
New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part. 1: Veneer Mechanical Grading Based on Online Local Wood Fiber Orientation Measurement

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Douglas-Fir Forest Stand and Peeling
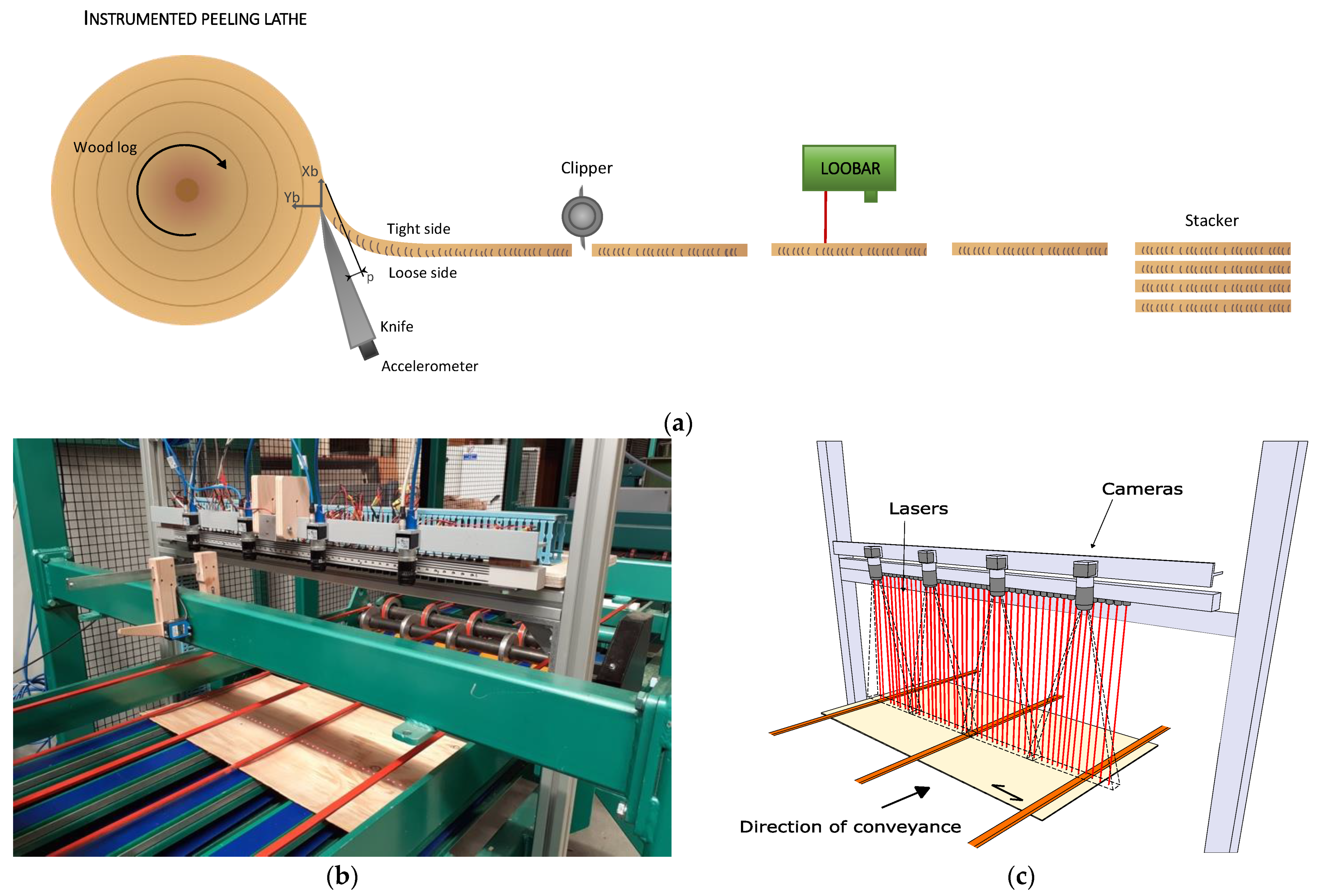
2.2. Online Fiber Orientation Measurement Device: The LOOBAR
- -
- Fifty laser-dot modules with an output power of 5 mW each which project circular beams on veneers. They are positioned in line at a constant distance in the full 800 mm width of the peeling line, fixed on a support above it, and are thus perpendicular to the direction of the band and parallel to the main direction of the grain. Each laser-dot module is individually calibrated in order to provide a radiant flux of 0 to 5 mW (1 mW selected for Douglas fir) calibrated by a laser photodiode (Thorlab PM16-151). This power can be adapted according to the type of wood considered.
