1. Introduction
With the development of technology, the types of materials used in living spaces have also changed. However, even though many new materials have come out, wood is still preferred and encouraged because of its unique qualities. It will continue to be preferred due to its many advantages, such as its high resistance compared to its specific gravity, easy processing, good paint and varnish acceptance, good heat and sound insulation, aesthetic appearance, fast recycling to nature, as well as being a renewable and carbon blocking material.
Wood is a naturally occurring material that is heterogeneous and anisotropic, and it has various growth defects. Wood material, which has been used since the early ages of humanity, is widely used in many sectors, such as construction, furniture, and automotive. Wood used as a building material undergoes a multi-stage classification and processing. In the process from wood to building components, the yield drops to 25%–35% during processing [
1,
2].
The increasing use of wood, a biodegradable material, puts pressure on forests. In order to reduce this pressure, various wood-based panels are produced by utilizing lignocellulosic wastes. Wood-based panels (MDF, particleboard, CLT, LVL, glulam, plywood) are widely used in woodworks such as furniture, wooden structures, and flooring [
3,
4].
Plywood is one of the wood-based panel products that is manufactured at the highest volume. Plywood is produced by pressing the wood veneers under high temperature and pressure by stacking them on top of each other in such a way that the fiber directions are perpendicular to each other using a thermoset adhesive. Due to its improved dimensional stability, water-resistance properties, and high mechanical strength acquired via layered manufacturing, it is almost defect-free, available in large dimensions, different sizes, and grades ideal for all uses [
5,
6,
7,
8].
The strength of wooden buildings and furniture mainly depend on the mechanical properties of the materials they are produced from, the type of fastener, the number, and dimension parameters. The performance of the fasteners is one of the most important factors influencing the quality of furniture construction. Today, especially in the furniture industry, numerous fasteners such as mechanical cam locking, screw-in, bolt-tightening, bracket, and hooks are used. Failure to do the proper fastening may result in reduced strength of the connection point and extend the assembly time. For this reason, fasteners with the fastest/easiest application and high connection strength should be selected [
9,
10,
11].
Screws are the most commonly used fasteners in products manufactured using wood materials. In the construction of furniture, screws are frequently used for a variety of purposes, including connecting tops to tables, cabinets, and bases, attaching shelves to end members, framing cabinets, and installing hardware [
12,
13]. The rigidity of furniture and accessories in screw joints largely depends on the screw withdrawal resistance of the screws used in the connections and the wooden materials used in production. Therefore, it is important to obtain information on the screw withdrawal resistance of wood materials in order to gain insight into the durability and stability of the whole system [
14,
15,
16].
There are a lot of studies on the screw withdrawal resistance of wood and other materials that are based on wood that can be found in the literature. Each species of tree has its own unique set of anatomical, physical, and mechanical characteristics, which set it apart from the others. Due to this, the resistance of wood and other materials based on wood to the screw withdrawal differs from species to species as well. The screw withdrawal resistance of wood depends on the wood species, wood density, temperature, wood moisture content, screw diameter, and penetration depth [
13,
17,
18,
19].
Due to global climate change, significant changes occur in the usual weather conditions. Wood and wood-based materials are exposed to variable climatic conditions at their place of use. Especially, moisture and temperature changes change the physical and mechanical properties of wood and wood-based materials. The difficulties that arise in the process of preserving historical buildings are directly attributable to shifts in the climatic system, and more specifically, to the intensification of a wide range of weather phenomena. The United Nations Educational, Scientific, and Cultural Organization (UNESCO) has developed an overview of the principal issues regarding climate change and its consequences for cultural heritage. Damage caused by cycles of freezing and thawing, thermal stress, biological activity, moisture penetration, metal corrosion, crystallization, and salt dissolving are some of the things that are included on that list [
20,
21,
22,
23,
24,
25].
Wood and other products based on wood can sustain damage to the tune of millions of dollars each year if they are subjected to a variety of weather conditions. Concerns have been expressed about the durability of wood and wood-based products in outdoor applications, including fungi resistance, UV resistance, moisture resistance, and dimensional stability. In the literature, it has been reported that the freeze–thaw phenomenon significantly affects the physical and mechanical properties of wood and wood-based materials. For this reason, it is very important to determine how resistant wood-based materials and other materials used with them will be to various environmental conditions. As a result, freeze–thaw durability emerges as an important factor that will determine the service life of wood and wood-based materials, especially in cold regions where the freeze–thaw phenomenon is common [
26,
27,
28,
29].
In this study, we aimed to investigate the effect of the freeze–thaw cycling (FTC) process on screw direct withdrawal resistance (SDWR) of plywood produced from beech (Fagus orientalis L.), ozigo (Dacryodes buettneri), and okoume (Aucoumea klaineana Pierre) species. In addition, the effects of screwing time (before/after FTC), screw orientation (face/edge), and the number of cycles in the FTC process (from 1 to 7) on SDWR were also investigated. Changes in the structure of the screws and plywood were observed after the FTC process.
2. Materials and Methods
In this study, 7-layer, 12 mm thick (outer layer thickness 1 mm, inner layer thickness 2 mm) plywoods produced using beech (Fagus orientalis L.), ozigo (Dacryodes buettneri), and okoume (Aucoumea klaineana Pierre) species obtained from a plywood factory operating in Kastamonu/Turkey were used. In the production of plywood, the amount of adhesive (phenol formaldehyde) was 160 gr/m2, the press temperature was 114 °C, the press pressure was 110 bar/m2, and the pressing time was 16 min.
