
Surface Morphology and Chemical Changes of Maple and Beech Cut Through by CO2 Laser Under Different Angles Relative to the Wood Grain


Abstract
:1. Introduction
- The morphological changes (surface topography and microscopic changes) of maple and beech wood when cut under similar conditions, and at different angles relative to the wood grain, where the stratified surface topography will be interpreted using measured profile irregularities, quantified by quality parameters and compared with microscopic images;
- If the laser can uncover wood anatomical details and the cutting direction relative to the grain is a factor of influence;
- If the chemical changes, measured by FTIR, depend on the cutting direction relative to the grain;
- If there are any differences in surface morphology and chemical changes between the two species.
2. Materials and Methods
2.1. Wood Samples and Laser Processing
2.2. Surface Quality Measurements
2.3. Stereo-Microscopy Analysis
2.4. Chemical (FTIR) Analysis
3. Results
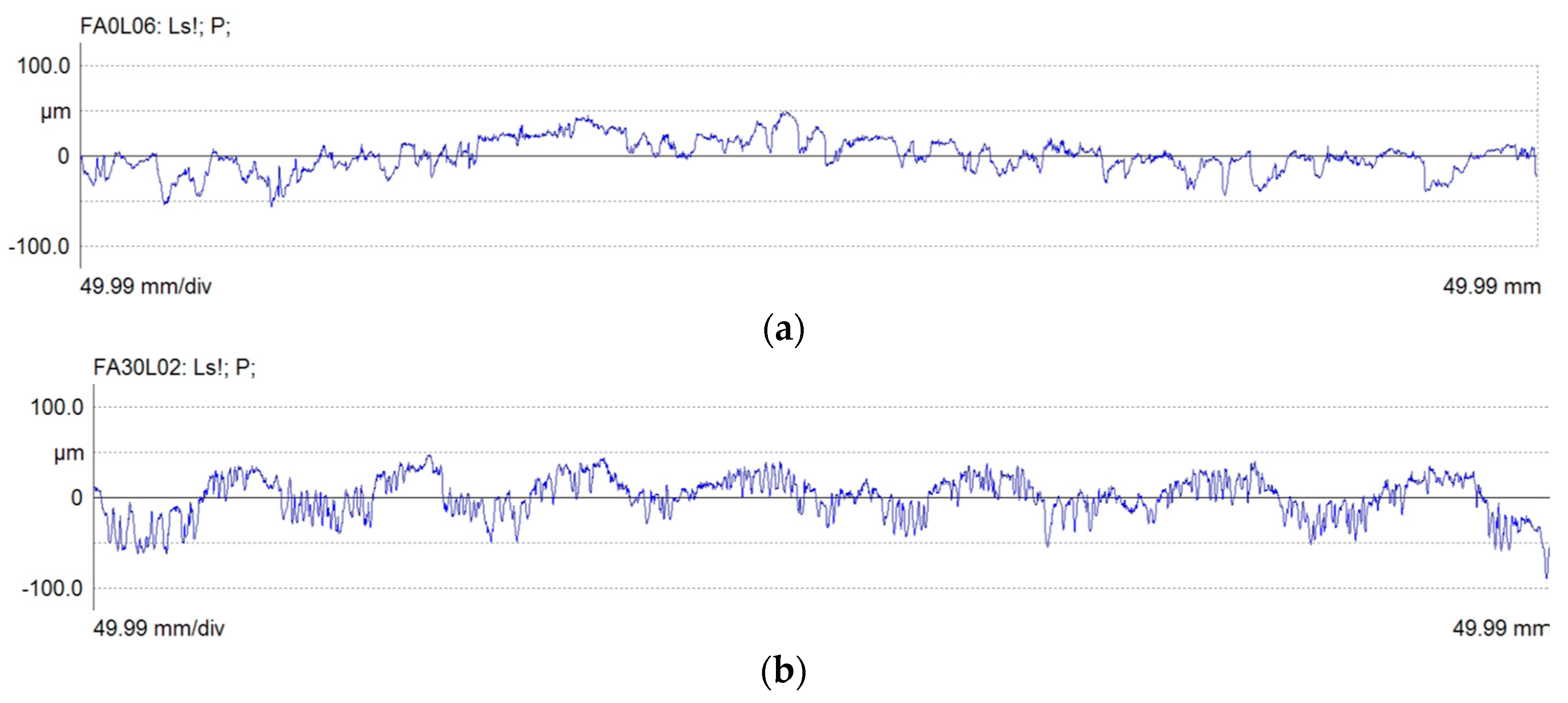
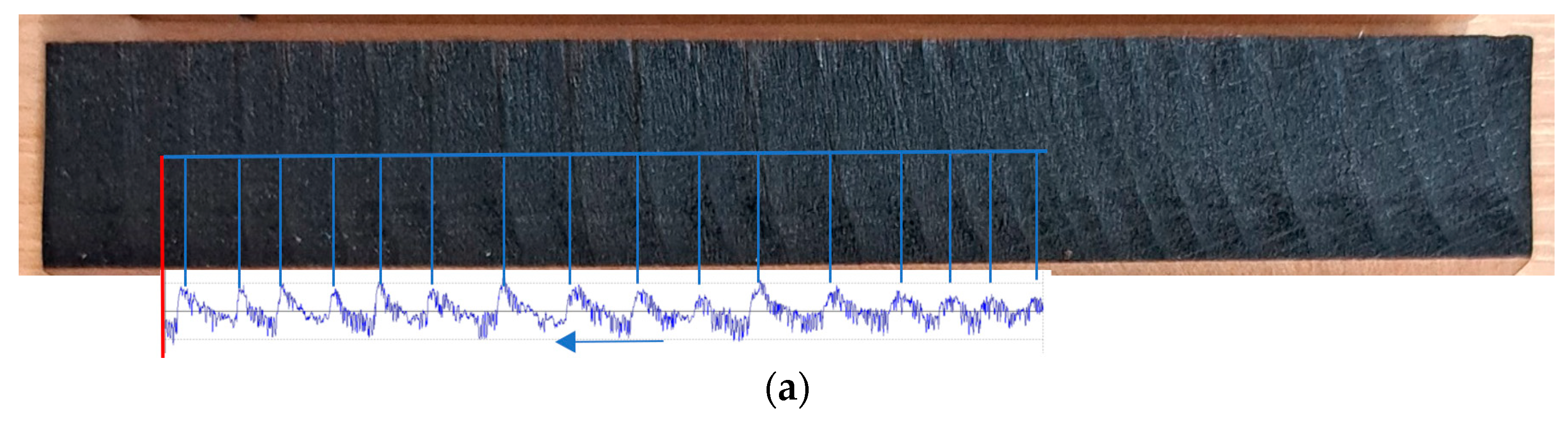
3.1. Surface Quality Measurements and Stereo-Microscopy Analysis
3.2. FTIR Investigation of Chemical Changes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Martínez-Conde, A.; Krenke, T.; Frybort, S.; Müller, U. Review: Comparative analysis of CO2 laser and conventional sawing for cutting of lumber and wood-based materials. Wood Sci. Technol. 2017, 51, 943–966. [Google Scholar] [CrossRef]
- Adamčík, L.; Igaz, R.; Štefančin, L.; Kubovský, I.; Kminiak, R. Evaluation of the Surface Irregularities of the Cross-Section of the Wood after CO2 Laser Cutting. Materials 2023, 16, 7175. [Google Scholar] [CrossRef] [PubMed]
- Castañeda, C.H.J.; Kursad, S.H.; Li, L. The effect of moisture content in fibre laser cutting of pine wood. Opt. Lasers Eng. 2011, 49, 1139–1152. [Google Scholar] [CrossRef]
