Abstract
At present, bamboo fiber is mainly prepared by rolling and carding after employing the alkali boiling softening method, which is not friendly to the environment. In order to obtain a green and environmentally friendly pretreatment method for preparing bamboo fiber, this paper starts with the current bamboo softening technology and explores the impact of various experimental factors on fiber extraction of Pleioblastus amarus (bitter bamboo) after application of the saturated steam softening method through studying the relationship between saturated steam temperature, holding time, moisture content of bamboo strips, fiber yield, fiber fineness, and the mechanical properties of Pleioblastus amarus fiber. Single-factor experiments revealed that optimal softening fiber extraction effects were achieved within a steam temperature range of 150–180 °C, a holding time of 10–30 min, and a moisture content of 12%–22%. Based on these findings, an orthogonal experiment was designed using a factorial-level table. Through the analysis of range, variance, and orthogonal experiment results, combined with the fibrillation effect and the practical application of fibers, the optimal process parameters of the saturated steam softening method for fiber extraction were determined: saturated steam temperature 170 °C, holding time 20 min, and moisture content 12%. In contrast to the method of conventional mechanical fiber extraction after alkali boiling softening treatment, bamboo fibers processed utilizing the optimized conditions of the saturated steam softening technique showcase a substantial 63% elevation in fiber yield, a notable 18% reduction in fiber fineness, a commendable 28% enhancement in fiber tensile strength, an equivalent tensile modulus, and a marked 53% decrease in elongation at break. The softening process can provide a green and environmentally friendly treatment method for bamboo fiber extraction and greatly promote the scope of application of Pleioblastus amarus.
1. Introduction
Natural bamboo fiber is a newly developed natural fiber [1]. It is extracted from bamboo by chemical and mechanical methods. Derived from natural renewable resources, bamboo fiber is biodegradable, meets environmental protection requirements, and retains the excellent characteristics of bamboo materials, making it a new material with broad prospects. Since its introduction, bamboo fiber has attracted widespread attention in the international market, becoming the focus of research and development in relevant enterprises worldwide, and a hot topic among scientific and technology researchers. Bamboo fiber is used in industries such as construction, automobile manufacturing, and sewage treatment. Further, it is also used in the manufacture of daily necessities and has extremely important application prospects in the textile field [2,3,4]. The preparation of natural bamboo fibers is a complex process involving several steps, including setting the length, slicing, flattening, softening, dividing, degumming, rinsing, oiling, drying, and extraction to obtain the final product [5]. Among these steps, softening, degumming, and fiber extraction are crucial for acquiring the fiber. Bamboo is a novel anisotropic and functionally graded composite material [6,7,8] whose mechanical properties are closely related to factors such as its species [9], moisture content [10], density, and vascular bundle content [11,12,13]. The mechanical fiber extraction of bamboo involves the continuous application of external loads to the bamboo under the action of external forces, damaging the bamboo matrix and allowing natural bamboo fibers to be separated from the bamboo material. Because bamboo is a natural material and can be considered a unidirectional fiber-reinforced composite material with anisotropic properties, its mechanical fiber extraction can also be considered as a process of damage and failure of unidirectional fiber-reinforced composites [14]. The damage and failure modes of composite materials are complex and diverse, with their main forms being matrix cracking, fiber fracture, interface debonding, and delamination (interlaminar cracking). Under the action of external forces, cracks gradually develop within the composite material. As the external load increases, the cracks gradually expand until the material fails [15,16,17]. There are three main failure modes in fiber-reinforced composites: fiber tensile failure, matrix tensile failure, and shear failure. Bamboo is a unidirectional fiber-reinforced composite material. Hence, to obtain bamboo fibers, the bamboo matrix needs to be damaged to reduce the bonding force between the fibers and the matrix. Bamboo is composed of vascular bundles (thick-walled cells) and a matrix (thin-walled cells). The mechanical fiber extraction process of bamboo damages its matrix structure under appropriate external forces, thereby allowing the extraction of fiber bundles from the matrix to produce bamboo fibers [1,18].
Currently, several methods are available for preparing bamboo fibers. Rolling and grinding method: Since 1988, Japan and China have successively developed technologies to separate bamboo into fibers through rolling and grinding, significantly enhancing production efficiency [19]. However, this method is accompanied by issues such as loss of fiber strength and uneven quality. Mechanical carding method: This method involves directly carding and flattening bamboo materials into fiber bundles [20]. However, the high-speed rotation during processing damages the fiber properties, resulting in high costs and poor mechanical properties. Steam explosion method: This method utilizes the instantaneous force generated by a flash explosion within a sealed container to split bamboo chips into fibers [21]. It is efficient and environmentally friendly, producing high-quality fibers. However, the equipment is expensive, and the operation requires a high level of safety. Chemical method: In 2022, Asmare et al. [22] extracted bamboo fibers using a combined chemical–enzymatic–mechanical process. However, the use of chemicals can damage the physical structure of the bamboo, resulting in fibers with reduced mechanical properties. Thermo-mechanical coupling method: After softening bamboo chips under high temperature and pressure, external forces are applied to cause delamination and cracking, resulting in coarse fibers [23]. This method avoids the use of chemicals, preserving the fiber’s mechanical properties. However, due to its low processing efficiency, this method has not been widely applied in production.
In industrial production, Moso bamboo and Neosinocalamus affinis are commonly used bamboo species to prepare bamboo fibers. The main production and processing method is the chemo-mechanical process, which involves softening the bamboo material through alkaline treatment, followed by crushing or disentangling to produce bamboo fibers. Over 20 species of the Pleioblastus amarus genus are widely cultivated in China because of their short growth cycles. Characterized by their relatively soft texture, few knots, drought tolerance, and wind resistance, these species have found extensive applications in landscaping, ornamentation, construction, furniture, and other sectors. However, to date, no studies have reported on the high-value-added research hotspot of preparing bamboo fibers from these Pleioblastus amarus species.
China has abundant bamboo resources with excellent mechanical properties. Bamboo fibers prepared by fibrillation have been widely used [24]. With the industrialization of bamboo fibers, markets for automotive interior trimmings and textile bamboo fibers are gradually expanding, necessitating high fiber quality standards. Currently, the industrial production of bamboo fibers typically involves an alkaline treatment followed by mechanical fibrillation. However, the alkaline treatment process is cumbersome and requires a series of complex steps, such as acid washing, extraction, drying, oiling, and carding after the alkaline boiling pretreatment [25]. Moreover, the use of chemicals in alkaline treatments can damage the chemical composition of the bamboo material, causing the properties of the resulting fibers to deteriorate. Rolling, the most commonly used mechanical fibrillation method, often results in crushed or broken fibers, uneven separation, and poor fiber quality during production, with indices such as uniformity, length, and fineness failing to meet the criteria of textile fiber properties.
Nowadays, the primary methods for softening bamboo include boiling in water, alkaline boiling, and saturated steam softening. Boiling in water and saturated steam softening are commonly used to soften and flatten bamboo materials [14,26,27], whereas alkaline boiling is typically employed as a softening process in the extraction of bamboo fibers. There is limited research on other softening treatments, and there are no reports on the preparation of fibers using other softening methods. Therefore, this study builds upon previous work by adopting a green and environmentally friendly physical method (saturated steam softening) to modify bamboo materials before mechanical fibrillation and explores the feasibility of this approach for bamboo fiber extraction.
2. Materials and Methods
2.1. Experimental Materials
The experimental material used was a three-year-old Pleioblastus amarus originating from Zhongtai, Yuhang, Hangzhou, Zhejiang Province, China. The diameter of the bamboo culms ranged from 25 to 35 mm (average 30 mm), with a wall thickness of 5–7 mm. To avoid the influence of bamboo nodes on the softening and fiber separation effects, bamboo segments 1–3 m above the root of the bamboo material were selected for the experiment. These segments were processed using a bamboo cutting machine to remove the nodes and cut into 20 cm long bamboo culms. The culms were then evenly divided into six equal parts using a bamboo splitting machine.
2.2. Experimental Equipment and Instruments
The high-temperature saturated autoclave was manufactured by Shandong Dingxing Machinery Co., Ltd., Weifang, China, as shown in Figure 1. The cutter was manufactured by Wuyi Ruite Tools Company, Beijing, China. A 101-00BS-type blast drying oven was purchased from Shangcheng Instrument Manufacturing Co., Ltd., Shaoxing, China. A YG028PC-type multi-functional electronic tensile tester and a YG002-type electronic microscope were purchased from Wenzhou Bain Instrument Co., Ltd., Wenzhou, China. The bamboo splitting machine and bamboo rolling and fiber separating machine were self-made at the laboratory.

Figure 1.
High-temperature saturation autoclave.
2.3. Experimental Methods
A high-temperature saturated autoclave was used to conduct a saturated steam softening test on a three-year-old Pleioblastus amarus. The bamboo culms were first processed into bamboo strips using a bamboo splitting machine, with the bamboo nodes removed from the strips. The prepared bamboo strips were then grouped and placed inside a high-temperature saturated autoclave with the upper limit of the pressure inside the autoclave set at 1 MPa.
2.3.1. Experimental Design for Saturated Steam Heating Temperature
As is shown in Table 1, the air-dried Pleioblastus amarus specimens were divided into five groups (six specimens per group). One group was used as a control and did not undergo saturated steam softening treatment. The remaining four groups underwent saturated steam softening treatment at four different temperatures, 150 °C, 160 °C, 170 °C, and 180 °C, respectively, with a holding time of 20 min for each temperature. A fiber extraction experiment was conducted immediately after softening.

