
Industrial Heat Treatment of Wood: Study of Induced Effects on Ayous Wood (Triplochiton scleroxylon K. Schum)




Abstract
:1. Introduction
2. Materials and Methods
- is the shrinkage of untreated wood in percent;
- is the shrinkage of heat-treated wood in percent.
- is the cross-section shrinkage in percent;
- is the tangential direction shrinkage;
- is the radial direction shrinkage.
3. Results
3.1. Physical Properties
3.2. Colour
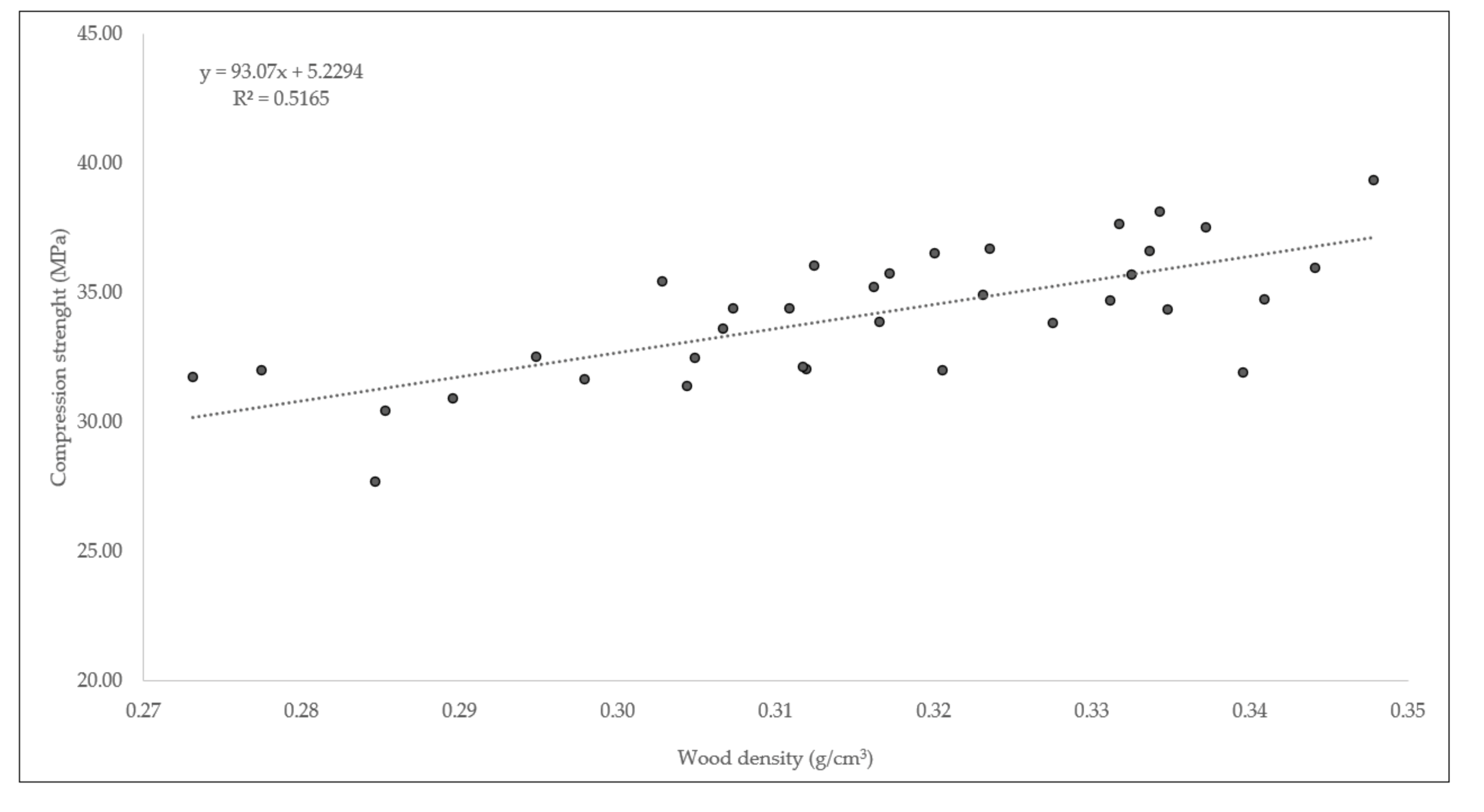
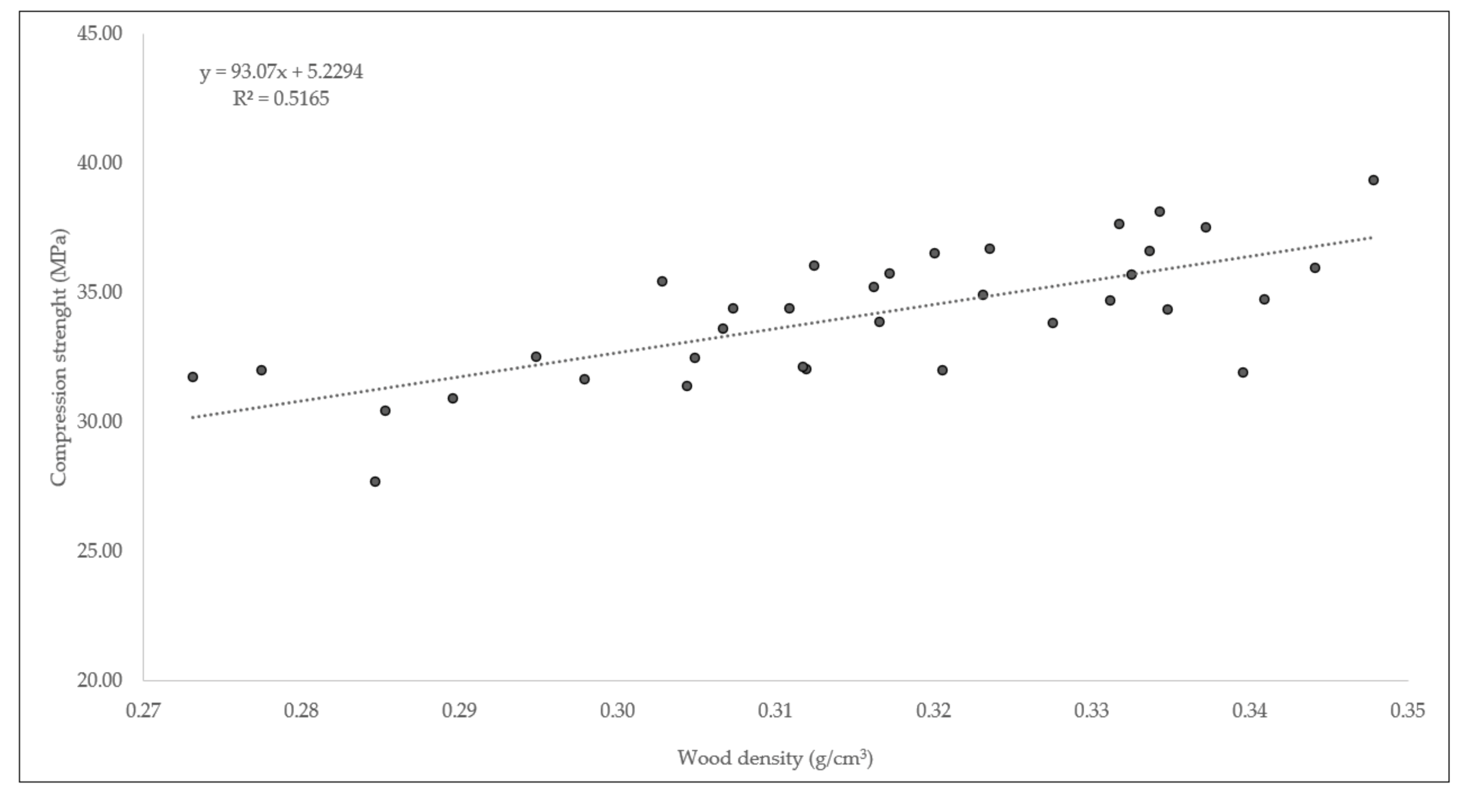
3.3. Mechanical Properties
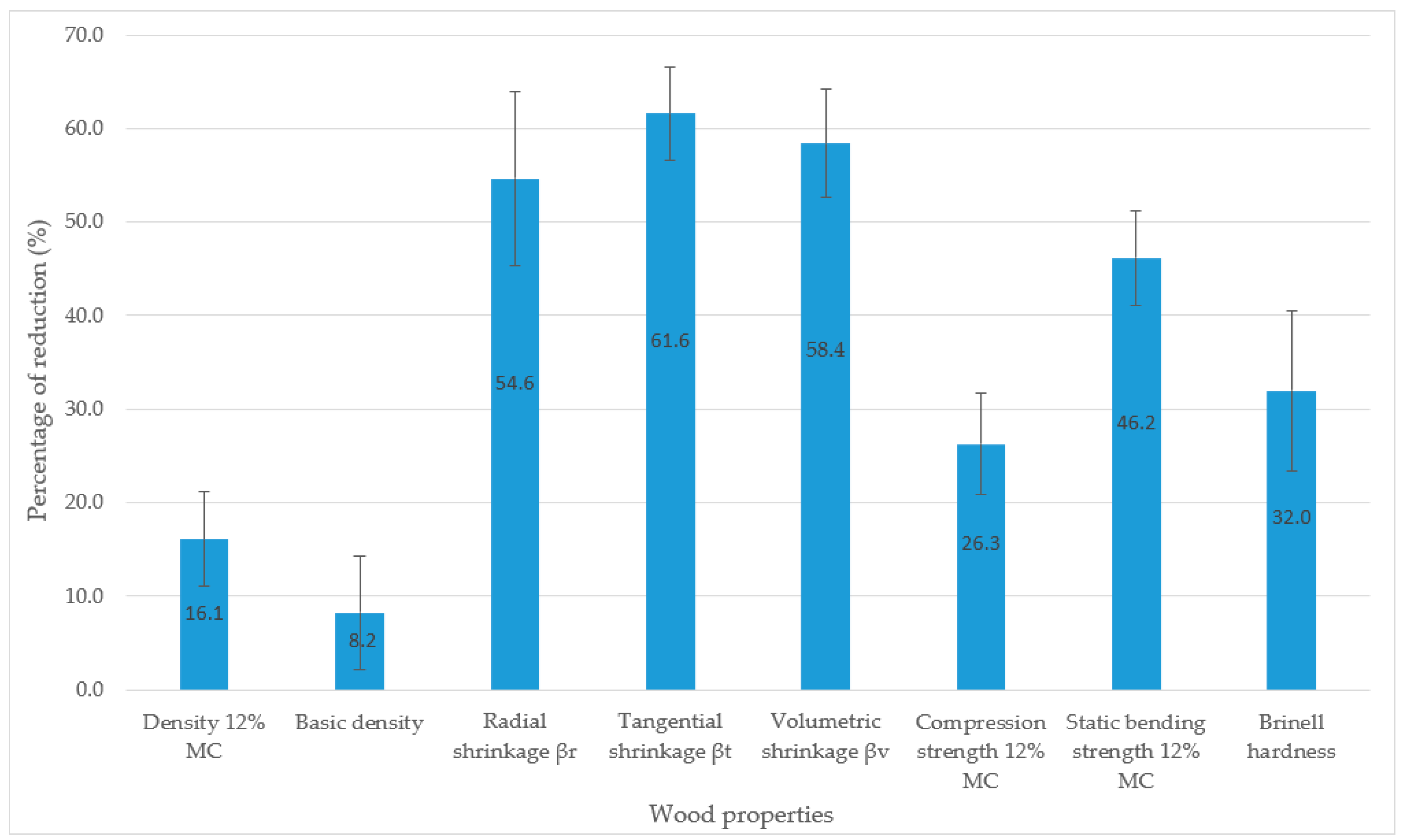
3.4. Comparison with Untreated Ayous Wood
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Höglmeier, K.; Steubing, B.; Weber-Blaschke, G.; Richter, K. LCA-based optimization of wood utilization under special consideration of a cascading use of wood. J. Environ. Manag. 2015, 152, 158–170. [Google Scholar] [CrossRef]
- Jones, D.; Sandberg, D.; Goli, G.; Todaro, L. Wood Modification in Europe: A State-of-the-Art about Processes, Products and Applications; Firenze University Press: Firenze, Italy, 2019. [Google Scholar]
- Esteves, B.M.; Pereira, H.M. Wood modification by heat treatment: A review. BioResource 2009, 4, 370–404. [Google Scholar] [CrossRef]
- Lo Monaco, A.; Pelosi, C.; Agresti, G.; Picchio, R.; Rubino, G. Influence of thermal treatment on selected properties of chestnut wood and full range of its visual features. Drewno 2020, 63, 1–20. [Google Scholar]
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; John Wiley and Sons, Ltd.: Chichester, UK, 2006. [Google Scholar]
- Humar, M.; Lesar, B.; Kržišnik, D. Moisture Performance of Façade Elements Made of Thermally Modified Norway Spruce Wood. Forests 2020, 11, 348. [Google Scholar] [CrossRef] [Green Version]
- Alao, P.; Visnapuu, K.; Kallakas, H.; Poltimäe, T.; Kers, J. Natural Weathering of Bio-Based Façade Materials. Forests 2020, 11, 642. [Google Scholar] [CrossRef]