- Corleto, R.; Gaff, M.; Ditommaso, G.; Rezaei, F.; Nemeth, R.; Valente, F.; Sethy, A.K.; Todaro, L. Effect of Moisture Content Levels on the Quality of Beech Wood Cut by CO2 Laser. J. Adv. Manuf. Technol. 2024, 134, 159–169. [Google Scholar] [CrossRef]
- Gurău, L.; Coșereanu, C.; Timar, M.C.; Lungu, A.; Condoroţeanu, C.D. Comparative Surface Quality of Maple (Acer pseudoplatanus) Cut through by CNC Routing and by CO2 Laser at Different Angles as Related to the Wood Grain. Coatings 2022, 12, 1982. [Google Scholar] [CrossRef]
- Kúdela, J.; Andrejko, M.; Kubovský, I. The Effect of CO2 Laser Engraving on the Surface Structure and Properties of Spruce Wood. Coatings 2023, 13, 2006. [Google Scholar] [CrossRef]
- Kúdela, J.; Kubovský, I.; Andrejko, M. Surface Properties of Beech Wood after CO2 Laser Engraving. Coatings 2020, 10, 77. [Google Scholar] [CrossRef]
- Kúdela, J.; Kubovský, I.; Andrejko, M. Influence of Irradiation Parameters on Structure and Properties of Oak Wood Surface Engraved with a CO2 Laser. Materials 2022, 15, 8384. [Google Scholar] [CrossRef]
- Rezaei, F.; Wimmer, R.; Gaff, M.; Gusenbauer, C.; Frömel-Frybort, S.; Kumar, S.A.; Corleto, R.; Ditommaso, G.; Niemz, P. Anatomical and morphological characteristics of beech wood after CO2—Laser cutting. Wood Mater. Sci. Eng. 2022, 17, 459–468. [Google Scholar] [CrossRef]
- Kačík, F.; Kubovský, I. Chemical changes of beech wood due to CO2 laser irradiation. J. Photochem. Photobiol. Chem. 2011, 222, 105–110. [Google Scholar] [CrossRef]
- Kubovský, I.; Kačík, F. Colour and chemical changes of the lime wood surface due to CO2 laser thermal modification. Appl. Surf. Sci. 2014, 321, 261–267. [Google Scholar] [CrossRef]
- Kubovsky, I.; Kacik, F.; Velkova, V. The Effects of CO2 Laser Irradiation on Color and Major Chemical Component Changes in Hardwoods. BioResources 2018, 13, 2515–2529. [Google Scholar] [CrossRef]