Table 1.
Temperature groups for saturated steam softening treatment.
2.3.2. Experimental Design for the Heating and Holding Time of Saturated Steam
After air-drying treatment indoors, the moisture content of the fresh Pleioblastus amarus specimens was tested and found to be 22%. As is shown in Table 2, the bamboo specimens were divided into five groups and subjected to saturation steam softening experiments with holding times of 10, 15, 20, 25, and 30 min. The saturation steam temperature was set at 170 °C. Fiber extraction experiments were conducted immediately after softening. The crushed bamboo strips were then selected to remove the short, unformed, and inseparable fibers. The average fiber yield of each bamboo strip was calculated.
Table 2.
Saturated steam holding time groups.
2.3.3. Experimental Design for Measuring Moisture Content of Bamboo Material
The softened bamboo material was placed in a drying machine to test the changes in moisture content. The specimens were divided into seven groups, with one group serving as a control group (dried without additional treatment) and the remaining undergoing drying experiments with holding times of 5 min, 10 min, 15 min, 20 min, 25 min, and 30 min. The temperature of the saturated steam was 170 ℃, and the heating and holding time was 20 min. The moisture content of each group was measured separately to observe the fiber extraction conditions, changes in moisture content, and fiber yield.
2.4. Testing the Physical Parameters
2.4.1. Determining the Fiber Yield of Pleioblastus amarus
Regarding the impact of different factors on the softening effect of bamboo materials, this study utilized the fiber yield of bamboo as an evaluation metric. After conducting a fiber extraction experiment on the softened bamboo materials, the fiber yield was analyzed using the following formula:
where X represents the fiber yield (%); m1 is the mass of dry bamboo fibers (g); and m2 is the mass of the completely dry bamboo strips before softening (g).
2.4.2. Testing the Fiber Fineness of Pleioblastus amarus
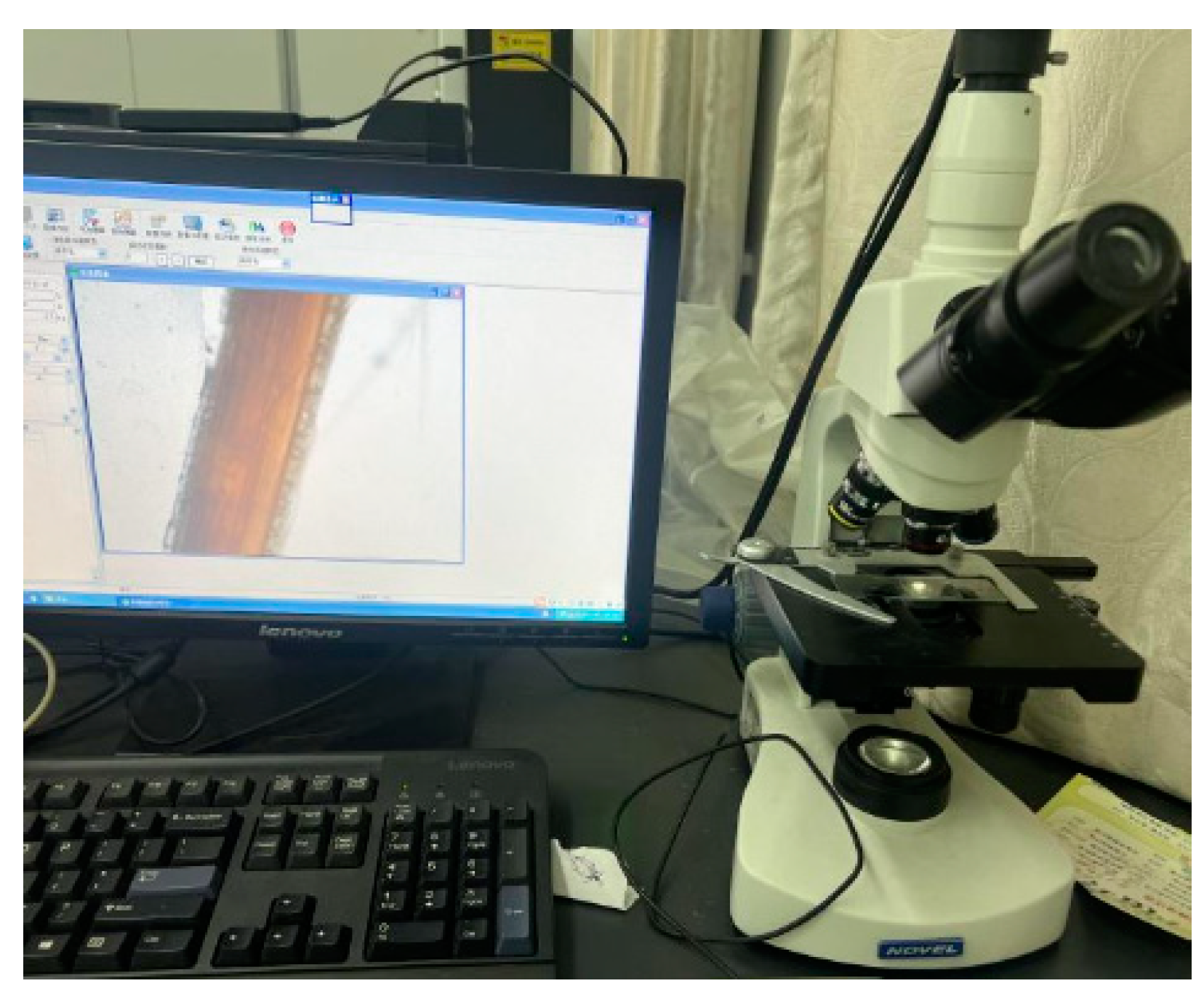
The fineness of fibers is typically expressed in terms of their diameter or cross-sectional area, which indicates the degree of thickness or thinness. In this study, a width measurement method was selected to measure the fineness of the Pleioblastus amarus fibers. Because of the similarities in the properties and extraction processes between bamboo and bast fibers, a rapid determination method for ramie fiber fineness (NY/T 1538—2007) [28] was used to measure the diameter of Pleioblastus amarus fibers, as illustrated in Figure 2.
Figure 2.
Fiber fineness test of Pleioblastus amarus fiber.
2.4.3. Testing the Mechanical Properties of Pleioblastus amarus Fibers
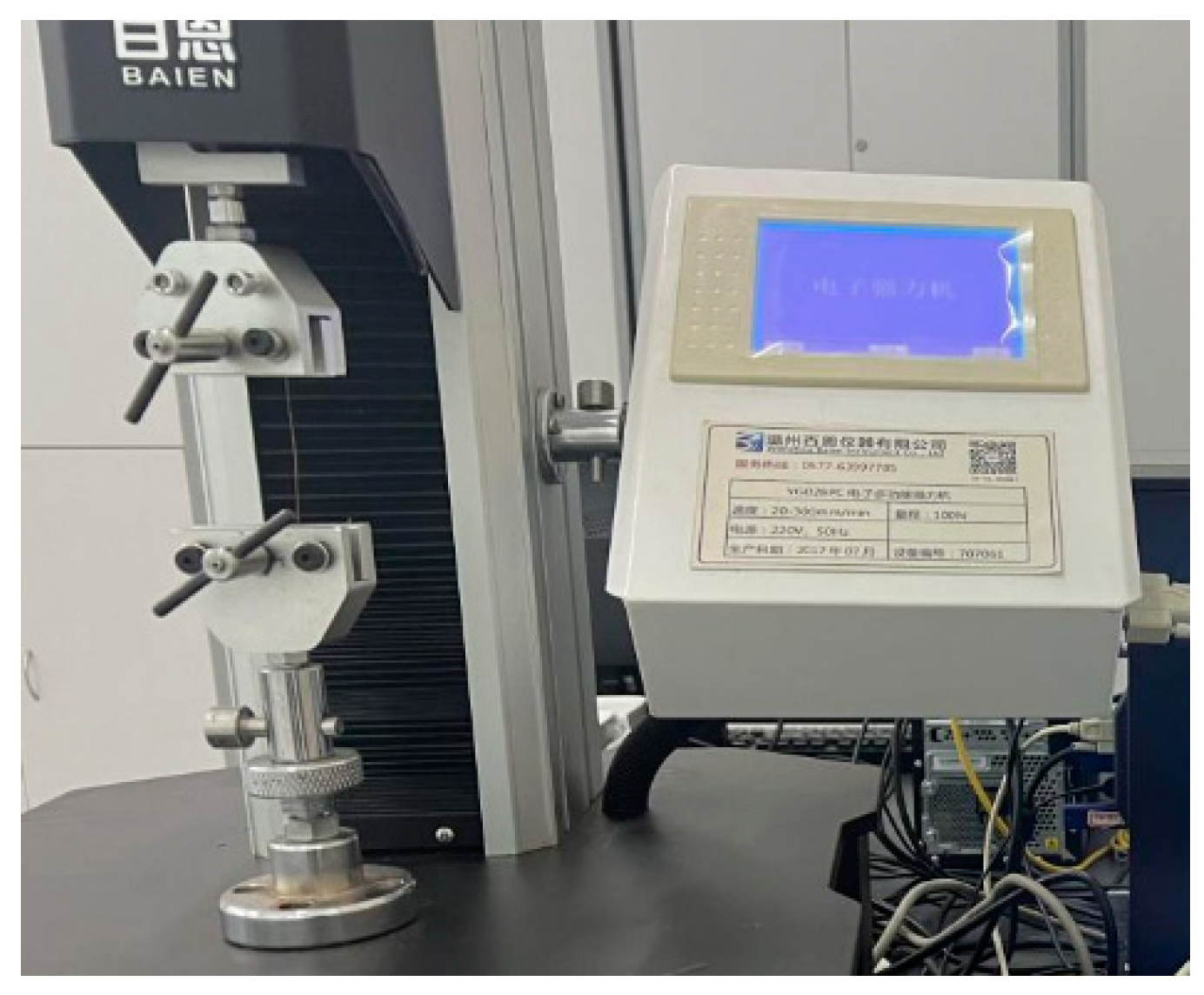
The mechanical properties of Pleioblastus amarus fibers were tested with reference to the standard for breaking strength of non-textile fibers, “NY/T 2635-2014” [29], as specified in “GB/T 41553-2022” [30]. The parameters of the multi-function electronic tensile tester were set as follows: pre-tension of 0.01 N, upper and lower gauge length of 10 mm, and ascending rate of 300 mm/min. Randomly selected Pleioblastus amarus fiber samples were tested, as shown in Figure 3.