The supplied plywoods were cut in accordance with the EN 13446 [
30] standard to obtain test blocks with dimensions of 50 × 50 × 12 mm
3 (
Figure 1). The test blocks obtained were conditioned for two weeks at 65% relative humidity and 20 ± 2 °C. Densities of the plywoods were determined according to EN 323 [
31] standard.
In this study, experiment parameters were determined for plywood type, screwing time (before and after cycling), screw orientation (face and edge), and the freeze–thaw cycling process. A total of 1350 test samples, 15 for each parameter, were prepared. Prepared sample codes are shown in
Table 1.
Pilot holes with a diameter of 3 mm (85.70% of the screw diameter) were drilled on the samples (
Figure 2). The drilled pilot hole depth was 10 mm and the screwing depth was 12 mm. Within the scope of the study, a full-shank single thread universal screw (grey zinc coated) with a diameter of 3.50 × 30 mm (shank diameter × total length) and a thread diameter of 3.90 mm was used. In order to examine the effect of the FTC process on SDWR, half of the samples were screwed before the FTC process and the other half after the FTC process. During the screwing process, care was taken to ensure that the screws made a 90° angle with the sample face or edge and that 18 mm of the screw was out of the sample. A Dremel 3000 drill and workstation were used to drill the pilot holes precisely. Pilot holes in the samples screwed after the FTC process were drilled after the FTC process and conditioning process.
The FTC process was applied to the plywoods according to the modified EN 321 [
32] standard (
Figure 3). In this context, the samples were first kept in a laboratory-type water bath at +20 °C for 18 h. After this process, the samples were taken out of the water bath, and the excess water was removed with the help of a napkin and kept in a laboratory-type oven at +60 °C for 6 h. At the end of the period, the samples taken from the oven were kept in a desiccator until they reached room temperature. After this process, the samples were kept in a freezer at −40 °C for 3 h. The samples taken out of the freezer were kept in an air-conditioning cabinet at +20 °C for 3 h and then conditioned for 2 weeks at 65% relative humidity and 20 ± 2 °C. This process was repeated 7 times in total. The effect of each cycle stage on SDWR was examined. SDWR tests were performed on a Shimadzu AGIC/20/50KN testing machine (Kastamonu, Turkey) according to the EN 13446 [
30] standard.
The IBM SPSS 26.0 application (Kastamonu, Turkey) was used for the statistical evaluation of the data obtained as a result of the study. An analysis of variance was applied to determine the differences between the results. For the purpose of making a comparison of the averages, the post hoc Duncan test was carried out with a reliability level of 95%.
3. Results and Discussion
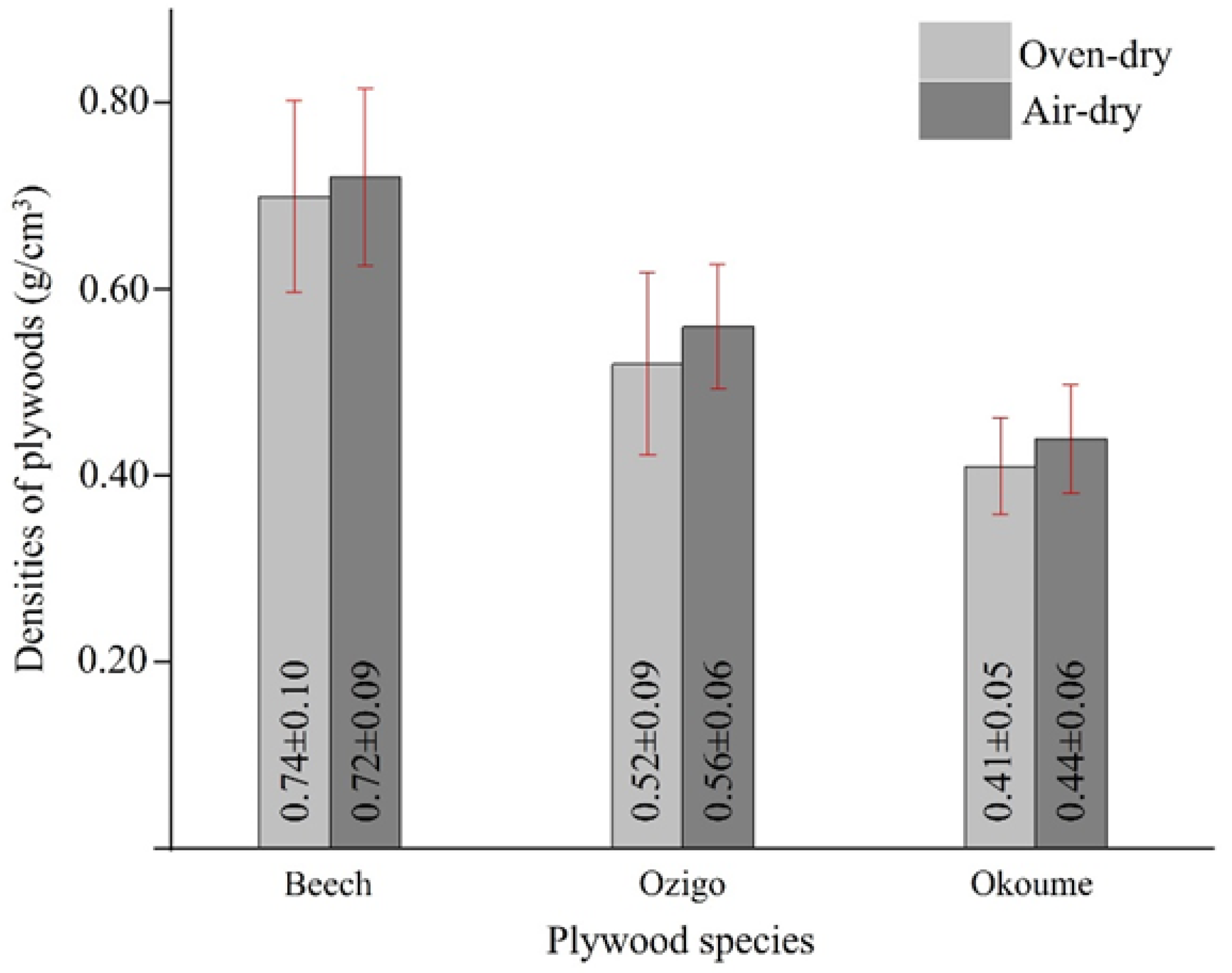
The oven-dry and air-dry densities of beech, ozigo, and okoume plywoods were determined according to TS EN 323 [
31] (
Figure 4). When the results were examined, the highest density was obtained in beech plywood, and the lowest density was obtained in okoume plywood. The oven-dry densities of beech, okoume, and ozigo solid woods are stated in the literature as 0.62 g/cm
3, 0.37 g/cm
3, and 0.53 g/cm
3, respectively. In this investigation, the densities of plywood manufactured from beech, okoume, and ozigo species were found to be higher than the densities of solid wood. This difference is assumed to be caused by the glue used in plywood manufacturing as well as condensation on the veneer sheets during pressing [
33,
34,
35,
36].
