
A Review of Wood Compression along the Grain—After the 100th Anniversary of Pleating


Abstract
:1. Introduction
2. History of Pleating
3. Raw Materials
3.1. Wood Species
3.2. Quality and Dimensions
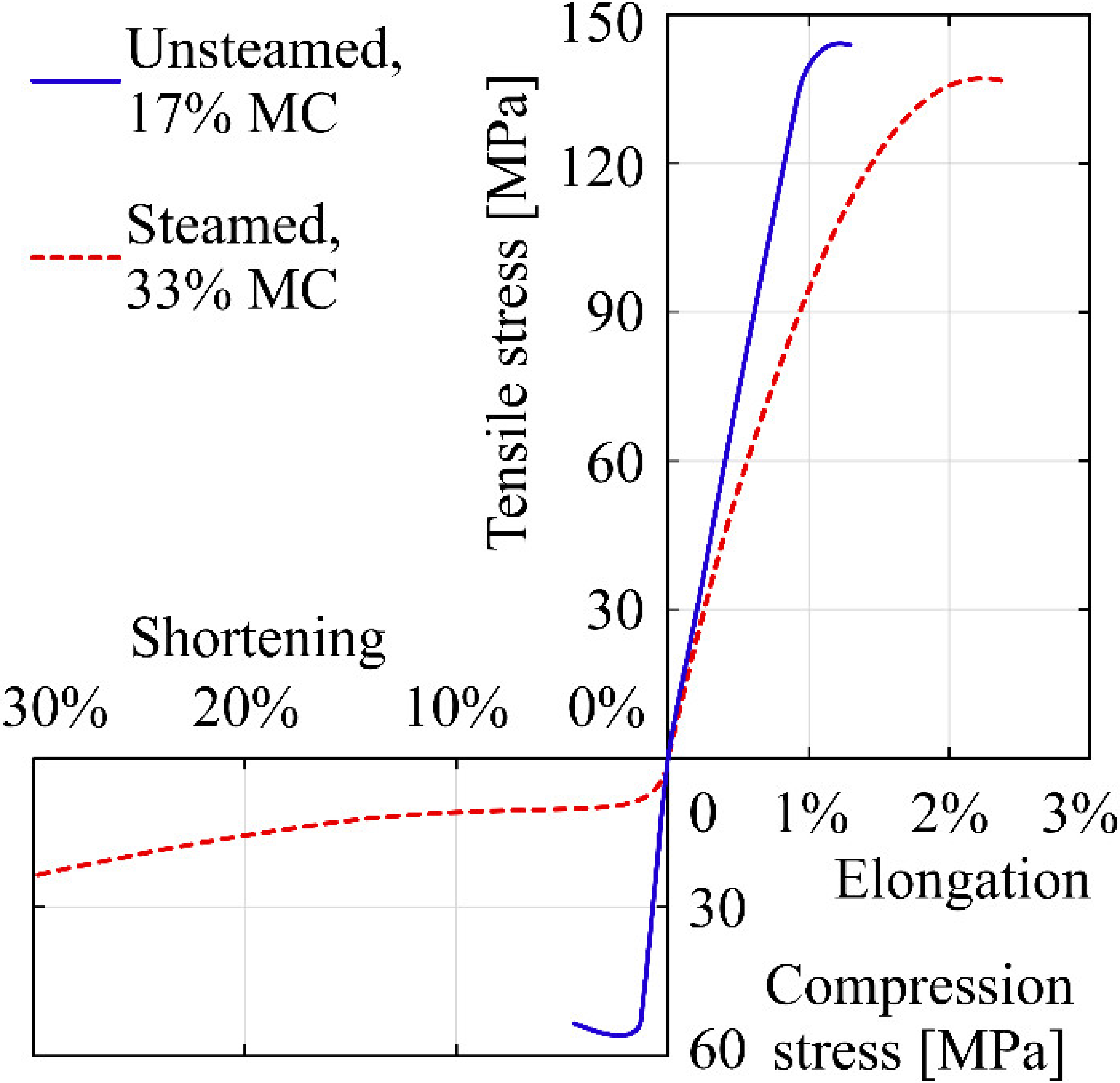
3.3. Moisture Content
4. Production of Pleated Wood
4.1. Plasticization
4.2. Compression along the Grain
4.3. Posttreatment, Drying, Machining
5. Properties of Pleated Wood
5.1. Mechanical Properties in Dried State (Modulus of Elasticity, Modulus of Rupture, Tensile Strength, Compressive Strength, and Impact Bending Strength)
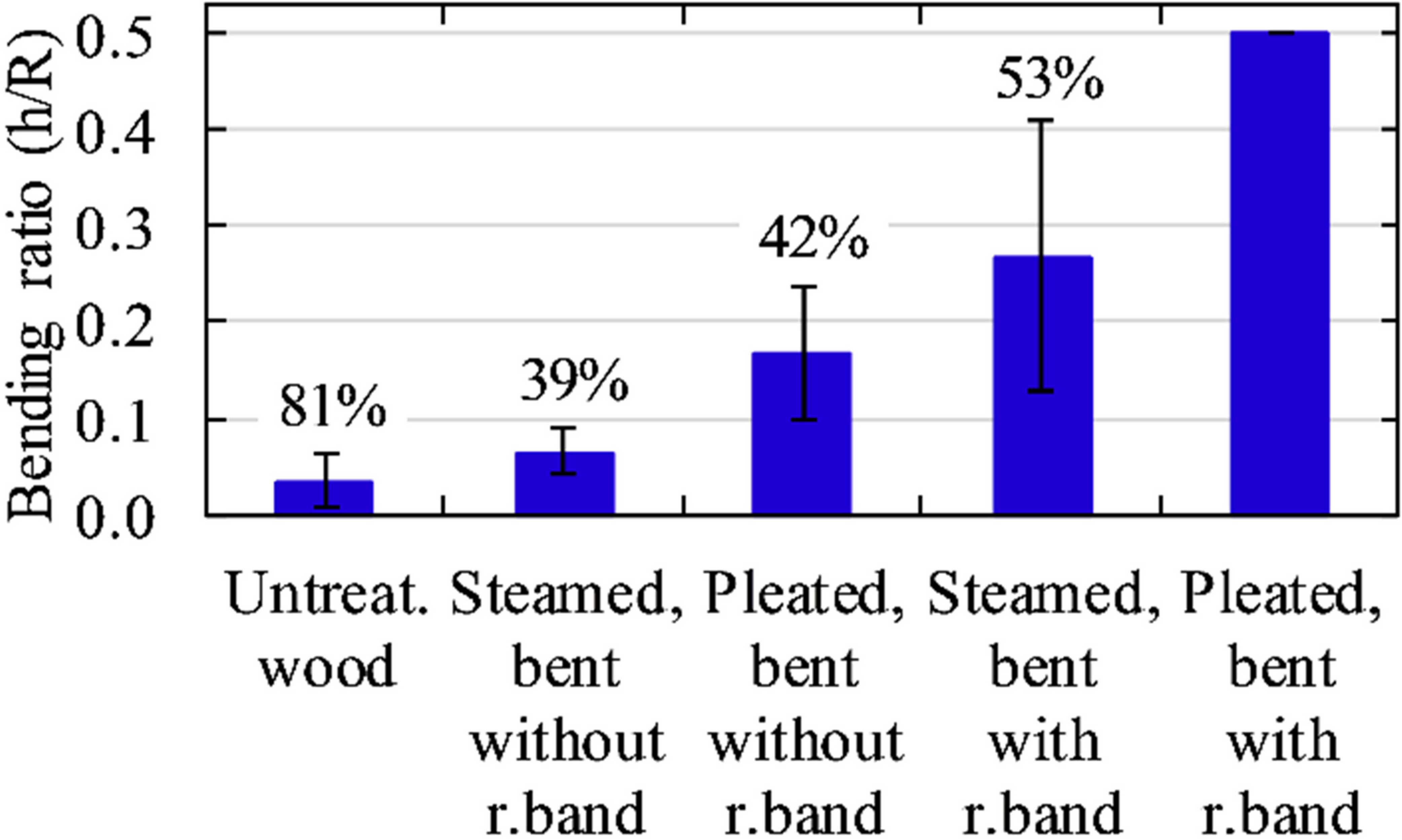
5.2. Physical and Related Properties in Dried State (Bending Ratio, Density, Memory Effect, Shrinkage–Swelling, Sorption, and Chemical Changes)
5.3. Property-Influencing Factors during and after Pleating (Compression Rate, Fixation, Compression Ratio, and Moisture Content)
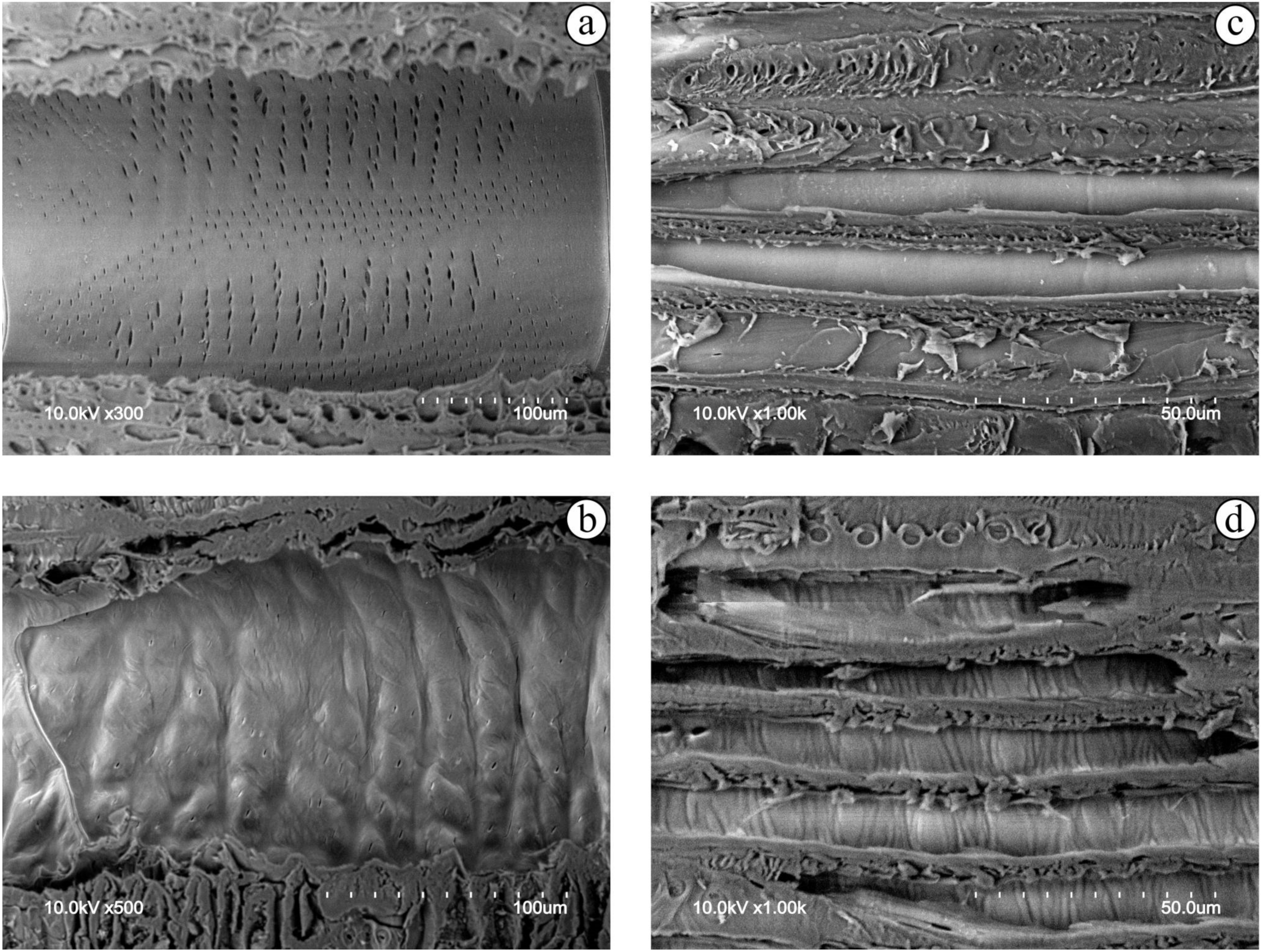
5.4. Changes at the Cellular Level: The Relationship between Buckling and Bending Elongation
5.5. Further Treatment Possibilities and Their Effects (Surface Treatment, Impregnation, Heat Treatment, and Fungal Resistance)
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Van Acker, J.; Hill, C.A.S. Proceedings of the First European Conference on Wood Modification; EUR; Ghent Univ. (RUG), Laboratory of Wood Technology: Ghent, Belgium, 2003; ISBN 978-90-806565-2-9. [Google Scholar]
- Hill, C. Wood Modification: Chemical, Thermal and Other Processes; Wiley series in renewable resources; John Wiley & Sons: Chichester, UK; Hoboken, NJ, USA, 2006; ISBN 978-0-470-02172-9. [Google Scholar]
- Sandberg, D.; Navi, P. Introduction to Thermo-Hydro-Mechanical (THM) Wood Processing; School of Technology and Design, Växjö University: Växjö, Sweden, 2007; ISBN 978-91-7636-561-8. [Google Scholar]
- Sandberg, D.; Haller, P.; Navi, P. Thermo-Hydro and Thermo-Hydro-Mechanical Wood Processing: An Opportunity for Future Environmentally Friendly Wood Products. Wood Mater. Sci. Eng. 2013, 8, 64–88. [Google Scholar] [CrossRef] [Green Version]
- Kamke, F.A. Modified Wood for New Product Opportunities. In Proceedings of the EWPAA-FWPA Symposium, Gold Coast, Queensland, Australia, 13–14 November 2014; Marriott Resort: Gold Coast, Australia, 2014. [Google Scholar]
- Sandberg, D.; Kutnar, A.; Mantanis, G. Wood Modification Technologies—A Review. Iforest Biogeosciences For. 2017, 10, 895–908. [Google Scholar] [CrossRef] [Green Version]
- Tóth, L.; Rossmanith, H.-P.; Siewert, T.A. Historical Background and Development of the Charpy Test. In European Structural Integrity Society; Elsevier: Amsterdam, The Netherlands, 2002; Volume 30, pp. 3–19. ISBN 978-0-08-043970-9. [Google Scholar]
- Svoboda, T.; Ruman, D.; Gaff, M.; Gašparík, M.; Miftieva, E.; Dundek, Ľ. Bending Characteristics of Multilayered Soft and Hardwood Materials. BioResources 2015, 10, 8461–8473. [Google Scholar] [CrossRef] [Green Version]