Figure 3.
Tensile strength test of Pleioblastus amarus fiber.
2.4.4. Measuring the Moisture Content in Pleioblastus amarus Slices
The moisture content in Pleioblastus amarus slices was analyzed using the following calculation formula:
In the equation, W represents the moisture content of the Pleioblastus amarus slices; M1 is the mass of the Pleioblastus amarus after immersion treatment; and M2 is the absolutely dry mass of the Pleioblastus amarus after drying.
2.5. Evaluation Criteria for the Softening and Fiber Extraction Effects
During the treatment of the bamboo material with saturated steam, as the steam temperature and holding time increase, the hydrogen bonds within the cellulose, lignin, and hemicellulose in the bamboo are disrupted, reducing the binding force between the fiber bundles [31]. Furthermore, at high temperatures, the molecules within the bamboo can move sufficiently, leading to softening of the bamboo cell walls and a decrease in the modulus. This allows for better separation of the fiber bundles during subsequent mechanical processing, and the degree of fiber bundle separation can be determined by the fiber yield. Additionally, the separated fiber bundles can be evaluated for their extraction effect based on the fiber fineness and tensile mechanical properties. A higher fiber yield, finer fiber diameter, and better tensile mechanical properties indicate better softening and fiber extraction effects of the bamboo material.
3. Results
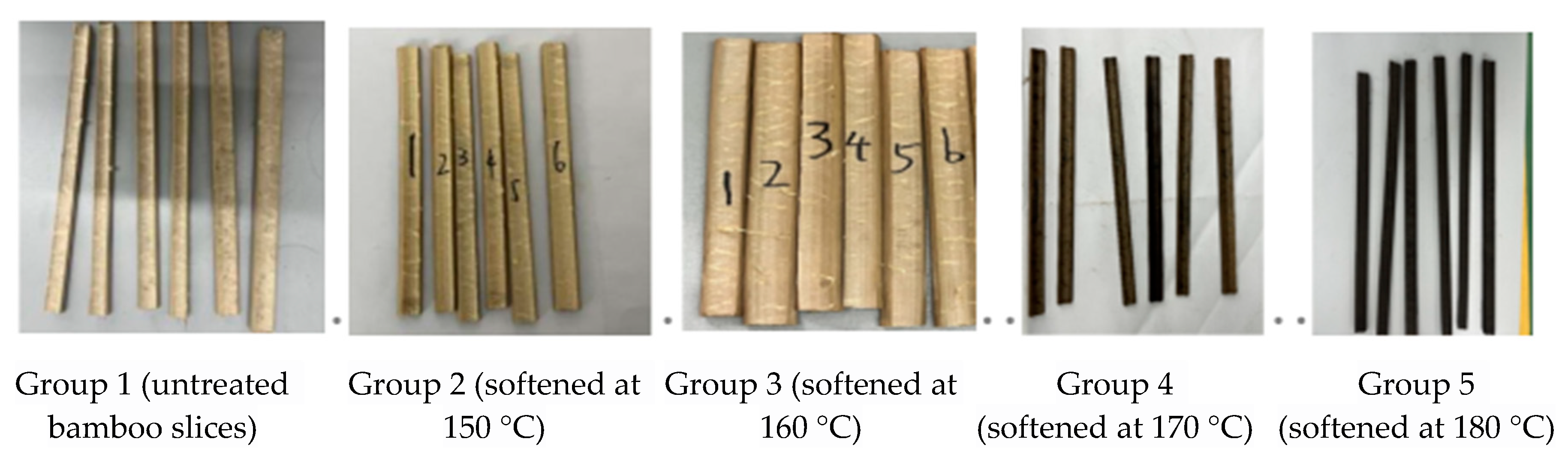
As shown in Figure 4, Group 1 represents untreated bamboo slices, while Groups 2 to 5 represent bamboo slices softened at 150 °C, 160 °C, 170 °C, and 180 °C, respectively. The color of the bamboo slices gradually darkened from Group 2 to Group 5. There was no significant change in color between the untreated bamboo slices and those softened at 150 °C and 160 °C. At 170 °C, the color gradually deepened, and partial carbonization occurred in some bamboo slices. At 180 °C, all bamboo slices turned black, indicating severe carbonization.
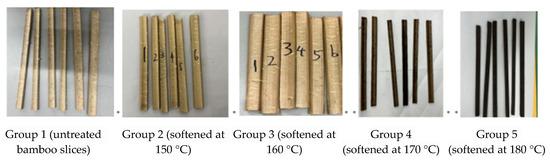
Figure 4.
Bamboo slices after softening treatment.
The conditions of the softened bamboo slices after rolling and extraction for fiber separation are illustrated in Figure 5. The yields of Pleioblastus amarus fibers processed at different temperatures are presented in Table 3.
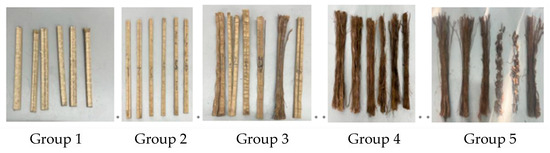
Figure 5.
Softening of the bamboo flakes after rolling.
Table 3.
Yield of Pleioblastus amarus fiber treated at different temperatures.
As shown in Figure 5, when Group 1 bamboo slices were rolled without treatment, cracking occurred in the middle of the slices. After being exposed to saturated steam at 150 °C for 20 min and then rolled, Group 2 bamboo slices also show cracking in the middle, but the layers do not separate. Group 3 bamboo slices were exposed to saturated steam at 160 °C for 20 min and then rolled, exhibiting cracking in the middle and a preliminary separation of layers, but the fibers still did not separate fully. Group 4 bamboo slices, after being exposed to saturated steam at 170 °C for 20 min and then rolled, showed complete separation of layers with good fiber separation and high fiber yield. Further, Group 5 bamboo slices, after being exposed to saturated steam at 180 °C for 20 min and then rolled, also showed complete separation of layers, but some slices broke, resulting in a lower fiber yield compared to 170 °C. Hence, the softening effect is not significant when the saturated steam temperature increases from 150 °C to 160 °C, but the effect is significantly higher when the temperature increases from 170 °C to 180 °C; however, at 180 °C, some bamboo slices break during the fiber extraction process. This may be due to a sharp increase in the movement of water molecules, with excessive temperature and saturated steam damaging the weak structures inside the bamboo, leading to internal damage and cracking [32]. Additionally, the modulus of the bamboo slices decreases, resulting in poor fiber extraction.
As shown in Table 3, only Groups 4 and 5 produced fibers through saturated steam treatment and mechanical rolling. Therefore, Groups 1–3 are not discussed further in subsequent sections. The fibers produced from Groups 4 and 5 after rolling and extraction were placed indoors for air drying before undergoing fiber fineness testing.
As shown in Table 4, the average fiber fineness is 225.18 μm at 170 °C and 222.12 μm at 180 °C. It can be observed that the refinement effect after softening and extraction at 170 °C is better than at 180 °C, with a smaller coefficient of variation. In addition, the distribution of fiber fineness produced at 170 °C is more uniform than that at 180 °C.
Table 4.
Fineness of Pleioblastus amarus fiber treated at 170 ℃ and 180 ℃.