3.1. Plywood Species Effect on SDWR
Table 2 shows the mean SDWR values of beech, ozigo, and okoume plywood according to screwing time, screwing orientation, and number of cycles in FTC combinations. In general, when the SDWR values of face orientation in untreated plywoods were compared, it was determined that the highest values were obtained in beech (1279 N), ozigo (726 N), and okoume (691 N), respectively. When the SDWR values in edge orientation were compared, it was found that this order did not change and the SDWR values were 943 N, 563 N, and 487 N, respectively.
A comparison of the mean SDWR values of plywood types is given in
Table 3. When the mean SDWR values were compared, a statistically significant difference was found between the groups (
p < 0.05). When the mean SDWR values were compared, the highest values were obtained in beech plywood (873 N), ozigo plywood (561 N), and okoume plywood (486 N), respectively. According to this result, it was understood that the mean SDWR values were directly proportional to the density of the plywoods, in accordance with other studies in the literature [
37,
38,
39,
40].
3.2. Screwing Time Effect on SDWR
The main reason for examining the effect of screwing before and after the FTC process on SDWR is to understand how SDWR will change with the swelling and shrinkage that will occur in the screwed plywood after water treatment. On the other hand, it is known that screws made of metal will expand upon heating and contract upon freezing. It is also desirable to determine how the screwed plywoods will behave in this case with the FTC process.
Figure 5 shows the effect of screwing time on the mean SDWR. Half of the plywoods were screwed before the FTC process and subjected to the FTC process as screwed. The other half of the plywood was subjected to conditioning after the FTC process, and after this process, pilot holes were drilled and screwed. According to
Figure 5, it is seen that the screwing time does not make a statistically significant difference in other plywoods except beech plywood (
p > 0.05). Screwing after the FTC process in beech plywood gave better results than screwing before the FTC process.
The shapes and external appearances of the plywoods under the influence of the FTC process were carefully monitored. It was determined that the FTC process had little effect on the shape and appearance of ozigo and okoume plywoods compared to beech plywoods. At the end of the FTC process, small cracks were found on the surfaces of the beech plywoods (
Figure 6). In some samples, it was observed that there were separations in the glue line between the layers. This is thought to be due to the fact that the densities of beech plywoods are higher than that of ozigo and okoume plywoods. Since beech plywood has a high density, it is exposed to more swelling during water treatment and more shrinkage during drying than other plywoods. This causes the layers to separate from the glue line and cause cracks [
41,
42,
43].
It was observed that the screws were corroded and rusted during the FTC process (
Figure 7). According to the observations made at the end of seven cycles, no loosening and thinning findings were observed in the screws. It is thought that by increasing the number of cycles in the FTC process, the corrosion level of the screws will increase, and accordingly, SDWR will be affected.
According to all these findings, it was understood that the mean SDWR values of plywoods and the deformation in their shape and outer appearance were related to the effect of the FTC process. The main reason why the FTC process affects the mean SDWR of beech plywoods more than other plywood species may be that the density of beech plywoods is higher than other plywood species, and therefore, with higher swelling and shrinkage, it may be that the penetration of screw threads into the plywood is difficult, reducing the adhesion and the SDWR. It is not possible to compare the results because there is no study in the literature examining the effect of the FTC process on SDWR in plywoods.
3.3. Screw Orientation Effect on SDWR
The SDWR test results performed on the face and edge directions of beech, ozigo, and okoume plywoods are given in
Figure 8. A statistically significant difference was found between the mean SDWR values in all plywood species in face and edge orientation (
p < 0.05). It was determined that the mean SDWR values of plywood screwed in the face orientation were higher in all plywood species than those screwed in the edge orientation. It has been determined that the mean SDWR values of the plywoods screwed after the FTC process were generally higher than the screwed plywoods before the FTC process.
