
Research on the Impregnation Process and Mechanism of Silica Sol/Phenolic Resin Modified Poplar Wood
Abstract
:1. Introduction
2. Experiment
2.1. Experimental Materials
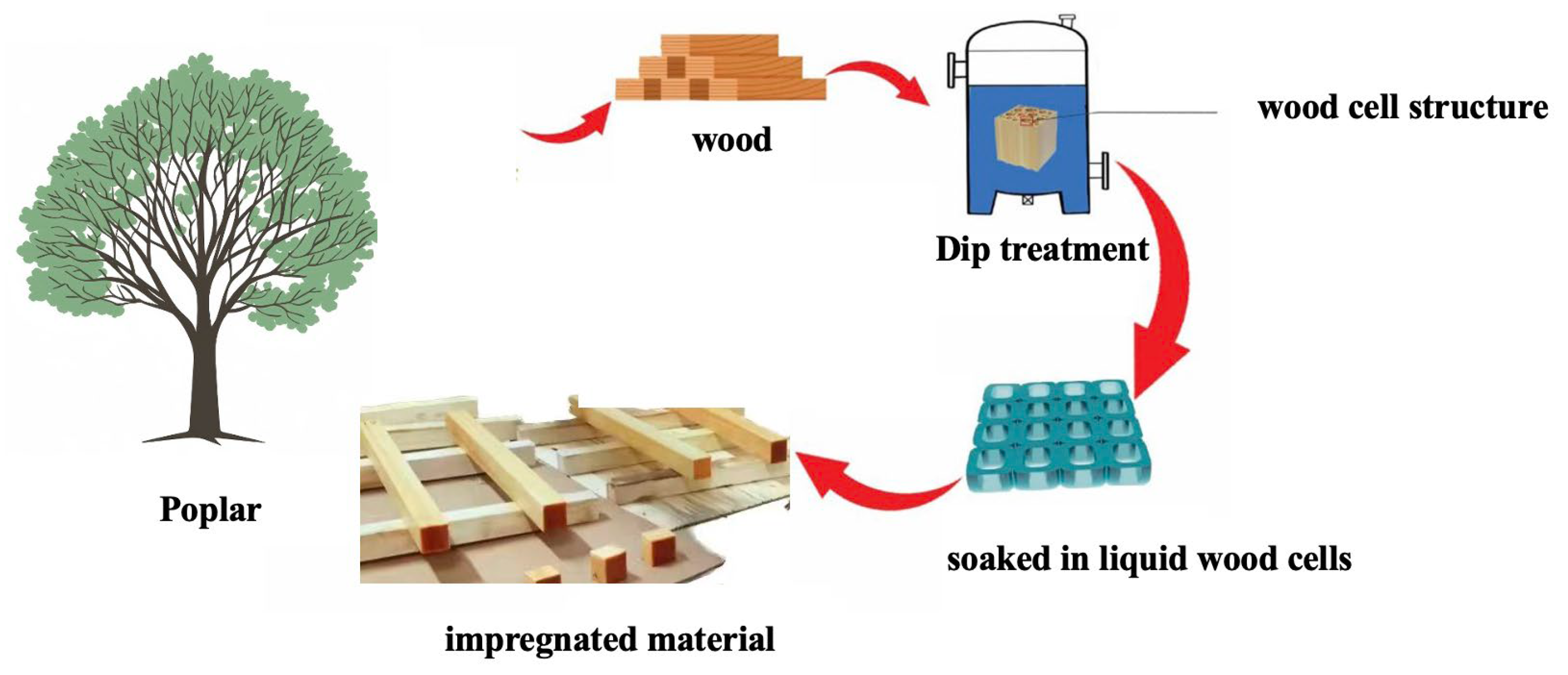
2.2. Experimental Procedure
2.3. Preparation of Modified Silica Sol
2.4. Preparation of Silica Sol/Phenol–Formaldehyde Resin Composite Impregnation Solution
2.5. Preparation of Silica Sol/Phenol–Formaldehyde Resin Impregnated Modified Material
2.6. Testing and Characterization
3. Results and Discussion
3.1. Research on the Process of Silica Sol/Phenolic Resin Impregnation and Modification Treatment of Poplar Wood
