Abstract
This study aims to investigate the feasibility of producing OSB from softwood species used in the Eastern Canadian softwood lumber industry in the context of the overcapacity of softwood chips traditionally produced for the pulp and paper industry. Balsam fir, black spruce, and jack pine logs were used to make 15 mm thick OSB panels with a target density of 600 kg/m3. The panels were manufactured at a temperature of 210 °C during a pressing cycle of 300 s. Strands with different thicknesses were used to obtain a constant specific surface of 6.7 m2/kg for the three species. The bending modulus of the rupture and modulus of elasticity, internal bond, and thickness swelling of the OSB panels were determined and compared to the CSA standard requirements. The species significantly affected the physical and mechanical properties of OSB. The bending properties of OSB decreased with an increase in the species wood density. The internal bond strength of OSB increased with the increase in species wood density. The panels made from softwood species showed physical and mechanical properties exceeding the standard requirements, except for high thickness swelling. The combination of softwood and aspen strands significantly improved the thickness swelling of softwood-based OSB. The reduction in the surface layer density could also be explored to reduce the thickness swelling of the OSB made from the softwoods considered in this study.
1. Introduction
Oriented strand board (OSB) has been developed since the 1980s and is widely used in North American building construction. Statistics indicate that the world OSB production reached 35.92 million m3/year in 2020 [1]. OSB manufacturers are constantly looking for suitable raw materials for OSB production because of the increasing competition and demand in the market [2,3,4,5].
Pine and aspen are the main species used for OSB manufacturing in North America [6]. Some researchers developed OSB products using paper birch with promising results [7]. Other hardwood species, such as oak and western hackberry, were also considered for OSB manufacturing, with good bending properties that met the requirements of the CSA O437 standard. Still, the internal bond and thickness swelling were not satisfactory [8]. Other researchers considered the feasibility of using red cedar and eucalyptus for manufacturing OSB panels, and found that eucalyptus has excellent potential to replace pine in OSB production [9].
In Europe, the wood species mainly used for OSB manufacturing are softwood species such as pine and spruce. In addition, some hardwood species such as beech can also serve as an alternative, but this is mainly used for particleboard manufacturing or fuelwood [10]. Some fast-growing wood species, such as birch and poplar, have the potential to totally or partially replace other softwood species to produce OSB panels [11,12]. White willow has also been used as a raw material in OSB production, with better panel properties than those made from spruce and pine [13,14].
Studies from Asia showed that bamboo could also be used as a raw material for OSB manufacturing. Several research projects have indicated that the type and content of adhesive are the major factors in bamboo OSB and OSL manufacturing [15,16,17]. Researchers found that the OSB panels made from bamboo had mechanical properties similar to those made from wood [18,19,20]. However, there are still some problems with bamboo OSB panel performance. For example, ply delamination due to the curling of bamboo strands was identified as a problem [21]. Ply delamination can be greatly improved by mixing bamboo and wood strands [22]. Despite this, the type of adhesive used, the hot-pressing strategy, and other process parameters should be improved to obtain satisfactory OSB panels made from bamboo.
Wojcik et al. (1989) [23] and Esteban et al. (2006) [24] evaluated the performance of OSB panels made from mixed species. These OSB panels showed a better performance than those made from single species. Akrami et al. [25,26] used a mixture of paper birch and aspen strands to make OSB panels, with good results. However, most of the average results showed high coefficients of variation, which involve being treated with caution.
As one of the world’s OSB producers, Canada faces some challenges. On the one hand, most of the OSB panels manufactured in Canada are currently made from a limited number of species, such as aspen, poplar, and paper birch [27]. On the other hand, the production decrease in the pulp and paper industry results in a surplus of chips produced by the softwood lumber industry [28]. It is, therefore, necessary to explore new ways of reclaiming softwood lumber processing residues. The use of softwoods for OSB production is not common in Eastern Canada. It is known that the wood species impact the performance of the adhesives used, especially wood chemistry and the presence of resin. Species wood density also has a major impact on the physical and mechanical properties of the OSB panels produced. Under these circumstances, it becomes necessary to explore the possibility of producing OSB panels from residues produced during the primary processing of softwood logs, representative of the species used by the softwood sawmill industry in Eastern Canada.
The overall objective of this study was to investigate the feasibility of producing OSB from the softwood species mainly used by the Eastern Canadian lumber industry, namely black spruce (Picea mariana (Mill.) B.S.P.), balsam fir (Abies balsamea (L.) Mill.), and jack pine (Pinus banksiana Lamb.). The research reported in this article focused on investigating the interactions between wood species and panel performance, including bending modulus of elasticity (MOE) and modulus of rupture (MOR), internal bond (IB), thickness swelling (TS), and water absorption (WA).