In general, it is known that with the increase in the density of wood and wood-based composites, their mechanical properties and SDWR values also increase. On the other hand, due to the pressing process of plywood during production, an increase in density occurs in the thickness direction. Therefore, the density in the face orientation is higher than in the edge orientation [
44,
45,
46]. The main reason for the higher SDWR in the face orientation than in the edge orientation is thought to be the difference in density. During screwing from the face orientation, the screw also penetrates each of the plywood layers. Screw treads can hold on to each layer. This does not apply to screwdriving from the edge orientation. When screwing from the edge, the screw threads can only hold on to a few of the plywood layers. Another reason for the SDWR differences in face and edge orientation is thought to be due to this situation.
3.4. Freeze–Thaw Cycle Effect on SDWR
The SDWR test results of beech, ozigo, and okoume plywoods according to the effect of the FTC process are given in
Table 4. Accordingly, it was determined that there was a statistically significant difference between the mean SDWR values in all plywood species (
p < 0.05).
When
Table 4 is examined, it is determined that the mean SDWR values of all plywood species decreased with the increase in the number of cycles in the FTC process. On the other hand, for all plywood species, it was observed that the mean SDWR values of screwed plywoods before the FTC process decreased more than those of screwed plywoods after the FTC process. According to this result, it can be said that there is a relationship between the FTC process and the screwing time.
When the relationship between the screwing of plywood from face and edge orientations and the number of cycles in the FTC process is examined, it is understood that the increase in the number of cycles has the most effect on screwing from the edge orientation. For example, when the samples screwed after the FTC process in beech plywood were examined, the mean SDWR values of the samples screwed from the face orientation decreased by 27.83% after the seventh cycle compared to the control groups, while the mean SDWR values of the samples screwed from the edge orientation decreased by 38.28%. This is thought to be due to the fact that the shrinkage and swelling ratio in the edge orientation, which occurs with moisture in plywoods, is higher than the shrinkage and swelling ratio in the face orientation, and accordingly, the bonding strength between the layers is reduced [
36,
41,
47,
48,
49].
It has been observed that the FTC process not only has an effect on SDWR in plywood, but also affects the appearance properties. In
Figure 9, it can be seen how the external appearance of beech, ozigo, and okoume plywood is affected after a total of seven cycles with the control samples. The color of all plywoods, especially the ozigo plywoods, darkened with the increase in the number of cycles.
4. Conclusions
This study basically presents the relationship between the FTC process and SDWR, however, in real use, plywood is exposed to such extreme temperatures or more freezing effects periodically and for longer periods of time. It should be known that the increase or decrease in the number of cycles, temperature, and exposure time in the FTC process may have an effect on SDWR. In addition, prolonged exposure to natural climatic temperature variation is required to better correlate data obtained under laboratory conditions with natural exposure results.
According to the results of the study, the oven dry densities of beech, ozigo, and okoume plywoods were determined as 0.74 gr/cm3, 0.52 gr/cm3, and 0.41 gr/cm3, respectively.
When the effect of plywood species on SDWR was examined, the mean SDWR values of beech, ozigo, and okoume plywoods were found to be 873 N, 561 N, and 486 N, respectively, in direct proportion to the density.
When the mean SDWR values of the plywoods exposed to the FTC process were compared with the mean SDWR values of the plywoods that were not exposed to the FTC process, it was determined that there was no statistically significant difference except for the beech plywoods. When the mean SDWR values of beech plywoods were examined, better results were obtained in screwed plywoods after the FTC process compared to screwed plywoods before the FTC process. This difference between the SDWR values is thought to be caused by microcracks in the beech plywood due to the FTC process.
When the effect of screw orientation on the mean SDWR was examined, it was determined that the test results obtained from face orientation were higher than those obtained from edge orientation in all the plywood species.
When the effect of the FTC process on the mean SDWR was examined, it was determined that the mean SDWR decreased in all the plywood species with the increase in the number of cycles in the FTC process. With the effect of the FTC process, the mean SDWR decreased more in the edge orientation than in the face orientation. This shows that the FTC process affects edge orientation more than face orientation.
It has been determined that the color of the plywood under the influence of the FTC process generally becomes darker with the increase in the number of cycles in the FTC process. In addition, with the increase in the number of cycles in the FTC process, it has been observed that corrosion occurs in the screws.
It is recommended to carry out new studies by modifying the FTC process conditions and the cycle number and using different fasteners in order to support this study, which was carried out in order to understand how the resistance properties of the connection points are affected, especially in harsh outdoor weather conditions for plywood used in the construction and furniture industry.