- Báder, M.; Németh, R. The Effect of the Relaxation Time on the Mechanical Properties of Longitudinally Compressed Wood. Wood Res. 2018, 63, 383–398. [Google Scholar]
- Anssary, E. An Approach to Support the Design Process Considering Technological Possibilities. PhD Dissertation, University of Duisburg-Essen, Department of Art and Design, Essen, Germany, 2006. [Google Scholar]
- Sparke, B. Method of Producing Wood with Lasting Flexibility, in Particuler for Use as Edge Strips, Furniture Parts and the Like, Where great Demands Are Made on the Flexibility of the Wood (FREMGANGSMÅDE til Fremstilling af træ med Blivende Fleksibilitet, Især til Anvendelse som Kantlister, Møbeldele og Lignende Formål, hvor der Stilles s tore Krav til Træets Bøjelighed); Danmark Patentdirektoratet: Taastrup, Denmark, 1989; DK 170 364 B1; 6p, Available online: https://worldwide.espacenet.com/publicationDetails/biblio?FT=D&date=19950814&DB=EPODOC&locale=en_EP&CC=DK&NR=170364B1&KC=B1&ND=4# (accessed on 2 March 2023).
- Deibl, H.-J.; Illhardt, J.; Walter, H.-J. Semi-Finished Product Making Process Using Bendable Wood, Involving Steaming Wet Semi-Finished Products until Saturated, Stacking in Growth Device, Fixing and Drying (Verfahren zur Herstellung von Halbzeugen aus Biegbarem Holz); Deutsches Patent-und Markenamt: Munich, Germany, 1999; DE 199 13 775 A1; 2p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?window=1&space=menu&content=treffer&action=pdf&docid=DE000019913775A1&Cl=2&Bi=1&Ab=1&De=2&Dr=&Pts=&Pa=&We=&Sr=1&Eam=&Cor=&Aa=&so=asc&sf=vn&firstdoc=1&NrFaxPages=2&pdfpage=1&xxxfull=1 (accessed on 2 March 2023).
- Volkmer, T.; Wagenführ, A.; Buchelt, B. Method for the Continuous Production of Soft and Flexible Wood under Tension, and Associated Apparatus (Verfahren zur Herstellung von Dauernd Weichbiegsamen Holz sowie Einrichtung Hierzu); Deutsches Patent- und Markenamt: Munich, Germany, 2001; DE 101 41 391 C1; 6p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?window=1&space=menu&content=treffer&action=pdf&docid=DE000010141391C1&Cl=4&Bi=1&Ab=1&De=2&Dr=6&Pts=&Pa=&We=&Sr=1&Eam=&Cor=&Aa=&so=asc&sf=vn&firstdoc=1&NrFaxPages=6&pdfpage=1&xxxfull=1 (accessed on 2 March 2023).
- Szabó, I.; Eckardt, L.; Czél, G. Energy Storing Spring from Wood (Energiatároló Tömörített Farugó); Magyar Szabadalmi Hivatal: Budapest, Hungary, 2005; HU 226 783 B1; 12p, Available online: https://worldwide.espacenet.com/publicationDetails/originalDocument?CC=HU&NR=226783B1&KC=B1&FT=D&ND=4&date=20091028&DB=EPODOC&locale=en_EP# (accessed on 2 March 2023).
- Segesdy, F. Designing Modern Kitchen Furniture Using Compressed Material (Modern Konyhabútor Tervezése Tömörített Anyag Felhasználásával). Master’s Thesis, Nyugat-magyarországi Egyetem, Faipari Mérnöki Kar, Sopron, Hungary, 2003. [Google Scholar]