2. Materials and Methods
2.1. Materials
Logs of black spruce with an oven-dry density of 445 kg/m3 [29], balsam fir with an oven-dry density of 367 kg/m3 [29], jack pine with an oven-dry density of 454 kg/m3 [29], and trembling aspen (Populus tremuloides Michx.) with an oven-dry density of 424 kg/m3 [29] were obtained from Arbec Forest Products Inc., Quebec, Canada. The logs were cut into large slabs of 25 mm thickness with a portable sawmill located at Centre de recherche sur les matériaux renouvelables (CRMR), Université Laval, Quebec City, QC, Canada. The slabs were cut into strands of a predetermined length and thickness using a 12/48 laboratory ring strander (Carmanah Design and Manufacturing Inc., Vancouver, BC, Canada) located at the FPInnovations Laboratory in Quebec City, QC, Canada. The strands were conditioned to 2–3% moisture content (MC) using a laboratory drum drier. Strands with different thicknesses were used to obtain a constant specific surface of 6.7 m2/kg for all species. The specific surface values of the strands were calculated using Equation (1) [30]. The strand width was set at a fixed value of 25 mm, given by the slab thickness.
where is the specific surface (m2/kg), is the strand thickness (m), and is the oven-dry wood density (kg/m3).
2.2. Methods
2.2.1. Manufacture of OSB Panels
The wood strands were conditioned to 3% MC. A commercial liquid phenol-formaldehyde adhesive (CL5357) with a solid content of 51% obtained from LRBG Chemicals Inc. (Longueuil, QC, Canada) served as an adhesive at a content of 5% (oven-dry wood mass) in an in-house made drum blender. A wax emulsion with a solid content of 58% was applied at a rate of 1% (oven-dry wood mass). Water was added to make the MCs of the surface and core layers furnish at 8% and 7%, respectively. The blended strands were placed in a mold using a screening box to align them in the desired direction. The orientation of the surface layer strands was perpendicular to the core layer’s strands. The mass proportion of the surface/core/surface layers was 30:40:30. The final size of the OSB panel was 760 mm by 760 mm by 15 mm. The mat was hot pressed to a 600 kg/m3 target density at a temperature of 210 °C and a pressing cycle of 355 s (closing + holding + opening time) using a hot press (Dieffenbacher North America, Windsor, ON, Canada; maximum operating pressure of 9500 kPa) equipped with the PRESSMAN control system developed by the Alberta Research Council (Edmonton, AB, Canada) located at the CRMR, Université Laval, Quebec