Author Contributions
Conceptualization, E.B. and A.K.; methodology, E.B.; software, A.K.; validation, E.B. and A.K.; formal analysis, E.B.; investigation, E.B.; resources, E.B. and A.K.; data curation, A.K.; writing—original draft preparation, E.B.; writing—review and editing, E.B.; visualization, A.K.; supervision, E.B.; project administration, E.B.; funding acquisition, E.B. and A.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kromoser, B.; Braun, M.; Ortner, M. Construction of All-Wood Trusses with Plywood Nodes and Wooden Pegs: A Strategy towards Resource-Efficient Timber Construction. Appl. Sci. 2021, 11, 2568. [Google Scholar] [CrossRef]
- Möller, E. Tendenzen Im Holzbau. Bautechnik 2013, 90, 42–46. [Google Scholar] [CrossRef]
- Jorda, J.; Kain, G.; Barbu, M.-C.; Petutschnigg, A.; Král, P. Influence of Adhesive Systems on the Mechanical and Physical Properties of Flax Fiber Reinforced Beech Plywood. Polymers 2021, 13, 3086. [Google Scholar] [CrossRef]
- Xu, D.; Yang, L.; Zhao, M.; Zhang, J.; Syed-Hassan, S.S.A.; Sun, H.; Hu, X.; Zhang, H.; Zhang, S. Conversion and Transformation of N Species during Pyrolysis of Wood-Based Panels: A Review. Environ. Pollut. 2021, 270, 116120. [Google Scholar] [CrossRef] [PubMed]
- Kalami, S.; Arefmanesh, M.; Master, E.; Nejad, M. Replacing 100% of Phenol in Phenolic Adhesive Formulations with Lignin. J. Appl. Polym. Sci. 2017, 134, 45124. [Google Scholar] [CrossRef] [Green Version]
- Bekhta, P.; Sedliačik, J. Environmentally-Friendly High-Density Polyethylene-Bonded Plywood Panels. Polymers 2019, 11, 1166. [Google Scholar] [CrossRef] [Green Version]
- Karthäuser, J.; Biziks, V.; Mai, C.; Militz, H. Lignin and Lignin-Derived Compounds for Wood Applications—A Review. Molecules 2021, 26, 2533. [Google Scholar] [CrossRef]
- Karri, R.; Lappalainen, R.; Tomppo, L.; Yadav, R. Bond Quality of Poplar Plywood Reinforced with Hemp Fibers and Lignin-Phenolic Adhesives. Compos. Part. C Open Access. 2022, 9, 100299. [Google Scholar] [CrossRef]
- Kasal, A. Effect of the Number of Screws and Screw Size on Moment Capacity of Furniture Corner Joints in Case Construction. Prod. J. 2008, 58, 36–44. [Google Scholar]
- Krzyżaniak, Ł.; Kuşkun, T.; Kasal, A.; Smardzewski, J. Analysis of the Internal Mounting Forces and Strength of Newly Designed Fastener to Joints Wood and Wood-Based Panels. Materials 2021, 14, 7119. [Google Scholar] [CrossRef]
- Krzyżaniak, Ł.; Smardzewski, J. Impact Damage Response of L-Type Corner Joints Connected with New Innovative Furniture Fasteners in Wood-Based Composites Panels. Compos. Struct. 2021, 255, 113008. [Google Scholar] [CrossRef]
- Uysal, M.; Haviarova, E. Lower Tolerance Limits for Screw Withdrawal in Wood. Wood Fiber Sci. 2019, 51, 375–386. [Google Scholar] [CrossRef]
- Yorur, H.; Birinci, E.; Gunay, M.N.; Tor, O. Effects of Factors on Direct Screw Withdrawal Resistance in Medium Density Fiberboard and Particleboard. Maderas. Cienc. Tecnol. 2020, 22, 375–384. [Google Scholar] [CrossRef]
- Örs, Y.; Özen, R.; Doğanay, S. Screw Holding Ability (Strength) of Wood Materials Used in Furniture Manufacture. Turk. J. Agric. For. 1998, 22, 29–34. [Google Scholar]
- Kilic, M.; Celebi, G. Compression, Cleavage, and Shear Resistance of Composite Construction Materials Produced from Softwoods and Hardwoods. J. Appl. Polym. Sci. 2006, 102, 3673–3678. [Google Scholar] [CrossRef]
- Çağatay, K.; Efe, H.; Burdurlu, E.; Kesik, H.İ. Determination of Screw Holding Strength of Some Wood Materials. Kast. Univ. J. For. Fac. 2012, 12, 321–328. [Google Scholar]
- Aytekin, A. Determination of Screw and Nail Withdrawal Resistance of Some Important Wood Species. Int. J. Mol. Sci. 2008, 9, 626–637. [Google Scholar] [CrossRef]
- Rammer, D.R. Fastenings, Wood Handbook, Wood as Engineering Material; General Technical Report; Forest Products Laboratory: Madison, WI, USA, 2010.
- Gašparík, M.; Karami, E.; Sethy, A.K.; Das, S.; Kytka, T.; Paukner, F.; Gaff, M. Effect of Freezing and Heating on the Screw Withdrawal Capacity of Norway Spruce and European Larch Wood. Constr. Build. Mater. 2021, 303, 124457. [Google Scholar] [CrossRef]
- Cáceres, C.B.; Hernández, R.E. Balsam Fir Strength Behavior at Moisture Content in Service after Freezing in Green Condition. Bioresources 2018, 14, 401–408. [Google Scholar] [CrossRef]
- Zhao, L.; Lu, J.; Zhou, Y.; Jiang, J. Effect of Low Temperature Cyclic Treatments on Modulus of Elasticity of Birch Wood. Bioresources 2015, 10, 2318–2327. [Google Scholar] [CrossRef] [Green Version]
- Gerhards, C.C. Effect of Moisture Content and Temperature on the Mechanical Properties of Wood: An Analysis of Immediate Effects. Wood Fiber Sci. 1982, 14, 4–36. [Google Scholar]
- Hao, L.; Herrera-Avellanosa, D.; Del Pero, C.; Troi, A. What Are the Implications of Climate Change for Retrofitted Historic Buildings? A Literature Review. Sustainability 2020, 12, 7557. [Google Scholar] [CrossRef]
- Phillipson, M.C.; Emmanuel, R.; Baker, P.H. The Durability of Building Materials under a Changing Climate. WIREs Clim. Chang. 2016, 7, 590–599. [Google Scholar] [CrossRef] [Green Version]
- Vandemeulebroucke, I.; Caluwaerts, S.; Van Den Bossche, N. Factorial Study on the Impact of Climate Change on Freeze-Thaw Damage, Mould Growth and Wood Decay in Solid Masonry Walls in Brussels. Buildings 2021, 11, 134. [Google Scholar] [CrossRef]
- Pilarski, J.M.; Matuana, L.M. Durability of Wood Flour-Plastic Composites Exposed to Accelerated Freeze-Thaw Cycling. Part I. Rigid PVC Matrix. J. Vinyl Addit. Technol. 2005, 11, 1–8. [Google Scholar] [CrossRef]
- Pilarski, J.M.; Matuana, L.M. Durability of Wood Flour-Plastic Composites Exposed to Accelerated Freeze–Thaw Cycling. II. High Density Polyethylene Matrix. J. Appl. Polym. Sci. 2006, 100, 35–39. [Google Scholar] [CrossRef]
- Wang, W.; Sain, M.; Cooper, P.A. Hygrothermal Weathering of Rice Hull/HDPE Composites under Extreme Climatic Conditions. Polym. Degrad. Stab. 2005, 90, 540–545. [Google Scholar] [CrossRef]
- Szmutku, M.B.; Campean, M.; Porojan, M. Strength Reduction of Spruce Wood through Slow Freezing. Eur. J. Wood Wood Prod. 2013, 71, 205–210. [Google Scholar] [CrossRef]
- EN 13446:2004; Determination of Withdrawal Capacity of Fasteners. European Committee for Standardization: Brussels, Belgium, 2004.