- Nath, S.; Waugh, D.G.; Ormondroyd, G.A.; Spear, M.J.; Pitman, A.J.; Sahoo, S.; Curling, S.F.; Mason, P. CO2 laser interactions with wood tissues during single pulse laser-incision. Opt. Laser Technol. 2020, 126, 106069. [Google Scholar] [CrossRef]
- Kúdela, J.; Andrejko, M.; Mišíková, O. Wood Surface Morphology Alteration Induced by Engraving with CO2 Laser Under Different Raster Density Values. Acta Fac. Xylologiae Zvolen 2021, 63, 35–47. [Google Scholar] [CrossRef]
- Barcikowski, S.; Koch, G.; Odermatt, J. Characterisation and modification of the heat affected zone during laser material processing of wood and wood composites. Eur. J. Wood Wood Prod. 2006, 64, 94–103. [Google Scholar] [CrossRef]
- Guo, X.; Deng, M.; Hu, Y.; Wang, Y.; Ye, T. Morphology, mechanism and kerf variation during CO2 laser cutting pine wood. J. Manuf. Process. 2021, 68, 13–22. [Google Scholar] [CrossRef]
- Gurău, L.; Coşereanu, C.; Paiu, I. Comparative Surface Quality of Larch (Larix decidua Mill.) Fretwork Patterns Cut through by CNC Routing and by Laser. Appl. Sci. 2021, 11, 6875. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Xu, W.; Wang, X.A. Prediction of surface roughness of CO2 laser modified poplar wood via response surface methodology. Maderas Cienc. Tecnol. 2022, 24, 1–12. [Google Scholar] [CrossRef]
- Kúdela, J.; Reinprecht, L.; Vidholdová, Z.; Andrejko, M. Surface Properties of Beech Wood Modified by CO2 Laser. Acta Fac. Xylologiae Zvolen 2019, 61, 5–18. [Google Scholar] [CrossRef]
- Haller, P.; Beyer, E.; Wiedemann, G.; Panzner, M.; Wust, H. Experimental Study of the Effect of a Laser Beam on the Morphology of Wood Surfaces. In Proceedings of the First International Conference of the European Society for Wood Mechanics, Lausanne, Switzerland, 19–21 April 2001; Available online: https://www.researchgate.net/publication/237543545_Experimental_study_of_the_effect_of_a_laser_beam_on_the_morphology_of_wood_surfaces (accessed on 1 May 2018).