- Scheffer, T.C.; Morrell, J.J. Natural Durability of Wood: A Worldwide Checklist of Species. Forest Research Laboratory; Oregon State University; Research Contribution: Corvallis, OR, USA, 1998; Volume 22, p. 58. [Google Scholar]
- Kukachka, B.F. Characteristics of Some Imported Woods. Foreign Wood; Series Report 2242; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 1962. [Google Scholar]
- Fabiyi, J.S.; Ogunleye, B.M. Mid-infrared spectroscopy and dynamic mechanical analysis of heat-treated obeche (Triplochiton scleroxylon) wood. Maderas-Cienc. Tecnol. 2015, 17, 5–16. [Google Scholar] [CrossRef] [Green Version]
- Fotsing, J.A.M.; Fokoua, A.D.S. Effects of thermal modification by the hot oil treatment process on some physical properties of two Cameroonian hardwood species. Int. J. Heat. Technol. 2012, 30, 43–50. [Google Scholar] [CrossRef]
- Zor, M. Water Resistance of Heat-treated Welded Iroko, Ash, Tulip, and Ayous Wood. BioResources 2020, 15, 9584–9595. [Google Scholar]
- Kamdem, D.P.; Pizzi, A.; Jermannaud, A. Durability of heat-treated wood. Wood Raw Mater. 2002, 60. [Google Scholar] [CrossRef]
- Gennari, E.; Picchio, R.; Tocci, D.; Lo Monaco, A. Modifications of Physical and Mechanical Characteristics Induced by Heat Treatment: Case Study on Ayous Wood (Triplochiton scleroxylon K. Schum). Environ. Sci. Proc. 2021, 3, 27. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO 3129 Wood—Sampling Methods and General Requirements for Physical and Mechanical Testing of Small Clear Wood Specimens; International Organization for Standardization: Geneve, Switzerland, 2019. [Google Scholar]
- Ente Nazionale Italiano di Unificazione. UNI ISO 13061-1 Physical and Mechanical Properties of Wood—Test Methods for Small Clear Wood Specimens Determination of Moisture Content for Physical and Mechanical Tests; Ente Nazionale Italiano di Unificazione: Milano, Italy, 2017. [Google Scholar]