- Kollmann, F. Technology of Woods and Wood Materials, Volume 2 (Technologie des Holzes und der Holzwerkstoffe, Zweiter Band); Springer-Verlag: München, Germany, 1955. [Google Scholar]
- Sőregi, R. Interior Design of a Sailboat Cabin Using Compressed Wood (Vitorláshajó Kabinbelső Kialakítása Tömörített fa Alkalmazásával). Master’s Thesis, Nyugat-magyarországi Egyetem, Faipari Mérnöki Kar, Sopron, Hungary, 2007. [Google Scholar]
- Vorreiter, L. Woodtechnologycal Handbook, Volume I. (Holztechnologisches Handbuch Band I); Georg Fromme & Co.: Wien, Austria, 1949. [Google Scholar]
- Tokodi, L.Z. The Appearance and Use of Wood and Wood-Based Materials in the Garment Culture (A fa És Faalapú Anyagok Megjelenése és Használata a Ruházati Kultúrában). Bachelor’s Thesis, Nyugat-magyarországi Egyetem, Faipari Mérnöki Kar, Sopron, Hungary, 2012. [Google Scholar]
- Bátori, K. Compression and Application Areas of Wood (A fa Tömörítése és Alkalmazási Területei). Bachelor’s Thesis, Nyugat-magyarországi Egyetem, Faipari Mérnöki Kar, Sopron, Hungary, 2000. [Google Scholar]
- Karl, Á. Optimization of the Use Parameters of a Laboratory Wood Compressing Equipment (Laboratóriumi Fatömörítő Berendezés Használati Paramétereinek Optimalizálása). Bachelor’s Thesis, Nyugat-magyarországi Egyetem, Faipari Mérnöki Kar, Sopron, Hungary, 2015. [Google Scholar]
- Komáromy, G. Theoretical Basics of Wood Bending and Some Practical Issues (A fa Hajlításának Elméleti alapjai és Néhány Gyakorlati Kérdése). Bachelor’s Thesis, Nyugat-magyarországi Egyetem, Faipari Mérnöki Kar, Sopron, Hungary, 1999. [Google Scholar]
- Dósa, J.; Szabó, I.; Szemerey, T.; Németh, K.; Molnárné, P.P.; Matlák, Z. Technical properties of wood (A faanyag műszaki tulajdonságai). In Wood Industrial Handbook II/Faipari kézikönyv II; Molnárné, P.P., Ed.; Faipari Tudományos Alapítvány: Sopron, Hungary, 2002; pp. 56–60. ISBN 963-00-4231-2. [Google Scholar]
- Brownell, B.E. Transmaterial: A Catalog of Materials That Redefine Our Physical Environment; Princeton Architectural Press: New York, NY, USA, 2006; ISBN 978-1-56898-563-3. [Google Scholar]
- Reinhard, C.; Wallbaum, H.; Kristof, K. Take Wood! (Nimm Holz!); Druckerei Lokay: Reinheim, Germany, 2007. [Google Scholar]
- Lohmann, U. Wood Lexicon (Holzlexikon); 4. Auflage.; Nikol Verlagsgesellschaft: Hamburg, Germany, 2010; ISBN 978-3-86820-086-7. [Google Scholar]
- Brownell, B.E. Material Strategies: Innovative Applications in Architecture, 1st ed.; Architecture briefs The foundations of architecture; Princeton Architectural Press: New York, NY, USA, 2012; ISBN 978-1-56898-986-0. [Google Scholar]
- Smardzewski, J. Furniture Design; Springer: New York, NY, USA, 2015; ISBN 978-3-319-19532-2. [Google Scholar]
- Pure Timber Llc, Christo Mroz. Renovo Blackwood Pursuit Race Bicycle. Available online: https://renovo.bike/ (accessed on 3 March 2023).