3.1.1. Polymer Weight Gain Analysis
3.1.2. The Water Absorption Weight Gain Rate Analysis
3.1.3. The Analysis of Flexural Strength
3.1.4. The Analysis of Flexural Modulus of Elasticity
3.1.5. Impact Toughness Analysis
3.1.6. Hardness Analysis
3.2. Study on the Impregnation Mechanism of Silica Sol/Phenolic Resin Modified Poplar
3.2.1. Fourier Transform Infrared Spectroscopy Analysis
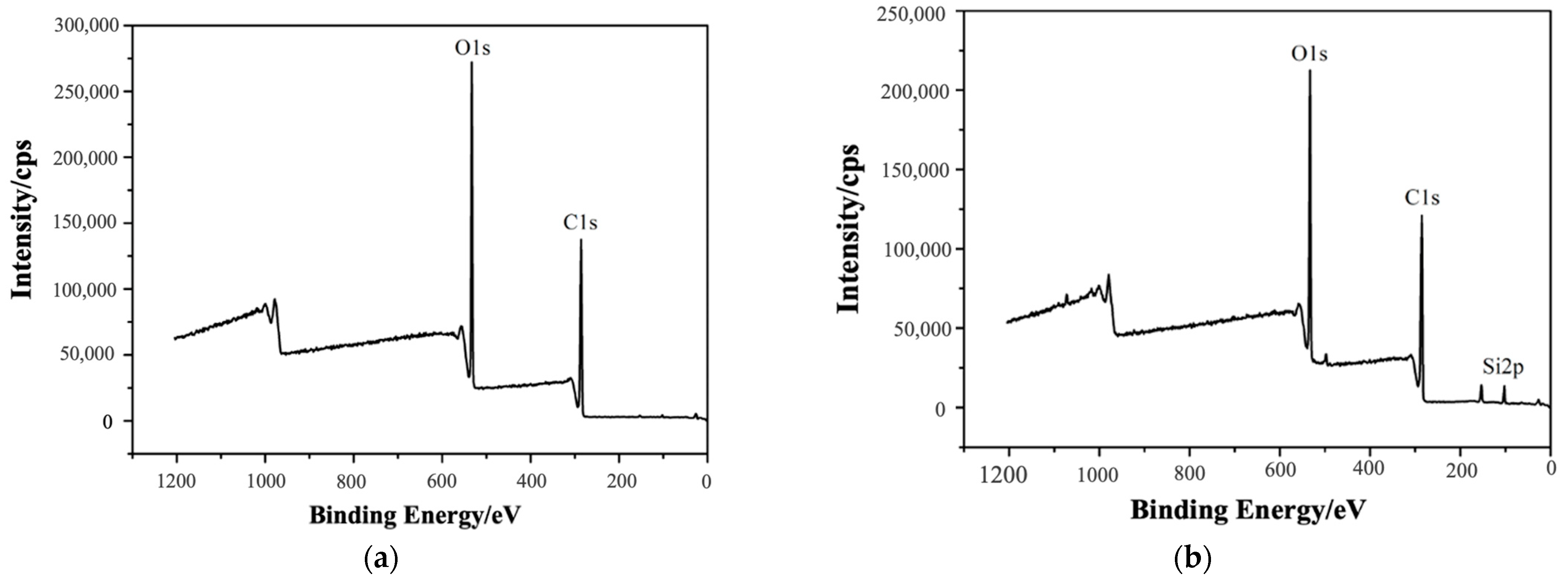
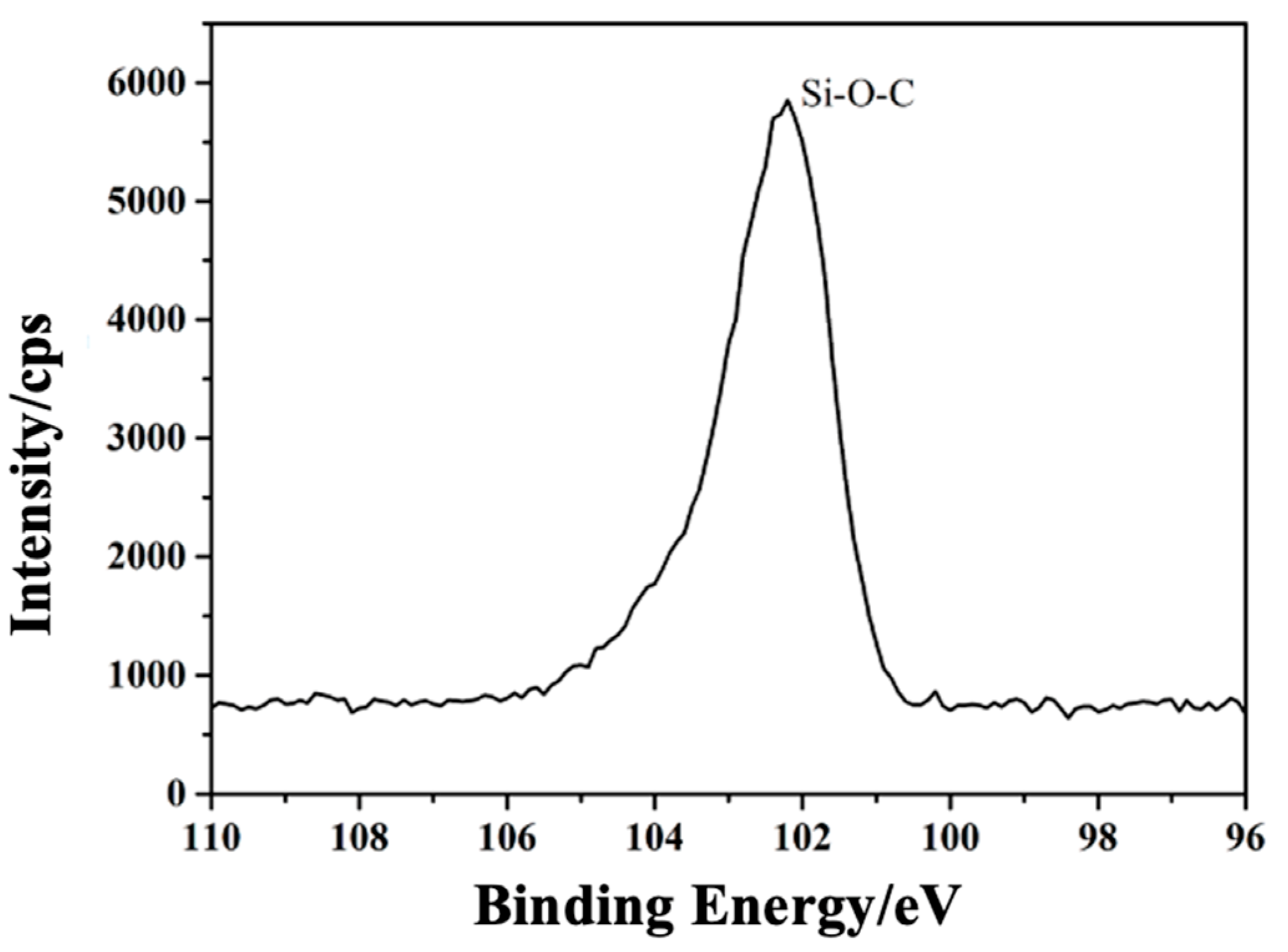
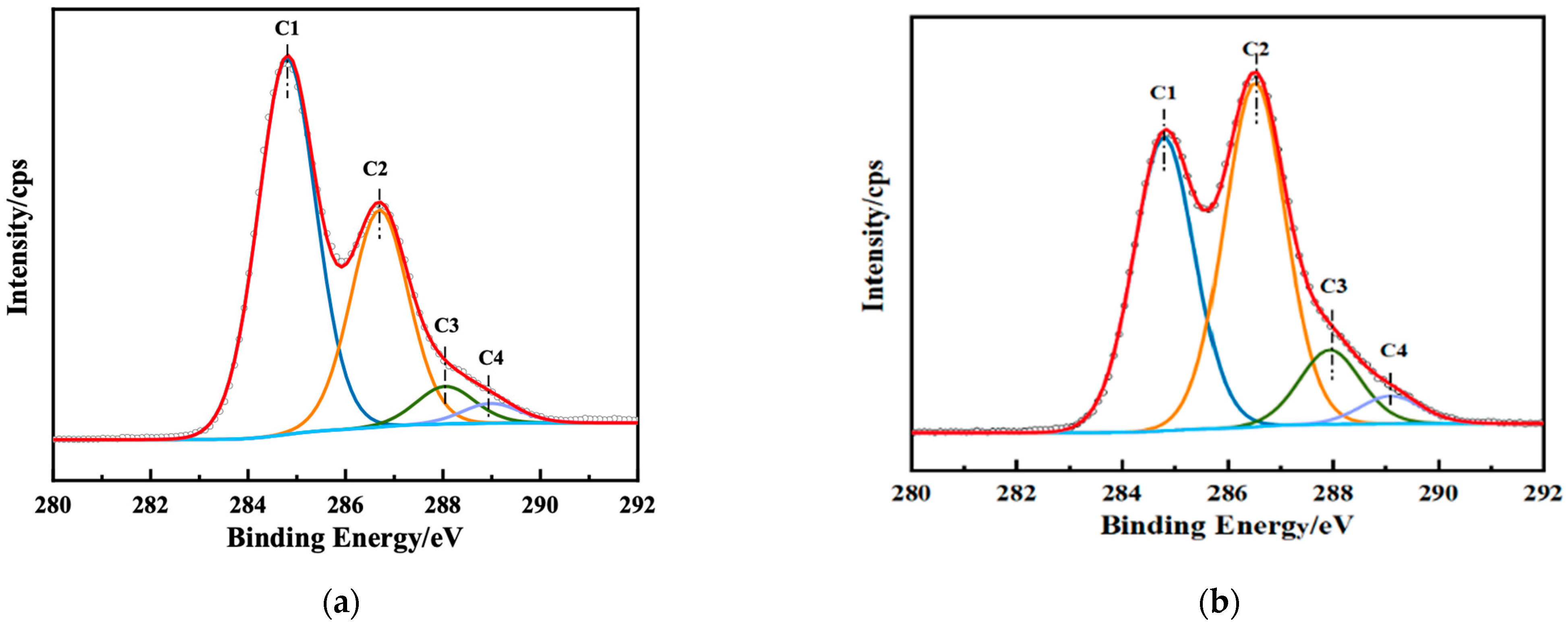
3.2.2. X-ray Photoelectron Spectroscopy Analysis
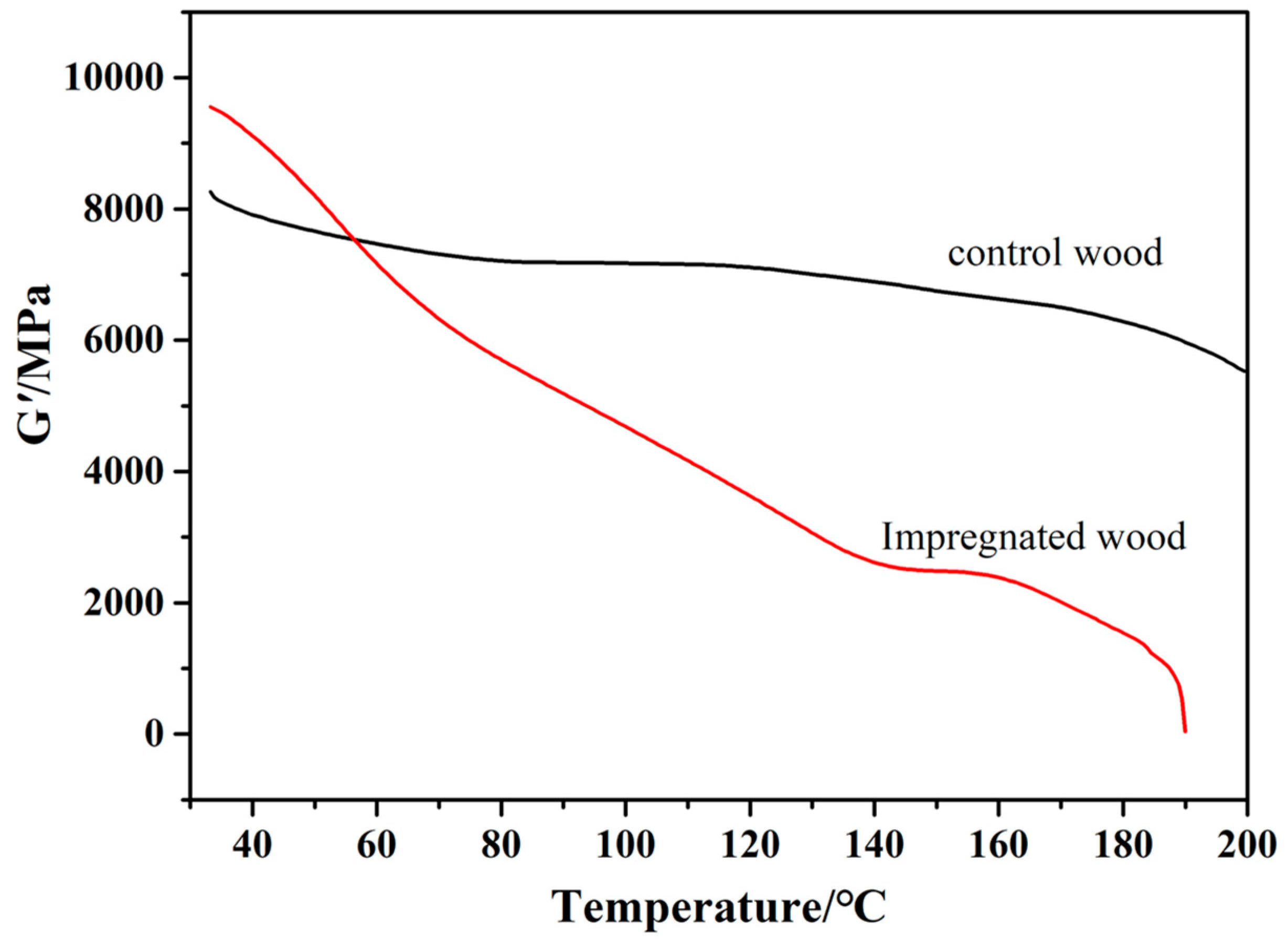