- Ente Nazionale Italiano di Unificazione. UNI ISO 13061-2 Physical and Mechanical Properties of Wood—Test Methods for Small Clear Wood Specimens Determination of Density for Physical and Mechanical Tests; Ente Nazionale Italiano di Unificazione: Milano, Italy, 2017. [Google Scholar]
- International Organization for Standardization. ISO 13061-14 Physical and Mechanical Properties of Wood—Test Methods for Small Clear Wood Specimens Determination of Volumetric Shrinkage; International Organization for Standardization: Geneve, Switzerland, 2016. [Google Scholar]
- Ferreira, R.C.; Monaco, A.L.; Picchio, R.; Schirone, A.; Vessella, F.; Schirone, B. Wood anatomy and technological properties of an endangered species: Picconia azorica (Oleaceae). IAWA J. 2012, 33, 375–390. [Google Scholar] [CrossRef]
- Lo Monaco, A.; Marabelli, M.; Pelosi, C.; Picchio, R. Color measurements of surfaces to evaluate the restoration materials. In O3A: Proc Spie; Pezzati, L., Salimbeni, R., Eds.; SPIE: Washington, DC, USA, 2011; Volume 8084, pp. 1–14. [Google Scholar]
- Ente Nazionale Italiano di Unificazione. UNI-EN-15886. Conservation of Cultural Property—Test Methods—Colour Measurement of Surfaces; Ente Nazionale Italiano di Unificazione: Milano, Italy, 2010. [Google Scholar]
- Lo Monaco, A.; Todaro, L.; Sarlatto, M.; Spina, R.; Calienno, L.; Picchio, R. Effect of moisture on physical parameters of timber from Turkey oak (Quercus cerris L.) coppice in Central Italy. For. Stud. China 2011, 13, 276–284. [Google Scholar] [CrossRef]
- Ente Nazionale Italiano di Unificazione. UNI ISO 3787 Wood—Test Methods—Determination of Ultimate Stress in Compression Parallel to Grain; Ente Nazionale Italiano di Unificazione: Milano, Italy, 1985. [Google Scholar]
- International Organization for Standardization. ISO 13061-3 Determination of Ultimate Tensile Strength in Static Bending—Physical and Mechanical Properties of Wood—Test Methods for Small Clear Wood Specimens; International Organization for Standardization: Geneve, Switzerland, 2014. [Google Scholar]