- Candidus Prugger Llp. Jewellery in Bendywood. Available online: https://www.bendywood.com/en/others/492-s-ona-palma-de-mallorca-spain.html (accessed on 2 March 2023).
- Candidus Prugger Llp. Wardrobe Handles. Available online: https://www.bendywood.com/en/furniture/507-sterling-joinery-united-kingdom.html (accessed on 2 March 2023).
- Candidus Prugger Llp. Curved Wood Railings. Available online: https://www.bendywood.com/en/handrails/719-how-to-make-curved-railings-40mm-bendywood-beech.html (accessed on 2 March 2023).
- Candidus Prugger Llp. Wooden Insoles for Shoes. Available online: http://www.bendywood-insole.com/it.html (accessed on 2 March 2023).
- Waller, M. Mobius Bench. Available online: http://www.coroflot.com/mikewaller/portfolio1 (accessed on 20 February 2018).
- Pure Timber Llc, Christo Mroz. Shimoda Design and Bernhard Woodwork. Available online: https://www.puretimber.com/shimoda-design-and-bernhard-woodwork/ (accessed on 3 March 2023).
- Pure Timber Llc, Christo Mroz. Hammer Heads on Bench. Available online: https://www.puretimber.com/for-wood-artists/ (accessed on 3 March 2023).
- Pure Timber Llc, Christo Mroz. Gulla Chair, Design by Gulla Jonsdottir. Available online: https://www.puretimber.com/studio/ (accessed on 3 March 2023).
- Ivánovics, G. The Technology of Wood Bending Nowadays; Danyi, J., Lévai, P., Csabai, M.L.S., Fehér, M.N.I., Eds.; College of Kecskemét: Kecskemét, Hungary, 2005; pp. 189–193. [Google Scholar]
- Hyams, M. Can Design Generate Information to Aid in Technological Innovation? An Investigation Using Industry Based Case Studies. Master’s Thesis, Swinburne University of Technology, Hawthorn, Australia, 2008. [Google Scholar]
- Podmaniczky, M.S. Samuel Gragg and the Elastic Chair. In Boston Furniture 1700–1900; Jobe, B., Ward, G.W.R., Eds.; University of Virginia Press: Charlottesville, VA, USA, 2016; pp. 195–207. ISBN 978-0-9852543-8-4. [Google Scholar]
- Pařil, P.; Brabec, M.; Maňák, O.; Rousek, R.; Rademacher, P.; Čermák, P.; Dejmal, A. Comparison of Selected Physical and Mechanical Properties of Densified Beech Wood Plasticized by Ammonia and Saturated Steam. Eur. J. Wood Prod. 2014, 72, 583–591. [Google Scholar] [CrossRef]
- Vadas, J. Master of wood bending for furnitures: Michael Thonet (A bútorhajlítás mestere: Michael Thonet). Szép-Lak 2011, 1, 68–69. [Google Scholar]
- Kyriazidou, E.; Pesendorfer, M. Viennese Chairs: A Case Study for Modern Industrialization. J. Econ. Hystory 1999, 59, 143–166. [Google Scholar] [CrossRef]
- Kuzsella, L.; Szabó, I. Effect of wood compression on mechanical properties (A fa tömörítésének hatása a mechanikai tulajdonságokra). In Proceedings of the XI. Fiatal Műszakiak Tudományos Ülésszaka, Kolozsvár, Romania; Bitay, E., Ed.; Erdélyi Múzeum-Egyesület: Kolozsvár, Romania, 2006; pp. 233–236. [Google Scholar]
- Buchter, J.; Adelhoej, J.; Ljoerring, J.; Hansen, O. Introducing Compressed Wood; Danish Technological Institute, Department of Wood and Furniture: Taastrup, Denmark, 1993. [Google Scholar]
- Hanemann, M. Wood Treatment Processes (Holzaufbereitungsverfahren); Deutsches Reich Reichspatentamt: Berlin, Germany, 1917; DE 318 197 A; 1p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?window=1&space=menu&content=treffer&action=pdf&docid=DE000000318197A&Cl=1&Bi=&Ab=&De=1&Dr=&Pts=&Pa=&We=&Sr=&Eam=&Cor=&Aa=&so=asc&sf=vn&firstdoc=1&NrFaxPages=1&pdfpage=1&xxxfull=1 (accessed on 2 March 2023).
- Tóth, S. Changing of paradigmas in the bending of wood (Paradigma váltás a faanyagok hajlításában). In Paradigmaváltás a Tudományok, a Technika és az Orvoslás Körében. A Magyar Természettudományi Társulat Tudománytörténeti Kötetei; Magyar Természettudományi Társulat: Budapest, Hungary, 2022; Volume 5, pp. 353–363. ISBN 978-615-80623-2-9. [Google Scholar]
- Hanemann, M. Wood Treatment Processes—Addition to Patent 318197 (Holzaufbereitungsverfahren—Zusatz zum Patent 318197); Deutsches Reich Reichspatentamt: Berlin, Germany, 1917; DE 321 629 A; 1p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?window=1&space=menu&content=treffer&action=pdf&docid=DE000000321629A&Cl=1&Bi=1&Ab=&De=1&Dr=&Pts=&Pa=&We=&Sr=&Eam=&Cor=&Aa=&so=asc&sf=vn&firstdoc=1&NrFaxPages=1&pdfpage=1&xxxfull=1 (accessed on 2 March 2023).