- -
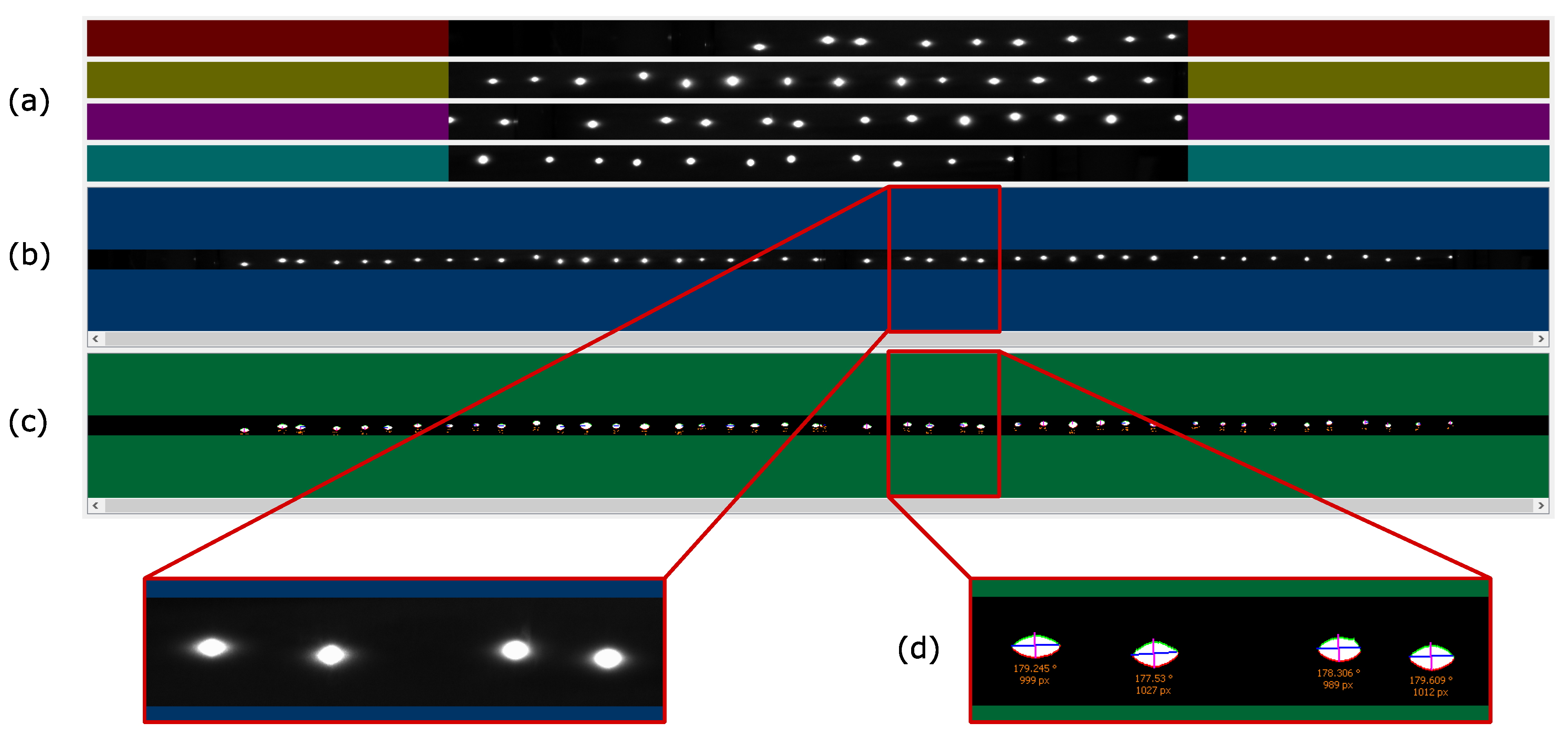
- Four cameras (Basler acA2440-75 μm), performing video acquisition of the reflected ellipses on the veneer surface. Their resolution is of 2048 pixels in the width of the line (or the main direction of the grain) and 120 pixels in the scrolling direction of the band (perpendicular to the main direction of the grain). The maximal acquisition rate is 1000 frames/s.
- xgreen, the position of ellipses center along the grain direction in the veneer coordinate system (mm);
- ygreen, the position of ellipse centers along the perpendicular axis to the grain direction in the veneer coordinate system (mm);
- θ, the angle (°);
- major and minor diameters (mm) that enable ratio calculation (dimensionless quantity); and
- the ellipse area (mm2).
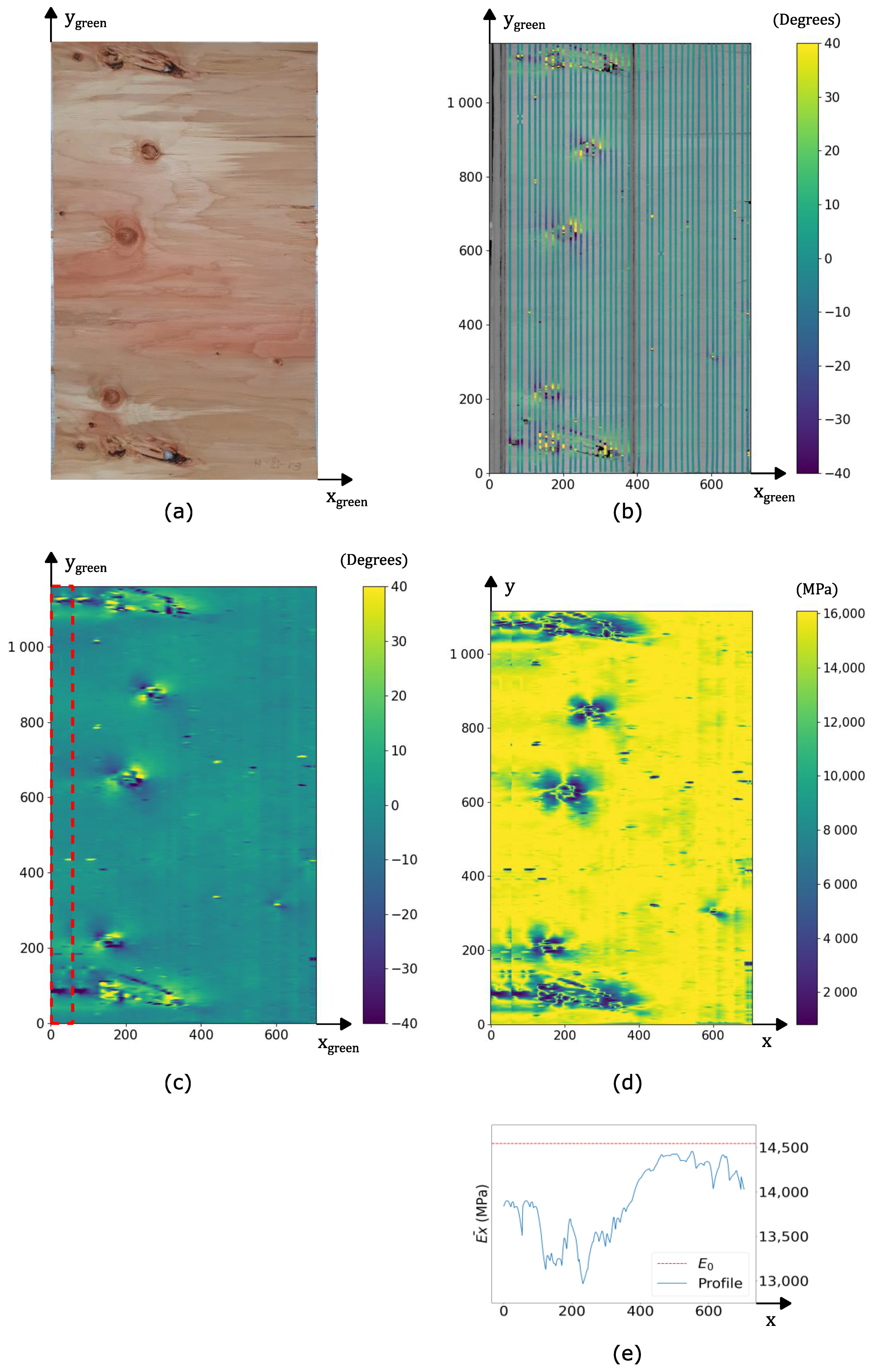
2.3. From Local Fiber Orientation to Stiffness Regular Grid
- ρveneer is the veneer average density (kg·m−3) at 12% moisture content;
- mveneer,9% is the veneer global mass at 9% moisture content (kg);
- Lveneer,green and eveneer,green are respectively the length and the thickness of the veneer at the green state (mm); and
- lveneer,9% is the veneer width at 9% moisture content (mm).
