
The Influence of Processing Conditions on the Quality of Bent Solid Wood from European Oak

Abstract
:1. Introduction
2. Materials and Methods
2.1. Sampling
2.2. Material Processing
2.2.1. Wood Drying
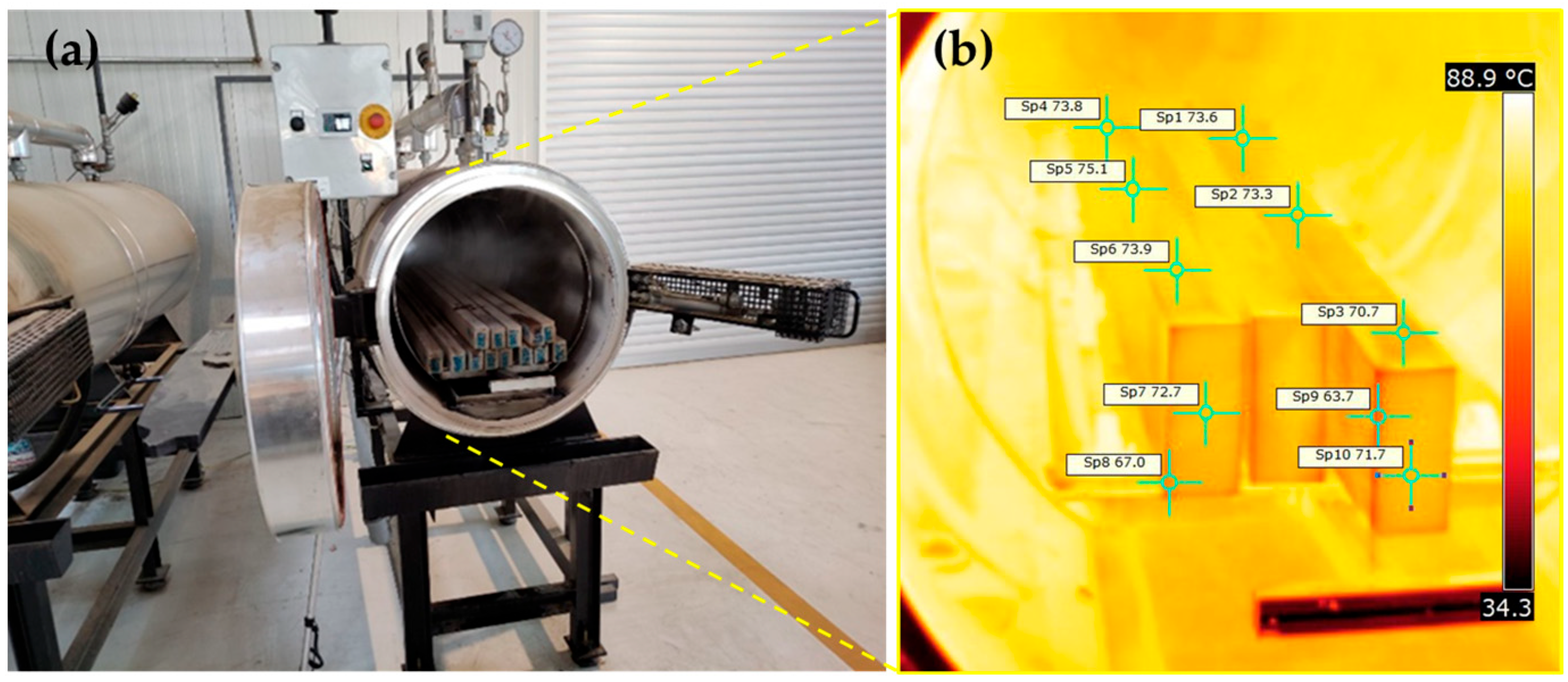
2.2.2. Solid Wood Steaming
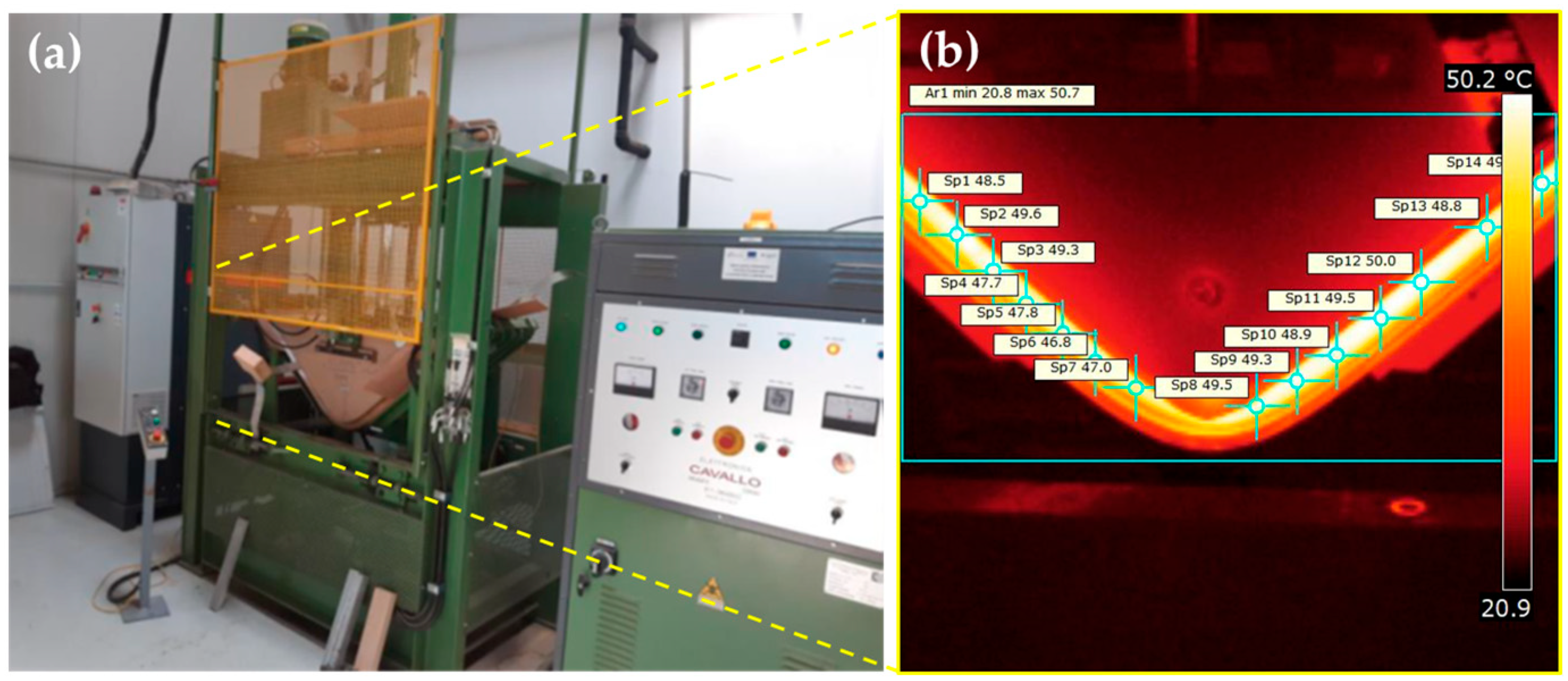
