
Study of Selective Modification Effect of Constructed Structural Color Layers on EUROPEAN Beech Wood Surfaces

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Substrates
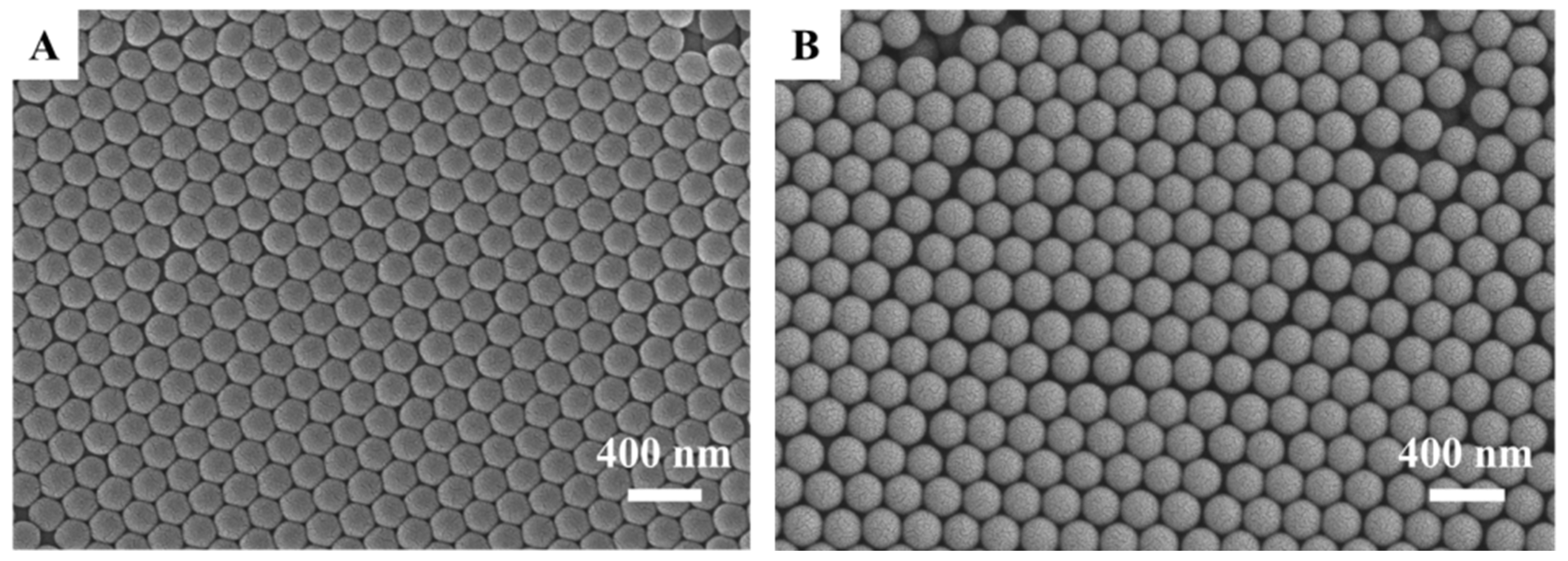
2.2. Synthesis of Monodisperse PSt and P(St-MMA-AA) Microspheres