4. Discussion
4.1. Analysis of Mechanical Properties of Fiber at Different Temperature
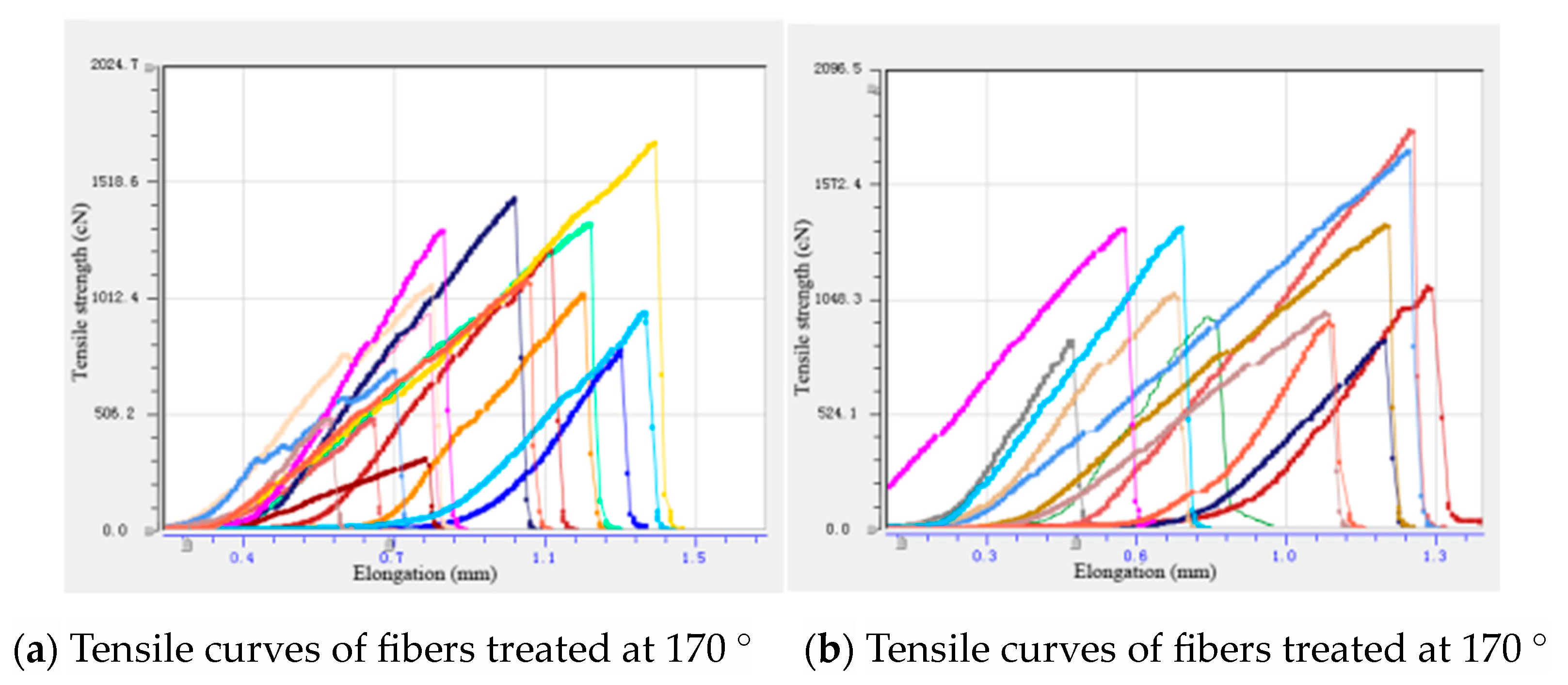
To perform fiber tensile property testing, random samples of Pleioblastus amarus fibers that had undergone fineness testing were placed on a multi-functional electronic tensile tester. The tensile property testing curves of the Pleioblastus amarus fibers treated at different temperatures are shown in Figure 6. The tensile properties, elongation at break, and elastic modulus are listed in Table 5. As shown in Figure 6, the mechanical properties at 180 °C (b) are superior to those at 170 °C (a). Specifically, at 180 °C, the fiber breaking strength is 1188.68 cN, the tensile strength is 1.36 cN/dtex, the elastic modulus is 164.38 cN/dtex, and the elongation at break percentage is 1.24%. Hence, compared to the process at 170 °C, the breaking strength was 13.22% higher, the tensile strength was 25.6% higher, and the elastic modulus was 19.68% higher; however, the elongation at break percentage was 32.97% lower.
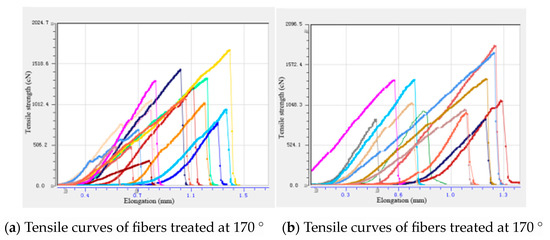
Figure 6.
Tensile curves of fibers treated at 170 °C and 180 °C.
Table 5.
Mechanical properties of Pleioblastus amarus fiber treated at 170 °C and 180 °C.
The analysis revealed that saturated steam is a state of steam in which the vapor pressure is equal to the ambient pressure, which is caused by the thermal motion of gas molecules. When the bamboo strips were placed in a high-temperature saturated steam autoclave, the intercellular spaces within the strips filled with saturated steam, causing the internal temperature of the strips to increase. During pressure release, the saturated steam vaporized the overheated liquid inside the bamboo material and exerted an outward force, causing the cells to rupture and the interior to become rough [33].
When the steam temperature was low, the movement of water molecules was relatively slow, and the intercellular spaces within the bamboo material were not fully filled with saturated steam. Therefore, within the same time frame, the internal temperature of the bamboo material remained low and did not reach the glass transition temperature of lignin and hemicellulose within the bamboo. As the saturated steam temperature increased, the movement of water molecules intensified, allowing them to fully penetrate the intercellular spaces within the bamboo material, thereby increasing the internal temperature [9,34]. Under the action of high-temperature steam, the glass transition temperatures of lignin and hemicellulose within bamboo decreased significantly. Lignin and other components are the main constituents of bamboo cell walls and are typically amorphous, non-crystalline polymers. When the lignin and hemicellulose components within the bamboo material reached their glass transition temperatures, the modulus of the bamboo strips decreased rapidly and their plasticity increased, resulting in softening of the bamboo strips. However, when the saturated steam temperature continued to increase, the decreased modulus of the bamboo material led to breakage during the fiber extraction experiment.
Through an analysis of the relationship between the saturated steam temperature and the rolling and fiber extraction of Pleioblastus amarus specimens, it was found that the saturated steam temperature had a significant impact on the fiber extraction effect of the bamboo strips. Both extremely low and high saturated steam temperatures resulted in unsatisfactory fiber extraction effects in Pleioblastus amarus specimens [35]. Within the experimental range, when the saturated steam temperature reached 170 °C, the softening effect was optimal, and the fiber extraction effect was most pronounced, with the various fiber bundles being fully separated. Therefore, selecting an appropriate saturated steam temperature is crucial for the softening and fiber extraction of bamboo materials.
4.2. Effect of Heat Preservation Time on Fibrillation of Bamboo Materials
4.2.1. Fibrillation Effect of Bamboo Material
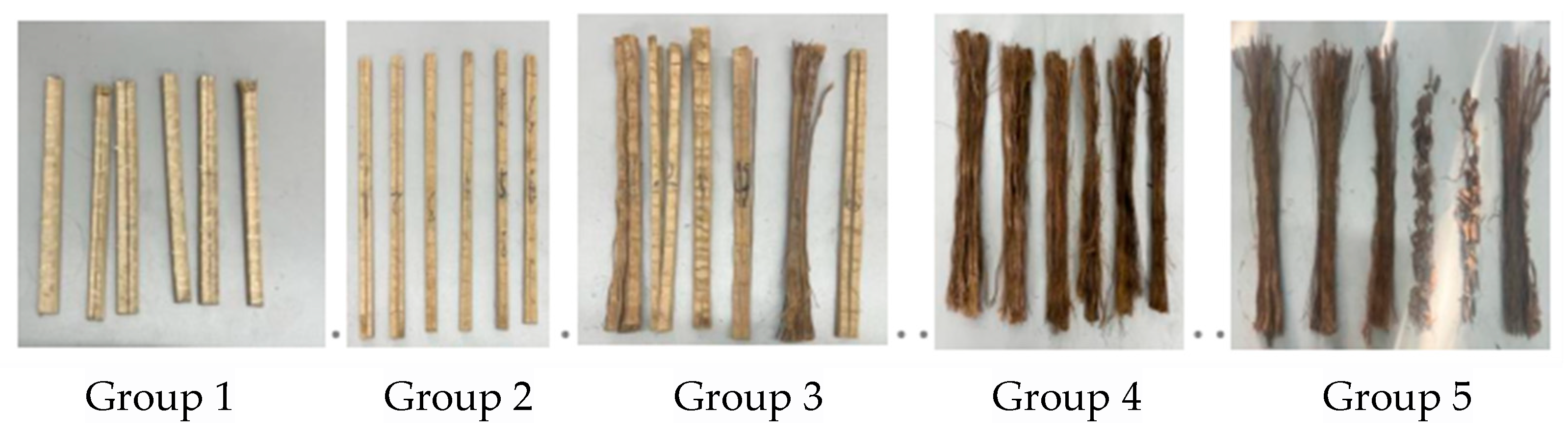
In Figure 7, images showing the rolling and fiber extraction conditions of Groups 1 to 5 are displayed from left to right.

Figure 7.
Rolled and fibrillated bamboo strips after softening treatment.
Group 1 bamboo strips underwent rolling and fibrillation experiments after being kept at 170 °C for 10 min. Figure 7 shows that some bamboo strips broke, whereas those that did not break still contained fiber bundles in the form of bamboo layers. Manual peeling was unable to produce intact bundled fibers. Group 2 bamboo strips underwent rolling and fibrillation experiments after being kept at 170 °C for 15 min. Most fiber bundles still existed in the form of bamboo layers, but some could be separated manually. Group 3 bamboo strips underwent rolling and fibrillation experiments after being kept at 170 °C for 20 min. The fiber bundles were fully separated, and no manual peeling was required to separate them. Group 4 bamboo strips underwent rolling and fibrillation experiments after being kept at 170 °C for 25 min. The fiber bundles were separated, but some fibers broke. Group 5 bamboo strips underwent rolling and fibrillation experiments after being kept at 170 °C for 30 min. The fiber bundles were separated; however, the yellow bamboo layer still adhered to some fiber bundles. Some fibers broke and some incomplete short fibers were present.