City, QC, Canada. Six types of OSB panels were manufactured (Table 1), representing various combinations of the species used. There were three replications of each OSB panel type. The pressing process consisted of a one-step closure schedule developed by Wang et al. [31] (Table 2). After hot pressing, the panels were stored in a conditioning chamber at 20 °C and 65 % relative humidity to obtain an equilibrium moisture content (EMC) of 8%. The cutting plan of the produced OSB is shown in Figure 1.

Table 1.
Panel fabrication and structure.
Table 2.
One-step pressing schedule.
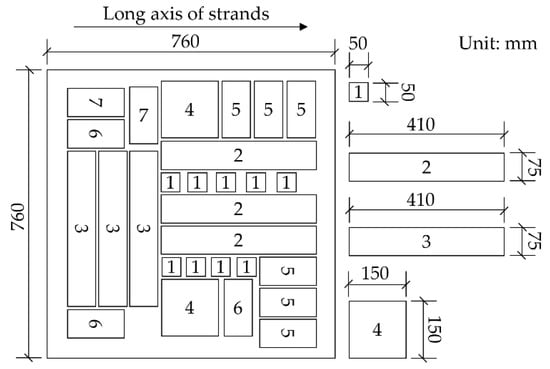
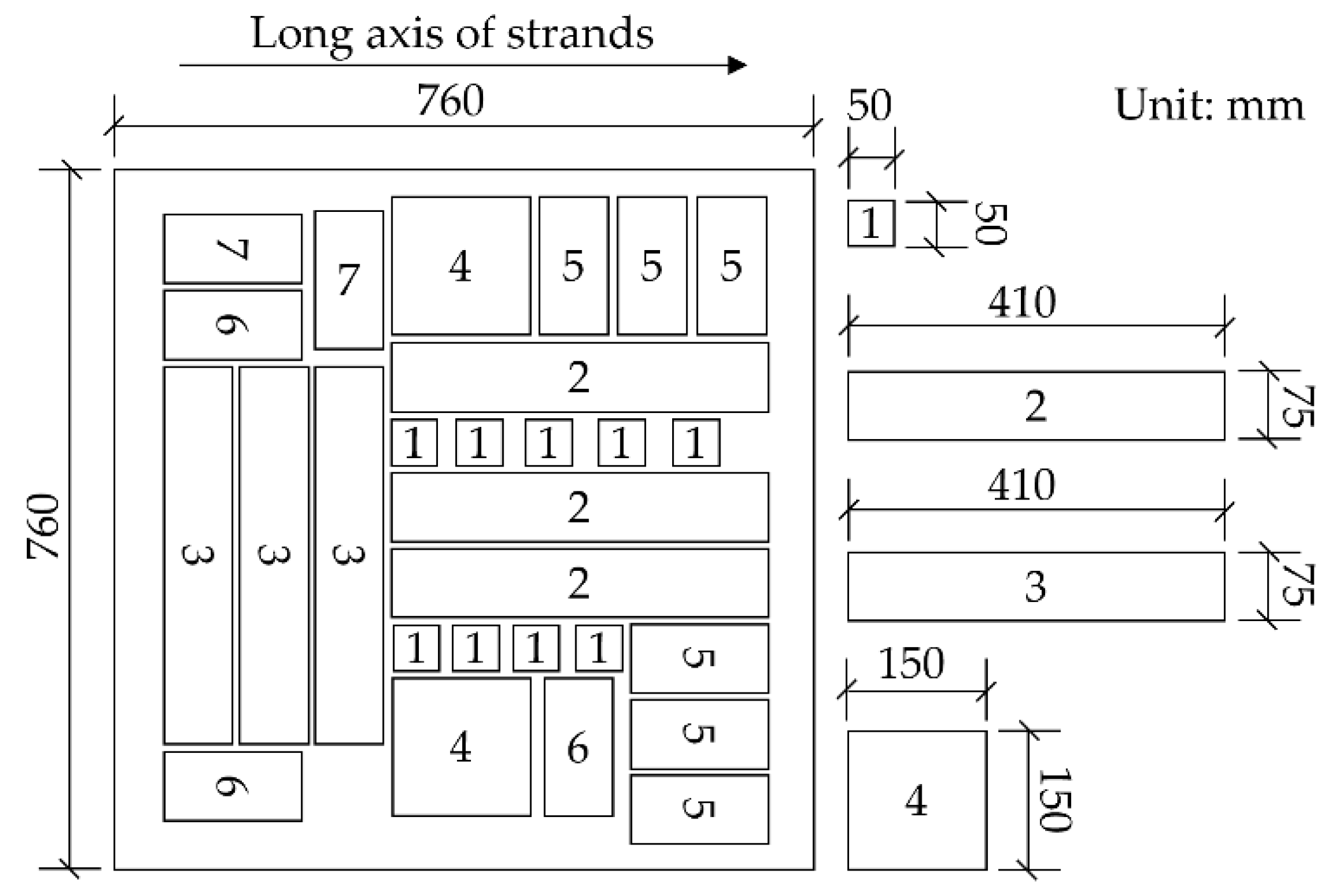
Figure 1.
Cutting scheme of the specimens from the produced OSB: (1) vertical density profile and internal bond strength; (2) parallel bending modulus of elasticity and modulus of rupture; (3) perpendicular bending modulus of elasticity and modulus of rupture; (4) thickness swelling.
2.2.2. Vertical Density Profile (VDP)
The VDP of the OSB panels was determined using a XQMS (Quintek Measurement Systems Inc., model QDP-01X, Knoxville, TN, USA) beam densitometer with a reading increment of 0.02 mm. The test specimen dimensions were 50 mm by 50 mm. There were nine specimens for each OSB panel.
2.2.3. Bending Properties (Modulus of Rupture (MOR) and Modulus of Elasticity (MOE))
The bending properties of the OSB panels were determined according to CSA O437 Series-93 (Standard on OSB and waferboard (reaffirmed 2011)) [32]. The test specimen length was 24 times the nominal panel thickness (15 mm) plus 50 mm for a total of 410 mm. The test specimen width was 75 mm. Six bending test specimens were sampled for each OSB panel. Three specimens were cut with their long axis parallel to the long axis of the panel (MOEpar and MORpar), and the three others were cut with their long axis perpendicular to the long axis of the panel (MOEper and MORper).
2.2.4. Internal Bond Strength (IB)
The internal bond test of the OSB was conducted according to CSA O437 Series-93 [33]. The six specimens (50 mm by 50 mm) of each OSB panel used to measure the VDP were used for the IB tests.
2.2.5. Thickness Swelling after 24 h Immersion (TS)
Thickness swelling of OSB after 24 h immersion in water was conducted according to CSA O437 Series-93 (Standard on OSB and waferboard (reaffirmed 2011)) [32]. The test specimen dimensions were 150 mm by 150 mm. The measured specimens were conditioned following Clause 3.1.6 of CSA O437.1.1 [32]. There were two specimens for each OSB panel.