3.2.3. Dynamic Mechanical Analysis
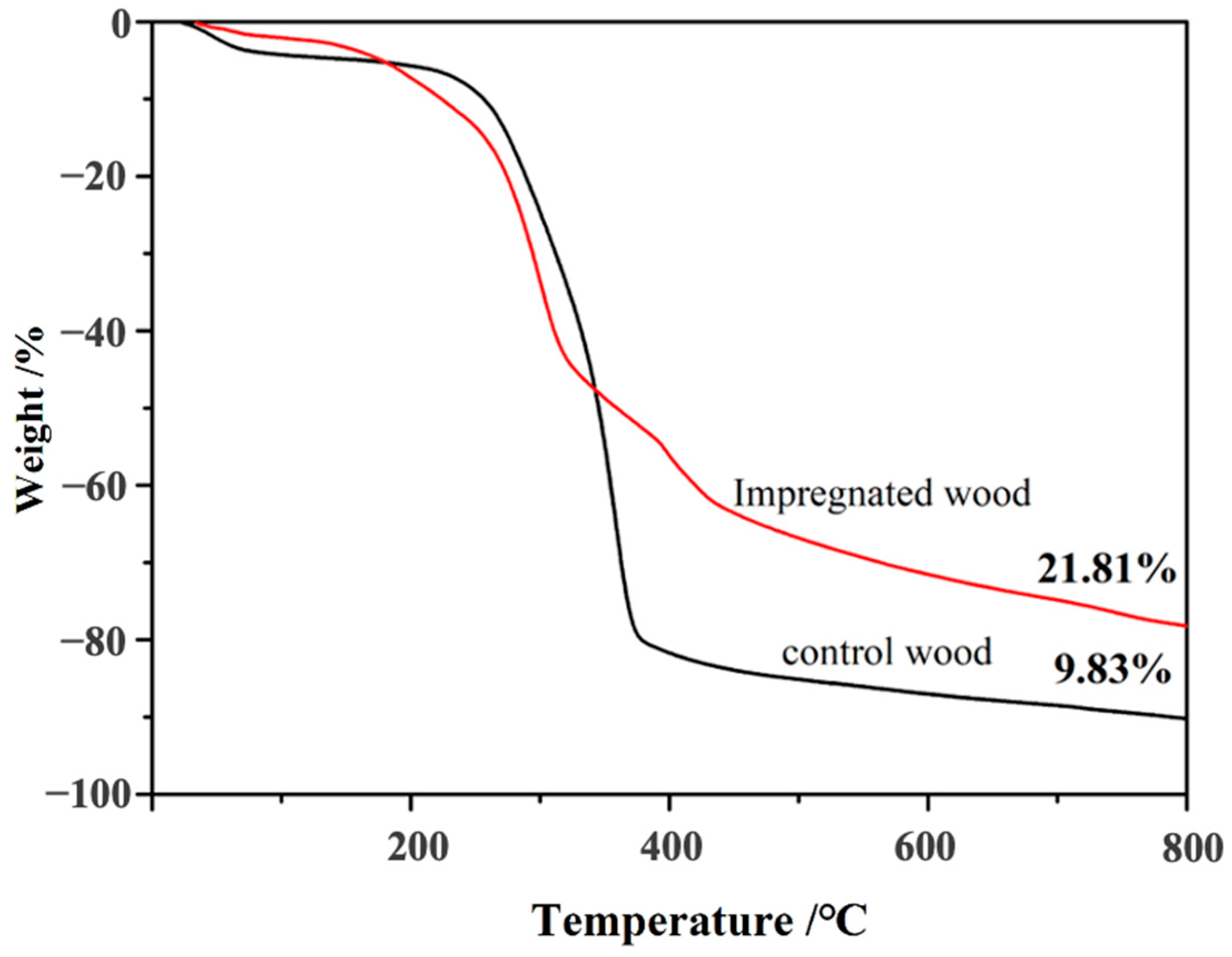
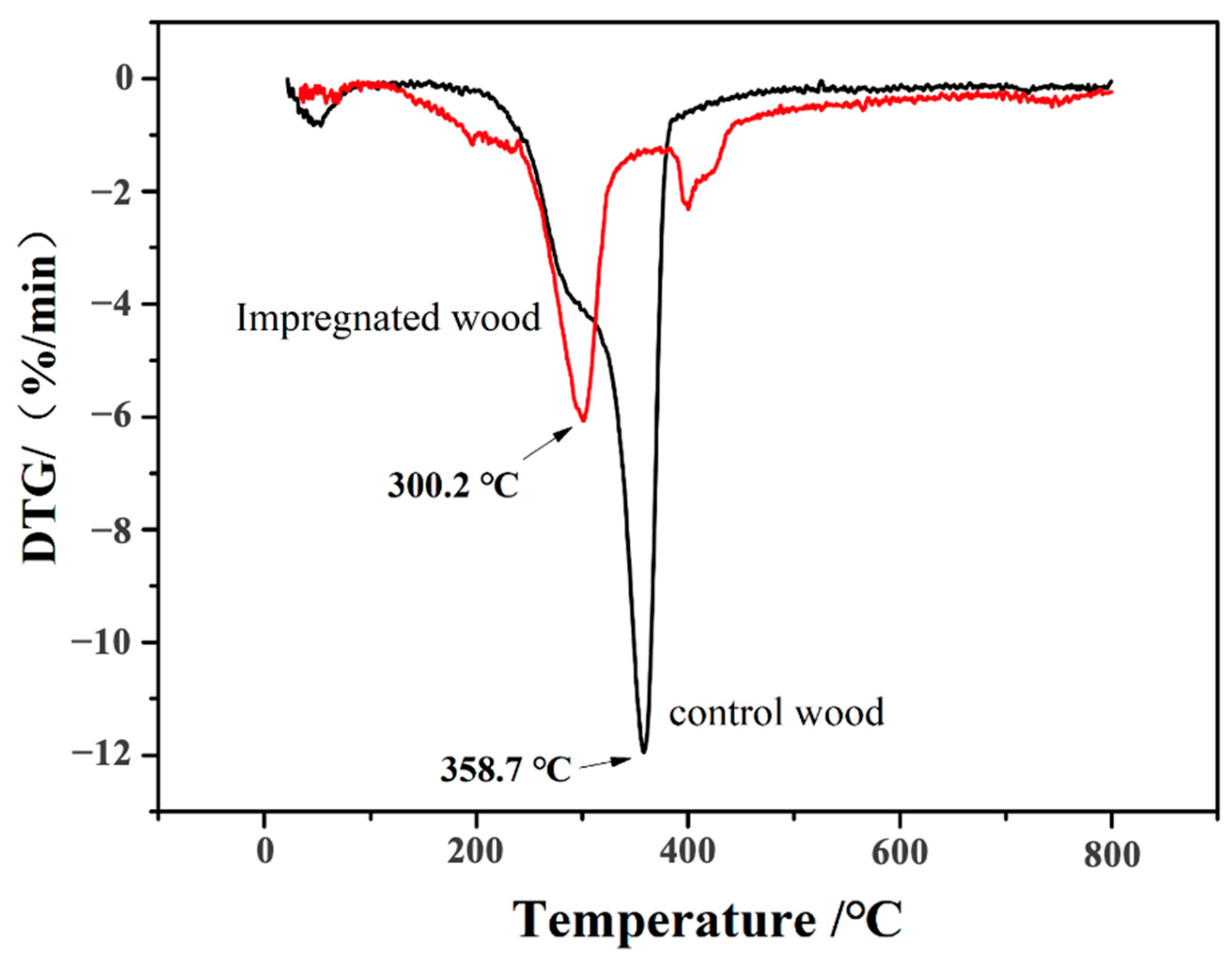
3.2.4. Thermogravimetric–Differential Thermal Gravimetric Analysis
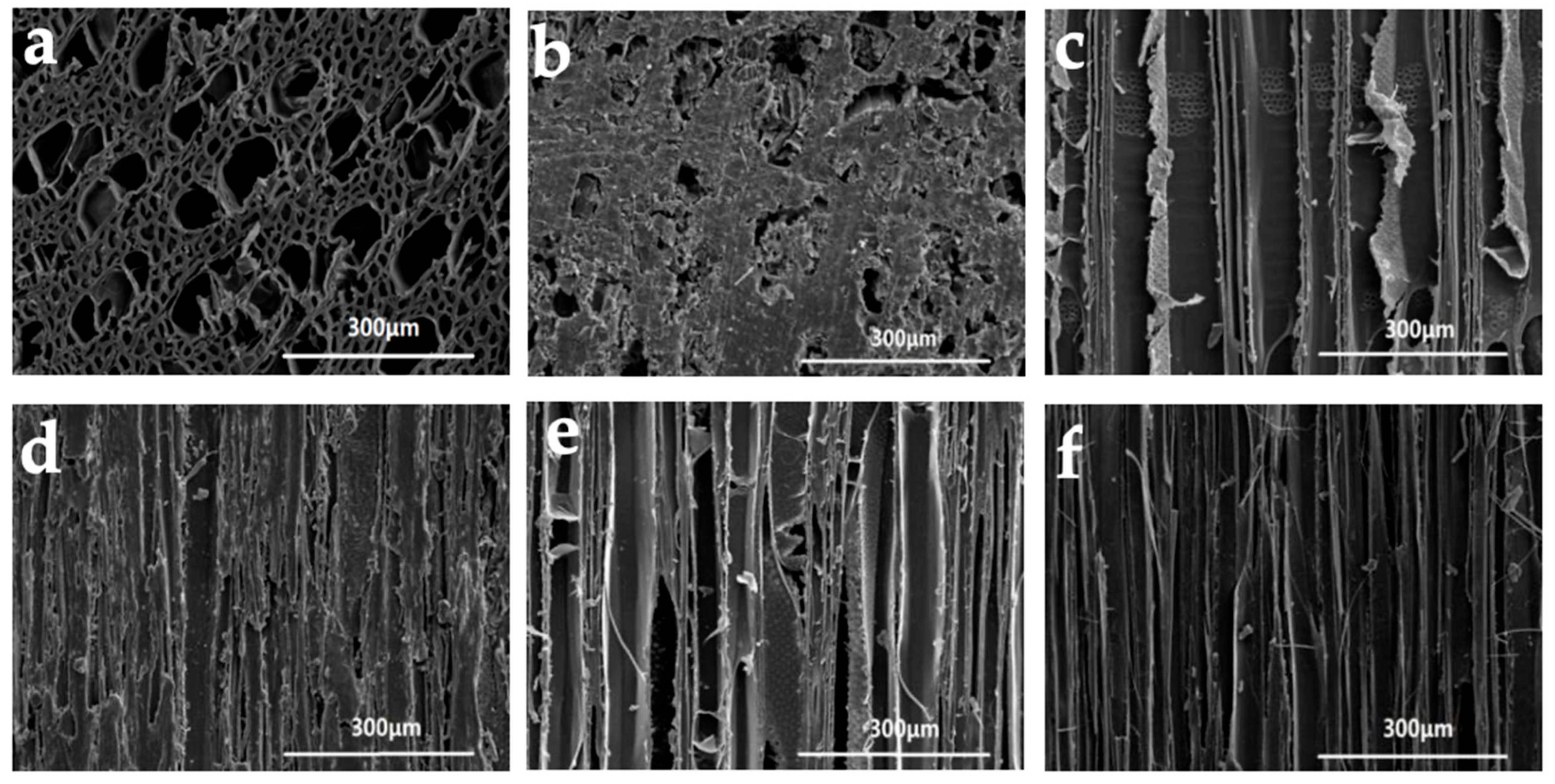
3.2.5. Scanning Electron Microscopy Analysis
4. Conclusions
- The variety of composite impregnation liquid, the exerted pressure, and impregnation duration bear a significant imprint on the physical and mechanical attributes of poplar wood. The apex process conditions include employing S15/PF composite impregnation liquid, a pressure magnitude of 1.2 MPa, and an impregnation span of 3 h.
- Unlike preceding studies that solely deduced based on density and mass alterations, the current investigation, steered by FT-IR, XPS, and SEM analysis outcomes, distinctly unveiled the formation of Si-O-C chemical bond liaisons between the silica sol/phenolic resin composite impregnation liquid and the wood, achieving not merely physical filling but also a notable elevation in the dimensional stability and mechanical characteristics of poplar wood. Especially through the silica sol/phenolic resin composite impregnation, the impact toughness of poplar wood was remarkably amplified, showing an augmentation of 84.1% and 135.4% compared to the untreated material and material solely treated with phenolic resin, respectively.
- DMA analysis exhibited that the ingress of composite impregnation liquid markedly amplified the thermo–mechanical performance of impregnated poplar wood, rendering its thermal and toughness supremacy over the original material.
- TGA curve exploration displayed that, juxtaposed with the original material, the impregnated material boasts superior thermal stability with diminished mass loss in the carbonization phase, thereby significantly boosting its thermal resistance.