- Ente Nazionale Italiano di Unificazione. UNI EN 1534 Wood Flooring and Parquet—Determination of Resistance to Indentation—Test Method; Ente Nazionale Italiano di Unificazione: Milano, Italy, 2020. [Google Scholar]
- Gennari, E.; Picchio, R.; Lo Monaco, A. Physical and Mechanical Properties of Triplochiton scleroxylon K. Schum from Cameroon. Drewno 2021. under review. [Google Scholar]
- Giordano, G. Tecnologia del Legno; UTET: Torino, Italy, 1988; Volume 3/II, pp. 1091–1093. [Google Scholar]
- Berti, R.N.; Abbate, M.L.E. Legnami Tropicali Importati in Italia: Anatomia ed Identificazione, 1st ed.; Ribera Editore: Milan, Italy, 1988; pp. 200–201. [Google Scholar]
- Olorunnisola, A.O. Anatomy and Physical Properties of Tropical Woods, Design of Structural Elements with Tropical Hardwoods; Springer International Publishing: Cham, Switzerland, 2018; Chapter 2; pp. 7–29. [Google Scholar]
- Calienno, L.; Pelosi, C.; Picchio, R.; Agresti, G.; Santamaria, U.; Balletti, F.; Lo Monaco, A. Light-induced color changes and chemical modification of treated and untreated chestnut wood surface. Stud. Conserv. 2015, 60, 131–139. [Google Scholar] [CrossRef]
- Sedliačiková, M.; Moresová, M.; Aláč, P.; Malá, D. What Is the Supply and Demand for Coloured Wood Products? An Empirical Study in Slovakian Practice. Forests 2021, 12, 530. [Google Scholar] [CrossRef]
- Agresti, G.; Bonifazi, G.; Calienno, L.; Capobianco, G.; Lo Monaco, A.; Pelosi, C.; Picchio, R.; Serranti, S. Surface investigation of photo-degraded wood by colour monitoring, infrared spectroscopy and hyperspectral imaging. J. Spectrosc. 2013. [Google Scholar] [CrossRef]
- Pelosi, C.; Agresti, G.; Calienno, L.; Lo Monaco, A.; Picchio, R.; Santamaria, U.; Vinciguerra, V. Application of spectroscopic techniques for the study of the surface changes in poplar wood and possible implications in conservation of wooden artefacts. Proc. SPIE 2013, 8790, 1–14. [Google Scholar]
