
Research on Gluing Properties of Thick Bamboo-Wood-Oriented Strand Boards

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
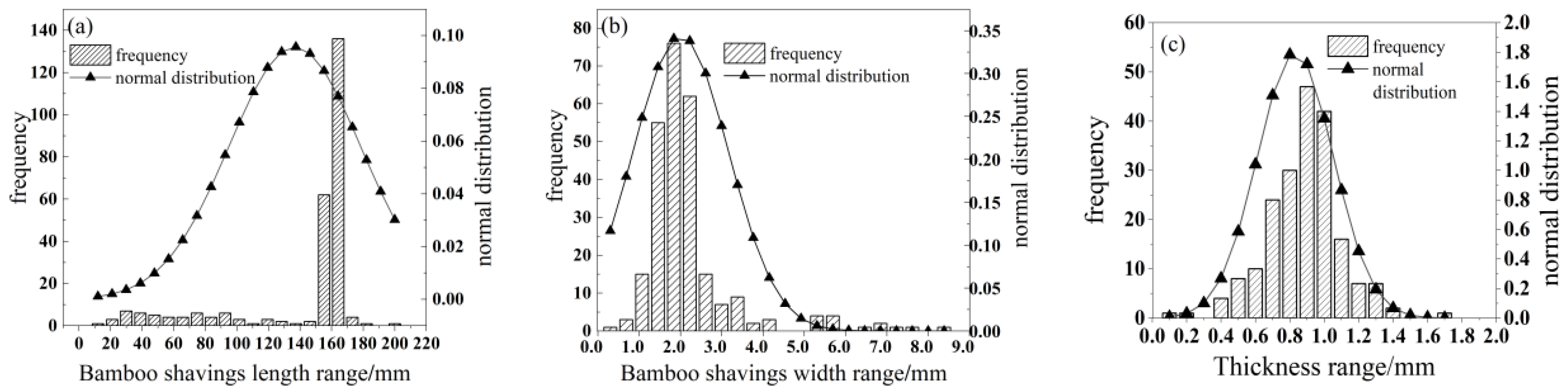
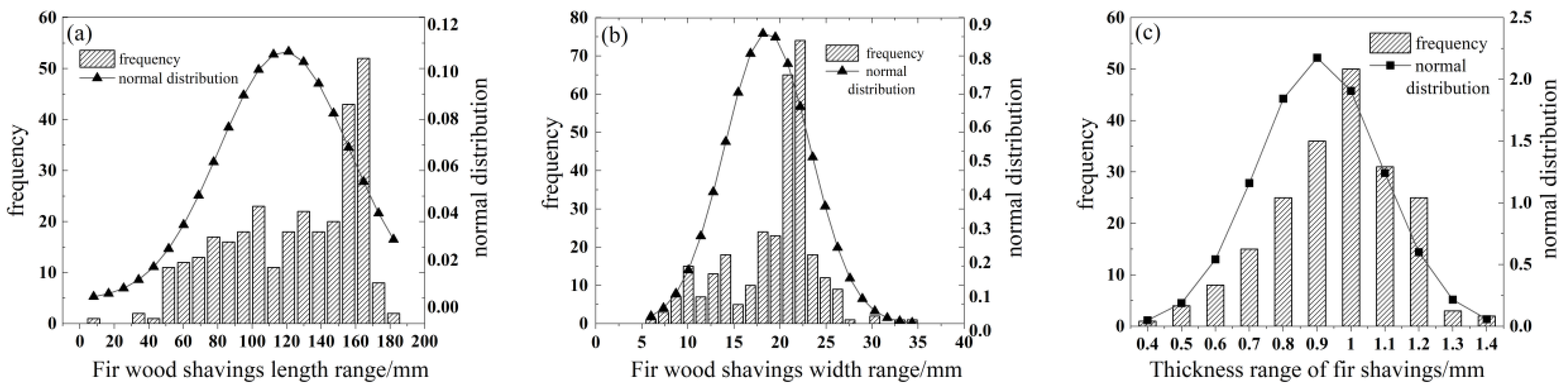
2.2.1. Preparation of BWOSB and BOSB
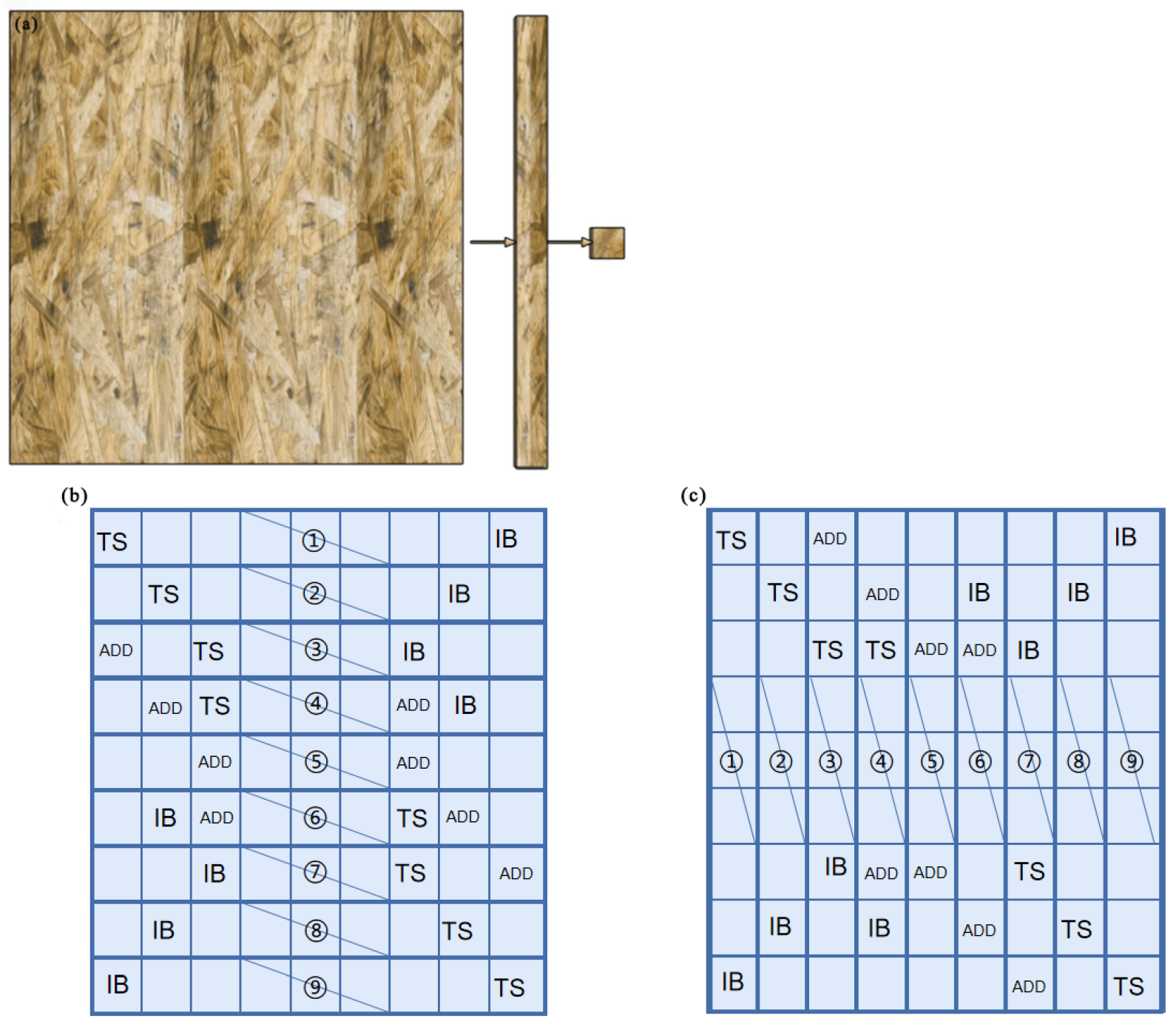
2.2.2. Specimen Preparation and Test Method