- Holzveredelung Ltd. Method and Device for Producing Easily Bendable Wood (Verfahren und Vorrichtung zur Herstellung von Weichbiegsamen Holz); Deutsches Reich Reichspatentamt: Berlin, Germany, 1926; DE 458 923 A; 3p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?window=1&space=menu&content=treffer&action=pdf&docid=DE000000458923A&Cl=2&Bi=1&Ab=&De=1&Dr=3&Pts=&Pa=&We=&Sr=&Eam=&Cor=&Aa=&so=asc&sf=vn&firstdoc=11&NrFaxPages=3&pdfpage=1&xxxfull=1 (accessed on 2 March 2023).
- Magyar Amerikai Faipar Plc. Method and Equipment for Produce Longer Timber with Permanent Bendability (Eljárás és Berendezés Hosszabb Fahasábok Állandó Hajlékonnyá Tételére); Magyar Királyi Szabadalmi Bíróság: Budapest, Hungary, 1927; HU 96 736; 4p, Available online: https://worldwide.espacenet.com/publicationDetails/originalDocument?CC=HU&NR=96736&KC=A&FT=D&ND=3&date=19271110&DB=EPODOC&locale=en_EP# (accessed on 10 February 2015).
- Pedersen, H. Process for Making Wood Lastingly Soft and Pliable; The National Archives, Richmond: London, UK, 1918; GB 131 128 A; 2p, Available online: https://worldwide.espacenet.com/publicationDetails/originalDocument?CC=GB&NR=131128A&KC=A&FT=D&ND=4&date=19190811&DB=en.worldwide.espacenet.com&locale=en_EP# (accessed on 2 March 2023).
- Thurn, A. Process for Producing Permanently Flexible Wood (Verfahren zur Herstellung Dauernd Biegsamen Holzes). Deutsches Reich Reichspatentamt: Berlin, Germany, 1932; DE 636 232 A; 3p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?action=pdf&docid=DE000000636232A (accessed on 2 March 2023).
- Thurn, A.; Thurn, A. Process for Producing Easily Bendable Wood (Verfahren zum Herstellen von Weichbiegsamen Holz); Deutsches Patentamt: Berlin, Germany, 1943; DE 946 479 B; 2p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?window=1&space=menu&content=treffer&action=pdf&docid=DE000000946479B&Cl=2&Bi=1&Ab=&De=1&Dr=&Pts=&Pa=&We=&Sr=2&Eam=&Cor=&Aa=&so=asc&sf=vn&firstdoc=2&NrFaxPages=2&pdfpage=1&xxxfull=1 (accessed on 2 March 2023).
- Kollmann, F.F.P. Technology of Woods and Wood Materials; Springer: Berlin Heidelberg, Germany, 1951; Volume 1. [Google Scholar]
- Kollmann, F.F.P. Wood Technology (Technologie des Holzes); Springer: Berlin, Germany, 1936. [Google Scholar]
- Schneider, H. Aircraft Type Book, Handbook of the German Aircraft-and Accessories-Industry (Flugzeug-Typenbuch, Handbuch der Deutschen Luftfahrt- und Zubehör-Industrie); Hermann Beyer: Leipzig, Germany, 1939. [Google Scholar]
- Heisel, U.; Eggert, O.T. Plastification of bentwood with high frequency or water vapor (Plastifizierung von Bugholz mit Hochfrequenz oder Wasserdampf). Die Holzbearb. 1990, 37, 18–26. [Google Scholar]
- Material Archive. Patent-Biegeholz (MA-1493). Available online: http://www.materialarchiv.ch/detail/1493/cms/de/cms/de/cms/de/sponsoren.html#/detail/1493/patent-biegeholz (accessed on 20 February 2018).
- Blankenstein, C. Woodtechnical Pocketbook (Holztechnisches Taschenbuch); Carl Hanser Verlag: München, Germany, 1956. [Google Scholar]
- König, E. Holz-Lexikon: Nachschlagewerk für die Holzwirtschaftliche Praxis. Bd. 1: A—M, 2nd ed.; DRW-Verl: Stuttgart, Germany, 1972; ISBN 978-3-87181-189-0. [Google Scholar]
- Schietzel, R. Improved solid wood (Vergütetes Vollholz). In Taschenbuch der Holztechnologie; Watzke, H., Ed.; VEB Fachbuchverlag: Leipzig, Germany, 1976; p. 966. [Google Scholar]
- Stevens, W.; Turner, N. Solid and Laminated Wood Bending; Forest Products Research Laboratory, Department of Scientific and Industrial Research; His Majesty’s Stationery Office: London, UK, 1948. [Google Scholar]
- Thomassen, T.; Ljørring, J.; Hansen, O. A Method and Apparatus for Compressing a Wood Sample; WIPO PATENTSCOPE Database, World Intellectual Property Organization: Geneva, Switzerland, 1990; WO/1991/002637; 24p, The World Intellectual Property Organization (WIPO) bears no responsibility for the integrity or accuracy of the data contained herein, in particular due, but not limited, to any deletion, manipulation, or reformatting of data that may have occurred beyond its control; Available online: https://patentscope.wipo.int/search/en/detail.jsf?docId=WO1991002637&_cid=P21-LFI3RL-43002-1 (accessed on 2 March 2023).
- Bakos, Z. Impact of Wood Compression on the Bending of Wood (A fa Tömörítésének Hatása a fa Hajlítására). Bachelor’s Thesis, Erdészeti és Faipari Egyetem, Faipari Mérnöki Kar, Sopron, Hungary, 1993. [Google Scholar]
- Báder, M.; Németh, R. Research conditions of the wood’s longitudinal compression—Part 1 (Faanyagok rostirányú tömörítésének kísérleti körülményei—1. rész). Gradus 2017, 4, 403–411. [Google Scholar]
- Curtis, J.R. Method of Making Shuttle Blocks; United States Patent Office: Alexandria, VA, USA, 1948; US 2 586 308 A; 5p, Available online: https://worldwide.espacenet.com/publicationDetails/originalDocument?CC=US&NR=2586308A&KC=A&FT=D&ND=3&date=19520219&DB=EPODOC&locale=en_EP# (accessed on 2 March 2023).
- Jouko, P. Wood Piece and Method for Supporting It; European Patent Office: Munich, Germany, 1997; Volume EP 0 948 685 A1, 20p, Available online: https://worldwide.espacenet.com/publicationDetails/originalDocument?CC=EP&NR=0948685A1&KC=A1&FT=D&ND=3&date=19991013&DB=EPODOC&locale=en_EP# (accessed on 2 March 2023).
- Eckardt, G.L. Partition profile (Térhatároló Idom); Szellemi Tulajdon Nemzeti Hivatala: Budapest, Hungary, 2013; HU 230 311 B1; 15p, Available online: https://worldwide.espacenet.com/publicationDetails/originalDocument?CC=HU&NR=230311B1&KC=B1&FT=D&ND=4&date=20151228&DB=EPODOC&locale=en_EP# (accessed on 2 March 2023).