2.2.6. Statistical Analysis
Differences in the six types of OSB panels for MOE, MOR, IB, and TS were investigated by one-way analysis of variance (ANOVA) using the SPSS version 25 software (IBM Corp., Armonk, NY, USA). A Shapiro–Wilk test of normality available in SPSS Statistics was performed on the data for each property and each type of panel. All data sets showed a normal distribution with p-values not less than 0.05. Tukey’s test determined the significance of the differences between any two OSB average property values at the 0.05 significance level.
3. Results
3.1. Vertical Density Profile
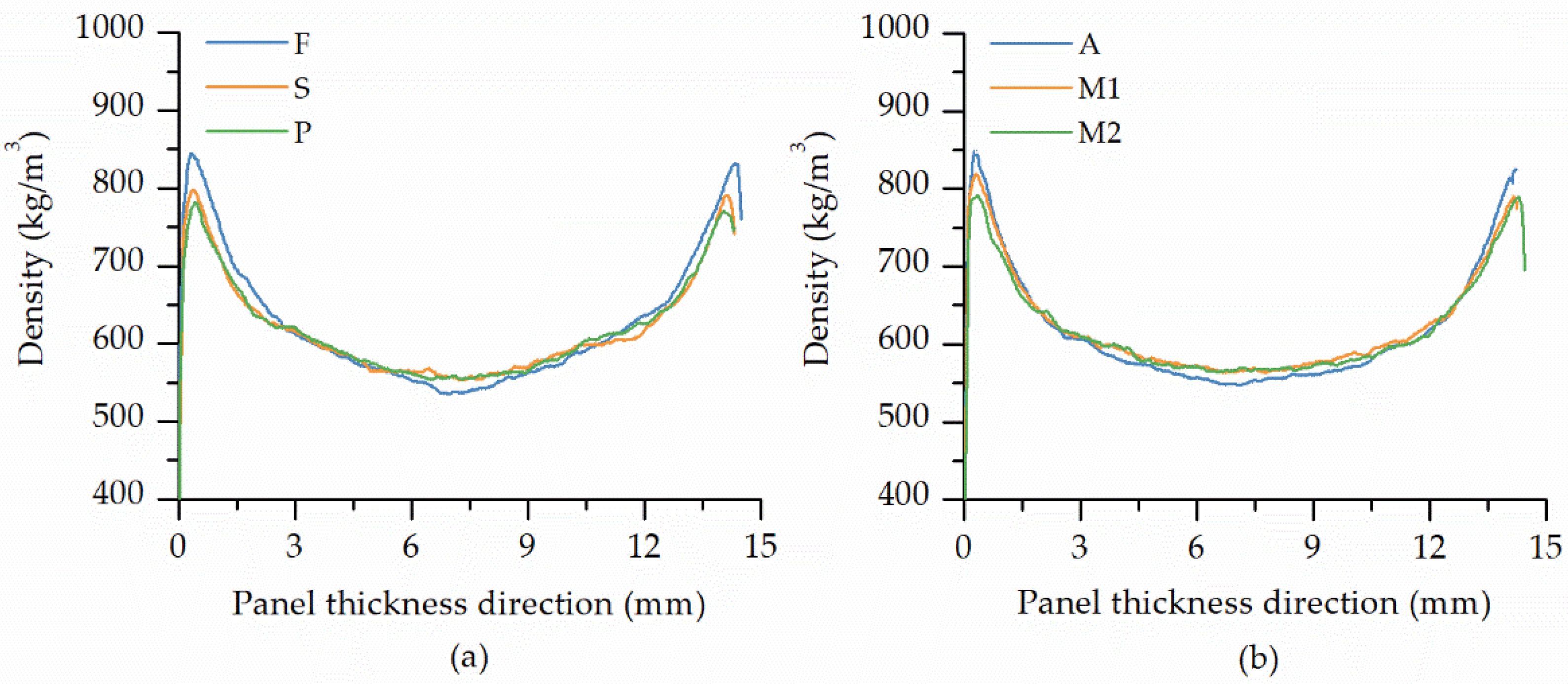
Figure 2 illustrates the average VDPs of the laboratory-made OSB panels with strands of different wood species. They are quite similar, despite some differences. Figure 2a shows that the balsam fir panels (F) had the steepest VDP with a higher surface density and lower core density. The jack pine panels (P) and the black spruce panels (S) had similar VDPs with lower surface densities and higher core densities than the balsam fir panels (F).