- Calienno, L.; Lo Monaco, A.; Pelosi, C.; Picchio, R. Colour and chemical changes on photodegraded beech wood with or without red heartwood. Wood Sci. Technol. 2014, 48. [Google Scholar] [CrossRef]
- González-Peña, M.M.; Hale, M.D.C. Colour in thermally modified wood of beech, Norway spruce and Scots pine. I. Colour evolution and colour changes. Holzforschung 2009, 63, 385–393. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Boonstra, M.; Pizzi, A.; Tekely, P.; Miliz, H. Characterisation of thermally modified wood: Molecular reasons for wood performance improvement. Wood Raw Mater. 1998, 56, 149–153. [Google Scholar] [CrossRef]
- Yildiz, S.; Gezer, E.D.; Yildiz, U.C. Mechanical and chemical behavior of spruce wood modified by heat. Build. Environ. 2006, 41, 1762–1766. [Google Scholar] [CrossRef]
- Lewin, M.; Goldstein, I.S. Overview of the chemical composition of wood. In Wood Structure and Composition; Marcel Dekker Inc.: New York, NY, USA, 1991; pp. 1–6. [Google Scholar]
- Yildiz, S.; Gümüskaya, E. The effects of thermal modification on crystalline structure of cellulose in soft and hardwood. Build. Environ. 2007, 42, 62–67. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Abbasi, H.; Militz, H.; Papadopoulos, A.N. Fluid Flow of Polar and Less Polar Liquids through Modified Poplar Wood. Forests 2021, 12, 482. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
| Properties | Samples N. | Mean Value | St. Dev. |
|---|---|---|---|
| Density 12% MC (g/cm3) | 30 | 0.33 | 0.02 |
| Dry density (g/cm3) | 30 | 0.31 | 0.02 |
| Basic density (g/cm3) | 30 | 0.30 | 0.02 |
| Radial shrinkage βr (%) | 30 | 1.27 | 0.26 |
| Tangential shrinkage βt (%) | 30 | 1.92 | 0.25 |
| Axial shrinkage βa (%) | 30 | 0.16 | 0.07 |
| Volumetric shrinkage βv (%) | 30 | 3.16 | 0.44 |