- EN 323:1993; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 321:2002; Wood-Based Panels—Determination of Moisture Resistance Under Cyclic Test Conditions. European Committee for Standardization: Brussels, Belgium, 2002.
- Salca, E.-A.; Bekhta, P.; Seblii, Y. The Effect of Veneer Densification Temperature and Wood Species on the Plywood Properties Made from Alternate Layers of Densified and Don-Densified Veneers. Forests 2020, 11, 700. [Google Scholar] [CrossRef]
- Kurowska, A.; Borysiuk, P.; Mamiński, M.; Zbieć, M. Veneer Densification as a Tool for Shortening of Plywood Pressing Time. Drv. Ind. 2010, 61, 193–196. [Google Scholar]
- Jakob, M.; Stemmer, G.; Czabany, I.; Müller, U.; Gindl-Altmutter, W. Preparation of High Strength Plywood from Partially Delignified Densified Wood. Polymers 2020, 12, 1796. [Google Scholar] [CrossRef]
- Bal, B.; Bektaş, İ. Determination of Relationship between Density and Some Physical Properties in Beech and Poplar Wood. Mobilya Ve Ahşap Malzeme Araştırmaları Derg. 2018, 1, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Dungani, R.; Karliati, T.; Hadiyane, A.; Suheri, A.; Suhaya, Y. Coconut Fibres and Laminates with Jabon Trunk (Anthocephalus cadamba Miq.) Veneer for Hybrid Plywood Composites: Dimensional Stability and Mechanical Properties. Eur. J. Wood Wood Prod. 2019, 77, 749–759. [Google Scholar] [CrossRef]
- Wang, X.A.; Salenikovich, A.; Mohammad, M. Localized Density Effects on Fastener Holding Capacities in Wood-Based Panels. Prod. J. 2007, 57, 103–109. [Google Scholar]
- Khandkar-Siddikur, R.; Nazmul Alam, D.M.; Nazrul Islam, M.D. Some Physical and Mechanical Properties of Bamboo Mat-Wood Veneer Plywood. ISCA J. Biol. Sci. 2012, 1, 61–64. [Google Scholar]
- Abdul Khalil, H.P.S.; Nurul Fazita, M.R.; Bhat, A.H.; Jawaid, M.; Nik Fuad, N.A. Development and Material Properties of New Hybrid Plywood from Oil Palm Biomass. Mater. Des. 2010, 31, 417–424. [Google Scholar] [CrossRef]
- Kojima, Y.; Suzuki, S. Evaluating the Durability of Wood-Based Panels Using Internal Bond Strength Results from Accelerated Aging Treatments. J. Wood Sci. 2011, 57, 7–13. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Li, M.; Chen, C.; Cao, G.; Mao, A.; Wan, H. Adhesives from Polymeric Methylene Diphenyl Diisocyanate Resin and Recycled Polyols for Plywood. Prod. J. 2017, 67, 275–282. [Google Scholar] [CrossRef]
- Santos, J.; Delgado, N.; Fuentes, J.; Fuentealba, C.; Vega-Lara, J.; García, D.E. Exterior Grade Plywood Adhesives Based on Pine Bark Polyphenols and Hexamine. Ind. Crops Prod. 2018, 122, 340–348. [Google Scholar] [CrossRef]
- Wu, Q. Screw-Holding Capacity of Two Furniture-Grade Plywoods. For. Prod. J. 1999, 49, 56–59. [Google Scholar]
- Verma, C.S.; Chariar, V.M. Development of Layered Laminate Bamboo Composite and Their Mechanical Properties. Compos. B Eng. 2012, 43, 1063–1069. [Google Scholar] [CrossRef]
- Celebi, G.; Kilic, M. Nail and Screw Withdrawal Strength of Laminated Veneer Lumber Made up Hardwood and Softwood Layers. Constr. Build. Mater. 2007, 21, 894–900. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Hosseini, S.B.; Ghahri, S.; Ghofrani, M.; Papadopoulos, A.N. Formaldehyde Emission in Micron-Sized Wollastonite-Treated Plywood Bonded with Soy Flour and Urea-Formaldehyde Resin. Appl. Sci. 2020, 10, 6709. [Google Scholar] [CrossRef]
- Sugahara, E.; Casagrande, B.; Arroyo, F.; De Araujo, V.; Santos, H.; Faustino, E.; Christoforo, A.; Campos, C. Comparative Study of Plywood Boards Produced with Castor Oil-Based Polyurethane and Phenol-Formaldehyde Using Pinus Taeda L. Veneers Treated with Chromated Copper Arsenate. Forests 2022, 13, 1144. [Google Scholar] [CrossRef]
- Ando, M.; Sato, M. Evaluation of the Self-Bonding Ability of Sugi and Application of Sugi Powder as a Binder for Plywood. J. Wood Sci. 2010, 56, 194–200. [Google Scholar] [CrossRef]
Figure 1.