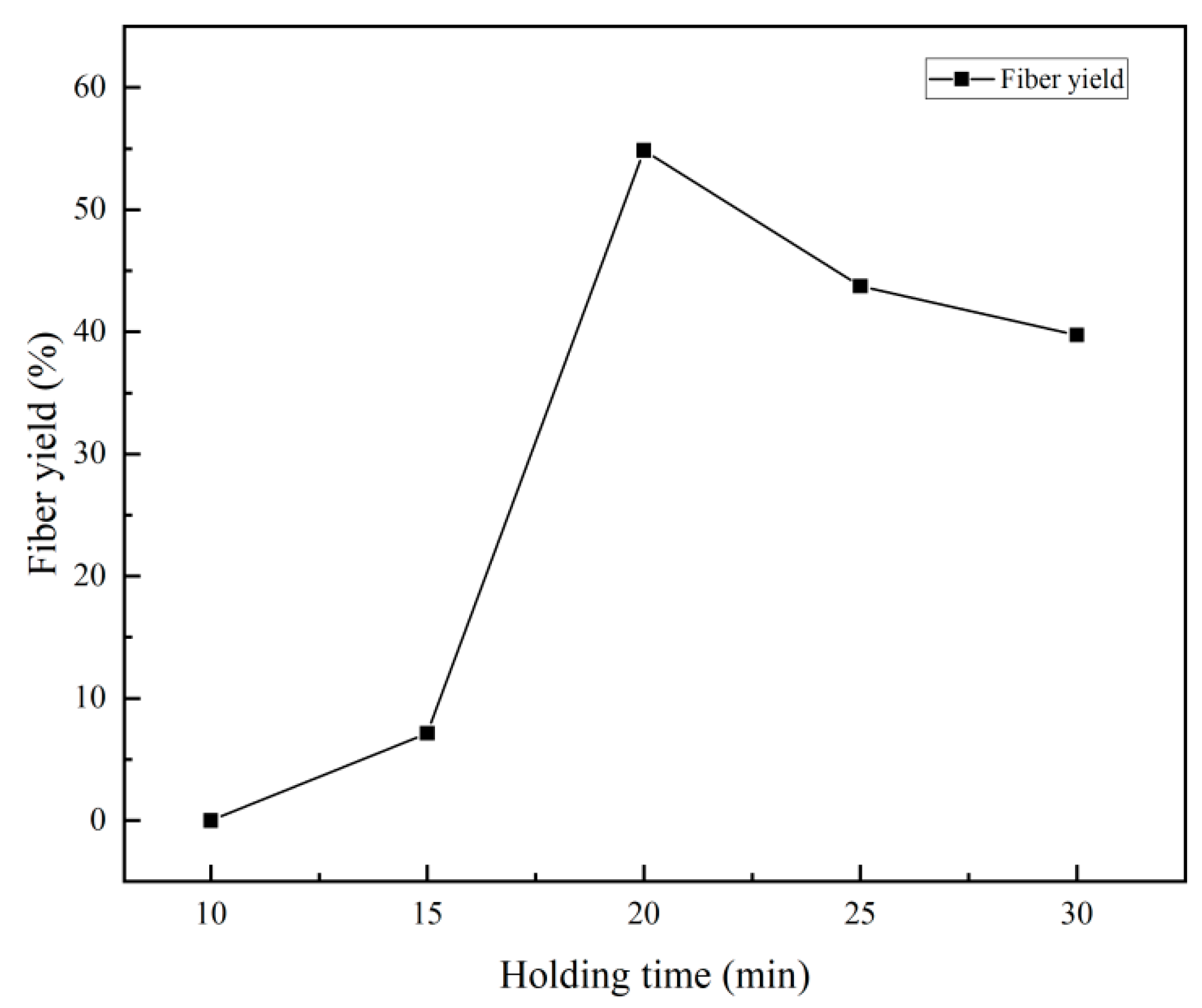
Figure 8 shows the yield of Pleioblastus amarus fibers after treatment for different insulation times.
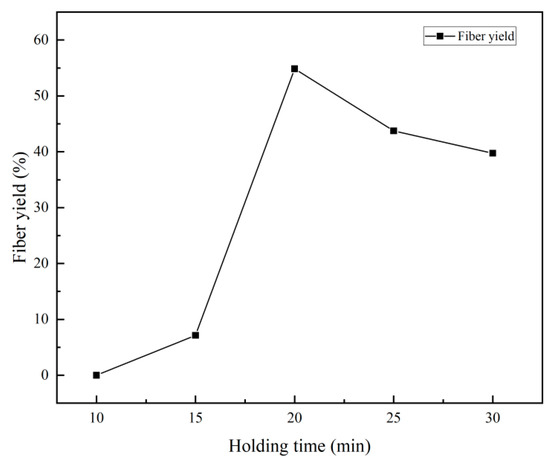
Figure 8.
Relationship between holding time and fiber yield.
As shown in Figure 8, at 170 °C with an insulation time of 10 min, no fibers could be produced through mechanical rolling and fibrillation; therefore, there are no data for fiber yield. When the holding time was 15 min, the fiber yield from mechanical rolling was 7.15%. After 20 min, the fiber yield increased to 54.85%. However, when the holding time was extended to 25 min, the fiber yield dropped to 43.74%, and at a holding time of 30 min, the yield further dropped to 39.74%. This indicates that the fiber yield of the bamboo strips varied with the holding time. Experiments have shown that the holding time of saturated steam influences the fiber yield of bamboo materials. This was consistent with Lee’s findings [19]. An excessively long insulation time reduces the fiber yield of bamboo strips, as evidenced by Groups 4 and 5, which were 11.11% and 15.11% lower than that of Group 3, respectively. Therefore, considering only the fiber yield, the optimal holding time for the high-temperature saturated treatment to achieve the best fibrillation effect was approximately 20 min.
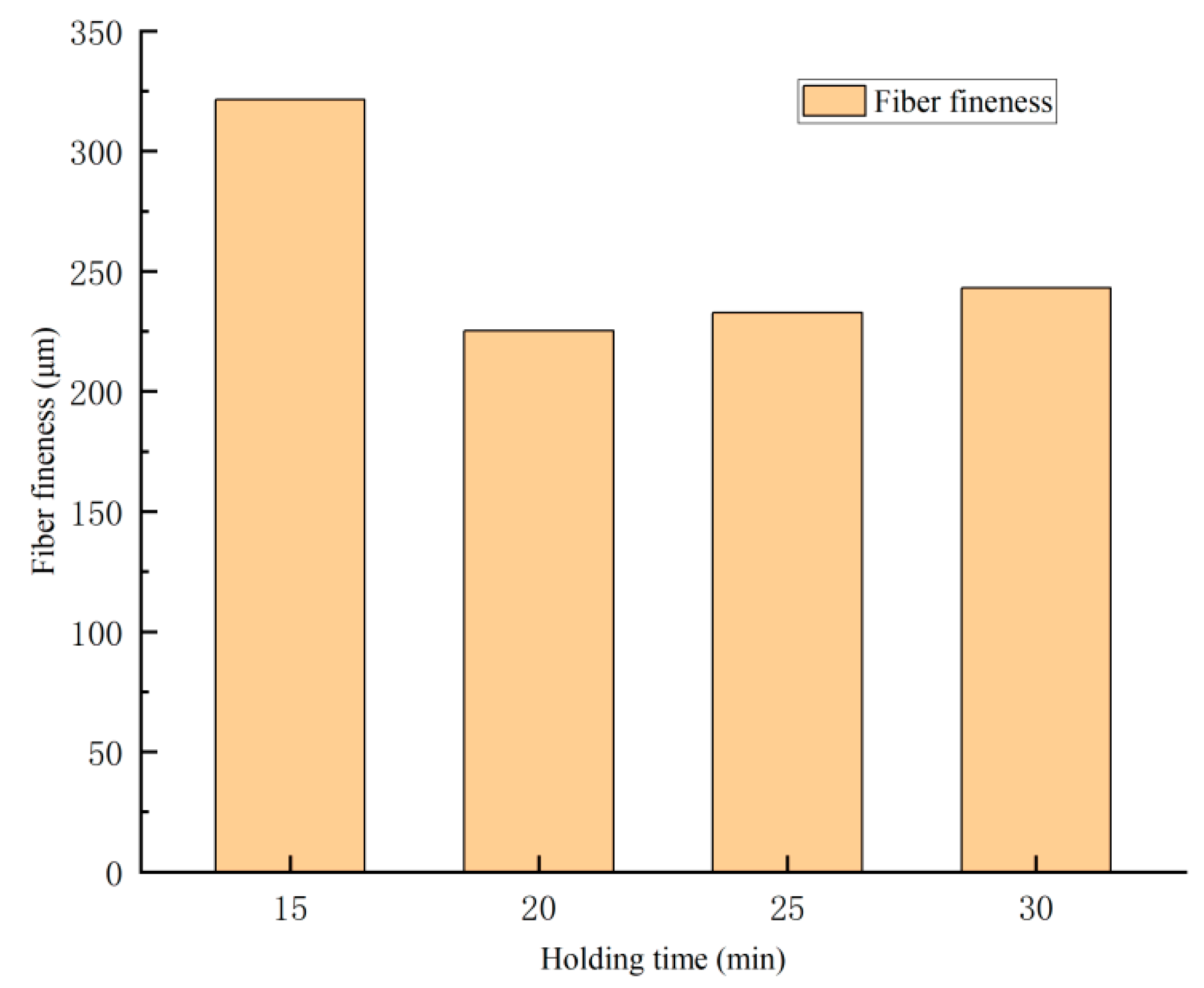
4.2.2. Fiber Fineness Analysis
The relationship between the holding time and fiber fineness is shown in Figure 9. Figure 9 shows that as the holding time increased, the fiber fineness first decreased significantly and then increased. According to Figure 8, when the holding time was 20 min for Group 3, the fiber fineness was 225.18 μm, which is 42.75% finer than that of Group 2 with a holding time of 15 min, 3.33% finer than that of Group 4 with a holding time of 25 min, and 7.96% finer than that of Group 5 with a holding time of 30 min. The fiber fineness at a holding time of 15 min was greater than that at 20 min because of the insufficient holding time, resulting in fibers still remaining in the form of bamboo layers. Manual separation by humans leads to coarser fibers [14,19,36].