2.3. Construction of Structural Color Layer on Wood Surface Using Brushing Method
2.4. Characterization
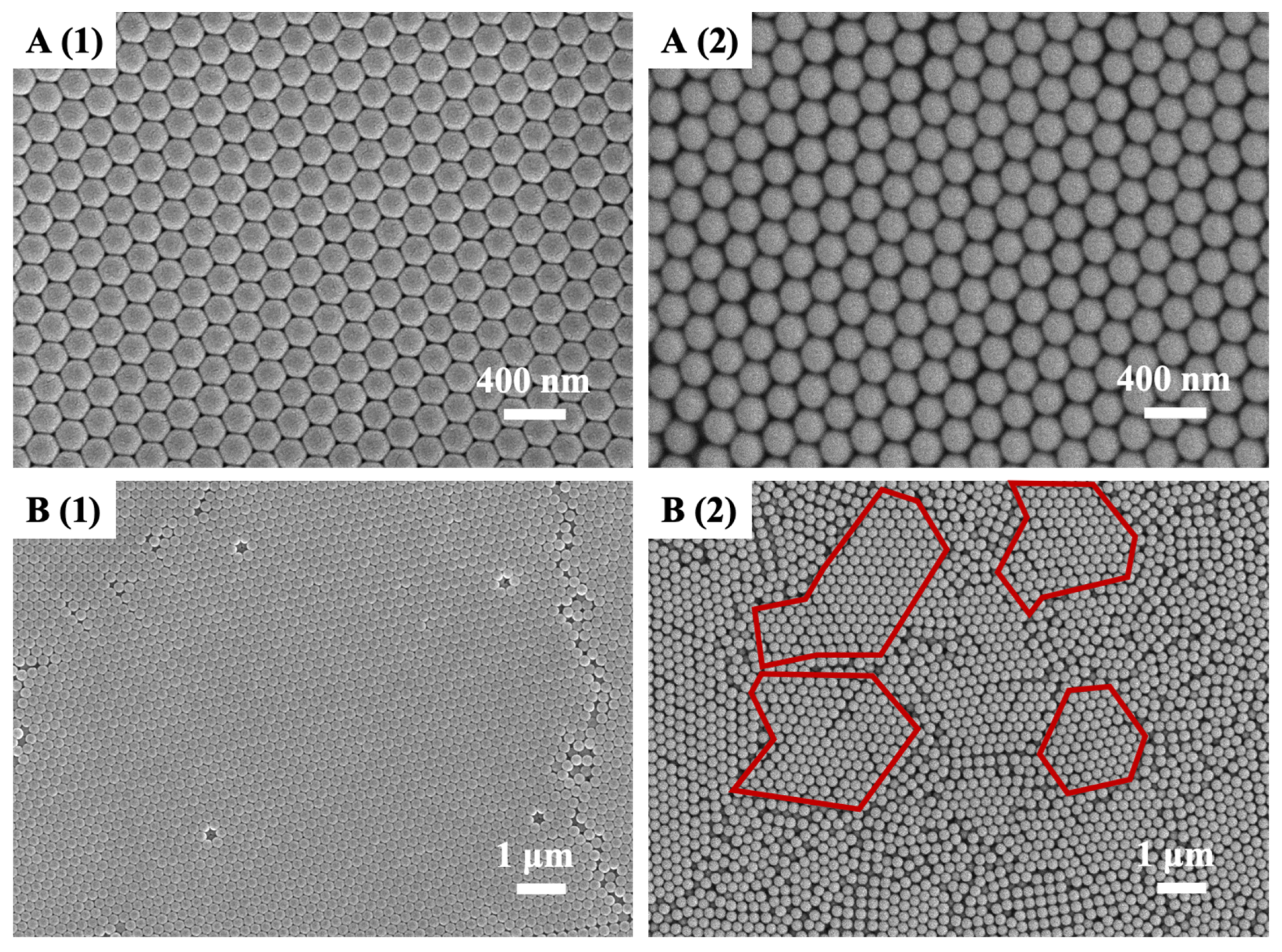
2.4.1. Characterization of the Surface Morphology of Microspheres, Structural Color Layers, and Wood
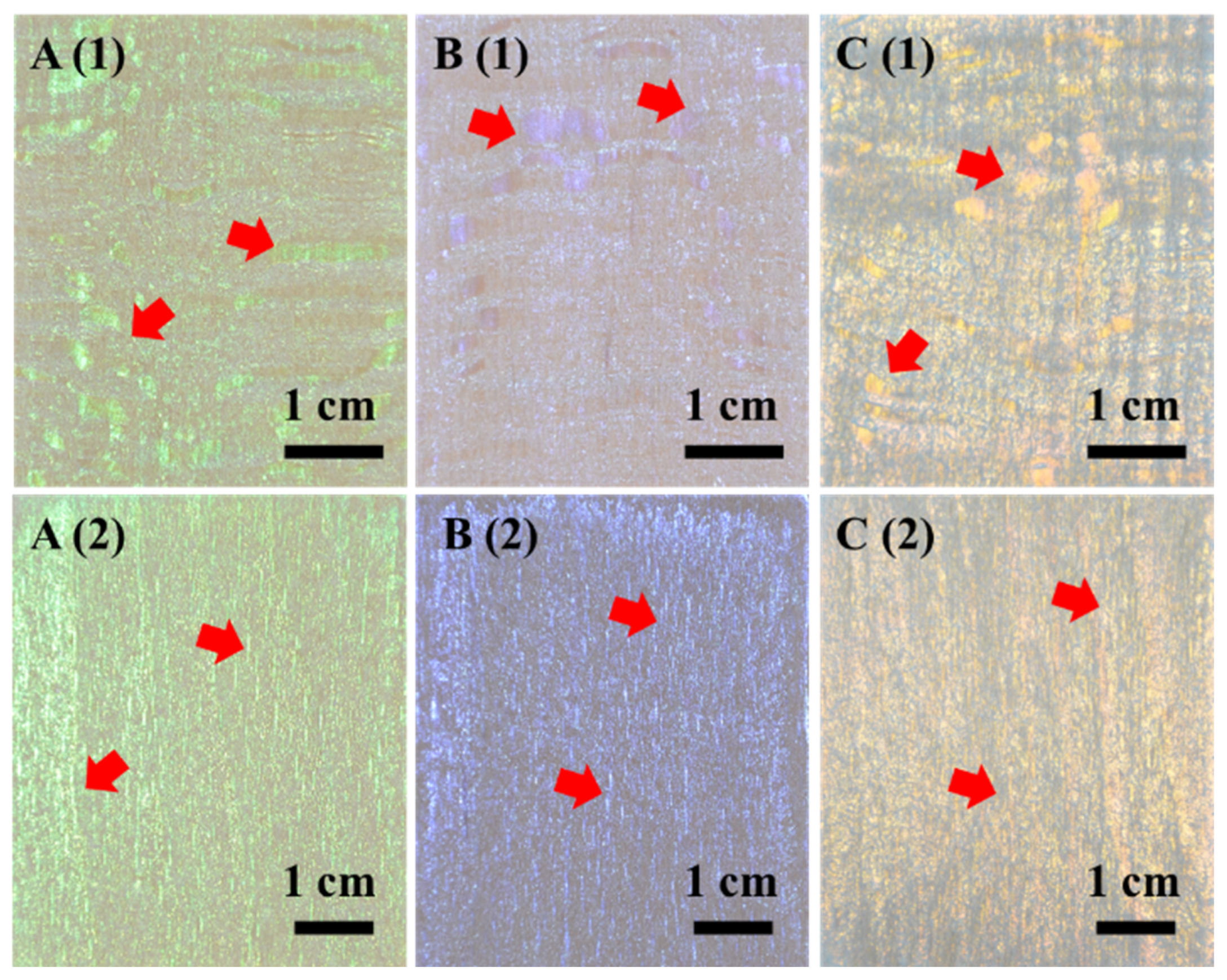
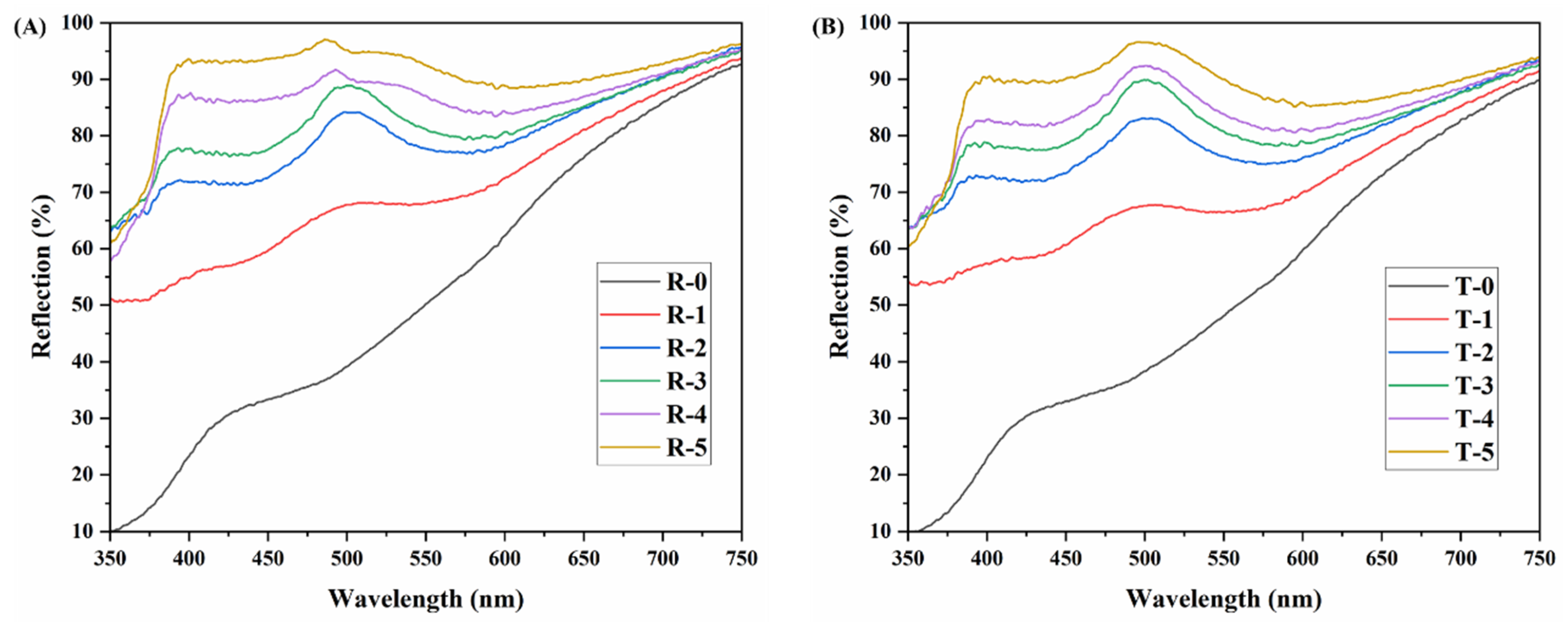