- Johansson, J.; Sandberg, D. Preparation of wood with pulsed UV-laser ablation for characterisation of the wood structure. In Fracture Mechanics and Micromechanics of Wood and Wood Composites with Regard to Wood Machining, Proceedings of the 3rd Symposium of Wood-Machining in 2007, Cost action E35, Lausanne, Switzerland, 21–23 May 2007; Navi, P., Guidoum, A., Eds.; Presses Polytechniques et Universitaires Romandes (PPUR): Lausanne, Switzerland, 2007; pp. 191–194. [Google Scholar]
- Panzner, M.; Wiedemann, G.; Henneberg, K.; Fischer, R.; Wittke, T.; Dietsch, R. Experimental investigation of the laser ablation process on wood surfaces. Appl. Surf. Sci. 1998, 127–129, 787–792. [Google Scholar] [CrossRef]
- Seltman, J. Opening the wood structure by UV-irradiation. Holz Als Roh-Und Werkst. 1995, 53, 100. [Google Scholar] [CrossRef]
- Wu, R.; Seltman, J. Microstructural investigation of UV-laser irradiated pine (Pinus silvestris L.). Wood Sci. Technol. 1998, 32, 183–195. [Google Scholar] [CrossRef]
- Guo, Q.; Wu, Z.; Zhang, C.; Yang, C.; Ma, Y.; Xu, F.; Cao, Z. Study on a new clean machining method instead of sanding technology for wood. Alex. Eng. J. 2021, 60, 2369–2380. [Google Scholar] [CrossRef]
- Gurău, L.; Irle, M. Surface Roughness Evaluation Methods for Wood Products: A Review. Curr. For. Rep. 2017, 3, 119–131. [Google Scholar] [CrossRef]
- ISO 4287:1997; Geometrical Product Specifications (GPS). Surface Texture, Profile Method, Terms. Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2009.
- ISO 21920-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2021.
- ISO/TS 16610-31:2016; Geometrical Product Specification (GPS)—Filtration, Part 31: Robust Profile Filters, Gaussian Regression Filters. International Standards Organisation: Geneva, Switzerland, 2016.
- Gurău, L.; Mansfield-Williams, H.; Irle, M. Filtering the roughness of a sanded wood surface. Holz Als Roh-Und Werkst. 2006, 64, 363–371. [Google Scholar] [CrossRef]
- Tan, P.L.; Sharif, S.; Sudin, I. Roughness models for sanded wood surfaces. Wood Sci. Technol. 2012, 46, 129–142. [Google Scholar] [CrossRef]
- ISO 13565-2:1998; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method. Surfaces having Stratified Fu nctional Properties. Part 2: Height Characterisation Using the Linear Material Ratio Curve. International Organization for Standardization: Geneva, Switzerland, 1998.