Untreated plywoods ((a) beech, (b) okoume, (c) ozigo).
Figure 1.
Untreated plywoods ((a) beech, (b) okoume, (c) ozigo).
Figure 2.
Plywood test specimens ((a) pilot hole position; (b) pilot hole depth; (c) screwing depth) (mm).
Figure 2.
Plywood test specimens ((a) pilot hole position; (b) pilot hole depth; (c) screwing depth) (mm).
Figure 3.
Scheme of freeze–thaw cycling (1 cycle).
Figure 3.
Scheme of freeze–thaw cycling (1 cycle).
Figure 4.
Densities of beech, ozigo, and okoume plywoods (g/cm3).
Figure 4.
Densities of beech, ozigo, and okoume plywoods (g/cm3).
Figure 5.
Mean comparisons of SDWR (N) for screwing time. (Superscript letters of a and b are a homogeneous subset of post hoc test results [p < 0.05]).
Figure 5.
Mean comparisons of SDWR (N) for screwing time. (Superscript letters of a and b are a homogeneous subset of post hoc test results [p < 0.05]).
Figure 6.
Freeze–thaw cycle effect on plywood ((a) okoume; (b,c) beech; (d) ozigo).
Figure 6.
Freeze–thaw cycle effect on plywood ((a) okoume; (b,c) beech; (d) ozigo).
Figure 7.
The effect of freeze–thaw cycling on screws ((a) cycle no 5; (b) cycle no 6; (c) cycle no 7).
Figure 7.
The effect of freeze–thaw cycling on screws ((a) cycle no 5; (b) cycle no 6; (c) cycle no 7).
Figure 8.
Mean comparisons of SDWR (N) for screw orientation. (Superscript letters of a and b are a homogeneous subset of post hoc test results [p < 0.05]).
Figure 8.
Mean comparisons of SDWR (N) for screw orientation. (Superscript letters of a and b are a homogeneous subset of post hoc test results [p < 0.05]).
Figure 9.
General view of the specimens before the SDWR tests ((a) beech—face screwing, (b) beech—edge screwing, (c) ozigo—face screwing, (d) ozigo—edge screwing, (e) okoume—face screwing, (f) okoume—edge screwing; numbers from 0 to 7 indicate the number of cycles).
Figure 9.
General view of the specimens before the SDWR tests ((a) beech—face screwing, (b) beech—edge screwing, (c) ozigo—face screwing, (d) ozigo—edge screwing, (e) okoume—face screwing, (f) okoume—edge screwing; numbers from 0 to 7 indicate the number of cycles).
Table 1.
Experiment parameters.
Table 1.
Experiment parameters.
| Plywood Species | Screwing Time | Screw Orientation | Number of Cycle |
|---|
| Beech (Be) | Before cycling (B) | Face (F) | 0 |
| Ozigo (Oz) | After cycling (A) | Edge (E) | 1 |
| Okoume (Ok) | | | 2 |
| | | | 3 |
| | | | 4 |
| | | | 5 |
| | | | 6 |
| | | | 7 |
Table 2.
Mean comparisons of SDWR (N) for plywood species within each combination of screwing time, screwing orientation, and number of cycles.
Table 2.
Mean comparisons of SDWR (N) for plywood species within each combination of screwing time, screwing orientation, and number of cycles.