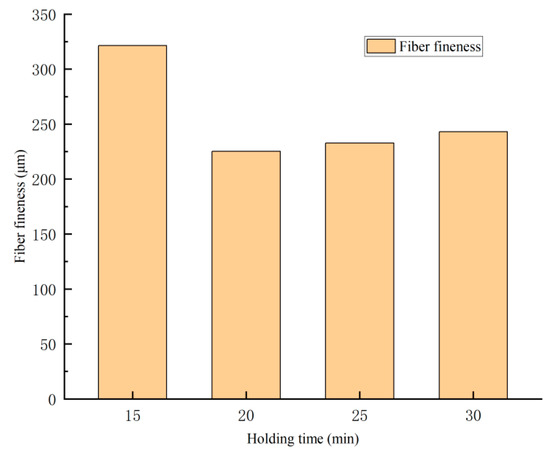
Figure 9.
Relationship between insulation time and fiber fineness.
4.2.3. Analysis of Mechanical Properties of Fiber
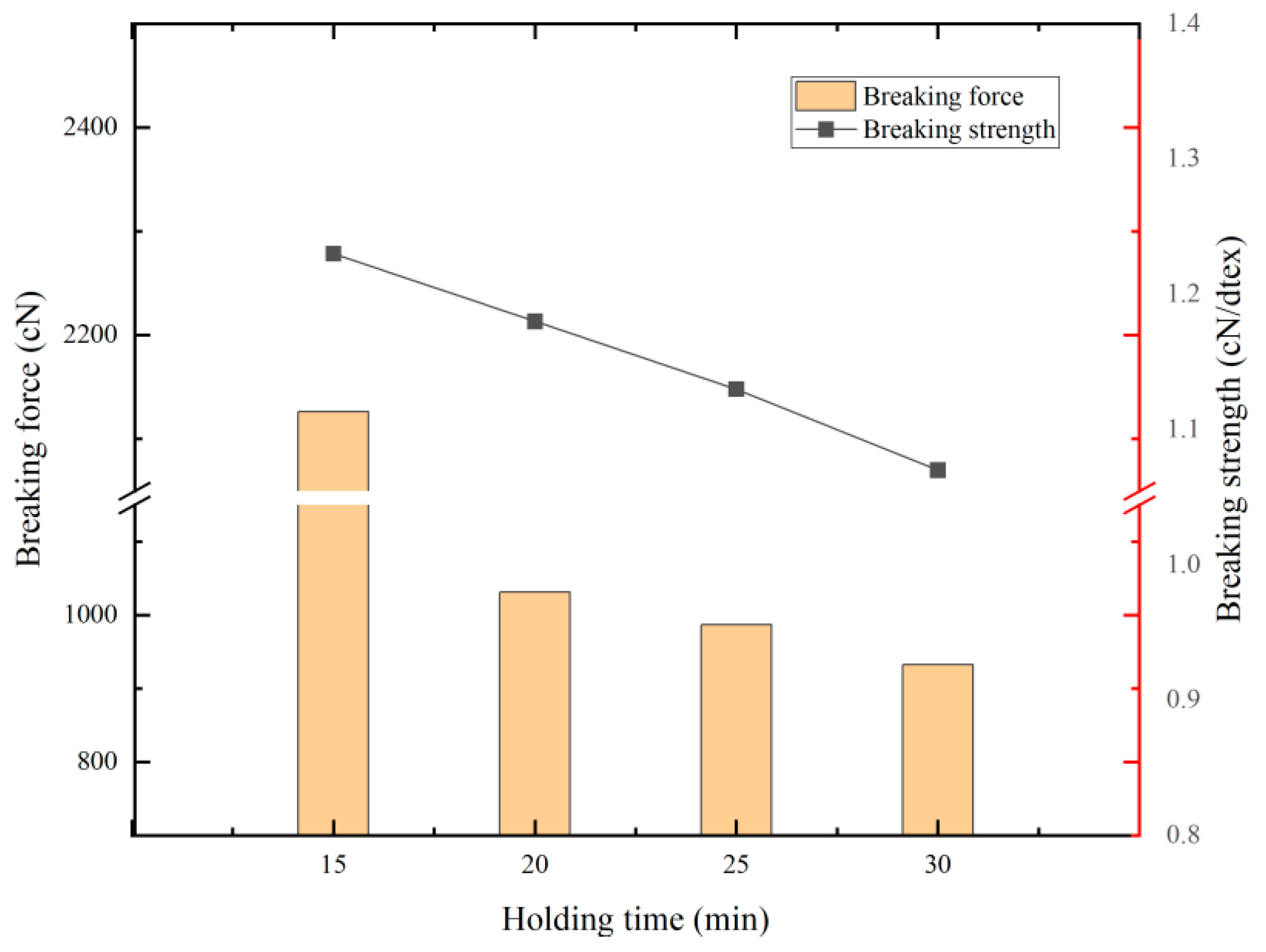
The mechanical properties of the fibers after treatment for different holding times are shown in Figure 10. From Figure 10, it can be observed that, as the holding time increased, the tensile and breaking strengths of the fibers showed a downward trend. When the holding time was 30 min, the breaking strength was the lowest, with a decrease of 10.57% compared with a holding time of 20 min, and the breaking tenacity decreased by 10.28%. When the holding time was 20 min, the breaking strength, tenacity, and elongation were optimal, with values of 1031.48 cN, 1.18 cN/dtex, and 1.85%, respectively.
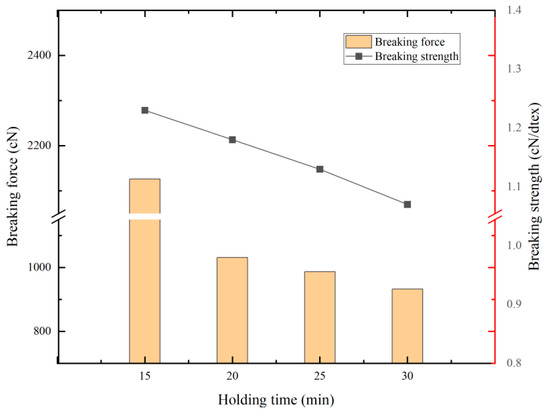
Figure 10.
Relationship graph between holding time and fiber properties.
In the experiment, the bamboo specimens were heated and held at the same steam temperature. When the holding time was short, the molecular movement inside the bamboo chips was insufficient, and the thermal energy between water molecules and the molecules within the bamboo material was not fully exchanged. This resulted in insufficient softening of the cell wall components of the bamboo material and failure to enable fiber extraction. As the holding time increased, the thermal energy between the molecules within the bamboo material and the water molecules was fully exchanged [37]. Under the dual action of pressure and water vapor, the binding force between the bamboo material molecules weakens, allowing the bamboo material to deform and improve its plasticity, thus facilitating fiber extraction [38]. However, when the holding time continued to increase, the temperature of the specimen reached the requirement for softening and fiber extraction [39,40]. Nevertheless, an excessively long holding time could lead to the destruction of the internal structure of the bamboo chips, resulting in a decrease in the softening and fiber extraction yield and a reduction in the mechanical properties of the fibers.