- E0 is the theoretical elastic of modulus for straight grain (MPa); and
- ρveneer is the veneer average density (kg·m−3) at 12% moisture content.
- θ(x,y) is the local fiber orientation angle (°) in the veneer coordinate system;
- k is the ratio between the perpendicular to the grain (E0) and the parallel to the grain modulus of elasticity (E90); it was taken as equal to 0.05, in accordance with [25], specifically for Douglas fir; and
- n is an empirical determined constant. It was taken as equal to 2, as recommended in [25] concerning the modulus of elasticity.
- nx is the number of pixels in the direction; and
- ny is the number of pixels in the direction.
2.4. From a Regular Grid to an Equivalent Longitudinal Stiffness Profile
2.5. Veneer Sorting and Grading
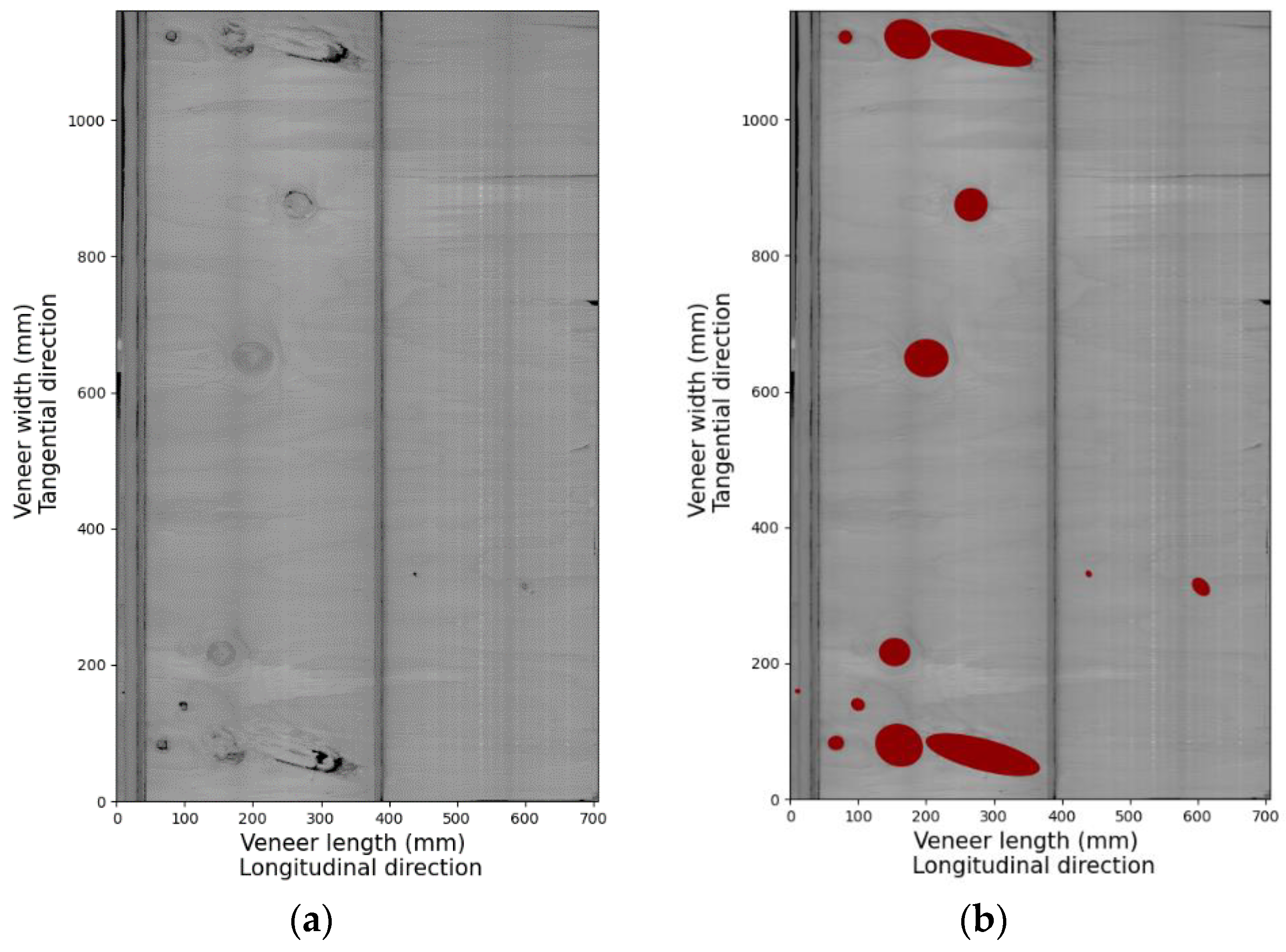
2.5.1. Appearance Grading
- -
- nk, the number of knots per veneer; and
- -
- KSR (knot surface ratio), defined as the ratio of cumulative knot areas to the total veneer area (Equation (7)),
- Ak is the individual area of a knot (mm2); and
- Av is the area of the veneer (mm2).