- Kovács, Z.; Süveg, J.; Papp, T. Mechanical Machining II—Wood Bending (Mechanikai megmunkálás II—A fa hajlítása); University of West Hungary: Sopron, Hungary, 2006. [Google Scholar]
- Compwood Machines Ltd. English Manual; Compwood Machines Ltd.: Slagelse, Denmark, 2008; p. 33. [Google Scholar]
- Rónyai, B. Investigation of the Pleatability and Certain Physical-Mechanical Properties of elm Wood (Szil Faanyag Rostirányú Tömöríthetőségének és Egyes Fizikai-Mechanikai Tulajdonságainak Vizsgálata). Bachelor’s Thesis, University of Sopron, Sopron, Hungary, 2021. [Google Scholar]
- Szabó, I. Wood bending (Fahajlítás). In Faipari kézikönyv II; Molnárné, P.P., Ed.; Faipari Tudományos Alapítvány: Sopron, Hungary, 2002; pp. 60–61. [Google Scholar]
- Kuzsella, L.; Bárczy, P.; Szabó, I. New processing of ancient material, or energy storage spring made of compressed wood (Ősi anyag új feldolgozása, avagy tömörített fából energiatároló rugó). Bányászati És Kohászati Lapok 2011, 144, 40–41. [Google Scholar]
- Kuzsella, L. Effect of Longitudinal Compression on the Structure and Mechanical Properties of Beech Wood (Rostirányú Tömörítés Hatása a Bükk Faanyag Szerkezetére és Mechanikai Tulajdonságaira). Ph.D. Thesis, University of Miskolc, Miskolc, Hungary, 2011. [Google Scholar]
- Compwood Machines Ltd. Advanced Wood Bending Technology—Compressed Hardwood for Easy and Cold Bending; Compwood Machines Ltd.: Slagelse, Denmark, 2001; p. 4. [Google Scholar]
- Pure Timber Llc. Compressed Planks Ready to Ship. Available online: http://www.puretimber.com/ready-to-ship/?sort=featured&page=1 (accessed on 20 February 2018).
- Ivánovics, G. Deformation Process of Compressed Wood (A Nyomott Faanyag Alakváltozási Folyamata); manuscript; College of Kecskemét: Kecskemét, Hungary, 2012. [Google Scholar]
- Peres, M.; Gatto, D.; Delucis, R.; Beltrame, R. Bending solid wood: The process and the quality of raw material (Vergamento de madeira sólida: Quallade de processo e matéria-prima; Tömörfa hajlítása: A folyamat és az alapanyag minősége). Nativa 2013, 1, 56–61. [Google Scholar] [CrossRef] [Green Version]
- Báder, M.; Németh, R. The Solid Wood Crushing’s Conditions. In Eco-Efficient Resource Wood with Special focus on Hardwoods; Teischinger, A., Németh, R., Rademacher, P., Bak, M., Fodor, F., Eds.; University of West Hungary: Sopron, Hungary, 2016; p. 120. [Google Scholar]
- Báder, M.; Németh, R. Research conditions of the wood’s longitudinal compression—Part 2 (Faanyagok rostirányú tömörítésének kísérleti körülményei—2. rész). Gradus 2017, 4, 412–418. [Google Scholar]
- Niemz, P.; Sonderegger, W.U. Wood Physics: Physics of Wood and Wood-Based Materials; Fachbuchverlag Leipzig im Carl Hanser Verlag: München, Germany, 2017; ISBN 978-3-446-44526-0. [Google Scholar]
- Bak, M. The Effect of Oil-Heat-Treatment on Some Major Properties of Poplar Wood (Növényi Olajokban Hőkezelt nyár Faanyag Tulajdonságainak Vizsgálata). Ph.D. Thesis, University of West-Hungary, Sopron, Hungary, 2012. [Google Scholar]
- Molnár, S.; Varga, M.F.; Fehér, S.; Németh, R. Technical properties of wood (A faanyag műszaki tulajdonságai). In Wood Industrial Handbook I/Faipari Kézikönyv I; Molnár, S., Ed.; Faipari Tudományos Alapítvány: Sopron, Hungary, 2000; pp. 59–88. ISBN 978-963-00-4229-1. [Google Scholar]
- Rasmussen Ltd. Bendwood Engineering. Available online: http://bendwoodengineering.com/ (accessed on 13 February 2014).
- Ivánovics, G. Engineering of a wood compression machine (Fatömörítő célgép tervezése). Gép 2008, 59, 56–59. [Google Scholar]
- Báder, M.; Németh, R. Hygroscopicity of Longitudinally Compressed Wood. Acta Silv. Lignaria Hung. 2017, 13, 135–144. [Google Scholar] [CrossRef] [Green Version]
- Kärenlampi, P.P.; Tynjälä, P.; Ström, P. Effect of Temperature and Compression on the Mechanical Behavior of Steam-Treated Wood. J. Wood Sci. 2003, 49, 298–304. [Google Scholar] [CrossRef]
- Ivánovics, G. Strength Test of Longitudinally Compressed Wood (Rostirányban Tömörített Faanyagok Szilárdsági Vizsgálata); Belina, K., Ed.; College of Kecskemét: Kecskemét, Hungary, 2006; pp. 171–176. [Google Scholar]
- Rowell, R.M.; Pettersen, R.; Han, J.S.; Rowell, J.S.; Tschabalala, M.A. Cell Wall Chemistry. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2005; pp. 35–74. ISBN 0-8493-1588-3. [Google Scholar]
- Abe, K.; Yamamoto, H. Change in Mechanical Interaction between Cellulose Microfibril and Matrix Substance in Wood Cell Wall Induced by Hygrothermal Treatment. J. Wood Sci. 2006, 52, 107–110. [Google Scholar] [CrossRef]
- Navi, P.; Pizzi, A. Property Changes in Thermo-Hydro-Mechanical Processing. Holzforschung 2015, 69, 863–873. [Google Scholar] [CrossRef]