| Number of Cycle | Screwing
Time | Screw
Orientation | Plywood Species
Mean ± SD
(Min–Max) |
|---|
| Beech | Ozigo | Okoume |
|---|
| 0 | Before cycle | Face | A 1279 ± 65
(1138–1344) | A 726 ± 79
(642–880) | A 691 ± 36
(642–729) |
| Edge | DE 943 ± 26
(905–976) | EFG 563 ± 35
(487–600) | DE 487 ± 63
(395–594) |
| After cycle | Face | NA | NA | NA |
| Edge | NA | NA | NA |
| 1 | Before cycle | Face | A 1268 ± 72
(1170–1353) | B 685 ± 78
(560–792) | A 677 ± 35
(606–714) |
| Edge | FG 818 ± 50
(735–867) | EFG 561 ± 30
(500–593) | DEF 469 ± 65
(373–583) |
| After cycle | Face | A 1246 ± 33
(1203–1299) | BC 664 ± 31
(601–698) | A 672 ± 44
(618–727) |
| Edge | DE 936 ± 38
(909–1007) | EFG 558 ± 43
(504–647) | D 496 ± 53
(431–572) |
| 2 | Before cycle | Face | C 1050 ± 81
(978–1198) | BC 660 ± 92
(521–765) | A 665 ± 62
(607–791) |
| Edge | HI 743 ± 84
(647–871) | FG 551 ± 63
(420–599) | DEFGH 456 ± 52
(392–545) |
| After cycle | Face | B 1189 ± 84
(1060–1303) | BC 668 ± 523
(635–697) | A 670 ± 42
(602–723) |
| Edge | DE 931 ± 74
(809–1032) | EFG 562 ± 27
(514–587) | DEFG 462 ± 39
(414–517) |
| 3 | Before cycle | Face | DE 945 ± 68
(925–1001) | BC 641 ± 80
(534–729) | B 598 ± 27
(555–641) |
| Edge | I 717 ± 37
(655–766) | FG 550 ± 59
(503–683) | FGHI 442 ± 40
(405–523) |
| After cycle | Face | B 1167 ± 31
(1116–1198) | BC 645 ± 28
(607–687) | B 596 ± 62
(525–687) |
| Edge | E 926 ± 61
(847–979) | EFG 559 ± 57
(509–667) | DEFG 461 ± 35
(395–497) |
| 4 | Before cycle | Face | F 849 ± 71
(766–935) | CD 631 ± 56
(565–718) | C 532 ± 60
(454–634) |
| Edge | IJ 704 ± 64
(604–784) | JKL 479 ± 49
(403–540) | FGHI 438 ± 63
(315–527) |
| After cycle | Face | B 1151 ± 37
(1086–1184) | BC 645 ± 43
(597–719) | C 540 ± 33
(489–580) |
| Edge | FG 804 ± 78
(677–891) | IJK 485 ± 34
(417–529) | EFGH 447 ± 50
(386–528) |
| 5 | Before cycle | Face | GH 778 ± 62
(724–878) | EF 588 ± 71
(508–712) | DEFGH 456 ± 64
(383–537) |
| Edge | KL 650 ± 75
(533–746) | KL 472 ± 53
(390–538) | HIJ 420 ± 32
(367–467) |
| After cycle | Face | C 1045 ± 59
(953–1122) | DE 596 ± 63
(512–679) | DEFGH 458 ± 27
(401–475) |
| Edge | JK 669 ± 55
(584–725) | IJK 485 ± 35
(445–537) | FGHI 434 ± 30
(374–478 |
| 6 | Before cycle | Face | I 719 ± 58
(652–796) | GHI 524 ± 40
(457–574) | GHIJ 422 ± 48
(318–469) |
| Edge | N 541 ± 27
(491–570) | KL 463 ± 35
(403–503) | K 336 ± 40
(278–401) |
| After cycle | Face | D 978 ± 52
(911–1052) | GH 534 ± 39
(456–570) | DEFGH 457 ± 34
(410–506) |
| Edge | KL 639 ± 77
(513–721) | KL 471 ± 28
(437–522) | K 344 ± 34
(305–402) |
| 7 | Before cycle | Face | LM 617 ± 61
(561–720) | HIJK 498 ± 56
(398–555) | J 387 ± 64
(317–483) |
| Edge | O 475 ± 87
(333–567) | L 438 ± 69
(324–547) | K 313 ± 40
(236–347) |
| After cycle | Face | E 923 ± 68
(811–1013) | GHIJ 517 ± 42
(433–552) | IJ 403 ± 50
(327–462) |
| Edge | MN 582 ± 37
(534–650) | L 439 ± 41
(401–501) | K 340 ± 34
(304–389) |
Table 3.
Mean comparisons of SDWR (N) for plywood species.
Table 3.
Mean comparisons of SDWR (N) for plywood species.
| | Plywood Species
Mean ± SD
(Min–Max) |
|---|
| Beech Plywood | Ozigo Plywood | Okoume Plywood |
|---|
| SDWR (N) | A 873 ± 117
(333–1353) | B 561 ± 94
(324–880) | C 486 ± 131
(236–791) |
Table 4.
Mean comparisons of SDWR (N) for number of freeze–thaw cycles.
Table 4.
Mean comparisons of SDWR (N) for number of freeze–thaw cycles.
| Num. of Cycle | Beech Plywood | Ozigo Plywood | Okoume Plywood |
|---|
| Before Cycle | After Cycle | Before Cycle | After Cycle | Before Cycle | After Cycle |
|---|
| Face | Edge | Face | Edge | Face | Edge | Face | Edge | Face | Edge | Face | Edge |
|---|
| 0 | A 1279 | A 943 | – | – | A 726 | A 563 | – | – | A 691 | A 487 | – | – |
| 1 | A 1268 | B 818 | A 1246 | A 936 | AB 685 | A 561 | A 664 | A 558 | A 677 | AB 469 | A 672 | A 496 |
| 2 | B 1050 | C 743 | B 1189 | A 931 | B 660 | A 551 | A 668 | A 562 | A 665 | ABC 456 | A 670 | B 462 |
| 3 | C 945 | C 717 | B 1167 | A 926 | BC 641 | A 550 | A 645 | A 559 | B 598 | BC 442 | B 596 | B 461 |
| 4 | D 849 | C 704 | B 1151 | B 804 | BC 631 | B 479 | A 645 | B 485 | C 532 | BC 438 | C 540 | B 447 |
| 5 | E 778 | D 650 | C 1045 | C 669 | C 588 | B 596 | B 596 | B 485 | D 420 | C 420 | D 458 | B 434 |
| 6 | F 719 | E 541 | D 978 | C 639 | D 524 | B 463 | C 534 | B 471 | DE 422 | D 336 | D 457 | C 344 |
| 7 | G 617 | F 475 | E 923 | D 582 | D 498 | B 438 | C 517 | C 439 | E 387 | D 313 | E 403 | C 340 |
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}