2.2.3. Solid Wood Bending
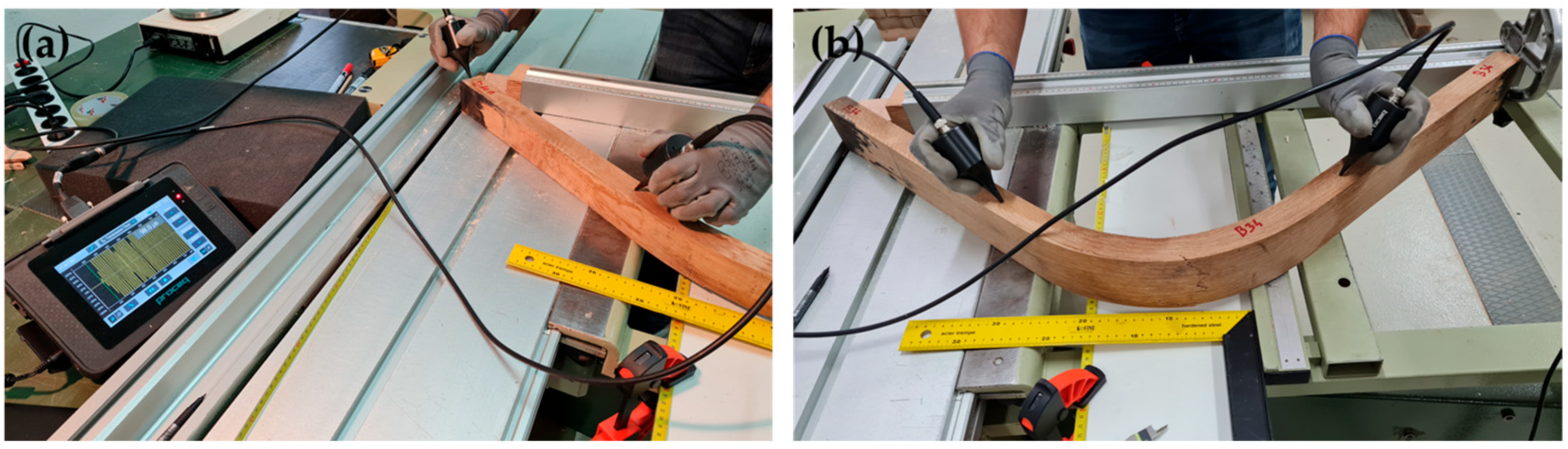
2.3. Quality Assessment of Bent Oak Elements
3. Results and Discussion
3.1. Process Kinetics
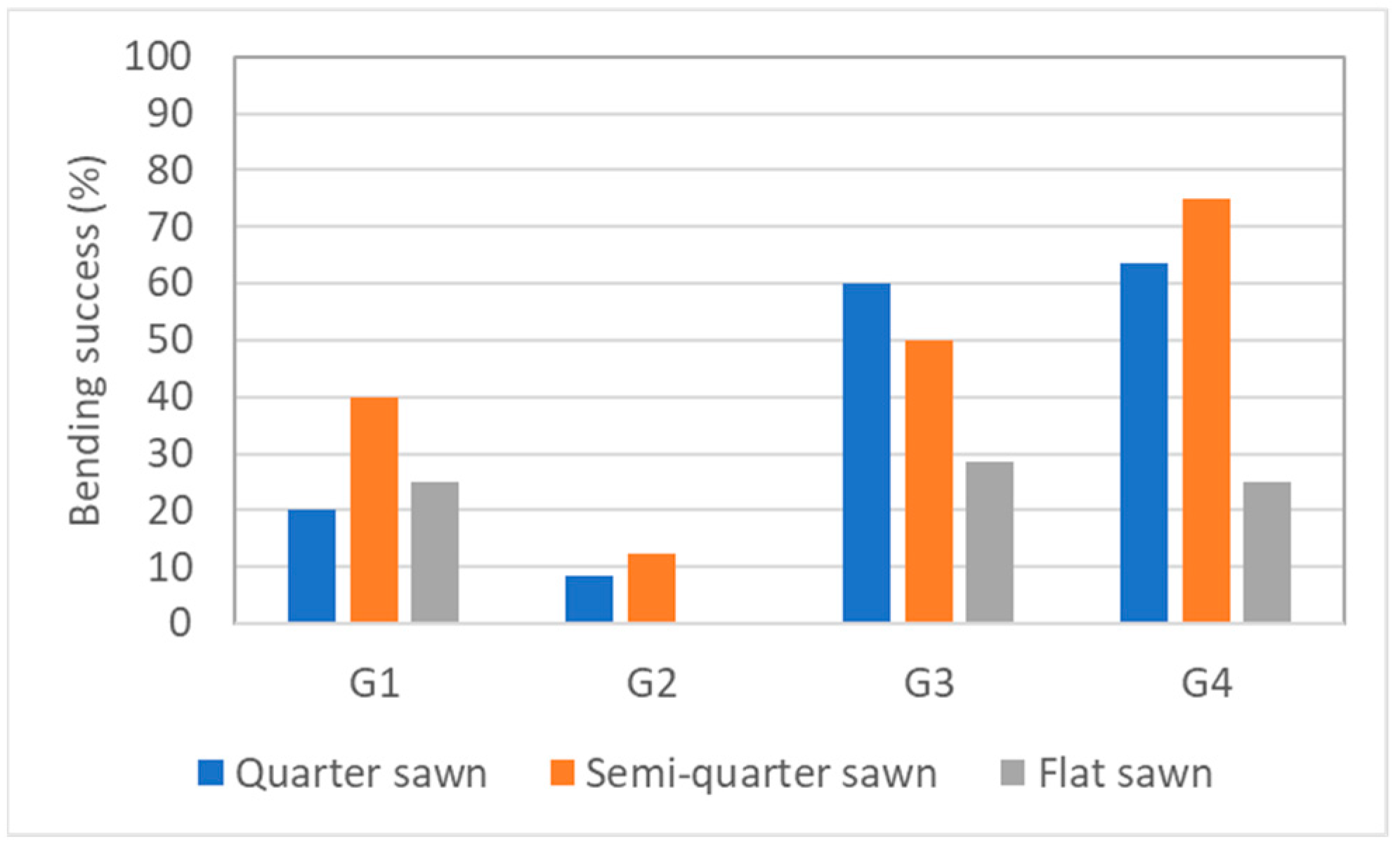
3.2. Bending Success Rate of Oak Wood
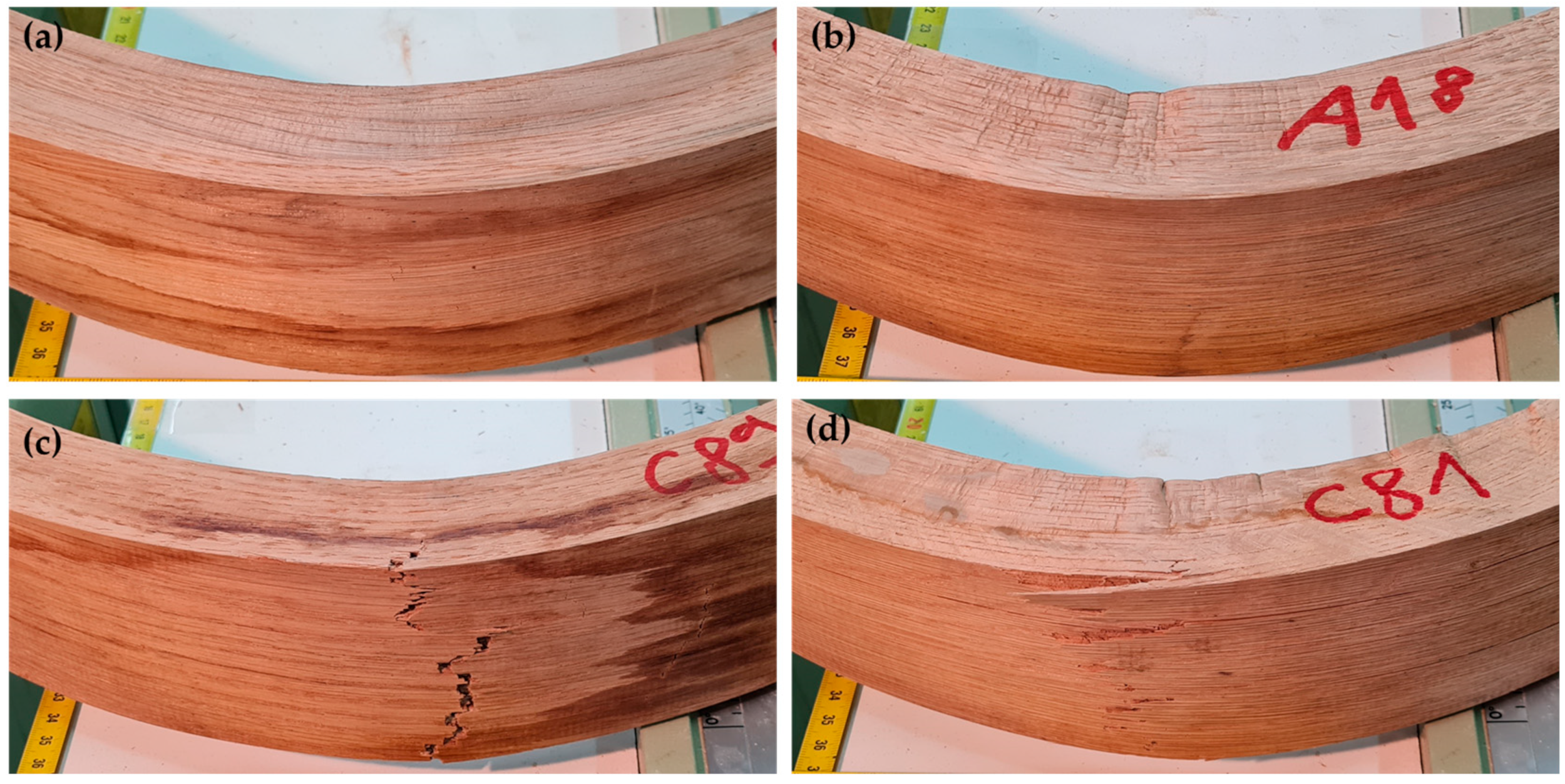