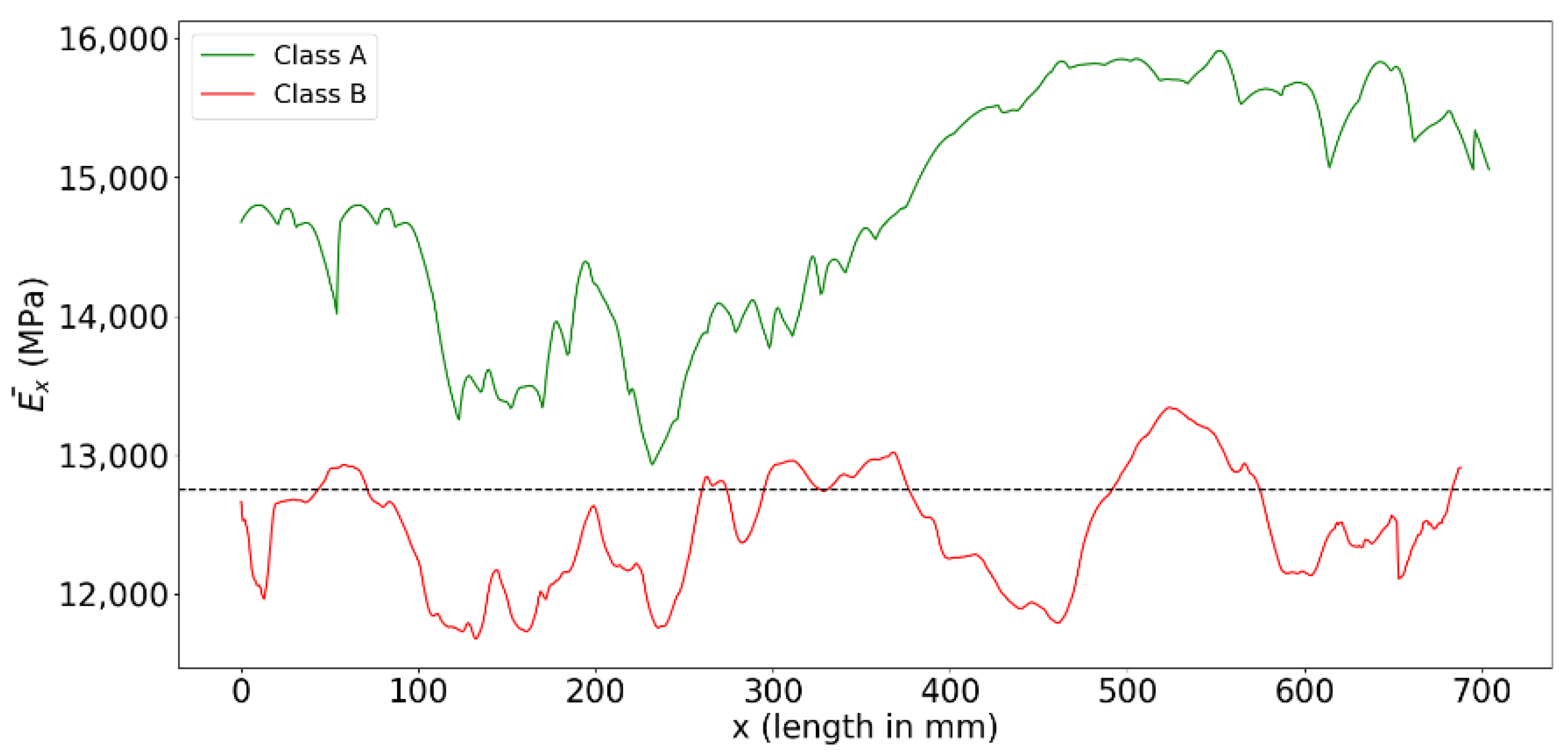
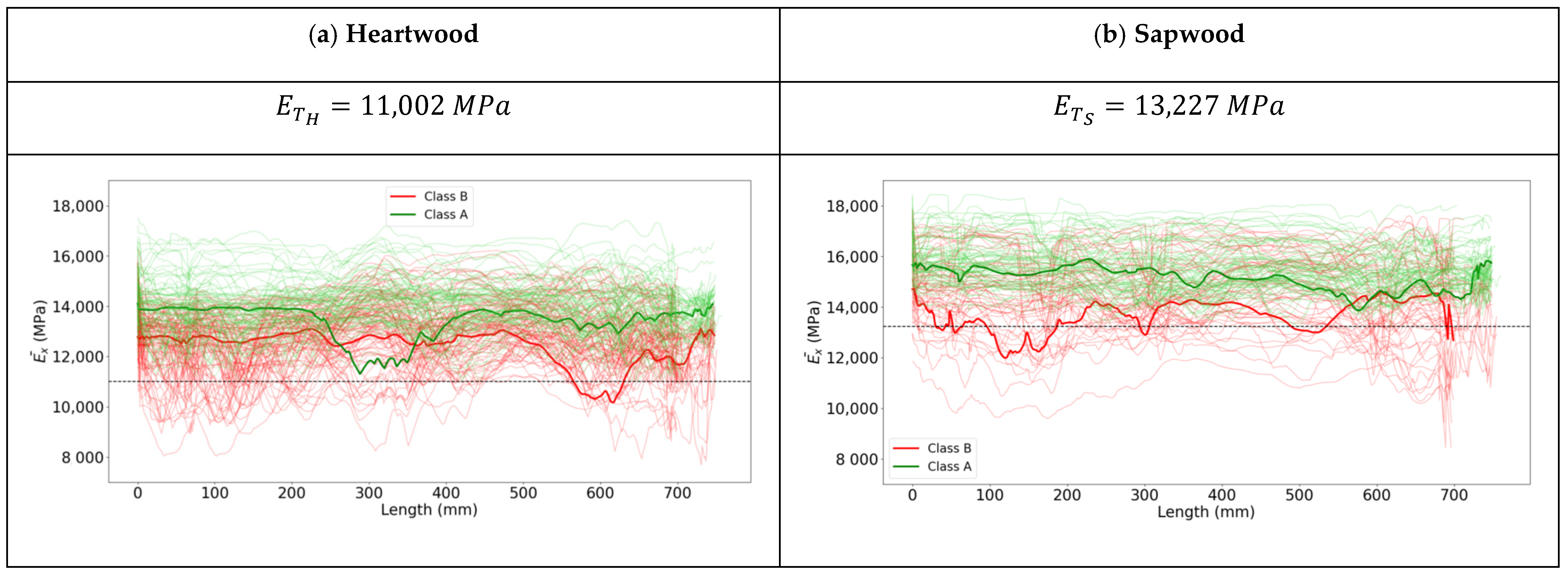
2.5.2. Modulus of Elasticity Profile Sorting
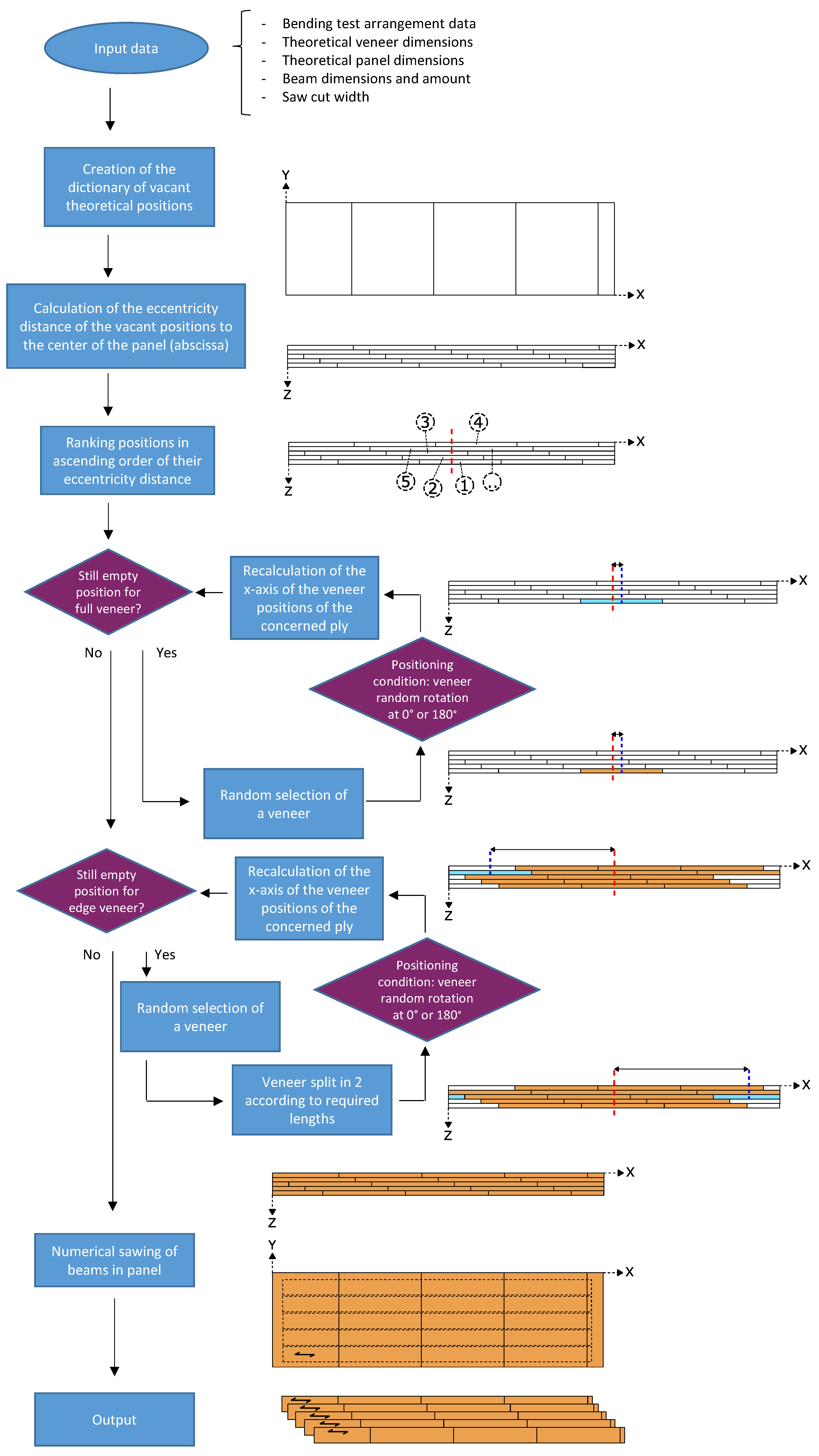
2.6. LVL Panel Composition by Random Veneer Placement
- -
- : the axis parallel to the main orientation of the fibres in the panel;
- -
- Xi,min,theo: in the panel system of the axis, this is the minimum abscissa of the theoretical position of veneer position number I;
- -
- Xi,max,theo: in the panel system of the axis, this is the maximum abscissa of the theoretical position of veneer position number i. For each vacant full veneer position, there is ;
- -
- The ply number (between 1 and 15 for these 15 ply panels); and
- -
- Xi,eccentricity,theo: The eccentricity distance. This is the distance between the abscissa of the centre of the panel and the centre abscissa of the theoretical position of the veneer position number i (Equation (10)).
2.7. Mechanical Properties of Randomly Composed LVL Panels and Beams
- ny is the number of pixels in the direction;
- Igz,Δy is the second moment of area of the section of Δy height at a given x position;
- AΔy is the area of the section of Δy height at a given x position; and
- dΔy is the distance from the neutral fiber of each element. This was calculated at a given x position and took into account the modulus of elasticity variation in the section, as explained in [14].