| Cross-section shrinkage βcs (%) | 30 | 1.89 | 0.24 |
| Shrinkage anisotropy factor | 30 | 1.55 | 0.27 |
| ASE (%) | Samples N. | Mean Value | St. Dev. |
|---|---|---|---|
| Volumetric | 30 | 58.41 | 5.86 |
| Cross-section | 30 | 61.01 | 4.82 |
| Sampling Point 1 N. | L* | a* | b* | |
|---|---|---|---|---|
| Mean value | 60 | 39.69 | 10.59 | 18.73 |
| Standard deviation | 60 | 1.13 | 0.81 | 1.51 |
| ΔL* | Δa* | Δb* | ΔE* |
|---|---|---|---|
| −33.38 | 3.19 | −9.15 | 34.76 |
| Properties | Samples N. | Mean Value | St. Dev. |
|---|---|---|---|
| Compression strength 12% MC (MPa) | 35 | 26.98 | 1.99 |
| Static bending strength 12% MC (MPa) | 40 | 32.90 | 3.09 |
| Brinell hardness (N/mm2) | 68 | 8.30 | 1.05 |
| Parameter | p-Value |
|---|---|
| Density 12% MC | <0.001 |
| Basic density | <0.001 |
| Radial shrinkage βr | <0.001 |
| Tangential shrinkage βt | <0.001 |
| Volumetric shrinkage βv | <0.001 |
| Compression strength | <0.001 |
| Static bending strength | <0.001 |
| Brinell hardness | <0.001 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gennari, E.; Picchio, R.; Lo Monaco, A. Industrial Heat Treatment of Wood: Study of Induced Effects on Ayous Wood (Triplochiton scleroxylon K. Schum). Forests 2021, 12, 730. https://doi.org/10.3390/f12060730
Gennari E, Picchio R, Lo Monaco A. Industrial Heat Treatment of Wood: Study of Induced Effects on Ayous Wood (Triplochiton scleroxylon K. Schum). Forests. 2021; 12(6):730. https://doi.org/10.3390/f12060730
Chicago/Turabian StyleGennari, Emiliano, Rodolfo Picchio, and Angela Lo Monaco. 2021. "Industrial Heat Treatment of Wood: Study of Induced Effects on Ayous Wood (Triplochiton scleroxylon K. Schum)" Forests 12, no. 6: 730. https://doi.org/10.3390/f12060730
APA StyleGennari, E., Picchio, R., & Lo Monaco, A. (2021). Industrial Heat Treatment of Wood: Study of Induced Effects on Ayous Wood (Triplochiton scleroxylon K. Schum). Forests, 12(6), 730. https://doi.org/10.3390/f12060730