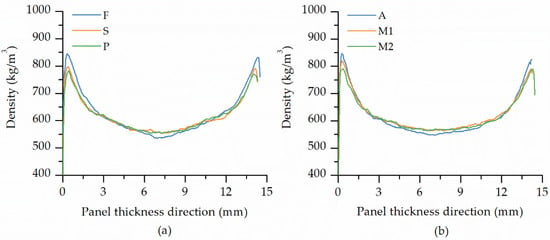
Figure 2.
Average vertical density profiles of (a) balsam fir panels (F), black spruce panels (S), and jack pine panels (P), and (b) aspen panels (A), M1 panels (33.3% spruce/66.6% aspen mixture), and M2 panels (66.6% spruce/33.3% aspen mixture).
Figure 2b shows a similar result among the panels containing aspen. The aspen panels (A) had the steepest profile compared to the 33.3% spruce/66.6% aspen mixture panels (M1) and the 66.6% spruce/33.3% aspen mixture panels (M2), with a higher surface density and lower core density. The difference in density between the surface and core layers of the panels was slight with an increase in species wood density.
In general, a VDP with a higher core density and lower surface density can occur as the species wood density increases.
3.2. Mechanical and Physical Properties of OSB Panels
The average values obtained for the properties of each panel type are presented in Table 3 and will be discussed below.
Table 3.
Average property values for each species group.
3.2.1. Bending Properties
The average values obtained for the bending properties of all types of OSB panels were higher than those prescribed by the CSA O437.0–93 class O-2 standard. Regarding all types of OSB panels, the OSB panel with the highest average MOEpar and MOEper values was panel F at 10236 MPa and 3760 MPa, respectively. As expected, panel P had the weakest average MOEpar and MOEper values at 8119 MPa and 2989 MPa, respectively. The other four types of panels showed average MOE values between panel F and panel P, which showed a decreasing trend with the increase of species wood density.
The results of the ANOVA and comparison of means (Table 3 and Table 4) for OSB panels made with different wood species strands showed a significant (p < 0.001) effect on the MOEpar. However, non-significant differences (p = 0.071) were noted between panels P, S, and M2. Non-significant differences were also noted between panels S, M2, M1, and A (p = 0.133) and between panels M2, M1, A, and F (p = 0.052). The results of the statistical analysis for OSB panels made with different wood species strands also showed a significant (p < 0.010) effect on MOEper. In detail, non-significant differences (p = 0.429) were noted between panels P, S, M2, M1, and A. Non-significant differences (p = 0.056) were also noted between panels M2, M1, A, and F. Therefore, the MOEpar and MOEper of balsam fir panels were significantly higher than those of black spruce and jack pine panels, but not different than aspen panels.
Table 4.
ANOVA procedure summary for the physical and mechanical properties.
As for the MOE, the highest average values for MORpar and MORper were obtained for panel F with 67.2 MPa and 29.1 MPa, respectively (Table 3). The lowest average MORpar and MORper values were obtained for panel P with 48.9 MPa and 21.4 MPa, respectively. The MOR of the panels had a similar tendency with an increase in species wood density, as for the MOE of the panels. For the average MORpar values, non-significant differences (p = 0.344) were noted between panels P, S, and M2. Non-significant differences were noted between panels S, M2, M1, and A (p = 0.161) and between panels M1, A, and F (p = 0.614). For the average MORper values, non-significant differences were noted between panels P, S, M2, and M1 (p = 0.265) and between panels S, M2, M1, A, and F (p = 0.243). Therefore, the MORpar of balsam fir panels was significantly higher than the black spruce and jack pine panels, but not different than the aspen panels. The MORper of balsam fir panels and aspen panels was significantly higher than for the jack pine panels.
3.2.2. Internal Bond
According to Table 3, all average IB values obtained for the OSB panels were higher than the CSA O437.0-93 class O-2 standard value. Although the panels made from lower-density wood tended to obtain higher bending properties, it is obvious that the strongest panels for bending property were the weakest for IB strength. Panel F showed the lowest average IB value at 0.506 MPa (Table 3). Unsurprisingly, the average IB values of the OSB panels showed a general upward trend as the species wood density increased. Panel P showed the highest average IB value at 0.596 MPa. ANOVA (Table 4) also indicated that the effect of the species wood density on the IB was significant (p = 0.010). Multiple comparisons of means showed no significant differences (p = 0.221) between panels F, A, M1, and M2. Non-significant differences (p = 0.247) were noted between panels A, M1, M2, S, and P. Therefore, the IB of the balsam fir panels was significantly lower than the IB of the black spruce and jack pine panels (Table 3).