2.4.2. Photographs and Visible Light Reflection Spectra of Structural Color Layers
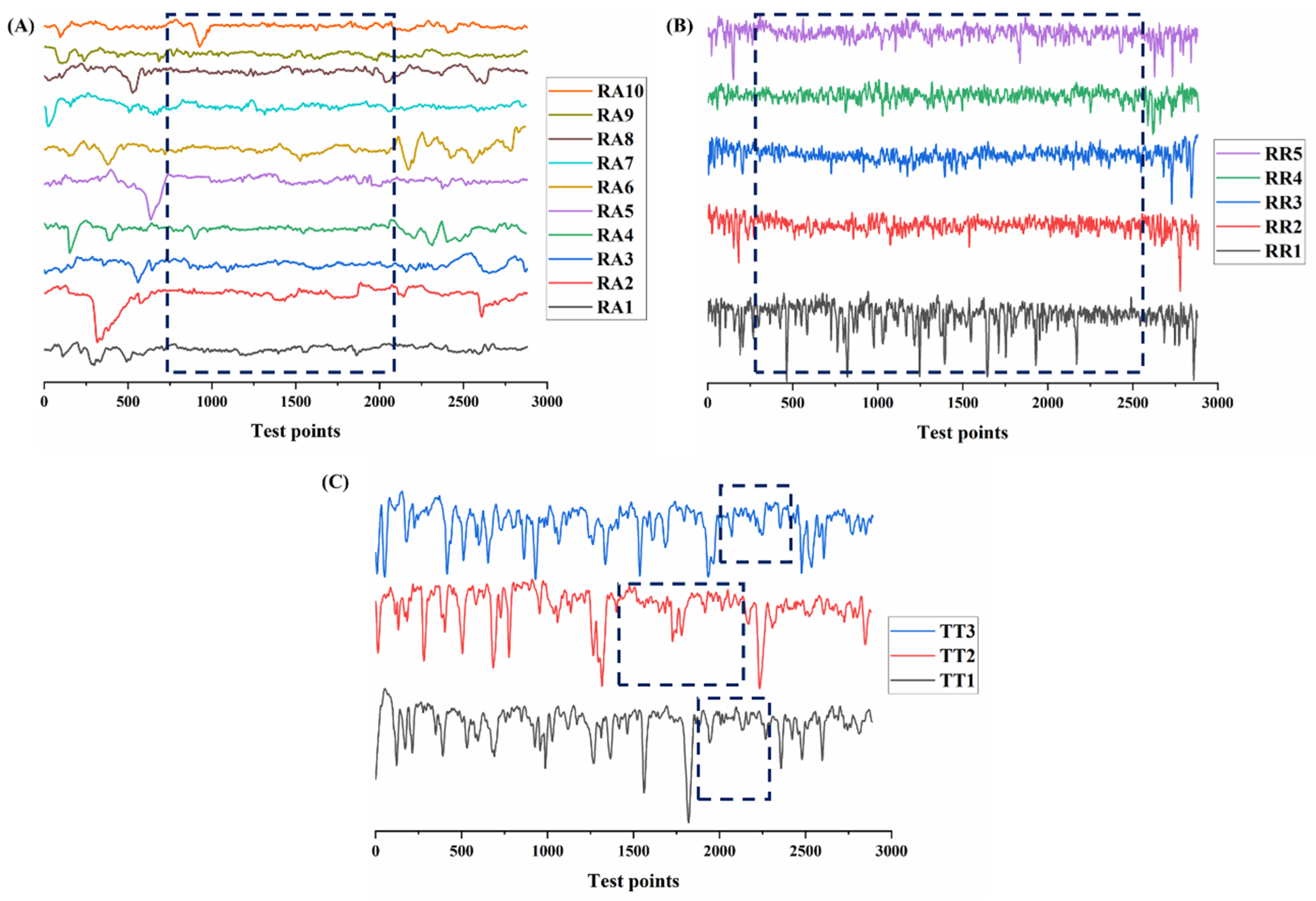
2.4.3. Characterization of Wood Surface Roughness
3. Results and Discussion
3.1. Construction of Structural Color Layer on the Surface of European Beech Wood Using PSt Microspheres