- Németh, R. The Effect of Hydrothermal Treatment on the Sorption Properties of Robinia Wood (A Hidrotermikus Kezelés Hatása az akác Faanyagának Szorpciós Tulajdonságaira). Ph.D. Thesis, University of West Hungary, Sopron, Hungary, 2002. [Google Scholar]
- Winkler, A. Fiberboards (Farostlemezek); Mezőgazdasági Szaktudás Kiadó: Budapest, Hungary, 1999; ISBN 963-356-275-9. [Google Scholar]
- Alpár, T. Production of Fibreboards (Farostlemezek Gyártása); University of Sopron: Sopron, Hungary, 2023. [Google Scholar]
- Hofmann, T. Wood Chemistry—Chemical Transformation of Wood (Fakémia—A Faanyag Kémiai Átalakulása); University of West Hungary: Sopron, Hungary, 2013. [Google Scholar]
- Lenth, C.; Kamke, F. Moisture Dependent Softening Behavior of Wood. Wood Fiber Sci. 2001, 33, 492–507. [Google Scholar]
- Olsson, A.-M.; Salmén, L. The Softening Behavior of Hemicelluloses Related to Moisture. In Hemicelluloses: Science and Technology; Gatenholm, P., Tenkanen, M., Eds.; American Chemical Society: Washington, DC, USA, 2003; Volume 864, pp. 184–197. ISBN 978-0-8412-3842-8. [Google Scholar]
- Engelund, E.T.; Thygesen, L.G.; Svensson, S.; Hill, C.A.S. A Critical Discussion of the Physics of Wood–Water Interactions. Wood Sci. Technol. 2013, 47, 141–161. [Google Scholar] [CrossRef] [Green Version]
- Kollmann, F.F.P.; Coté, W.A. Principles of Wood Science and Technology—I—Solid Wood; Springer: New York, NY, USA, 1968; ISBN 978-3-642-87930-2. [Google Scholar]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of Hemicellulose, Cellulose and Lignin Pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Poletto, M.; Dettenborn, J.; Pistor, V.; Zeni, M.; Zattera, A. Materials Produced from Plant Biomass. Part I: Evaluation of Thermal Stability and Pyrolysis of Wood. Mater. Res. 2010, 13, 375–379. [Google Scholar] [CrossRef] [Green Version]
- Vorreiter, L. Woodtechnologycal Handbook, Volume II. (Holztechnologisches Handbuch Band II: System Holz-Wasser-Wärme, Holztrocknung, Dämpfen und Kochen, spanlose Holzverformung); Georg Fromme & Co.: Wien, Austria, 1958. [Google Scholar]
- Sitkei, G. Theory of Woodworking Operations (A Faipari Műveletek Elmélete); Mezőgazdasági Szaktudás Kiadó: Budapest, Hungary, 1994; ISBN 963 356 079 9. [Google Scholar]
- Hillis, W.E.; Rozsa, A.N. The Softening Temperatures of Wood. Holzforschung 1978, 32, 68–73. [Google Scholar] [CrossRef]
- Holzveredelung Ltd. Method for Make Wood Bendable (Verfahren zum biegsammachen vom Holz); Deutsches Reich Reichspatentamt: Berlin, Germany, 1926; DE 488 765 A; 2p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?window=1&space=menu&content=treffer&action=pdf&docid=DE000000488765A&Cl=1&Bi=1&Ab=&De=1&Dr=&Pts=&Pa=&We=&Sr=&Eam=&Cor=&Aa=&so=asc&sf=vn&firstdoc=7&NrFaxPages=2&pdfpage=1&xxxfull=1 (accessed on 2 March 2023).
- Szauer, M. Maximum Compressability Along the Grain of Oak Samples from Different Origins, Exploring the Reasons for Differences (Különböző Származási Helyű Tölgy Minták Maximális Tömöríthetősége, a Különbségek Okainak Feltárása). Bachelor’s Thesis, University of Sopron, Sopron, Hungary, 2021. [Google Scholar]
- Báder, M. Modification of the Properties of Natural Wood by Thermo-Hydro-Mechanical and Chemical Processes (A Természetes Faanyag Tulajdonságainak Módosítása Termo-Hidromechanikus és Vegyi Eljárásokkal). Ph.D. Thesis, University of Sopron, Sopron, Hungary, 2021. [Google Scholar]
- Dienes, Z. Product Design Using Compressed Wood (Terméktervezés Tömörített Faanyag Felhasználásával). Bachelor’s Thesis, Nyugat-magyarországi Egyetem, Faipari Mérnöki Kar, Sopron, Hungary, 2013. [Google Scholar]
- Compwood The Process. Available online: http://compwood.com/processen/ (accessed on 3 February 2019).
- Báder, M.; Németh, R. Research conditions of the wood’s longitudinal compression—Part 3 (Faanyagok rostirányú tömörítésének kísérleti körülményei—3. rész). Gradus 2017, 4, 419–425. [Google Scholar]
- Báder, M.; Németh, R. Spring-Back of Wood after Longitudinal Compression. IOP Conf. Ser.Earth Environ. Sci. 2020, 505, 012018. [Google Scholar] [CrossRef]
- Báder, M.; Németh, R. Moisture-Dependent Mechanical Properties of Longitudinally Compressed Wood. Eur. J. Wood Prod. 2019, 77, 1009–1019. [Google Scholar] [CrossRef] [Green Version]
- Conradsson, P. Shaping Compressed Wood (Forma Komprimerat Trä); Carl Malmsten Centrum för Träteknik & Design: Stockholm, Sweden, 2007. [Google Scholar]
- Gorbacheva, G.; Sanaev, V.; Belkovskiy, S. Characterization of Specific Wood Surface at Shape Memory Effect. For. Eng. J. 2016, 6, 79–83. [Google Scholar] [CrossRef]
- Candidus Prugger Llp. How to Work and Finish Bendywood®. Available online: https://www.bendywood.info/en/working-instructions/217-2-machinery-and-tools.html (accessed on 3 March 2023).
- Candidus Prugger Llp. What is Bendywood®? Available online: https://www.bendywood.com/en/whatisbendywood.html (accessed on 3 March 2023).