3.2.3. Thickness Swelling after 24 h Water Immersion
Table 3 shows that panel F had the highest average TS value at 16.0%. For the panels including aspen, the average TS value of panel A was the lowest at 7.4%. A decreasing proportion of aspen strands in the mix-species panels resulted in an increase of TS. Panels S and P showed average TS values of 12.5% and 13.5%, respectively. Multiple comparisons of means, as shown in Table 3, indicated non-significant differences (p = 0.978) between panels A and M1. Non-significant differences were noted between panels M2, S, and P (p = 0.279), and between panels P and F (p = 0.147). Therefore, the TS of the balsam fir panels was significantly higher than that of the other panel types. This could be explained by the higher density of the surface layers of the balsam fir panels.
4. Discussion
The low-density species strands compress more easily with heat and pressure than the higher density species strands. This results in a higher density difference between the surface and core layers of the panel, and agrees with previous findings [6,12]. Softwoods, such as balsam fir, black spruce, and jack pine, have different transverse compressibility at high temperatures because of the difference in species wood density [33]. This difference is reflected in the VDPs. The lower density of balsam fir compared to black spruce and jack pine can contribute to compaction during hot pressing, even though the balsam fir strand thickness was higher in this experiment. It can also explain why the balsam fir panels have the steepest density profile with the lower density core layer. The aspen’s high wood vessel proportion and homogeneous within ring density can explain its good transverse compressibility. The latter is comparable to that of balsam fir.
Concerning the bending properties, the increase in MOE and MOR can be explained by the higher density of the surface layers of the panels made from lower density species [34]. In essence, a given surface area of low-density wood strands occupies a higher volume than that of the higher-density wood strands. Thus, lower density wood strands compacted during hot-pressing increases inter-particle contact because of the higher number of particles and the higher compression rate [35]. As a consequence of the high-density surface layers, the low-density core layer of the OSB panels consists of many large voids free of adhesive, because it is largely associated with the strands [36]. During hot pressing, the heat can transfer by conduction to the core layer of the mat quicker with balsam fir strands because of the higher compaction and therefore higher density of the surface layers. Thus, the adhesive in the core layer cures more rapidly. In addition, the higher compaction of the surface layers results in lower compaction of the core layer, contributing to keeping the core-layer density low. Therefore, OSB panels with lower-density strands exhibit a lower internal bond strength.
The swelling of the wood strands and the spring back effect affected the TS of the OSB panels. The spring back effect played a primary role [37]. It involves additional swelling due to the release of compressive stress induced during hot pressing [38]. Thus, the balsam fir panels with a higher strand compression ratio showed a higher TS. Previous research [31,39] indicates that more than 50 % of the total average TS occurred mainly in the high-density surface layers. This shows that the surface-layer density strongly affects TS and subsequently affects the whole sample TS. This could explain the TS results obtained for the balsam fir panels in the current study. However, layer density is not the only factor that results in differential layer TS in OSB panels. The porosity of the core layer can also play an important role in water absorption and, as a result, in TS.
A diffuse-porous hardwood species such as aspen, with a relatively low density, homogeneous cell structure, and a high volume of vessels in its wood structure, can be compressed uniformly. The spring back effect during water immersion would be less for aspen than for a softwood species, such as black spruce and jack pine, with a relatively high density, non-uniform cell structure, and density variation within the growth rings [6]. Therefore, the jack pine and black spruce panels exhibited a higher TS than the aspen panels.
5. Conclusions
This study assessed the feasibility of producing OSB from balsam fir, black spruce, and jack pine to explore new ways of reclaiming softwood lumber residues and to alleviate the surplus chips produced by the softwood lumber industry. Balsam fir, black spruce, and jack pine are suitable to manufacture OSB with physical and mechanical properties exceeding the standard requirements except for thickness swelling. For OSB panels made from balsam fir, black spruce, and jack pine, the thickness swelling might be reduced by decreasing the panel surface layer density. This can be achieved by fine-tuning the pressing strategy or mixing aspen strands with the softwood strands in the surface layers. Further work is required to meet all of the standard requirements.
Author Contributions
B.Z. wrote the manuscript, and performed the experimental testing and the statistical analysis. A.C. and A.K. conceived and designed the study and revised the manuscript. All of the authors participated in the discussion of the work. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Natural Sciences and Engineering Research Council of Canada (NSERC), grant number STPGP 494346-16.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to thank Paul Desaulniers, Daniel Bourgault, Jean Ouellet, and David Lagueux for technical assistance. The authors also thank Centre de recherche sur les matériaux renouvelables (CRMR) and FPInnovations laboratory for supplying the required equipment. The authors also thank Arbec Forest Products Inc., for supplying the wood logs.
Conflicts of Interest
The authors declare no conflict of interest.
References
- FAO. Forest Production and Trade-OSB Production Quantity in the World. 2000–2020. Available online: https://www.fao.org/faostat/en/#data/FO/visualize (accessed on 4 February 2022).