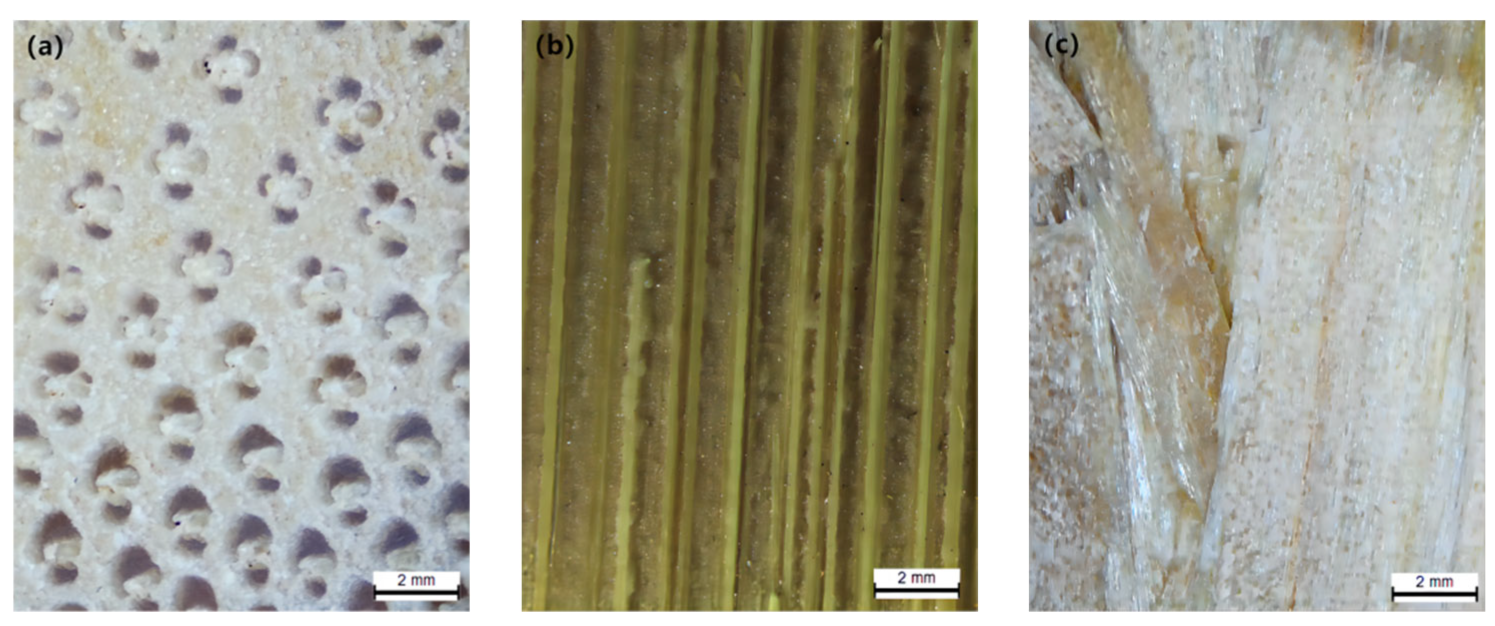
2.2.3. Observation of Surface Morphology of Shavings and Specimens
3. Test Results and Analyses
3.1. Effect of Glue Application on the Strength of BWOSB Gluing
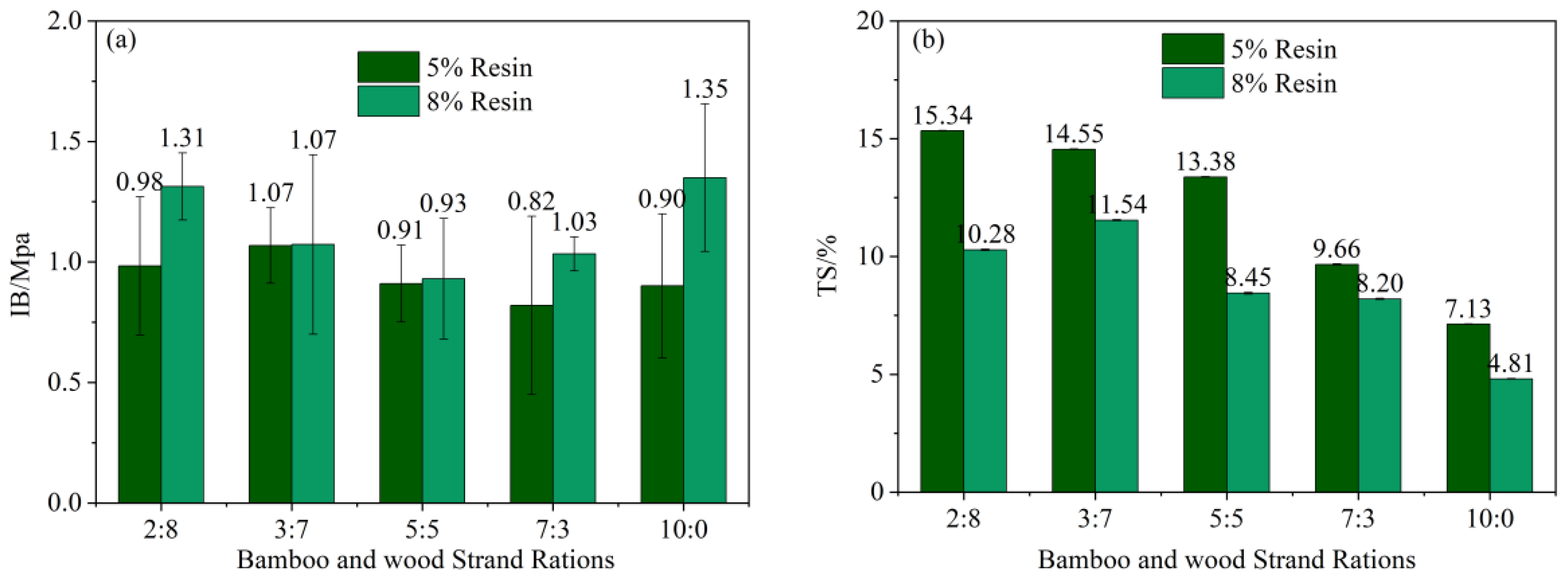
3.2. Effect of Bamboo Strand Content on the Gluing Strength and Water Resistance of BWOSB