3. Results
3.1. A Comparison of Two Sorting Methods
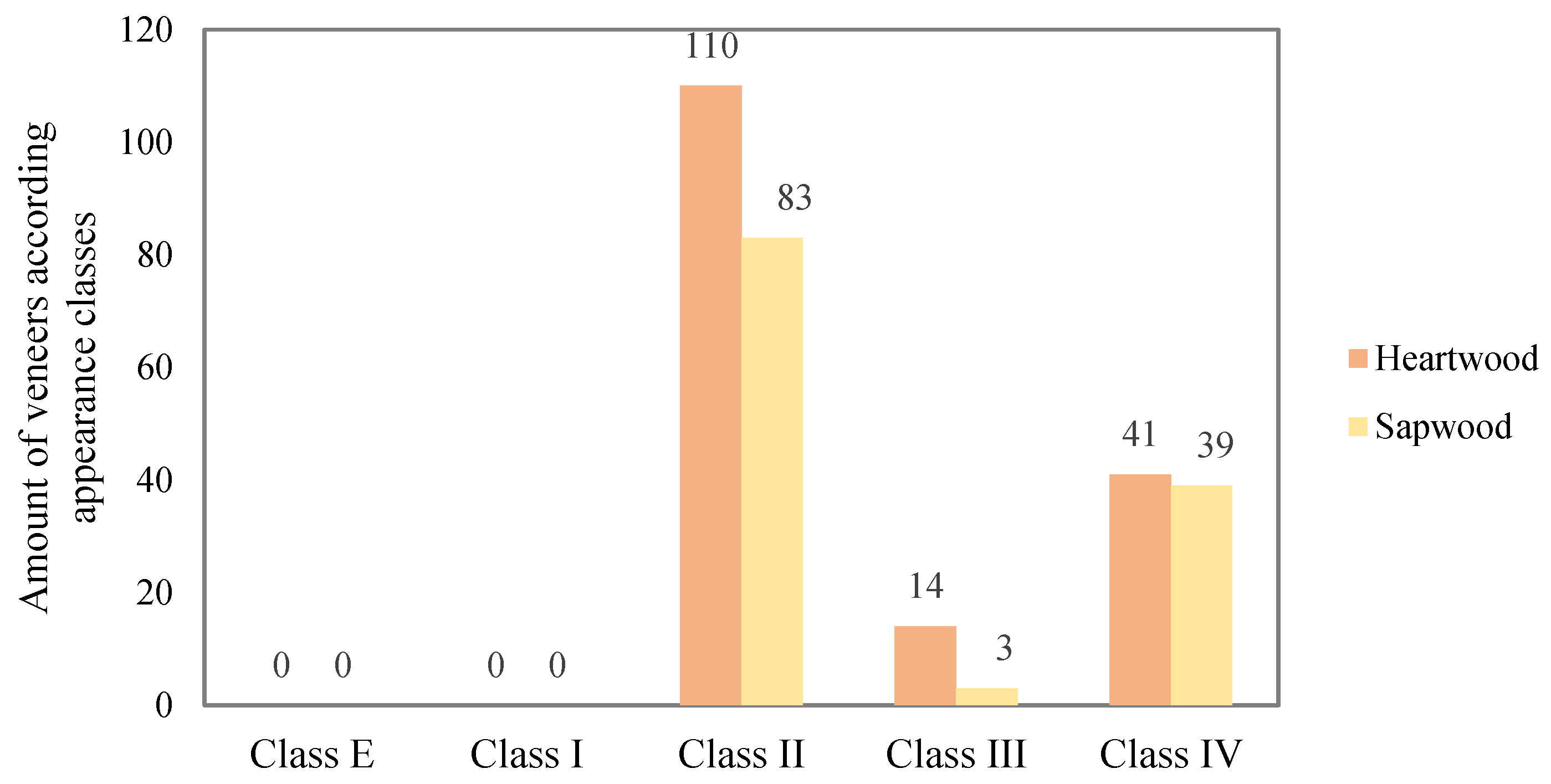
3.1.1. Appearance Sorting
- The appearance sorting method select veneers with larger knots for the lower-quality Class III/IV. Veneers located far from the pith of the tree should arise (otherwise branches are not large enough). This is wood with a higher density, for the same reason as explained before.
- Knots are denser than in clear wood and higher KSR values can be observed for class III/IV.
3.1.2. Stiffness Profile Sorting
3.2. Comparison of LVL Mechanical Performance According to Sorting Method and Classes
4. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- LVL Handbook Europe; Federation of the Finnish Woodworking Industries: Helsinki, Finland, 2019.
- NF EN 635-3. Plywood. Classification by Surface Appearance. Part 3: Softwood. 1 July 1995. Available online: https://sagaweb-afnor-org.rp1.ensam.eu/fr-FR/sw/consultation/notice/1244973?recordfromsearch=True (accessed on 29 October 2020).
