; Nakada, H.; Oguchi, M. A study of a video analysis framework using Kafka and spark streaming. In Proceedings of the 2017 IEEE International Conference on Big Data (Big Data), Boston, MA, USA, 11–14 December 2017. [Google Scholar]
- Mirowski, L.; Scanlan, J. Mobile application based heavy vehicle fatigue compliance in Australian operations. In Proceedings of the Australasian Database Conference, Gold Coast, QLD, Australia, 24–27 May 2018. [Google Scholar]
- Vo, S.A.; Mirowski, L.; Scanlan, J.; Turner, P. Verifying driver performance for heavy haulage fatigue management. IET Intell. Transp. Syst. 2019, 13, 1033–1040. [Google Scholar] [CrossRef]
- Cadei, A.; Marchi, L.; Mologni, O.; Cavalli, R.; Grigolato, S. Evaluation of wood chipping efficiency through long-term monitoring. In Environmental Sciences Proceedings; Multidisciplinary Digital Publishing Institute: Basel, Switzerland, 2020; p. 17. [Google Scholar]
- Virtanen, P.; Gommers, R.; Oliphant, T.E.; Haberland, M.; Reddy, T.; Cournapeau, D.; Burovski, E.; Peterson, P.; Weckesser, W.; Bright, J. SciPy 1.0: Fundamental algorithms for scientific computing in Python. Nat. Methods 2020, 17, 261–272. [Google Scholar] [CrossRef] [Green Version]
- Benesty, J.; Chen, J.; Huang, Y.; Cohen, I. Pearson correlation coefficient. In Noise Reduction in Speech Processing; Springer: Berlin/Heidelberg, Germany, 2009; pp. 1–4. [Google Scholar]
- Essien, A.; Giannetti, C. A deep learning model for smart manufacturing using convolutional LSTM neural network autoencoders. IEEE Trans. Ind. Inform. 2020, 16, 6069–6078. [Google Scholar] [CrossRef] [Green Version]
- Susto, G.A.; Beghi, A. Dealing with time-series data in predictive maintenance problems. In Proceedings of the 2016 IEEE 21st International Conference on Emerging Technologies and Factory Automation (ETFA), Berlin, Germany, 6–9 September 2016. [Google Scholar]
- Packianather, M.S.; Soman, S.; Davies, A.; White, J. Predictive maintenance in a manufacturing environment through fit manufacturing and discrete event simulation. In Proceedings of the 2018 World Automation Congress (WAC), Stevenson, WA, USA, 3–6 June 2018. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Role | Sub Classification | Activities | Fatigue Consequence Rating (from 1–5) |
|---|---|---|---|
| Machine Operator | Machine Operator | Chipper | 3 |
| Machine Operator | Manual Tasks | Inspections, maintenance etc. | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maktoubian, J.; Taskhiri, M.S.; Turner, P. Intelligent Predictive Maintenance (IPdM) in Forestry: A Review of Challenges and Opportunities. Forests 2021, 12, 1495. https://doi.org/10.3390/f12111495
Maktoubian J, Taskhiri MS, Turner P. Intelligent Predictive Maintenance (IPdM) in Forestry: A Review of Challenges and Opportunities. Forests. 2021; 12(11):1495. https://doi.org/10.3390/f12111495
Chicago/Turabian StyleMaktoubian, Jamal, Mohammad Sadegh Taskhiri, and Paul Turner. 2021. "Intelligent Predictive Maintenance (IPdM) in Forestry: A Review of Challenges and Opportunities" Forests 12, no. 11: 1495. https://doi.org/10.3390/f12111495
APA StyleMaktoubian, J., Taskhiri, M. S., & Turner, P. (2021). Intelligent Predictive Maintenance (IPdM) in Forestry: A Review of Challenges and Opportunities. Forests, 12(11), 1495. https://doi.org/10.3390/f12111495