4.3. Effect of Moisture Content on Fiber Extraction of Bamboo Material
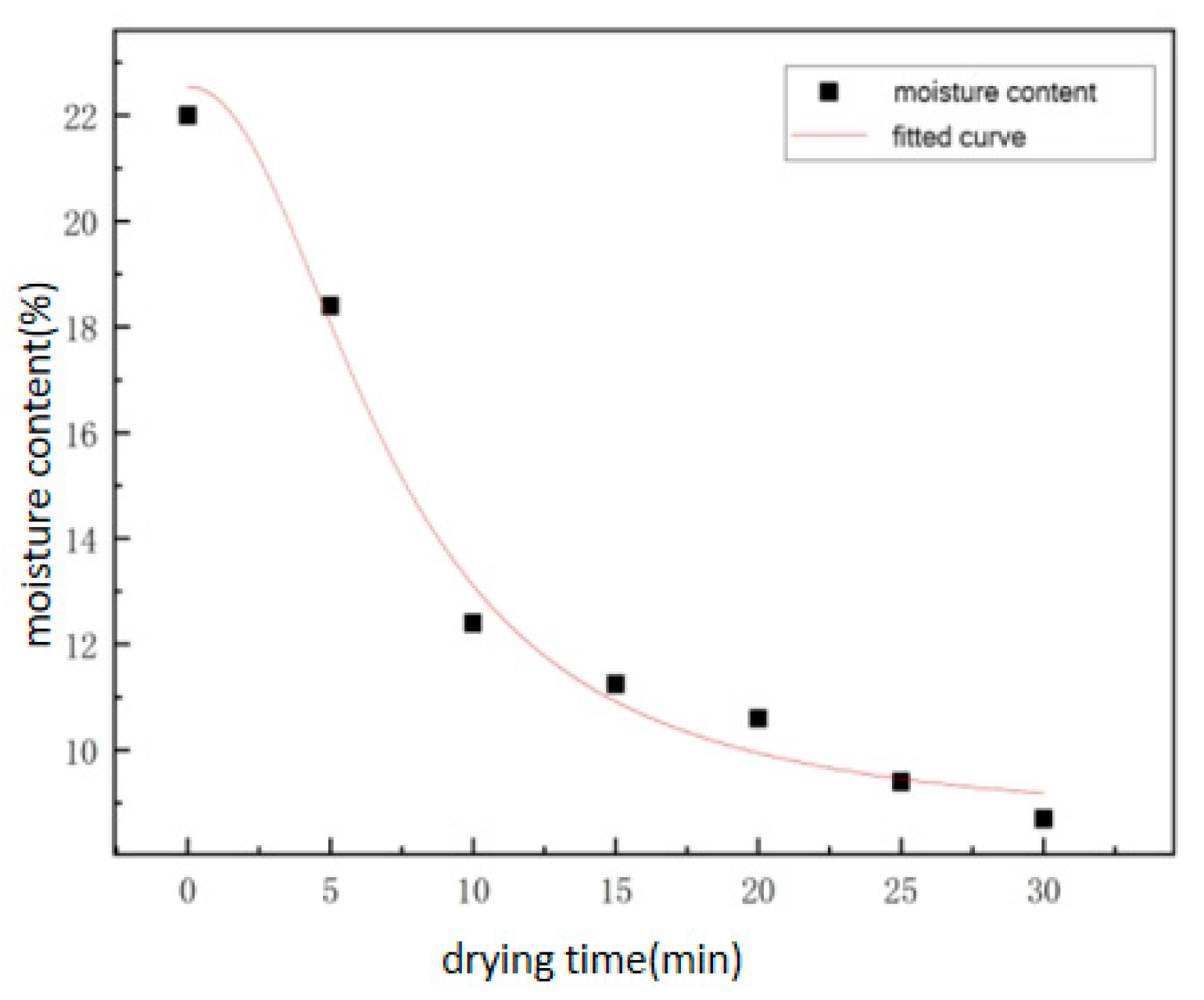
The changes in moisture content and fiber yield after rolling Pleioblastus amarus for different drying times are listed in Table 6. As the drying time increased, the water content of the bamboo initially decreased sharply and then slowly. After drying for 30 min, the water content decreased by 13.3% compared to that of the untreated material. The fiber yield first increased and then decreased, with a maximum yield of 62.47% after 15 min of drying, which was 36.91% higher than that after 30 min.
Table 6.
Change in moisture content and fiber yield of Pleioblastus amarus after different drying times.
Origin 9.1 was used to perform regression analysis on the water content and fiber yield data points listed in Table 6, and they were fitted with a Hill curve. Thus, the equation below describes the relationship between water content and fiber yield, with an R-squared value of 0.988, as shown in Equation (3).
From the equation, it can be observed that the change in the water content of the bamboo material is negatively correlated with the drying time, indicating that the longer the drying time, the lower the water content [24,27]. The fitted curve in Figure 11 illustrates the trend of water content variation with drying time. Specifically, the water content decreased sharply from 0 to 10 min and then leveled off.
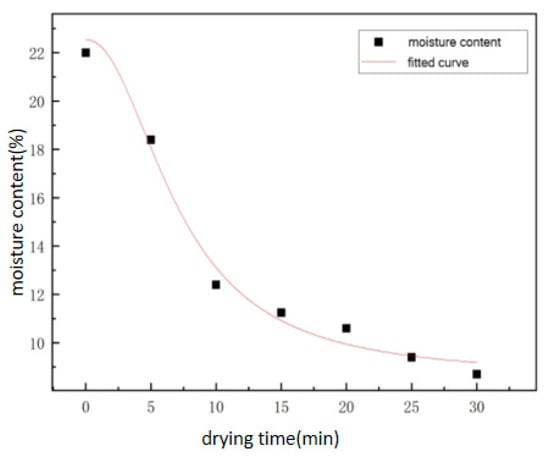
Figure 11.
Fitted curve of moisture content and drying time.
4.4. Effect of Optimization of Bamboo’s Hydrothermal Treatment Process
Based on the conclusions of single-factor experiments, it was found that the steam temperature, holding time, and moisture content significantly affect the softening and fibrillation of bamboo materials. Therefore, these three factors were selected as sources for the orthogonal experiment. Through single-factor experiments, it was discovered that the softening and fibrillation effects were superior within the steam temperature range of 150–180 °C, holding time of 10–30 min, and moisture content of 12%–22%. Consequently, a factor-level table was formulated, as presented in Table 7. The orthogonal experiment was arranged using orthogonal table L9(34), and the experimental results were presented in Table 8.
Table 7.
Factor level of orthogonal test.
Table 8.
Orthogonal test and range analysis.
As is shown in Table 9, the variance analysis of the orthogonal experiment revealed that the steam temperature had a significant impact on the fiber yield, fiber tensile strength, and fiber fineness. The holding time also had a considerable influence on these indicators, whereas the moisture content had no significant effect [41].
Table 9.
Analysis of variance of orthogonal test.
Steam temperature is the most significant factor affecting the softening effect of bamboo materials [42]. Comparing the range values (R) of fiber yield and fiber tensile strength in the range analysis, it was found that the R value for steam temperature was the largest, indicating a greater impact on fiber yield during the softening and fibrillation of bamboo materials, followed by holding time and moisture content. In contrast, when comparing the R values of fiber fineness, the R value for moisture content was the smallest, indicating the lowest impact on fiber yield during softening and fibrillation, followed by steam temperature and holding time. Based on the analysis of range, variance, and orthogonal experimental results, combined with the fibrillation effect and practical application of fibers, the optimal combination of process parameters was A2B2C3: saturated steam temperature of 170 °C, holding time of 20 min, and moisture content of 12%.
According to the best process parameters of bamboo fiber preparation obtained in this paper, the yield and performance parameters of processed bamboo fiber and the performance parameters of Pleioblastus amarus fiber prepared by mechanical extraction of bamboo through alkali treatment softening process obtained by Zhang Jinye [43] in 2022 are shown in Table 10.
Table 10.
Comparison of yield and properties of bamboo fiber obtained by different preparation methods.
It can be seen from Table 10 that the fiber yield of bamboo fiber prepared by the method in this paper is 63% higher than that of fiber extraction after alkali boiling softening treatment, which greatly improves the utilization rate of bamboo. Fiber fineness was reduced by 18%. Compared with the alkali boiling softening treatment, the tensile strength of bamboo fiber was increased by 28%, the tensile modulus was similar, and the elongation at break was reduced by 53%. Fiber yield, fineness, and tensile fracture strength are the main performance indexes of bamboo fiber. Therefore, the preparation method and technological parameters proposed in this paper are superior to the mechanical fiber extraction method after alkali boiling softening treatment.
5. Conclusions
The temperature of saturated steam, holding time, and moisture content all have significant effects on the softening and fiber extraction of Pleioblastus amaru. The optimal softening and fiber extraction process obtained through orthogonal experiments is as follows: steam temperature of 170 °C, holding time of 20 min, and a moisture content of 12%. The obtained fiber yield was 60.47%, fiber separation was 94.72%, fiber fineness was 192.27 μm, and fiber breaking strength was 1.38 cN/dtex. Compared to the traditional alkali treatment and mechanical fibrillation method, bamboo fibers prepared using the optimal process parameters of the saturated steam softening method exhibited a 63% increase in fiber yield, an 18% reduction in fiber fineness, a 28% improvement in fiber tensile strength, similar tensile modulus, and a 53% decrease in elongation at break. The preparation method and process parameters proposed in this paper are superior to the alkali treatment and mechanical fibrillation methods.