3.3. Appearance and Visual Assessment of Defects of Bent Oak Wood
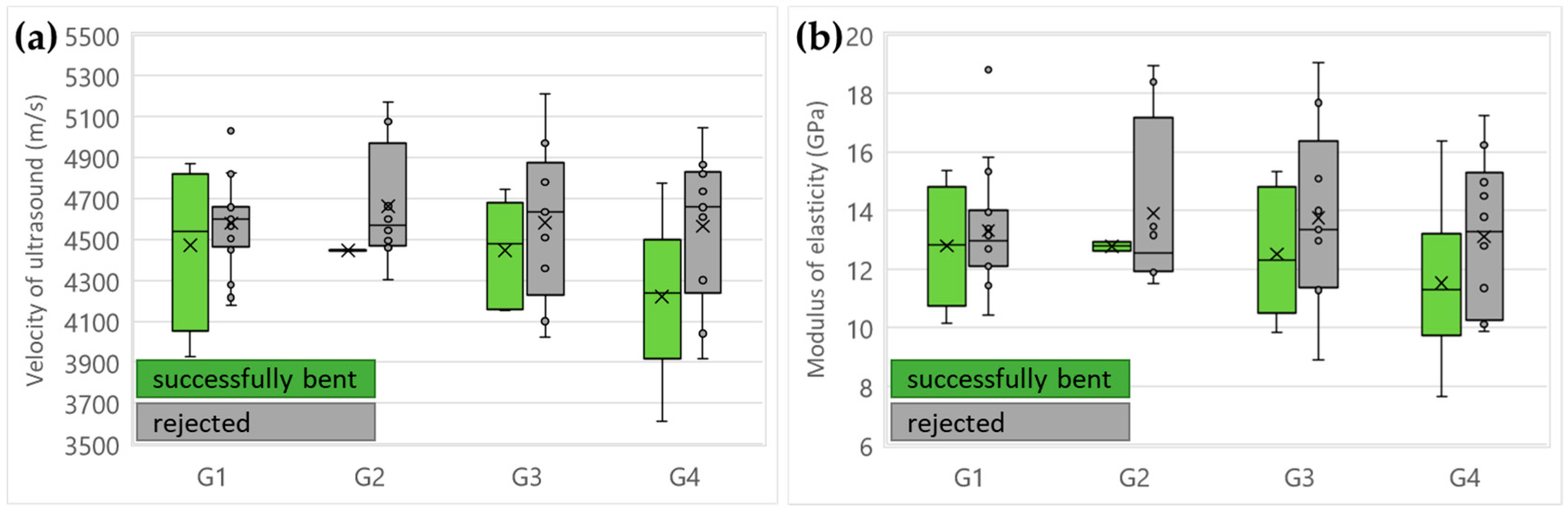
3.4. Physical and Acoustic Properties of Bent Oak Wood
4. Conclusions
- In order to achieve low rejection rate in the bending process, the process parameters, i.e., the time and the final moisture content for the different processing stages, must be well-controlled, as the margin between time and moisture content for optimal bending is very narrow.
- A method in which the oak wood is predried in one step to a nominal final moisture content of 8% and the specimens are then bent is not practical because of the low bending deformability and low compressibility on the concave side and tensile ductility on the convex side.
- The study showed that the initial lower MOE in addition to the proper moisture content before bending (MC ≥ 16%) significantly affected the bendability and acceptance rate of the oak specimens.