- The innovation of this research lies in the efficacious modification of poplar wood through the silica sol/phenolic resin composite impregnation liquid, probing deeply into the distribution of the impregnation liquid in the wood and the influence of impregnation process parameters on the attributes of the modified material, elucidating the principles of impregnation-enhanced mechanical properties of wood, and the structure–activity rapport between the modifier and material properties. This novel methodology furnishes fresh avenues and technical buttress for the modification of poplar wood and other biomass materials, propelling the advancement in wood science and engineering technology.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Balatinecz, J.J.; Kretschmann, D.E.; Leclercq, A. Achievements in the utilization of poplar wood—Guideposts for the future. For. Chron. 2001, 77, 265–269. [Google Scholar] [CrossRef]
- Castro, G.L.; Fragnelli, G. New Technologies and Alternative Uses for Poplar Wood; Universidad de Huelva: Huelva, Spain, 2006; pp. 27–36. [Google Scholar]
- Balatinecz, J.J.; Kretschmann, D.E. Properties and utilization of poplar wood. In Poplar Culture in North America; NRC Research Press: Ottawa, ON, Canada, 2001; pp. 277–291. [Google Scholar]
- Hermawan, A.; Nakahara, T.; Sakagami, H.; Fujimoto, N.; Uchikura, K. Performance of Sugi lamina impregnated with low-molecular weight phenolic resin. J. Wood Sci. 2013, 59, 299–306. [Google Scholar] [CrossRef]
- Yue, K.; Lu, X.N.; Liu, W.Q. Analysis of the mechanism and reliability of mechanical properties of fast-growing poplar wood with PF impregnation enhancement. J. Nanjing For. Univ. 2010, 34, 3. [Google Scholar] [CrossRef]
- Zhang, L.G. Application of phenolic resins in adhesive industry. Chem. Eng. Manag. 2018, 36, 18–19. [Google Scholar] [CrossRef]
- Guan, M.J.; Zhou, Y.; Zhang, Y. Fluorescence characterization of physical and mechanical properties of phenolic resin-modified bamboo and its microscopic morphology. J. Bamboo 2018, 37, 12–17. [Google Scholar] [CrossRef]
- Liu, J.L.; Wang, Y.Q. Analysis of dimensional stability of poplar and cedar wood treated with phenolic resin. Chin. J. Wood Ind. 2004, 5–8. [Google Scholar] [CrossRef]
- Furuno, T.; Uehara, T.; Jodai, S. Combinations of wood and silicate. 3. Some properties of wood-mineral composites using the water glass-boron compound system. Mokuzai Gakkaishi 1993, 39, 561–570. [Google Scholar]
- Huang, Y.; Fei, B.; Yu, Y.; Zhao, R. Effect of modification with phenol formaldehyde resin on the mechanical properties of wood from Chinese fir. BioResources 2013, 8, 272–282. [Google Scholar] [CrossRef]
- Wang, X.G.; Jin, J.W.; Deng, Y.H.; Han, S.G.; Zhuang, S.Z. Study on the properties of cedar wood panels modified by impregnation with low molecular phenolic resins with different solid contents. Hsi-Nan. Lin Yeh. Ta. Hsueh. Hsueh. Pao. 2014, 34, 84–88. [Google Scholar] [CrossRef]
- Zheng, Y.; Lv, W. Rattan cane modified with polyethylene glycol melamine-urea-formaldehyde resin. BioResources 2015, 10, 4663–4673. [Google Scholar] [CrossRef]
- Sun, Z.Y.; Zhang, Y.; Zuo, Y.F.; Wu, Y.Q.; Wang, Z.H.; Lv, J.X. Current status and prospects of organic-inorganic composite modified fast-growing wood. Mater. Rev. 2021, 35, 5181–5187. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Liu, M.; Li, C. Preparation and performance study of modified silica sol/phenolic resin. BioResources 2021, 16, 6669. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Liu, M.L.; Li, C.F. Mechanical properties of poplar wood modified by silica-sol/phenol-formaldehyde resin impregnation and heat treatment. J. Beihua Univ. Nat. Sci. 2021, 22, 815–819. [Google Scholar] [CrossRef]
- Weng, M.; Zhu, Y.; Mao, W.; Zhou, J.; Xu, W. Nano-Silica/Urea-Formaldehyde Resin-Modified Fast-Growing Lumber Performance Study. Forests 2023, 14, 1440. [Google Scholar] [CrossRef]
- Chen, D.; Chen, F.; Hu, X.; Zhang, H.; Yin, X.; Zhou, Y. Thermal stability, mechanical and optical properties of novel addition cured PDMS composites with nano-silica sol and MQ silicone resin. Compos. Sci. Technol. 2015, 117, 307–314. [Google Scholar] [CrossRef]
- Periadurai, T.; Vijayakumar, C.T.; Balasubramanian, M. Thermal decomposition and flame retardant behaviour of SiO2-phenolic nanocomposite. J. Anal. Appl. Pyrolysis 2010, 89, 244–249. [Google Scholar] [CrossRef]
- Lin, J.-M.; Ma, C.-C.M. Thermal degradation of phenolic resin/silica hybrid creamers. Polym. Degrad. Stab. 2000, 69, 229–235. [Google Scholar] [CrossRef]
- Tan, H.F.; Guo, H.X.; Du, W.L.; Wang, Q. Modification of poplar wood wianic/inorganic composite impregnating solution. Chin. J. Wood Sci. Technol. 2009, 23, 40–42. [Google Scholar] [CrossRef]
- Wang, Q.; Guo, H.X.; Li, Y.Q.; Song, X. Preparation and properties of organic/inorganic hybrid composite wood. Chem. Res. Appl. 2006, 18, 939–942. [Google Scholar] [CrossRef]
- Liu, S.P.; Gui, M.; Zhang, M. Progress of inorganic nanoparticle/polymer composites prepared by in situ polymerization. Guangdong Chem. Ind. 2010, 37, 6–7. [Google Scholar] [CrossRef]
- Pappas, J.; Patel, K.; Nauman, E. Structure properties of phenolic resin/nanoclay composites synthesized by in situ polymerization. J. Appl. Polym. Sci. 2005, 95, 1169–1174. [Google Scholar] [CrossRef]
- Shams, M.I.; Yano, H.; Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: Effects of pressing pressure pressure holding. J. Wood. Sci. 2004, 50, 337–342. [Google Scholar] [CrossRef]
- Liu, X.H.; Hu, Y.X. Preparation of molybdenum phenolic resin nanocomposites by in situ polymerization. China Plast. Ind. 2004, 32, 3. [Google Scholar] [CrossRef]
- Qin, Z.; Zhang, Y.; Liu, M.; Li, C. Preparation and properties of silica sol/melamine glyoxal resin. Des. Monomers Polym. 2023, 26, 15–22. [Google Scholar] [CrossRef]
- GB/T 1929-2009; Methods for Sawing and Sampling of Physical Mechanics Test Specimens of Wood. Standardization Administration of the People’s Republic of China: Beijing, China, 2009.