- Pandey, K.K.; Pitman, A.J. FTIR studies of the changes in wood chemistry following decay by brown-rot and white-rot fungi. Int. Biodeterior. Biodegrad. 2003, 52, 151–160. [Google Scholar] [CrossRef]
- Rosu, D.; Teaca, C.A.; Bodirlau, R.; Rosu, L. FTIR and color change of the modified wood as a result of artificial light irradiation. J. Photochem. Photobiol. B 2010, 99, 144–149. [Google Scholar] [CrossRef]
- Tolvaj, L.; Faix, O. Artificial Ageing of Wood Monitored by DRIFT Spectroscopy and CIE L*a*b* Color Measurements. 1. Effect of UV Light. Hfsg 1995, 49, 397–404. [Google Scholar] [CrossRef]
- Schwanninger, M.; Rodrigues, J.C.; Pereira, H.; Hinterstoisser, B. Effects of short-time vibratory ball milling on the shape of FT-IR spectra of wood and cellulose. Vib. Spectrosc. 2004, 36, 23–40. [Google Scholar] [CrossRef]
- Wagenführ, R. Holzatlas, 5th ed.; Fachbuchverlag: Leipzig, Germany, 2000; p. 707. [Google Scholar]
- Petutschnigg, A.; Stöckler, M.; Steinwendner, F.; Schnepps, J.; Gütler, H.; Blinzer, J.; Holzer, H.; Schnabel, T. Laser Treatment of Wood Surfaces for Ski Cores: An Experimental Parameter Study. Adv. Mater. Sci. Eng. 2013, 2013, 1–7. [Google Scholar] [CrossRef]
- Fengel, D.; Wegener, D. Wood—Chemistry, Ultrastructure, Reactions; Walter de Gruyter: Berlin, Germany, 1984; 613p, ISBN 3-11-008481-3. [Google Scholar]
- Esteves, B.; Velez Marques, A.; Domingos, I.; Pereira, H. Chemical changes of heat treated pine and eucalypt wood monitored by FTIR. Maderas Cienc. Tecnol. 2013, 15, 245–258. [Google Scholar] [CrossRef]
- Kubovský, I.; Kačík, F. FT-IR study of maple wood changes due to CO2 laser irradiation. Cellul. Chem. Technol. 2009, 43, 235–240. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavenumber Range [cm−1] | General Vibrational Assignment Chemical Bonds/Structural Features of Organic Compounds | Relevance for Wood Spectra Assignment to the Wood Main Chemical Components |
|---|---|---|
| 1740–1730 | Unconjugated C=O stretching vibration in aldehydes, ketones, esters, and carboxylic acids | C=O in acetyl groups in xylans/Hemicelluloses |
| 1645–1630 | Conjugated C=O stretching vibration in aromatic or conjugated ketones; water absorbed in wood. | Lignin |
| 1605–1594 | Aromatic ring C=C stretching vibration in the aromatic ring | Lignin |
| 1510–1504 | Aromatic skeletal vibration of lignin | Lignin |
| 1455 | C-H deformation in lignin and carbohydrates Aromatic vibration in lignin Asymmetric C-H bending from methoxyl groups (in lignin) | Lignin Cellulose Hemicelluloses |
| 1425–1421 | C-H bending C-H deformation in lignin and carbohydrates | Lignin Cellulose Hemicelluloses |