- In addition to visual assessment, the acceptance rate of bent solid oak can be determined non-destructively from the ratio of the ultrasound velocity in the straight and bent region (vB/vS) of the specimens.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krackler, V.; Keunecke, D.; Niemz, P.; Hurst, A. Possible fields of hardwood application. Drewno 2011, 56, 125–136. [Google Scholar]
- Wieruszewski, M.; Turbanski, W.; Mydlarz, K.; Sydor, M. Economic Efficiency of Pine Wood Processing in Furniture Production. Forests 2023, 14, 688. [Google Scholar] [CrossRef]
- Tomec, D.K.; Kariž, M. Use of Wood in Additive Manufacturing: Review and future prospects. Polymers 2022, 14, 1174. [Google Scholar] [CrossRef] [PubMed]
- Taylor, Z. Wood Bender’s Handbook; Sterling Publishing Inc.: New York, NY, USA, 2001. [Google Scholar]
- Jin, F.; Jiang, Z.; Wu, Q. Creep behavior of wood plasticized by moisture and temperature. BioResources 2016, 11, 827–838. [Google Scholar] [CrossRef]
- Ikuho, I.; Norimoto, M. Wood bending utilizing microwave heating–Bending creep in the direction perpendicular to grain. Mokuzai Gakkaishi 1984, 9, 1–12. [Google Scholar]
- Gibson, E.J. Creep of wood: Role of water and effect of a changing moisture content. Nature 1965, 206, 213–215. [Google Scholar] [CrossRef]
- Grossman, P.U.A. Requirements for a model that exhibits mechano-sorptive behaviour. Wood Sci. Technol. 1976, 10, 163–168. [Google Scholar] [CrossRef]
- Hoffmeyer, P.; Davidson, R.W. Mechano-sorptive creep mechanism of wood in compression and bending. Wood Sci. Technol. 1989, 23, 215–227. [Google Scholar] [CrossRef]
- Mikšik, M.; Pervan, S.; Klarić, M.; Čavlović, A.O.; Španić, N.; Prekrat, S. Factors Influencing Behaviour of Solid Wood Bending Process Čimbenici koji utječu na proces savijanja cjelovitog drva. Drv. Ind. 2023, 74, 105–114. [Google Scholar] [CrossRef]
- Irvine, G.M. The glass transitions of lignin and hemicellulose and their measurement by differential thermal analysis. Tappi J. 1984, 67, 118–121. [Google Scholar]
- Back, E.; Salmen, L. Glass transition of wood components hold implications for moulding and pulping processes. Tappi J. 1982, 65, 107–110. [Google Scholar]
- Börcsök, Z.; Pásztory, Z. The role of lignin in wood working processes using elevated temperatures: An abbreviated literature survey. Eur. J. Wood Wood Prod. 2021, 79, 511–526. [Google Scholar] [CrossRef]
- Belchschmidt, J.; Engert, P.; Stephan, M. The glass transition of wood from the viewpoint of mechanical pulping. Wood Sci. Technol. 1986, 20, 263–272. [Google Scholar] [CrossRef]
- Rice, R.W.; Lucas, J. The effect of moisture content and bending rate on the work required to bend solid red oak. For. Prod. J. 2003, 53, 71–77. [Google Scholar]
- Lemoine, T.J.; Koch, P. Steam-bending properties of southern Pine. For. Prod. J. 1971, 21, 34–42. [Google Scholar]
- Sandberg, D.; Johansson, J. A new method for bending solid wood-high frequency heating of beech. In Hardwood Research and Utilisation in Europe; University of West Hungary Press: Sopron, Hungary, 2005; pp. 156–161. [Google Scholar]
- Stevens, W.C.; Turner, N. Wood Bending Handbook: Unlock the Secrets of Curving Wood; Fox Chapel Publishing Inc.: Florin, CA, USA, 2007. [Google Scholar]
- Peck, E.C. Bending Solid Wood to Form; U.S. Department of Agriculture: Madison, WI, USA, 1956. [Google Scholar]
- Torgovnikov, G. Dielectric Properties of Wood and Wood-Based Materials; Springer: Haidelberg, Germany, 1993. [Google Scholar]