- Okino, E.Y.A.; Teixeira, D.E.; De Souza, M.R.; Santana, M.A.E.; De Sousa, M.E. Properties of oriented strandboard made of wood species from Brazilian planted forests: Part 1: 80 mm-long strands of Pinus taeda L. Holz Als Roh-Und Werkst. 2004, 62, 221–224. [Google Scholar] [CrossRef]
- Febrianto, F.; Hidayat, W.; Samosir, T.P.; Lin, H.; Soong, H. Effect of strand combination on dimensional stability and mechanical properties of oriented strand board made from tropical fast-growing tree species. J. Biol. Sci. 2010, 10, 267–272. [Google Scholar] [CrossRef] [Green Version]
- Hidayat, W.; Sya’bani, M.I.; Purwawangsa, H.; Iswanto, A.H.; Febrianto, F. Effect of wood species and layer structure on physical and mechanical properties of strand board. J. Ilmu Dan Teknol. Kayu Trop. 2011, 9, 134–140. [Google Scholar]
- Sumardi, I.; Suzuki, S. Dimensional stability and mechanical properties of strandboard made from bamboo. BioResources 2014, 9, 1159–1167. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Winistorfer, P.M. The effect of species and species distribution on the layer characteristics of OSB. For. Prod. J. 2000, 50, 37–44. [Google Scholar]
- Beck, K.; Cloutier, A.; Salenikovich, A.; Beauregard, R. Comparison of mechanical properties of oriented strand board made from trembling aspen and paper birch. Eur. J. Wood Wood Prod. 2010, 68, 27–33. [Google Scholar] [CrossRef]
- Han, G.; Wu, Q.; Lu, J.Z. The influence of fines content and panel density on properties of mixed hardwood oriented strandboard. Wood Fiber Sci. 2007, 39, 2–15. [Google Scholar]
- Bufalino, L.; Ribeiro Corrêa, A.A.; de Sá, V.A.; Marin Mendes, L.; Amarante Almeida, N.; Dordenoni Pizzol, V. Alternative compositions of oriented strand boards (OSB) made with commercial woods produced in Brazil. Maderas. Cienc. Tecnol. 2015, 17, 105–116. [Google Scholar] [CrossRef] [Green Version]
- Akrami, A.; Barbu, M.C.; Frühwald, A. European hardwoods for reducing dependence on pine for oriented strand board. Int. Wood Prod. J. 2014, 5, 133–135. [Google Scholar] [CrossRef]
- Akrami, A.; Fruehwald, A.; Barbu, M.C. The effect of fine strands in core layer on physical and mechanical properties of oriented strand boards (OSB) made of beech (Fagus sylvatica) and poplar (Populus tremula). Eur. J. Wood Wood Prod. 2014, 72, 521–525. [Google Scholar] [CrossRef]
- Beck, K.; Cloutier, A.; Salenikovich, A.; Beauregard, R. Effect of strand geometry and wood species on strandboard mechanical properties. Wood Fiber Sci. 2009, 41, 267–278. [Google Scholar]
- Dumitrascu, A.E.; Lunguleasa, A.; Salca, E.A.; Ciobanu, V.D. Evaluation of selected properties of oriented strand boards made from fast growing wood species. BioResources 2020, 15, 199–210. [Google Scholar]
- Lunguleasa, A.; Dumitrascu, A.E.; Spirchez, C.; Ciobanu, V.D. Influence of the Strand Characteristics on the Properties of Oriented Strand Boards Obtained from Resinous and Broad-Leaved Fast-Growing Species. Appl. Sci. 2021, 11, 1784. [Google Scholar] [CrossRef]
- Lee, A.W.; Bai, X.; Peralta, P.N. Physical and mechanical properties of strandboard made from moso bamboo. For. Prod. J. 1996, 46, 84. [Google Scholar]
- Sumardi, I.; Suzuki, S.; Ono, K. Some important properties of strandboard manufactured from bamboo. For. Prod. J. 2006, 56, 59. [Google Scholar]
- Malanit, P.; Barbu, M.C.; Frühwald, A. Physical and mechanical properties of oriented strand lumber made from an Asian bamboo (Dendrocalamus asper Backer). Eur. J. Wood Wood Prod. 2011, 69, 27–36. [Google Scholar] [CrossRef]
- Adrin, A.; Febrianto, F.; Sadiyo, S. Properties of oriented strand board prepared from steam-treated bamboo strands under various adhesive combinations. J. Ilmu Dan Teknol. Kayu Trop. 2013, 11, 109–119. [Google Scholar]
- Febrianto, F.; Hidayat, W.; Bakar, E.S.; Kwon, G.J.; Kwon, J.H.; Hong, S.I.; Kim, N.H. Properties of oriented strand board made from Betung bamboo (Dendrocalamus asper (Schultes. f) Backer ex Heyne). Wood Sci. Technol. 2012, 46, 53–62. [Google Scholar] [CrossRef]