- Zhou, Y.; Li, P.; Zuo, Y.; Yuan, G.; Li, X.; Wu, Y. Research Progress and Development Trends in Inorganic Reinforcement of Wood. Mater. Rep. 2019, 33, 2989–2996. [Google Scholar] [CrossRef]
- GB/T 1927.9-2021; Test Methods for Physical and Mechanical Properties of Small Clear Woodspecimens—Part 9: Determination of Bending Strength. Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- GB/T 1927.10-2021; Test Methods for Physical and Mechanical Properties of Small Clear Woodspecimens—Part 10: Determination of Modulus of Elasticity in Bending. Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- GB/T 1927.19-2021; Test Methods for Physical and Mechanical Properties of Small Clear Woodspecimens—Part 19: Determination of Static Hardness. Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- GB/T 1927.17-2021; Test Methods for Physical and Mechanical Properties of Small Clear Woodspecimens—Part 17: Determination of Impact Bending Strength. Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- GB/T 1927.7-2021; Test Methods for Physical and Mechanical Properties of Small Clear Woodspecimens—Part 7: Determination of Water Absorption. Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- Yao, S.; Pu, J.W. Progress of near-infrared spectroscopy in wood. timber. property analysis. Chin. J. Wood Sci. Technol. 2009, 4, 974–978. [Google Scholar] [CrossRef]
- Deng, J.H.; Cao, D.Q.; Li, L.J.; Chen, Y.P.; Zhang, G.Q.; Yang, X.Q. Electrospun nanofiber separator derived from nano-SiO2-modified polyimide with superior mechanical flexibility for high-performance lithium-ion battery. J. Mater. Sci. 2021, 56, 15215–15228. [Google Scholar] [CrossRef]
- Balapour, M.; Joshaghani, A.; Althoey, F. Nano-SiO2 contribution to mechanical, durability, fresh and microstructural characteristics of concrete: A review. Constr. Build. Mater. 2018, 181, 27–41. [Google Scholar] [CrossRef]
- Hoadley, R.B. Understanding Wood: A Craftsman’s Guide to Wood Technology; Taunton Press: Newtown, CT, USA, 2000. [Google Scholar]
- Deng, Y.X.; Guan, P.F.; Zuo, Y.F.; Wu, Y.Q.; Yuan, G.M.; Li, X.J. Preparation and properties of PVA-sodium silicate hybrid modified poplar based on interpenetrating cross-linked structures. Mater. Rev. 2021, 35, 10221–10226. [Google Scholar] [CrossRef]
- Matuana, L.M.; Jin, S.; Stark, N.M. Ultraviolet weathering of HDPE/wood-flour composites coextruded with a clear HDPE cap layer. Polym. Degrad. Stabil. 2011, 96, 97–106. [Google Scholar] [CrossRef]
- Miyagawa, H.; Misra, M.; Drzal, L.T.; Mohanty, A.K. Fracture toughness and impact strength of anhydride-cured biobased epoxy. Polym. Eng. Sci. 2010, 45, 487–495. [Google Scholar] [CrossRef]
- Li, C.; Wang, Q.; Liu, M.; Wang, H. Rheological Behaviors of Polymer Impregnated Maple Veneer. BioResources 2015, 10, 5278–5292. [Google Scholar] [CrossRef]
- Li, Y.F.; Dong, X.Y.; Liu, Y.X. Characterization of Wood-Polymer Composite Fabricated by Polymerization of Methyl Methacrylate and Styrene within Wood. Trans. Tech. Publ. 2012, 174, 826–829. [Google Scholar] [CrossRef]
- Huang, S.S. Acetylation and co-modification with methyl methacrylate of moso bamboo and poplar wood. J. Zhejiang A F Univ. 2019. [Google Scholar] [CrossRef]
- Lam, P.T.; Wang, X.; Deng, Y.; Jiang, S.; Dong, G. Process of montmorillonite modified poplar wood I: Impregnation modification process. J. Cent. South Univ. For. Technol. 2016, 36, 9. [Google Scholar] [CrossRef]
- Lang, Q.; Bi, Z.; Zheng, X.; Miao, X.W.; Pu, J.W. Cross-linked modifiers to improve the application quality of fast-growing poplar wood and analysis of the mechanism. Trans. Chin. Soc. Agric. Eng. 2013, 29, 9. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Name | Raw Material Specification | Manufacturer |
|---|---|---|
| Phenol | Analytical Grade | Liaoning Quanrui Reagents Co., Ltd. Jinzhou, China |
| Sodium Hydroxide | Analytical Grade | Tianjin Damo Chemical Reagent Factory. Tianjin, China |
| Formaldehyde | Analytical Grade | Tianjin Fuchen Chemical Reagent Factory. Tianjin, China |
| Silica Sol | Average Particle Size 8–15 nm, 15–30 nm, 80–120 nm | Jinan Yinfeng Silicon Products Co., Ltd. Jinan, China |
| Silane Coupling Agent KH-560 | 97% | Shandong Yousu Chemical Technology Co., Ltd. Linyi, China |
| Anhydrous Ethanol | Analytical Grade | Tianjin Damo Chemical Reagent Factory. Tianjin, China |
| Distilled Water | - | Laboratory-made. Jinlin, China |
| Information on Phenolic Resin Solutions | Solid Content | Relative Molecular Weight | pH Value | Viscosity | Free Formaldehyde |
|---|---|---|---|---|---|
| numerical | 61.28% | 350–382 | 7–9 | 54.5 mPa·s | 0.34% |
| Level | Factor A | Factor B | Factor C |
|---|---|---|---|