- Báder, M.; Németh, R. Mechanical Characterisation of Accordionisated Wood, Effect of Relaxation Conditions. Pro. Ligno 2017, 13, 63–70. [Google Scholar]
- Somogyi, T. Investigating the Effects of Different Compression Rates and Double Compression (A Különböző Tömörítési Sebességek és a Kétszeri Tömörítés Hatásainak Vizsgálata). Bachelor’s Thesis, University of Sopron, Sopron, Hungary, 2018. [Google Scholar]
- Báder, M.; Németh, R.; Konnerth, J. Micromechanical Properties of Longitudinally Compressed Wood. Eur. J. Wood Prod. 2019, 77, 11. [Google Scholar] [CrossRef] [Green Version]
- Sadadtnezhad, S.H.; Tajvidi, M.; Usefi, H. Effect of longitudinal compression to bulk cell wall on mechanical properties of steamed treated of beach wood. Iran. J. Wood Pap. Sci. Res. 2008, 23, 191–199. [Google Scholar] [CrossRef]
- Báder, M.; Németh, R.; Ábrahám, J. Overview of the Theoretical and Practical Issues of Longitudinally Compressed Wood Part 2: History and Patents. The Properties of the Compression Process and the Treatments after Compression (Faanyag Rostirányú Tömörítésével Kapcsolatos Elméleti És Gyakorlati Kérdések Áttekintése—2. Rész: Történelem És Szabadalmak. A Tömörítési Folyamat Tulajdonságai És a Tömörítést Követő Eljárások). Faipar 2015, 63, 10–20. [Google Scholar] [CrossRef] [Green Version]
- Grászli, A. Heat Treatment of Untreated and Pleated Wood at 180 °C (Kezeletlen és Rostirányban Tömörített Faanyag Hőkezelése 180 °C Hőmérsékleten). Bachelor’s Thesis, University of Sopron, Sopron, Hungary, 2021. [Google Scholar]
- Kuzsella, L.; Szabó, I. The Effect of the Compression on the Mechanical Properties of Wood Material. Mat Sci. Forum. 2007, 537–538, 41–46. [Google Scholar] [CrossRef]
- Stevens, W.; Turner, N. Wood Bending Handbook; Forest Products Research Laboratory; His Majesty’s Stationery Office: London, UK, 1970. [Google Scholar]
- Bennett, R.G. Handbook of Hardwoods; Forest Products Research, Department of Scientific and Industrial Research, Her Majesty’s Stationery Office: London, UK, 1956. [Google Scholar]
- Horváth, B. Heat Treatment of Pleated Wood under Atmospheric Conditions (Rostirányban Tömörített Faanyag Hőkezelése Légköri Körülmények között). Bachelor’s Thesis, University of Sopron, Sopron, Hungary, 2020. [Google Scholar]
- Horváth, B.; Németh, R.; Báder, M. Shrinkage and Swelling Examinations of Longitudinally Compressed Wood. In Proceedings of the International Conference on Sustainable Economy and Agriculture, Kaposvár, Hungary, 14 November 2019; Koponicsné Györke, D., Barna, R., Eds.; Kaposvár University: Kaposvár, Hungary, 2019; pp. 105–114. [Google Scholar]
- Báder, M.; Németh, R. Decreasing the Shrinkage and Swelling of Longitudinally Compressed Wood. In Proceedings of the International Conference on Sustainable Economy and Agriculture, Kaposvár, Hungary, 14 November 2019; Koponicsné Györke, D., Barna, R., Eds.; Kaposvár University: Kaposvár, Hungary, 2019; pp. 15–22. [Google Scholar]
- Báder, M.; Németh, R.; Sandak, J.; Sandak, A. FTIR Analysis of Chemical Changes in Wood Induced by Steaming and Longitudinal Compression. Cellulose 2020, 27, 6811–6829. [Google Scholar] [CrossRef]
- Báder, M.; Németh, R. The Effect of the Rate of Longitudinal Compression on Selected Wood Properties. Acta Silv. Lignaria Hung. 2018, 14, 83–92. [Google Scholar] [CrossRef]
- Peck, E. Bending Solid Wood to Form; Agriculture Handbook; U.S. Department of Agriculture, Forest Service: Washington, DC, USA, 1957.
- Gaff, M.; Vokatý, V.; Babiak, M.; Bal, B.C. Coefficient of Wood Bendability as a Function of Selected Factors. Constr. Build. Mater. 2016, 126, 632–640. [Google Scholar] [CrossRef]
- Hanemann, M. Processes for Making Wood Everlastingly Flexible; US Patent Office: Alexandria, VA, USA, 1920; US 1457974; 1p, Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?window=1&space=menu&content=treffer&action=pdf&docid=US000001457974A&Cl=3&Bi=2&Ab=&De=2&Dr=1&Pts=&Pa=&We=&Sr=&Eam=&Cor=&Aa=&so=asc&sf=vn&firstdoc=25&NrFaxPages=3&pdfpage=1&xxxfull=1 (accessed on 2 March 2023).
- Molnár, S.; Peszlen, I.; Paukó, A. Wood Anatomy (Faanatómia); Szaktudás Kiadó Ház Zrt.: Budapest, Hungary, 2007; ISBN 978-963-9736-29-0. [Google Scholar]
- Molnár, S.; Börcsök, Z.; Farkas, P. Basics of wood anatomy. In The World’s Industrial Wood Species; Molnár, S., Farkas, P., Börcsök, Z., Zoltán, G., Richter, H.G., Szeles, P., Eds.; ERFARET Nonprofit Kft.: Sopron, Hungary, 2016; p. 616. ISBN 978-963-12-5239-2. [Google Scholar]
- Kánnár, A. Macro- and Micro-Failure Processes of Wood (A Faanyag Makro- és Mikro-Tönkremeneteli Folyamatai); Palatia Nyomda Kft.: Győr, Hungary, 2014; ISBN 978-963-08-8672-7. [Google Scholar]
- Szántó, P. Investigation of the Varnishability of Pleated Wood (Rostirányban Tömörített Faanyag Lakkozhatóságának Vizsgálata). Bachelor’s Thesis, University of Sopron, Sopron, Hungary, 2018. [Google Scholar]
- Báder, M.; Németh, R. Lactic-acid treatment of longitudinally compressed wood (Hosszirányban tömörített faanyagok kezelése tejsavval). Gradus 2019, 6, 59–66. [Google Scholar]
- Horváth, F.; Bak, M.; Báder, M. Fungal Resistance of Fagus Sylvatica after Different Wood Modification Processes. In Proceedings of the 10th Hardwood Conference, Sopron, Hungary, 12–14 October 2022; Németh, R., Hansmann, C., Rademacher, P., Bak, M., Báder, M., Eds.; University of Sopron Press: Sopron, Hungary, 2022; pp. 100–104. [Google Scholar]
- Horváth, F. Fungal Resistance of Pleated Wood with Increased Durability (Növelt Tartósságú Rostirányban Tömörített Faanyagok Gombaállósága). Bachelor’s Thesis, University of Sopron, Sopron, Hungary, 2021. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Beech | MoE | MoR | MC |
|---|---|---|---|
| Vorreiter [18] | −75% | −45% | - |
| Kollmann [54] | −86% | - | 18% |
| Blankenstein [59] | −86% | −55% | - |
| Buchter et al. [45] | −15% | −10% | 5% |
| Ivánovics [88] | −68% | −46% | - |
| Kuzsella and Szabó [44] | −70% | −47% | - |
| Báder and Németh [110] | −66% | −47% | - |
| Báder and Németh [112] | −46% | −19% | 12% |
| Somogyi [118] | −55% | −24% | 9% |
| Average | −63% | −37% | 11% |
| Oak | |||
| Kollmann [54] | −86% | - | 18% |
| Blankenstein [59] | −85% | −55% | - |
| Ivánovics [88] | −60% | −42% | - |
| Kuzsella and Szabó [44] | −45% | −17% | - |
| Báder and Németh [110] | −59% | −3% | 12% |
| Báder et al. [119] | −63% | −5% | 12% |
| Average | −66% | −24% | 14% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Báder, M.; Németh, R. A Review of Wood Compression along the Grain—After the 100th Anniversary of Pleating. Forests 2023, 14, 763. https://doi.org/10.3390/f14040763
Báder M, Németh R. A Review of Wood Compression along the Grain—After the 100th Anniversary of Pleating. Forests. 2023; 14(4):763. https://doi.org/10.3390/f14040763
Chicago/Turabian StyleBáder, Mátyás, and Róbert Németh. 2023. "A Review of Wood Compression along the Grain—After the 100th Anniversary of Pleating" Forests 14, no. 4: 763. https://doi.org/10.3390/f14040763