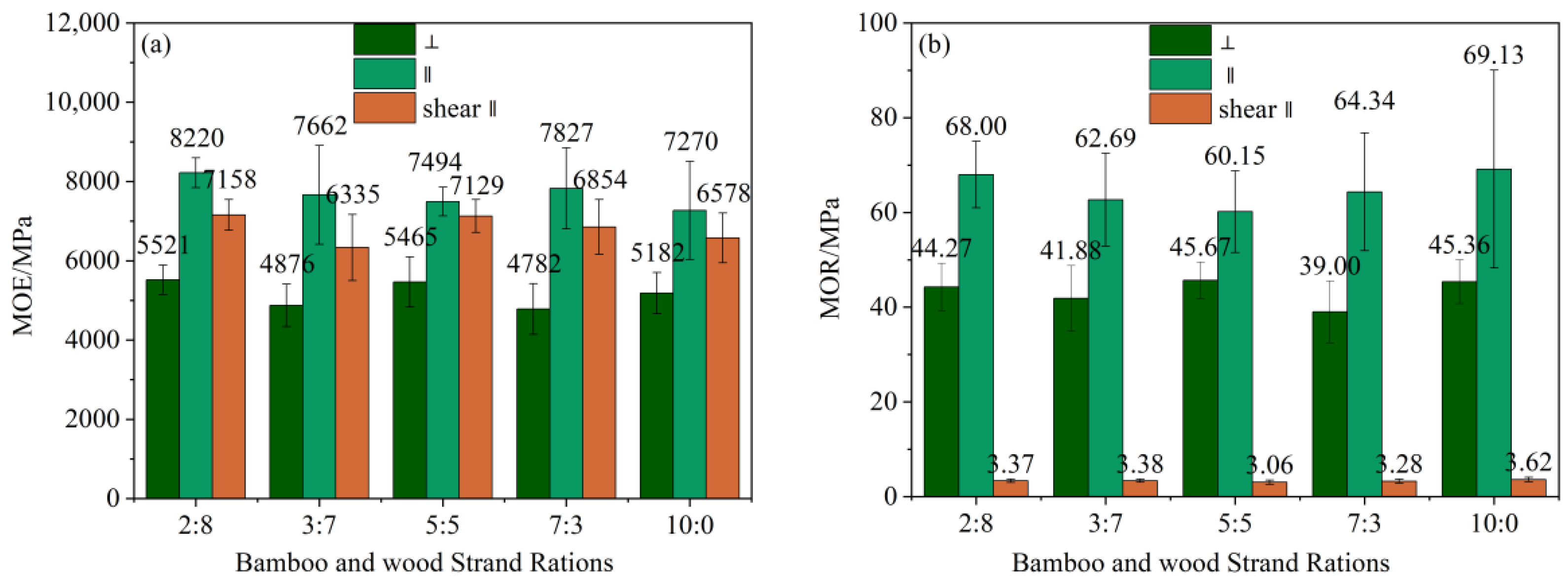
3.3. Effect of Bamboo Strand Content on the Physical and Mechanical Properties of BWOSB
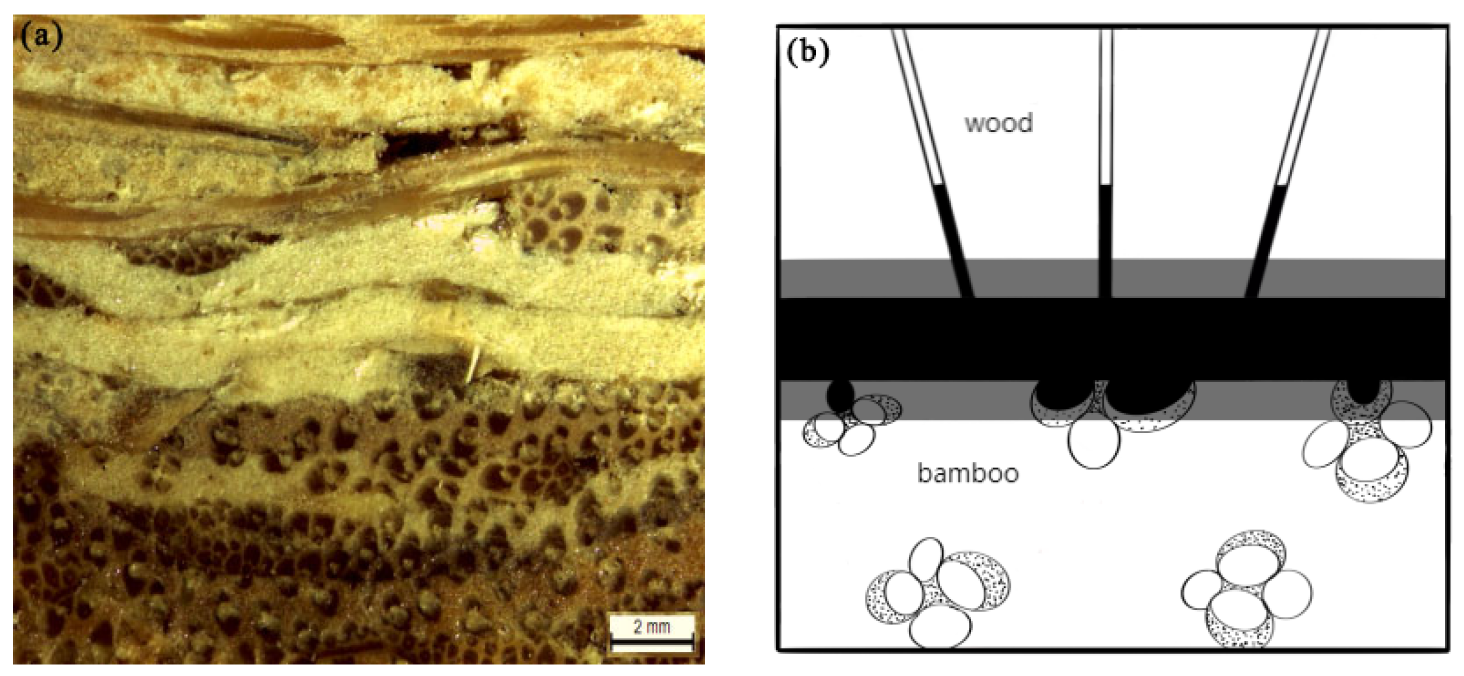
3.4. Unique Gluing Interface between Bamboo Strands and Wood Strands
4. Conclusions
- (1)
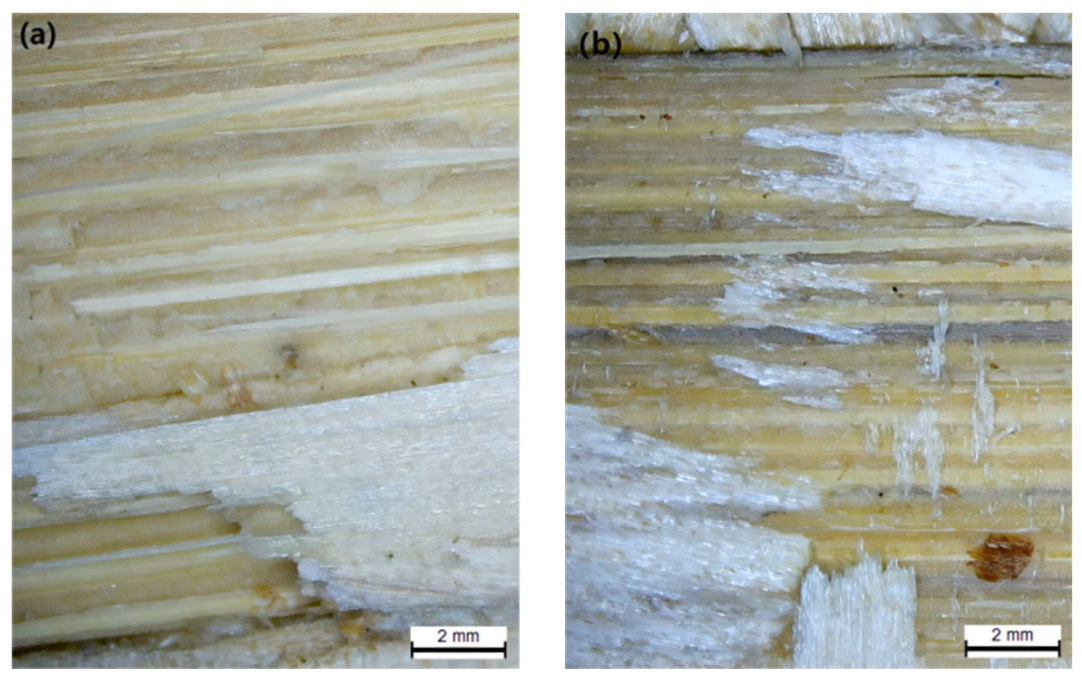
- The thick BWOSB samples with 5% and 8% PMDI resination exhibited good IB, longitudinal/transverse static flexural MOE, longitudinal/transverse MOR, short-span shear strength, and 24-h water absorption thickness swelling rates, which met the requirements of the standard “LY/T 1580-2010 Oriented Strand Boards”. However, they did not meet the requirements of the standard “LY/T 3226-2020 Requirements of Oriented Strand Board for Container Base Board”. Notably, the properties of BWOSB with 8% PMDI resination were superior to those with 5% resination. The observed primary gluing damage in BWOSB was the tearing of raised vascular bundles in large-sized bamboo particles and the breaking of large-sized wood particles.
- (2)
- As the proportion of bamboo strands increased, the IB and short-span shear strength of BWOSB demonstrated a trend of initially decreasing and then increasing. Conversely, the TS showed a decreasing trend. However, no clear correlation was observed between the other properties of BWOSB and the proportion of bamboo strands.