- Faydi, Y.; Viguier, J.; Pot, G.; Daval, V.; Collet, R.; Bleron, L.; Brancheriau, L. Modélisation des propriétés mécaniques du bois à partir de la mesure de la pente de fil. In Proceedings of the 22e Congrès Français de Mécanique, Lyon, France, 24–28 August 2015. [Google Scholar]
- Viguier, J.; Marcon, B.; Girardon, S.; Denaud, L. Effect of Forestry Management and Veneer Defects Identified by X-ray Analysis on Mechanical Properties of Laminated Veneer Lumber Beams Made of Beech. BioResources 2017, 12, 6122–6133. [Google Scholar] [CrossRef] [Green Version]
- Nyström, J. Automatic measurement of fiber orientation in softwoods by using the tracheid effect. Comput. Electron. Agric. 2003, 41, 91–99. [Google Scholar] [CrossRef]
- Simonaho, S.-P.; Tolonen, Y.; Rouvinen, J.; Silvennoinen, R. Laser light scattering from wood samples soaked in water or in benzyl benzoate. Opt.-Int. J. Light Electron Opt. 2003, 114, 445–448. [Google Scholar] [CrossRef]
- Purba, C.Y.C.; Viguier, J.; Denaud, L.; Marcon, B. Contactless moisture content measurement on green veneer based on laser light scattering patterns. Wood Sci. Technol. 2020, 54, 891–906. [Google Scholar] [CrossRef]
- Jehl, A.; Bleron, L.; Meriaudeau, F.; Collet, R. Contribution of slope of grain information in lumber strength grading. In Proceedings of the 17th International Nondestructive Testing and Evaluation of Wood Symposium, Sopron, Hungary, 14–16 September 2011. [Google Scholar]
- Jehl, A. Modélisation du Comportement Mécanique Des Bois de Structures Par Densitométrie X ET Imagerie Laser. Ph.D. Thesis, ENSAM, Cluny, France, 2012. [Google Scholar]
- Viguier, J.; Bourreau, D.; Bocquet, J.-F.; Pot, G.; Bléron, L.; Lanvin, J.-D. Modelling mechanical properties of spruce and Douglas fir timber by means of X-ray and grain angle measurements for strength grading purpose. Eur. J. Wood Wood Prod. 2017, 75, 527–541. [Google Scholar] [CrossRef] [Green Version]
- Olsson, A.; Oscarsson, J.; Serrano, E.; Källsner, B.; Johansson, M.; Enquist, B. Prediction of timber bending strength and in-member cross-sectional stiffness variation on the basis of local wood fibre orientation. Eur. J. Wood Wood Prod. 2013, 71, 319–333. [Google Scholar] [CrossRef] [Green Version]
- Hu, M.; Olsson, A.; Johansson, M.; Oscarsson, J. Modelling local bending stiffness based on fibre orientation in sawn timber. Eur. J. Wood Prod. 2018, 76, 1605–1621. [Google Scholar] [CrossRef] [Green Version]
- Hu, M.; Johansson, M.; Olsson, A.; Oscarsson, J.; Enquist, B. Local variation of modulus of elasticity in timber determined on the basis of non-contact deformation measurement and scanned fibre orientation. Eur. J. Wood Wood Prod. 2015, 73, 17–27. [Google Scholar] [CrossRef]
- Viguier, J.; Bourgeay, C.; Rohumaa, A.; Pot, G.; Denaud, L. An innovative method based on grain angle measurement to sort veneer and predict mechanical properties of beech laminated veneer lumber. Constr. Build. Mater. 2018, 181, 146–155. [Google Scholar] [CrossRef]
- Frayssinhes, R.; Girardon, S.; Denaud, L.; Collet, R. Modeling the Influence of Knots on Douglas-Fir Veneer Fiber Orientation. Fibers 2020, 8, 54. [Google Scholar] [CrossRef]
- Lutz, J.F. Heating veneer bolts to improve quality of Douglas-fir plywood. Report No. 2182. In Proceedings of the Section Meeting of the Forest Products Research Society, Bellingham, WA, USA, 8–9 February 1960. [Google Scholar]
- Stefanowski, S.; Frayssinhes, R.; Grzegorz, P.; Denaud, L. Study on the in-process measurements of the surface roughness of Douglas fir green veneers with the use of laser profilometer. Eur. J. Wood Prod. 2020, 555–564. [Google Scholar] [CrossRef]
- Mothe, F.; Marchal, R.; Tatischeff, W.T. Heart dryness of Douglas fir and ability to rotary cutting: Research of alternative boiling processes. 1. Moisture content distribution inside green wood and water impregnation with an autoclave. Ann. For. Sci. 2000, 57, 219–228. Available online: https://agris.fao.org/agris-search/search.do?recordID=FR2000003808 (accessed on 29 October 2020). [CrossRef] [Green Version]
- NF-EN-322. Panneaux à Base de Bois-Determination de L’humidité. 1 June 1993. Available online: https://cobaz-afnor-org.rp1.ensam.eu/notice/norme/nf-en-322/FA020887?rechercheID=1757547&searchIndex=1&activeTab=all#id_lang_1_descripteur (accessed on 8 June 2021).
- OpenCV. Available online: https://opencv.org/ (accessed on 11 June 2021).
- Tropix 7. Les Principales Caractéristiques Technologiques de 245 Essences Forestières Tropicales-Douglas. 2012. Available online: https://tropix.cirad.fr/FichiersComplementaires/FR/Temperees/DOUGLAS.pdf (accessed on 29 October 2020).
- NF EN 384+A1. Structural Timber-Determination of Characteristic Values of Mechanical Properties and Density. 21 November 2018. Available online: https://sagaweb-afnor-org.rp1.ensam.eu/fr-FR/sw/consultation/notice/1539784?recordfromsearch=True (accessed on 29 October 2020).
- Pollet, C.; Henin, J.-M.; Hébert, J.; Jourez, B. Effect of growth rate on the physical and mechanical properties of Douglas-fir in western Europe. Can. J. For. Res. 2017, 47, 1056–1065. [Google Scholar] [CrossRef]
- Hankinson, R.L. Investigation of crushing strength of spruce at varying angles of grain. Air Serv. Inf. Circ. 1921, 3, 16. [Google Scholar]
- Forest Products Laboratory and United States Departement of Agriculture, Forest Service. Wood Handbook, Wood as an Engineering Material; General Technical Report FPL-GTR-190; Forest Products Laboratory and United States Departement of Agriculture: Madison, WI, USA, 2010. [Google Scholar]
- ImageJ. ImageJ Wiki. Available online: https://imagej.github.io/software/imagej/index (accessed on 23 June 2021).