- Emmerich, L.; Brischke, C.; Sievert, M.; Schulz, M.S.; Jaeger, A.-C.; Beulshausen, A.; Humar, M. Predicting the outdoor moisture performance of wood based on laboratory indicators. Forests 2020, 11, 1001. [Google Scholar] [CrossRef]
- Espinoza, O.; Bond, B. Vacuum Drying of Wood—State of the Art. Curr. For. Rep. 2016, 2, 223–235. [Google Scholar] [CrossRef]
- Rao, R.V.; Aebischer, D.P.; Denne, M.P. Latewood density in relation to wood fibre diameter, wall thickness, and fibre and vessel percentages in Quercus robur L. IAWA J. 1997, 18, 127–138. [Google Scholar] [CrossRef]
- Zhang, S.-Y.; Owoundi, R.E.; Nepveu, G.; Mothe, F.; Dothe, J.-F. Modelling wood density in European oak (Quercus petraea and Quercus robur) in simulating the silvicultural influence. Can. J. For. Res. 1993, 23, 2587–2593. [Google Scholar] [CrossRef]
- Kovryga, A.; Gamarra, J.O.C.; van de Kuilen, J.W.G. Strength and stiffness predictions with focus on different acoustic measurement methods. Eur. J. Wood Wood Prod. 2020, 78, 941–949. [Google Scholar] [CrossRef]
- Jakubowski, M.; Dobroczyński, M. Allocation of wood density in european oak (Quercus robur L.) trees grown under a canopy of scots pine. Forests 2021, 12, 712. [Google Scholar] [CrossRef]
- Kretschmann, D. Velcro mechanics in wood. Nat. Mater. 2003, 2, 775–776. [Google Scholar] [CrossRef] [PubMed]
- Popescu, M.C.; Popescu, C.M.; Lisa, G.; Sakata, Y. Evaluation of morphological and chemical aspects of different wood species by spectroscopy and thermal methods. J. Mol. Struct. 2011, 988, 65–72. [Google Scholar] [CrossRef]
- Straže, A.; Fajdiga, G.; Gospodarič, B. Nondestructive characterization of dry heat-treated fir (Abies Alba Mill.) timber in view of possible structural use. Forests 2018, 9, 776. [Google Scholar] [CrossRef]
- Ozyhar, T.; Hering, S.; Sanabria, S.J.; Niemz, P. Determining moisture-dependent elastic characteristics of beech wood by means of ultrasonic waves. Wood Sci. Technol. 2013, 47, 329–341. [Google Scholar] [CrossRef]
- Kurowska, A.; Kozakiewicz, P.; Gladzikowski, T. Ultrasonic waves propagation velocity and dynamic modulus of elasticity of European oak, European aspen, American cherry and wenge wood. Ann. Warsaw Univ. Life Sci. 2016, 93, 83–88. [Google Scholar]
- Beall, F.C. Overview of the use of ultrasonic technologies in research on wood properties. Wood Sci. Technol. 2002, 36, 197–212. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Group | Processing Procedure | No. of Samples |
|---|---|---|
| G1 | Air drying (20…25%) → Kiln drying (8%) → Bending | 30 |
| G2 | Kiln drying (20…25%) → Vacuum drying (8%) → Bending | 30 |
| G3 | Kiln drying (16%) → HF Bending → Kiln drying (8%) | 30 |
| G4 | Kiln drying (16%) → Bending → Kiln drying (8%) | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Straže, A.; Žigon, J.; Pervan, S.; Mikšik, M.; Prekrat, S. The Influence of Processing Conditions on the Quality of Bent Solid Wood from European Oak. Forests 2023, 14, 1047. https://doi.org/10.3390/f14051047
Straže A, Žigon J, Pervan S, Mikšik M, Prekrat S. The Influence of Processing Conditions on the Quality of Bent Solid Wood from European Oak. Forests. 2023; 14(5):1047. https://doi.org/10.3390/f14051047
Chicago/Turabian StyleStraže, Aleš, Jure Žigon, Stjepan Pervan, Mislav Mikšik, and Silvana Prekrat. 2023. "The Influence of Processing Conditions on the Quality of Bent Solid Wood from European Oak" Forests 14, no. 5: 1047. https://doi.org/10.3390/f14051047