| 1330–1319 | C-H vibration and C-O stretching relative to syringyl (lignin) Syringyl ring breathing (lignin) C-H vibration in cellulose | Lignin (mostly hardwoods) Cellulose |
| 1235–1230 | Syringyl ring stretching (lignin) C-C plus C-O plus C=O stretching vibration in acetyl groups (xylan) | Lignin (mostly hardwoods) Hemicelluloses/Xylans in hardwoods |
| 1170–1150 | C-O-C stretching vibration in polysaccharides | Cellulose Hemicelluloses |
| 1030–1020 | C-O vibration in polysaccharides C-O-C deformations in polysaccharides | Cellulose Hemicelluloses |
| 898–896 | C-H deformation in cellulose | Cellulose |
| Data compiled from literature references [33,34,35,36] | ||
| Species | Angle | Evaluated Parameters (in µm) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rk | Rpk | Rvk | Rk + Rpk | Rsk | Rv | RSm | Wa | ||||
| beech | 0 | mean | 18.22 | 11.14 | 15.64 | 29.35 | −0.86 | 39.43 | 790.06 | 18.87 | |
| st.dev | 2.32 | 2.52 | 1.91 | 4.22 | 0.52 | 2.77 | 67.61 | 7.07 | |||
| beech | 15 | mean | 31.59 | 13.96 | 18.90 | 45.55 | −0.73 | 66.32 | 637.67 | 25.31 | |
| st.dev | 5.47 | 6.03 | 3.21 | 9.49 | 0.61 | 15.10 | 47.79 | 11.81 | |||
| 30 | mean | 26.08 | 8.26 | 17.48 | 34.34 | −1.09 | 45.64 | 402.17 | 13.04 | ||
| st.dev | 1.90 | 1.42 | 1.98 | 2.40 | 0.21 | 4.54 | 39.37 | 3.81 | |||
| 45 | mean | 28.23 | 8.17 | 17.65 | 36.40 | −1.03 | 50.19 | 320.11 | 10.64 | ||
| st.dev | 4.38 | 3.06 | 1.99 | 7.10 | 0.38 | 6.17 | 12.89 | 5.38 | |||
| 60 | mean | 25.01 | 8.19 | 19.22 | 33.21 | −1.29 | 53.09 | 309.42 | 12.86 | ||
| st.dev | 3.45 | 3.26 | 1.63 | 6.26 | 0.29 | 5.25 | 26.46 | 6.30 | |||
| 75 | mean | 28.25 | 11.96 | 17.68 | 40.21 | −0.79 | 49.61 | 270.10 | 7.06 | ||
| st.dev | 2.28 | 6.18 | 1.87 | 8.33 | 0.50 | 5.70 | 23.08 | 2.22 | |||
| 90 | mean | 29.28 | 8.58 | 19.23 | 37.86 | −1.12 | 54.85 | 272.08 | 8.94 | ||
| st.dev | 3.29 | 2.24 | 1.70 | 4.94 | 0.19 | 5.43 | 31.41 | 2.26 | |||
| maple | 0 | mean | 19.94 | 12.80 | 28.66 | 32.75 | −1.69 | 57.33 | 1023.04 | 16.44 | |
| st.dev | 3.32 | 1.67 | 5.28 | 3.61 | 0.35 | 6.81 | 170.22 | 3.90 | |||
| 15 | mean | 20.61 | 11.44 | 24.76 | 32.06 | −1.52 | 61.84 | 788.61 | 15.41 | ||
| st.dev | 6.04 | 6.32 | 4.51 | 11.81 | 0.87 | 13.36 | 170.05 | 7.32 | |||
| 30 | mean | 18.96 | 7.91 | 21.53 | 26.87 | −1.79 | 54.65 | 599.46 | 16.15 | ||
| st.dev | 4.31 | 2.45 | 1.72 | 6.31 | 0.38 | 7.15 | 102.80 | 9.29 | |||
| 45 | mean | 15.56 | 6.92 | 21.93 | 22.48 | −1.97 | 52.91 | 483.55 | 14.12 | ||
| st.dev | 2.34 | 4.07 | 1.74 | 5.60 | 0.45 | 6.43 | 44.51 | 8.45 | |||
| 60 | mean | 16.83 | 6.56 | 22.80 | 23.39 | −2.06 | 54.52 | 412.43 | 16.34 | ||
| st.dev | 6.51 | 2.33 | 1.93 | 8.50 | 0.36 | 12.98 | 83.74 | 7.68 | |||
| 75 | mean | 14.10 | 4.97 | 20.14 | 19.07 | −2.17 | 50.77 | 355.12 | 6.79 | ||