- (3)
- As the proportion of bamboo strands increased, when wood strands accounted for the majority of BWOSB strands, the gluing between the strands was primarily of the “nail” type, but with a decreasing trend. Simultaneously, “keyway” gluing exhibited an increasing trend. Consequently, the IB and short-span shear strength of BWOSB gradually decreased. On the other hand, when bamboo strands accounted for the majority of BWOSB strands, the gluing between the strands was dominated by the “keyway” type, which showed an increasing trend. As a result, the IB and short-span shear strength of BWOSB increased.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhou, D.; Hua, Y. Wood-Based Panel Processing, 2nd ed.; China Forestry Press: Beijing, China, 2002; pp. 207–231. [Google Scholar]
- Xu, B. Stiffness Modeling and Process Research of OSB-Veneer Composite Container Bottom. Ph.D. Thesis, China Nanjing Forestry University, Nanjing, China, 2008; pp. 1–5. [Google Scholar]
- Fu, W.S.; Zhou, J.P. Operational test and optimization of bamboo OSB pilot line. For. Sci. 2012, 48, 164–169. [Google Scholar] [CrossRef]
- GB/T 4897-2015; Particle Board. GB Standards: Beijing, China, 2015.
- LY/T 1580-2010; Oriented Strand Board. LY Standards: Beijing, China, 2010.
- LY/T 3226-2020; Oriented Strand Board for Container Flooring. LY Standards: Beijing, China, 2020.
- Semple, K.E.; Zhang, P.K.; Smola, M.; Smith, G.D. Hybrid Oriented Strand Boards Made from Moso Bamboo (Phyllostachys pubescens Mazel) and Aspen (Populus tremuloides Michx.): Uniformly Mixed Single Layer Uni-Directional Boards. Eur. J. Wood Prod. 2015, 73, 515–525. [Google Scholar] [CrossRef]
- Yong, C.; Guan, M.J.; Zhang, Q.S. Selected Physical and Mechanical Properties of Bamboo and Poplar Composite OSB with Different Hybrid Ratios. Key Eng. Mater. 2012, 517, 87–95. [Google Scholar] [CrossRef]
- Sun, Y.; Jiang, Z.; Zhang, X.; Sun, Z.; Liu, H. Behavior of Glued Laminated Bamboo and Bamboo-Oriented Strand Board Sheathing-to-Framing Connections. Eur. J. Wood Prod. 2019, 77, 1189–1199. [Google Scholar] [CrossRef]
- Chaowana, P. Bamboo: An Alternative Raw Material for Wood and Wood-Based Composites. JMSR 2013, 2, 90. [Google Scholar] [CrossRef]
- Febrianto, F.; Sahroni; Hidayat, W.; Bakar, E.S.; Kwon, G.-J.; Kwon, J.-H.; Hong, S.-I.; Kim, N.-H. Properties of Oriented Strand Board Made from Betung Bamboo (Dendrocalamus asper (Schultes.f) Backer ex Heyne). Wood Sci. Technol. 2012, 46, 53–62. [Google Scholar] [CrossRef]
- Kamperidou, V. Chemical and Structural Characterization of Poplar and Black Pine Wood Exposed to Short Thermal Modification. Drv. Ind. 2021, 72, 155–167. [Google Scholar] [CrossRef]
- Yang, F. Process Research and Performance Prediction of Bamboo Recombinant Material/OSB Composites. Ph.D. Thesis, China Academy of Forestry Sciences, Beijing, China, 2014; pp. 1–64. [Google Scholar]
- Breyer, D.E.; Fridle, K.J.; Cobeen, K.E.; Pollock, D.G. Design of Wood Structures-ASD/LRFD, 6th ed.; America McGraw-Hill: New York, NY, USA, 2007; pp. 8.1–10.54. [Google Scholar]
- Iswanto, A.H.; Idris, M.; Sucipto, T. Effect of bamboo strand length on oriented strand board. IOP Conf. Ser. Earth Environ. Sci. 2019, 260, 012039. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, G.; Li, J. Wood Science, 2nd ed.; China Forestry Press: Beijing, China, 2012; pp. 257–275. [Google Scholar]