- Olsson, A.; Pot, G.; Viguier, J.; Faydi, Y.; Oscarsson, J. Performance of strength grading methods based on fibre orientation and axial resonance frequency applied to Norway spruce (Picea abies L.), Douglas fir (Pseudotsuga menziesii (Mirb.) Franco) and European oak (Quercus petraea (Matt.) Liebl./Quercus robur L.). Ann. For. Sci. 2018, 75, 102. [Google Scholar] [CrossRef] [Green Version]
- Duriot, R.; Pot, G.; Girardon, S.; Denaud, L. New perspectives for LVL manufacturing wood of heterogeneous quality—Part. 2: Modeling and manufacturing of bending-optimized beams. to be defined.
- NF EN 338. Structural Timber-Strength Classes. 1 July 2016. Available online: https://sagaweb-afnor-org.rp1.ensam.eu/fr-FR/sw/consultation/notice/1413267?recordfromsearch=True (accessed on 29 October 2020).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| List of Main Symbols | |||
|---|---|---|---|
| Averaged veneer density at 12% moisture content (kg·m−3) | Sorting threshold in terms of modulus of elasticity (MPa) | ||
| Local fiber orientation angle (°) | Averaged local modulus of elasticity on all veneer surfaces (MPa) | ||
| Average of of the 15 constitutive plies (MPa) | Stiffness profile: averaged local modulus of elasticity along the length of the veneer (MPa) | ||
| Beam equivalent modulus of elasticity (MPa) | Local modulus of elasticity of the veneer (MPa) | ||
| Effective bending stiffness profile along the length of the beam (N·mm²) | Stiffness profile minimum value (MPa) | ||
| Effective bending stiffness profile minimum value (N·mm²) | Averaged normalized local Hankinson value on all veneer surfaces (dimensionless quantity) | ||
| Local modulus of elasticity of ply (MPa) | KSR | Knot surface ratio (d.q.) | |
| Forest Stand 1 | Forest Stand 2 | Forest Stand 3 | |
|---|---|---|---|
| Locality | Sémelay (Nièvre, France) | Anost (Saône-et-Loire, France) | Cluny (Saône-et-Loire, France) |
| Average altitude | 300–400 m | 300–400 m | 300–400 m |
| Cutting age | 50–60 yo | 50–60 yo | 50–60 yo |
| Silviculture | Fourth thinned-out plot, non pruned wood | Clearcut, dynamic sylviculture, pruned wood | Classic (high forest) |
| Number of logs | 4 | 4 | 7 |
| Number of veneers | Sapwood: 68 Heartwood: 57 | Sapwood: 8 Heartwood: 24 | Sapwood: 47 Heartwood: 82 |
| Average under bark trunk diameter | Min: 425 mm Max: 470 mm | Min: 410 mm Max: 445 mm | Min: 420 mm Max: 455 mm |
| Veneer average density | 527 kg·m−3 | 508 kg·m−3 | 544 kg·m−3 |
| Categories of Characteristics | Appearance Grading Classes | ||||
|---|---|---|---|---|---|
| E | I | II | III | IV | |
| Very small knots | 3/m2 permitted | Permitted | |||
| Sound and adherent knots | Almost absent | Permitted up to an individual diameter of: | |||
| 15 mm as long as their cumulative diameter does not exceed 30 mm/m2 | 50 mm | 60 mm | Permitted | ||
| Heartwood Mean Value (CoV%) | Sapwood Mean Value (CoV%) | ||||
|---|---|---|---|---|---|
| Units | Class II | Class III/IV | Class II | Class III/IV | |
| Amount of knots | / | 20 (47) a | 16 (39) b | 9 (40) c | 7 (32) c |
| KSR | % | 0.58 (59) b | 1.79 (25) a | 0.28 (47) c | 1.71 (45) a |
| kg/m3 | 503 (4.8) d | 531 (5.2) c | 553 (4.5) b | 571 (5.4) a | |
| d.q. | 0.936 (3.7) b | 0.887 (3.9) c | 0.950 (3.5) a | 0.896 (4.8) c | |
| MPa | 13,276 (7.1) b | 13,492 (7.9) b | 15,207 (6.7) a | 14,930 (8.8) a | |
| Heartwood Mean Value (CoV%) | Sapwood Mean Value (CoV%) | ||||
|---|---|---|---|---|---|
| Units | Class A | Class B | Class A | Class B | |
| Amount of knots | / | 16 (43) b | 21 (45) a | 8 (36) c | 8 (41) c |
| KSR | % | 0.70 (82) b | 1.22 (56) a | 0.45 (98) c | 1.16 (85) a |
| kg/m3 | 523 (5.3) c | 504 (5.2) d | 563 (4.4) a | 553 (5.7) b | |
| d.q. | 0.941 (3.1) a | 0.902 (4.7) b | 0.953 (2.5) a | 0.905 (5.7) b | |
| MPa | 13,996 (5.8) c | 12,784 (6.0) d | 15,575 (5.0) a | 14,479 (8.3) b | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duriot, R.; Pot, G.; Girardon, S.; Roux, B.; Marcon, B.; Viguier, J.; Denaud, L. New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part. 1: Veneer Mechanical Grading Based on Online Local Wood Fiber Orientation Measurement. Forests 2021, 12, 1264. https://doi.org/10.3390/f12091264
Duriot R, Pot G, Girardon S, Roux B, Marcon B, Viguier J, Denaud L. New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part. 1: Veneer Mechanical Grading Based on Online Local Wood Fiber Orientation Measurement. Forests. 2021; 12(9):1264. https://doi.org/10.3390/f12091264
Chicago/Turabian StyleDuriot, Robin, Guillaume Pot, Stéphane Girardon, Benjamin Roux, Bertrand Marcon, Joffrey Viguier, and Louis Denaud. 2021. "New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part. 1: Veneer Mechanical Grading Based on Online Local Wood Fiber Orientation Measurement" Forests 12, no. 9: 1264. https://doi.org/10.3390/f12091264
APA StyleDuriot, R., Pot, G., Girardon, S., Roux, B., Marcon, B., Viguier, J., & Denaud, L. (2021). New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part. 1: Veneer Mechanical Grading Based on Online Local Wood Fiber Orientation Measurement. Forests, 12(9), 1264. https://doi.org/10.3390/f12091264