| st.dev | 2.27 | 1.59 | 1.28 | 3.56 | 0.22 | 7.86 | 35.26 | 2.38 | |||
| 90 | mean | 16.56 | 4.82 | 21.16 | 21.38 | −2.09 | 57.37 | 374.70 | 7.26 | ||
| st.dev | 3.94 | 1.26 | 1.39 | 5.03 | 0.28 | 5.38 | 52.82 | 2.47 | |||
| Source | Type III Sum of Squares | df | Mean Square | F | Sig. |
|---|---|---|---|---|---|
| Corrected model | 3068.567 | 13 | 236.044 | 14.974 | 0.000 |
| Intercept | 47,814.415 | 1 | 47,814.415 | 3033.222 | 0.000 |
| Species angle | 3068.567 | 13 | 236.044 | 14.974 | 0.000 |
| Error | 1324.140 | 84 | 15.764 | ||
| Total | 52,207.121 | 98 | |||
| Corrected total | 4392.706 | 97 |
| Source | Type III Sum of Squares | df | Mean Square | F | Sig. |
|---|---|---|---|---|---|
| Corrected model | 240.984 | 6 | 40.164 | 2.089 | 0.075 |
| Intercept | 15,024.862 | 1 | 15,024.862 | 781.323 | 0.000 |
| Angle | 240.984 | 6 | 40.164 | 2.089 | 0.075 |
| Error | 807.662 | 42 | 19.230 | ||
| Total | 16,073.507 | 49 | |||
| Corrected total | 1048.645 | 48 |
| Absorption Band [cm−1] | Relative Integrated Areas (Ratios ALaser/AControl) | |||
|---|---|---|---|---|
| Maple (Acer pseudoplatanus) | Beech (Fagus sylvatica) | |||
| P_L_0°/P_C_0° | P_L_90°/P_C_90° | F_L_0°/F_C_0° | F_L_90°/F_C_90° | |
| 1732 | 0.26 | 0.44 | 0.74 | 0.61 |
| 1635–1160 | 1.15 | 1.26 | 1.26 | 1.17 |
| 1504 | 0.85 | 0.87 | 1.26 | 1.07 |
| 1369 | 0.54 | 0.76 | 0.57 | 0.56 |
| 1234 | 0.51 | 0.63 | 0.67 | 0.62 |
| 1030 | 0.82 | 0.81 | 0.75 | 0.69 |
| 900 | 0.67 | 0.76 | 0.42 | 0.52 |
| Absorption Bands’ Ratio | Significance | Relative Absorption Bands’ Ratios (RatioLaser/RatioControl) | |||
|---|---|---|---|---|---|
| Maple (Acer pseudoplatanus) | Beech (Fagus sylvatica) | ||||
| P_L_0°/P_C_0° | P_L_90°/P_C_90° | F_L_0°/F_C_0° | F_L_90°/F_C_90° | ||
| A1504/A1369 | Lignin/Hollocellulose | 1.57 | 1.14 | 2.22 | 1.90 |
| A1732/A1369 | Hemicelluloses/Hollocellulose | 0.49 | 0.59 | 1.30 | 1.09 |
| A900/A1369 | Cellulose/Hollocellulose | 1.25 | 1.00 | 0.74 | 0.92 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gurau, L.; Angelescu, A.-M.; Timar, M.C. Surface Morphology and Chemical Changes of Maple and Beech Cut Through by CO2 Laser Under Different Angles Relative to the Wood Grain. Forests 2024, 15, 1767. https://doi.org/10.3390/f15101767
Gurau L, Angelescu A-M, Timar MC. Surface Morphology and Chemical Changes of Maple and Beech Cut Through by CO2 Laser Under Different Angles Relative to the Wood Grain. Forests. 2024; 15(10):1767. https://doi.org/10.3390/f15101767
Chicago/Turabian StyleGurau, Lidia, Ana-Maria Angelescu, and Maria Cristina Timar. 2024. "Surface Morphology and Chemical Changes of Maple and Beech Cut Through by CO2 Laser Under Different Angles Relative to the Wood Grain" Forests 15, no. 10: 1767. https://doi.org/10.3390/f15101767