Author Contributions
Conceptualization, X.X. and W.Z.; methodology, Z.G.; software, Z.G.; validation, X.X., W.Z., and X.F.; formal analysis, X.X.; investigation, X.X.; resources, Z.G.; data curation, X.X.; writing—original draft preparation, X.X.; writing—review and editing, X.X.; visualization, X.F.; supervision, W.Z.; project administration, W.Z.; funding acquisition, W.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Zhejiang Science and Technology Department public welfare project, grant number LNG21C160006.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Lee, C.H.; Yang, T.H.; Cheng, Y.W.; Lee, C.J. Effects of thermal modification on the surface and chemical properties of moso bamboo. Constr. Build. Mater. 2018, 178, 59–71. [Google Scholar] [CrossRef]
- Wang, G.; Wang, Y.P.; Cheng, H.T. Research and Development of Bamboo Fiber for Textile Applications in China. China Wood Res. 2010, 24, 18–21. (In Chinese) [Google Scholar]
- Tang, T.; Zhang, B.; Liu, X.; Wang, W.; Chen, X.; Fei, B. Synergistic effects of tung oil and heat treatment on physicochemical properties of bamboo materials. Sci. Rep. 2019, 9, 12824. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.J.; Yu, W.D. Research and Development Situation of Bamboo Fiber and Its Productions. Cotton Text. Technol. 2005, 33, 645–648. [Google Scholar]
- Peng, J.X. Production Process of Natural Bamboo Fiber. Chinese Patent No. CN102959142B, 6 January 2016. [Google Scholar]
- Xian, X.J.; Xian, D.G. The microstructure of bamboo and its relationship with mechanical properties. J. Bamboo Res. 1990, 9, 10–23. (In Chinese) [Google Scholar]
- Gong, Z.H.; Zhang, W.; Zhou, C.; Yao, W.; Yu, W.; Zhang, T.Y. Examination of bamboo single layer linear tensile property. J. For. Eng. 2023, 8, 58–63. (In Chinese) [Google Scholar]
- Tan, T.; Rahbar, N.; Allameh, S.M.; Kwofie, S.; Dissmore, D.; Ghavami, K.; Soboyejo, W. Mechanical properties of functionally graded hierarchical bamboo structures. Acta Biomater. 2011, 7, 3796–3803. [Google Scholar] [CrossRef]
- Kadivar, M.; Gauss, C.; Stanislas, T.T.; Ahrar, A.J.; Charca, S.; Savastano, H. Effect of bamboo species and pre-treatment method on physical and mechanical properties of bamboo processed by flattening-densification. Mater. Chem. Phys. 2022, 291, 126746. [Google Scholar] [CrossRef]
- Wang, J.F.; Lu, C.F.; Tian, B.E. Experimental Research on the Mechanical Properties of Sanming Phyllostachys Pubescen Along the Grain Direction. J. Sanming Univ. 2021, 38, 93–101. (In Chinese) [Google Scholar]
- Zhou, A.P.; Huang, D.S.; Che, S.S.; Zhang, P.D. Distribution of vascular bundles of bamboo and its tensile mechanical performances. J. Build. Mater. 2012, 15, 730–734. (In Chinese) [Google Scholar]
- Dixon, P.G.; Gibson, L.J. The structure and mechanics of Moso bamboo material. J. R. Soc. Interface 2014, 11, 20140321. [Google Scholar] [CrossRef] [PubMed]
- Dauletbek, A.; Li, H. A Review of Basic Mechanical Behavior of Laminated Bamboo Lumber. J. Renew. Mater. 2022, 10, 273–300. [Google Scholar] [CrossRef]
- Wang, X.; Cheng, D.; Huang, X.; Song, L.; Gu, W.; Liang, X.; Li, Y.; Xu, B. Effect of high-temperature saturated steam treatment on the physical, chemical, and mechanical properties of moso bamboo. J. Wood Sci. 2020, 66, 52. [Google Scholar] [CrossRef]
- Hadavinia, H.; Ghasemnejad, H. Effects of Mode-I and Mode-II interlaminar fracture toughness on the energy absorption of CFRP twill/weave composite box sections. Compos. Struct. 2009, 89, 303–314. [Google Scholar] [CrossRef]
- Lee, K.S.; Im, K.H.; Yang, I.Y. Experimental evaluation of the crashworthiness for lightweight composite structural member. Thin Solid Film. 2010, 518, 5637–5641. [Google Scholar] [CrossRef]
- Ostré, B.; Bouvet, C.; Minot, C.; Aboissière, J. Experimental analysis of CFRP laminates subjected to compression after edge impact. Compos. Struct. 2016, 152, 767–778. [Google Scholar] [CrossRef]
- Shao, Z.P.; Ren, H.Q.; Jiang, Z.H. Fracture perpendicular to grain of wood and strength criterion. Sci. Silvae Sin. 2003, 39, 119–125. (In Chinese) [Google Scholar]
- Xu, Q.; Harries, K.; Li, X.; Liu, Q.; Gottron, J. Mechanical properties of structural bamboo following immersion in water. Eng. Struct. 2014, 81, 230–239. [Google Scholar] [CrossRef]
- Zhang, W.; Yao, W.; Xu, X. Models and Patterns of Bamboo Fiber Splitting under Bending Load. Integr. Ferroelectr. 2022, 227, 121–131. [Google Scholar] [CrossRef]
- Zhang, W.; Yao, W.B.; Li, W.B. Mechanical model of processing bamboo of fiber with combing method. Trans. Chin. Soc. Agric. Mach. 2010, 41, 66–69+117. (In Chinese) [Google Scholar]
- Asmare, F.W.; Liu, X.; Qiao, G.; Li, R.; Wu, D.; K, M.B. Physical and Mechanical Properties of Coarse Bamboo Fibers Extracted by Different Techniques. J. Fiber Bioeng. Inform. 2022, 15, 287–302. [Google Scholar] [CrossRef]
- Zhang, W.; Li, W.B.; Yao, W.B. Separating mechanism and preparation method of the longer natural bamboo fiber. J. Beijing For. Univ. 2007, 29, 63–66. (In Chinese) [Google Scholar]
- Jiang, J.X.; Yang, Z.K.; Zhu, L.W. Structure and property of bamboo fiber. J. Beijing For. Univ. 2008, 30, 128–132. (In Chinese) [Google Scholar]
- Xu, K.Y. Preparation Methods of Natural Bamboo Fiber. Chinese Patent No. CN1222644C, 12 October 2005. [Google Scholar]
- Wu, Y.F.; Liu, H.Z.; Li, Y.J. Effect of Softening of Bamboo Specimen Treated by Steam. J. Zhejiang For. Sci. Technol. 2016, 36, 36–39. (In Chinese) [Google Scholar]
- Shao, Y.T.; Wang, X.Z.; Li, Y.J. Effect of high temperature saturated steam softening treatment on physical and mechanical properties of flattened bamboo. J. Bamboo Res. 2018, 9, 959–977. [Google Scholar]
- NY/T 1538-2007; Quick Test Method for Determination of Fineness of Ramie Fiber. Agricultural Industry Standard of the People’s Republic of China: Beijing, China, 2007.
- NY/T 2635-2014; Test Method for Tensile Fracture Strength of Ramie Fibers. Agricultural Industry Standard of the People’s Republic of China: Beijing, China, 2014.
- GB/T 41553-2022; Bamboo Fiber. National Standard of the People’s Republic of China: Beijing, China, 2022.
- Gao, J.; Qu, L.; Qian, J.; Wang, Z.; Li, Y.; Yi, S.; He, Z. Effects of combined acid-alkali and heat treatment on the physiochemical structure of moso bamboo. Sci. Rep. 2020, 10, 6760. [Google Scholar] [CrossRef]
- Chen, H.; Yu, Y.; Zhong, T.; Wu, Y.; Li, Y.; Wu, Z.; Fei, B. Effect of alkali treatment on microstructure and mechanical properties of individual bamboo fibers. Cellulose 2017, 24, 333–347. [Google Scholar] [CrossRef]
- Tan, M.; Jiang, X.; Ke, H.; Wu, W.; Xia, R. Experimental investigations on the mechanical properties of bamboo fiber and fibril. Fibers Polym. 2020, 21, 1382–1386. [Google Scholar] [CrossRef]
- Chen, M.; Ye, L.; Li, H.; Wang, G.; Chen, Q.; Fang, C.; Dai, C.; Fei, B. Flexural strength and ductility of moso bamboo. Constr. Build. Mater. 2020, 246, 118418. [Google Scholar] [CrossRef]
- Askarinejad, S.; Youssefian, S.; Rahbar, N. Toughening and strengthening mechanisms in bamboo from atoms to fibers. In Handbook of Materials Modeling Applications: Current and Emerging Materials; Springer: Cham, Switzerland, 2020; pp. 1597–1625. [Google Scholar]
- Chen, M.; Ye, L.; Wang, G.; Fang, C.; Dai, C.; Fei, B. Fracture modes of bamboo fiber bundles in three-point bending. Cellulose 2019, 26, 8101–8108. [Google Scholar] [CrossRef]
- Chen, Q.; Dai, C.; Fang, C.; Chen, M.; Zhang, S.; Liu, R.; Liu, X.; Fei, B. Mode Iinterlaminar fracture toughness behavior and mechanisms of bamboo. Mater. Des. 2019, 183, 108132. [Google Scholar] [CrossRef]
- Hu, M.; Wang, C.H.; Lu, C.; Anuar, N.I.S.; Yousfani, S.H.S.; Jing, M.; Chen, Z.; Zakaria, S.; Zuo, H. Investigation on the Classified Extraction of the Bamboo Fiber and Its Properties. J. Nat. Fibers 2020, 17, 1798–1808. [Google Scholar] [CrossRef]
- Zhao, W.J.; Zhang, J.; Zhang, W.F.; Yuan, S.; Chen, H.; Wu, A. Effect of bamboo unit morphology on the preparation of bamboo fibers by steam explosion. Ind. Crops Prod. 2023, 202, 117066. [Google Scholar] [CrossRef]
- Kim, H.; Okubo, K.; Fujii, T.; Takemura, K. Influence of fiber extraction and surface modification on mechanical properties of green composites with bamboo fiber. J. Adhes. Sci. Technol. 2012, 27, 1348–1358. [Google Scholar] [CrossRef]
- Akhtarul, A.I. Bamboo fibre: A sustainable solution for textile manufacturing. Adv. Bamboo Sci. 2024, 7, 100088. [Google Scholar]
- Mohammed, K.; Zulkifli, R.; Mohd, F.M.; Gaaz, T.S. A study of mechanical properties and performance of bamboo fiber/polymer composites. Results Eng. 2024, 23, 102396. [Google Scholar] [CrossRef]
- Zhang, J. Experimental Study on the Effect of Softening Process on Mechanical Fiber Extraction of Different Bamboo. Master’s Thesis, Zhejiang A&F University, Hangzhou, China, 2022. [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).