- Wang, G. Bamboo/Fir Laminated Composites and Their Properties. Ph.D. Thesis, China Academy of Forestry Sciences, Beijing, China, 2003; pp. 17–188. [Google Scholar]
- Wang, G.; Jiang, Z.H.; Yu, W.J. Microscopic deformation process of bending and shear damage of moso bamboo/fir laminated timber. J. Northeast. For. Univ. 2008, 36, 27–29. [Google Scholar] [CrossRef]
- Manandhar, R.; Kim, J.-H.; Kim, J.-T. Environmental Social and Economic Sustainability of Bamboo and Bamboo-Based Construction Materials in Buildings. J. Asian Archit. Build. Eng. 2019, 18, 49–59. [Google Scholar] [CrossRef]
- Wahan, M.Y.; Zhang, Z.; Meng, X.; Gao, Y.; Ji, X. Mechanical behavior of GFRP-bamboo composite shear connections. Constr. Build. Mater. 2022, 331, 127–333. [Google Scholar] [CrossRef]
- Zhao, K.; Wei, Y.; Chen, S.; Hang, C.; Zhao, K. Experimental investigation of the long-term behavior of reconstituted bamboo beams with various loading levels. J. Build. Eng. 2021, 36, 102107. [Google Scholar] [CrossRef]
- Fei, H.; Zhang, H. The bond-groove gluing effect of bamboo. J. Bamboo Res. 2008, 27, 50–52. [Google Scholar]
- Gu, F.; Wang, W.; Li, H. (Eds.) Lignocellulosic Pretreatment and Its High-Value Applications, 2nd ed.; Chemical Industry Press: Beijing, China, 2019; pp. 1–76. [Google Scholar]
- Li, Z.; Zhao, S.; Wang, Z.; Zhang, S.; Li, J. Biomimetic Water-in-Oil Water/PMDI Emulsion as an Excellent Ecofriendly adhesive for Bonding Wood-Based Composites. J. Hazard. Mater. 2020, 396, 122722. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Property | Specimen Dimensions/mm3 | Span/mm | Number of Specimens/Size | Test Reference Standards |
|---|---|---|---|---|
| IB/MPa | 50 × 50 × 28 | - | 160 | GB/T 4897-2015 Particle Boards 6.3.2 |
| TS/% | 50 × 50 × 28 | - | 160 | GB/T 4897-2015 Particle Boards 6.3.2 |
| Transverse MOR⊥/MPa Longitudinal MOR∥/MPa Short-span shear strength∥/MPa | 520 × 50 × 28 | 500 500 280 | 90 90 90 | LY/T1580-2010 Oriented Strand Board 5.3, LY/T326-2020 Oriented Strand Board for Container Base Boards 4.3 |
| Transverse MOE∥/MPa Longitudinal MOE∥/MPa Short span shear strength∥/MPa | 520 × 50 × 28 | 500 500 280 | 90 90 90 | LY/T1580-2010 Oriented Strand Boards 5.3, LY/T326-2020 Oriented Strand Boards for Container Base Boards 4.3 |
| ADD/g·cm−3 | 50 × 50 × 28 | - | 80 | LY/T326-2020 Oriented Strand Boards for Container Base Boards 4.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, B.; Guo, X.; Chen, W.; Wang, X.; Du, G.; Dong, C. Research on Gluing Properties of Thick Bamboo-Wood-Oriented Strand Boards. Forests 2023, 14, 2094. https://doi.org/10.3390/f14102094
Yang B, Guo X, Chen W, Wang X, Du G, Dong C. Research on Gluing Properties of Thick Bamboo-Wood-Oriented Strand Boards. Forests. 2023; 14(10):2094. https://doi.org/10.3390/f14102094
Chicago/Turabian StyleYang, Bajin, Xu Guo, Wu Chen, Xingyu Wang, Guanben Du, and Chunlei Dong. 2023. "Research on Gluing Properties of Thick Bamboo-Wood-Oriented Strand Boards" Forests 14, no. 10: 2094. https://doi.org/10.3390/f14102094
APA StyleYang, B., Guo, X., Chen, W., Wang, X., Du, G., & Dong, C. (2023). Research on Gluing Properties of Thick Bamboo-Wood-Oriented Strand Boards. Forests, 14(10), 2094. https://doi.org/10.3390/f14102094