| Composite Impregnation Solution | Applied Pressure/MPa | Pressurization Duration/h | |
| 1 | S15/PF | 0.8 | 1 |
| 2 | S30/PF | 1.0 | 2 |
| 3 | S80/PF | 1.2 | 3 |
| Experiment | Weight Gain Rate/% | Water Absorption Rate/% |
|---|---|---|
| A1B1C1 | 59.55 | 95.23 |
| A1B2C2 | 63.04 | 78.27 |
| A1B3C3 | 92.28 | 34.36 |
| A2B1C3 | 90.54 | 30.83 |
| A2B2C1 | 56.46 | 78.65 |
| A2B3C2 | 66.25 | 40.37 |
| A3B1C2 | 56.41 | 90.49 |
| A3B2C3 | 95.04 | 45.20 |
| A3B3C1 | 56.25 | 101.69 |
| Control material | - | 150.20 |
| MOR/Mpa | MOE/GPa | Impact Toughness /kJ/m2 | Hardness /kN | |
|---|---|---|---|---|
| A1B1C1 | 70.10 | 42.41 | 67.50 | 1.374 |
| A1B2C2 | 96.90 | 48.13 | 56.25 | 1.537 |
| A1B3C3 | 92.00 | 33.85 | 101.25 | 2.801 |
| A2B1C3 | 101.40 | 40.98 | 90.00 | 2.763 |
| A2B2C1 | 79.20 | 33.06 | 57.50 | 1.275 |
| A2B3C2 | 71.20 | 26.96 | 74.06 | 1.628 |
| A3B1C2 | 67.12 | 34.93 | 65.94 | 1.230 |
| A3B2C3 | 86.00 | 36.37 | 80.00 | 1.841 |
| A3B3C1 | 78.70 | 34.12 | 66.56 | 1.327 |
| Control material | 65.26 | 6.36 | 55.00 | 1.210 |
| Phenolic resin-modified wood | - | - | 43.00 | - |
| Level Value | Weight Gain Rate/% | Water Absorption Rate/% | MOR/MPa | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | A | B | C | A | B | C | |
| k1 | 71.62 | 68.83 | 57.42 | 69.28 | 72.18 | 91.86 | 86.33 | 79.54 | 76.00 |
| k2 | 71.08 | 71.51 | 61.90 | 49.95 | 67.37 | 69.71 | 83.93 | 87.37 | 78.41 |
| k3 | 69.23 | 71.59 | 92.62 | 79.13 | 58.81 | 36.80 | 77.27 | 80.63 | 93.13 |
| R | 2.39 | 2.76 | 35.2 | 29.18 | 13.37 | 55.06 | 9.06 | 7.83 | 17.13 |
| Primary and secondary factors | C > B > A | C > A > B | C > A > B | ||||||
| Optimal scheme | A1B3C3 | A2B3C3 | A1B2C3 | ||||||
| Level Value | MOE/Gpa | Impact Toughness/kJ/m2 | Hardness/kN | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | A | B | C | A | B | C | |
| k1 | 41.46 | 39.44 | 36.53 | 75.00 | 74.48 | 63.85 | 1.904 | 1.993 | 1.325 |
| k2 | 33.67 | 39.19 | 36.67 | 73.85 | 64.58 | 65.42 | 1.889 | 1.551 | 1.465 |
| k3 | 35.14 | 31.64 | 37.07 | 70.83 | 80.62 | 90.42 | 1.466 | 1.919 | 2.468 |
| R | 7.79 | 7.80 | 0.54 | 4.17 | 16.04 | 26.57 | 0.438 | 0.442 | 1.143 |
| Primary and secondary factors | B > A > C | C > B > A | C > B > A | ||||||
| Optimal scheme | A1B1C3 | A1B3C3 | A1B1C3 | ||||||
| Factor | SS | df | MS | F-Ratio | p-Value |
|---|---|---|---|---|---|
| A | 9.426 | 2 | 4.713 | 0.218 | Not significant |
| B | 14.806 | 2 | 7.403 | 0.342 | Not significant |
| C | 2202.829 | 2 | 1101.414 | 50.926 | Significant |
| Error | 43.255 | 2 |
| Factor | SS | df | MS | F-Ratio | p-Value |
|---|---|---|---|---|---|
| A | 1322.010 | 2 | 661.005 | 8.106 | Not significant |
| B | 275.459 | 2 | 137.730 | 1.689 | Not significant |
| C | 4605.366 | 2 | 2302.683 | 28.238 | Significant |
| Error | 163.093 | 2 |
| Factor | SS | df | MS | F-Ratio | p-Value |
|---|---|---|---|---|---|
| A | 132.199 | 2 | 66.100 | 0.291 | Not significant |
| B | 107.790 | 2 | 53.895 | 0.237 | Not significant |
| C | 516.218 | 2 | 258.109 | 1.137 | Not significant |
| Error | 454.186 | 2 |
| Factor | SS | df | MS | F-Ratio | p-Value |
|---|---|---|---|---|---|
| A | 102.915 | 2 | 51.458 | 1.189 | Not significant |
| B | 117.737 | 2 | 58.868 | 1.360 | Not significant |
| C | 0.465 | 2 | 0.233 | 0.005 | Not significant |
| Error | 86.548 | 2 |
| Factor | SS | df | MS | F-Ratio | p-Value |
|---|---|---|---|---|---|
| A | 27.796 | 2 | 13.898 | 1.100 | Not significant |
| B | 392.966 | 2 | 196.483 | 15.546 | Not significant |
| C | 1333.055 | 2 | 666.527 | 52.738 | Significant |
| Error | 25.277 | 2 |
| Factor | SS | df | MS | F-Ratio | p-Value |
|---|---|---|---|---|---|
| A | 0.371 | 2 | 0.185 | 3.580 | Not significant |
| B | 0.209 | 2 | 0.104 | 2.015 | Not significant |
| C | 2.333 | 2 | 1.166 | 22.524 | Significant |
| Error | 0.104 | 2 |
| Material | C1/% | C2/% | C3/% | C4/% |
|---|---|---|---|---|
| Control wood | 57.81 | 33.35 | 5.79 | 3.05 |
| Impregnated material | 39.60 | 46.52 | 10.09 | 3.78 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Zhang, Y.; Li, H.; Hou, H.; Li, C.; Liu, M. Research on the Impregnation Process and Mechanism of Silica Sol/Phenolic Resin Modified Poplar Wood. Forests 2023, 14, 2176. https://doi.org/10.3390/f14112176
Wang H, Zhang Y, Li H, Hou H, Li C, Liu M. Research on the Impregnation Process and Mechanism of Silica Sol/Phenolic Resin Modified Poplar Wood. Forests. 2023; 14(11):2176. https://doi.org/10.3390/f14112176
Chicago/Turabian StyleWang, Hongxing, Yinliang Zhang, Huijie Li, Haojie Hou, Chunfeng Li, and Mingli Liu. 2023. "Research on the Impregnation Process and Mechanism of Silica Sol/Phenolic Resin Modified Poplar Wood" Forests 14, no. 11: 2176. https://doi.org/10.3390/f14112176