- Febrianto, F.; Gumilang, A.; Maulana, S.; Purwaningsih, A. Natural durability of five bamboo species against termites and powder post beetle. J. Ilmu Dan Teknol. Kayu Trop. 2014, 12, 146–156. [Google Scholar]
- Semple, K.E.; Zhang, P.K.; Smola, M.; Smith, G.D. Hybrid Oriented Strand Boards made from Moso bamboo (Phyllostachys pubescens Mazel) and Aspen (Populus tremuloides Michx.): Uniformly mixed single layer uni-directional boards. Eur. J. Wood Wood Prod. 2015, 73, 515–525. [Google Scholar] [CrossRef]
- Semple, K.E.; Zhang, P.K.; Smith, G.D. Hybrid oriented strand boards made from Moso bamboo (Phyllostachys pubescens Mazel) and Aspen (Populus tremuloides Michx.): Species-separated three-layer boards. Eur. J. Wood Wood Prod. 2015, 73, 527–536. [Google Scholar] [CrossRef]
- Wojcik, M.E.; Blankenhorn, P.R.; Labosky, P. Comparison of red maple (Acer rubrum L.) and aspen (Populus grandidentata Michx) 3-lyaered flakeboards. Wood Fiber Sci. 1989, 21, 306–312. [Google Scholar]
- Esteban, L.G.; Medina, J.C.; De Palacios, P.; Guindeo, A.; Fernandez, F.G. Oriented strandboard panels made from quebracho blanco (Aspidosperma quebracho-blanco Schlecht.) and Pinus taeda L. For. Prod. J. 2006, 56, 37. [Google Scholar]
- Akrami, A.; Frühwald, A.; Barbu, M.C. Supplementing pine with European beech and poplar in oriented strand boards. Wood Mater. Sci. Eng. 2015, 10, 313–318. [Google Scholar] [CrossRef]
- Akrami, A.; Laleicke, P.F. Densification, screw holding strength, and Brinell hardness of European beech and poplar-oriented strand boards. Wood Mater. Sci. Eng. 2018, 13, 236–240. [Google Scholar] [CrossRef]
- D’Amours, S.; Ouhimmou, M.; Audy, J.F.; Feng, Y. Forest Value Chain Optimization and Sustainability, 1st ed.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- FAO. Forest Production and Trade–The Pulp for Paper Production Quantity in Canada. 2000–2020. Available online: https://www.fao.org/faostat/en/#data/FO/visualize (accessed on 4 February 2022).
- Jessome, A.P. Strength and Related Properties of Woods Grown in Canada; Eastern Forest Products Laboratory: Ottawa, ON, Canada, 1977; pp. 9–21. [Google Scholar]
- Moslemi, A.A. Particleboard: Volume 1: Materials, 1st ed.; Southern Illinois University: Carbondale, IL, USA, 1974. [Google Scholar]
- Wang, S.; Winistorfer, P.M.; Moschler, W.W.; Helton, C. Hot-pressing of oriented strandboard by step-closure. For. Prod. J. 2000, 50, 28–34. [Google Scholar]
- CSA 0437 Series-93; Standards on OSB and Waferboard. Canadian Standard Association (CSA): Toronto, ON, Canada, 1993.
- Wang, J.; Cooper, P.A. Vertical density profiles in thermally compressed balsam fir wood. For. Prod. J. 2005, 55, 65–68. [Google Scholar]
- Deomano, E.C.; Zink-Sharp, A. Bending properties of wood flakes of three southern species. Wood Fiber Sci. 2004, 36, 493–499. [Google Scholar]
- Stegmann, G.; Durst, J. Beech Pressboard; USDA Forest Service Forest Products Laboratory: Madison, WI, USA, 1965. [Google Scholar]
- Wang, S.; Winistorfer, P.M.; Young, T.M.; Helton, C. Step-closing pressing of medium density fiberboard; Part Influences on the vertical density profile. Holz Als Roh-Und Werkst. 2001, 59, 19–26. [Google Scholar] [CrossRef]
- Barbuta, C.; Cloutier, A.; Blanchet, P.; Yadama, V.; Lowell, E. Tailor made OSB for special application. Eur. J. Wood Wood Prod. 2011, 69, 511–519. [Google Scholar] [CrossRef]
- Kelly, M.W. Critical Literature Review of Relationships between Processing Parameters and Physical Properties of Particleboard; USDA Forest Service Forest Products Laboratory: Madison, WI, USA, 1977; p. 65. [Google Scholar]
- Wang, S.; Winistorfer, P.M. An optical technique for determination of layer thickness swell of MDF and OSB. For. Prod. J. 2003, 53, 64–71. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).