3.2. Special Finishing Properties of the Structural Color Layers on Ray Areas of Beech Wood Surfaces
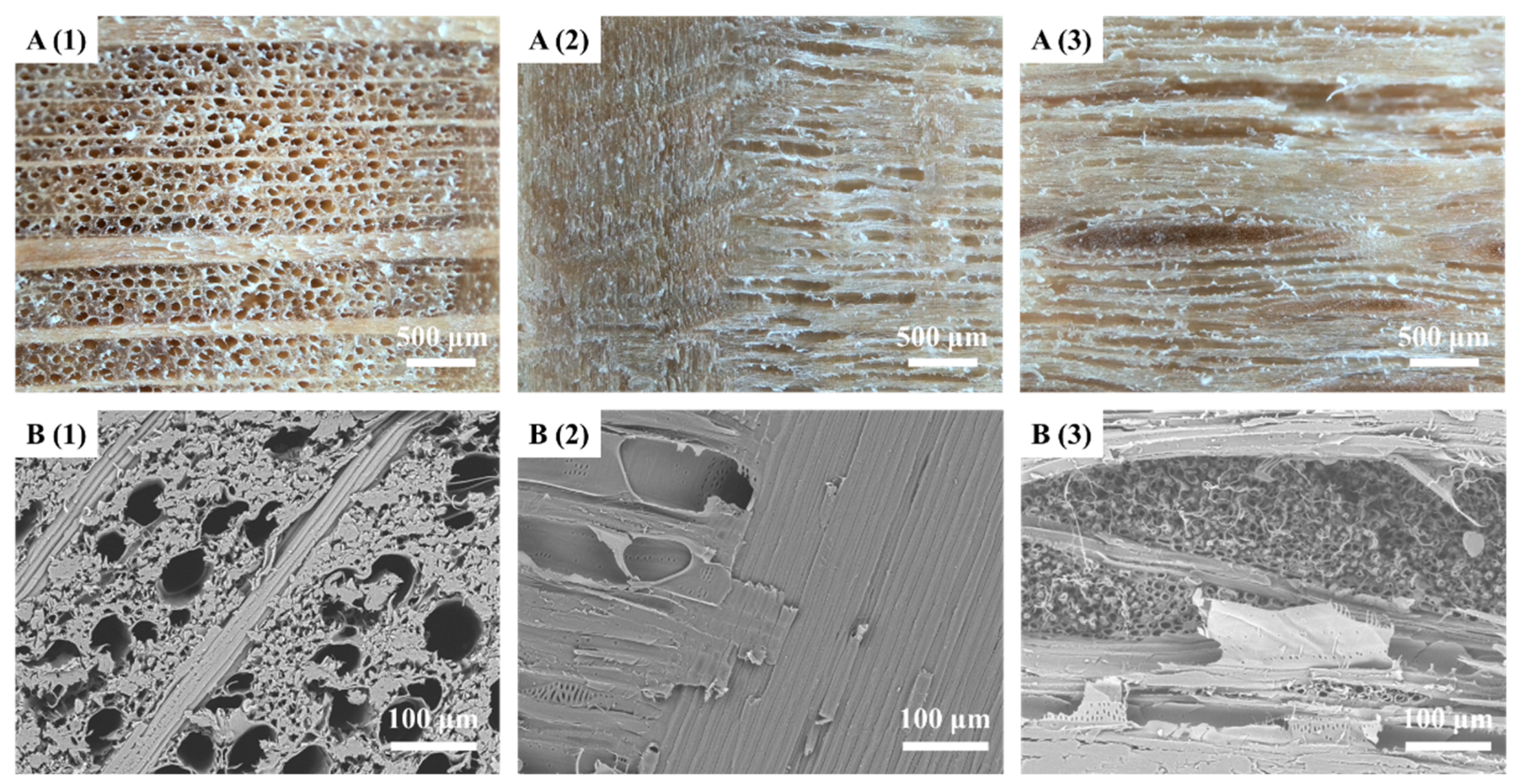
3.3. Influence of Anatomical Characteristics of European Beech Wood on the Selective Modification of Structural Color Layers
4. Conclusions
- (1)
- A small amount of emulsion can be applied to the beech wood surface by brushing, which can rapidly construct the structural color layer.
- (2)
- Since the wood surface was water-absorbent, the time required to construct the structural color layer on the wood surface under the same external environment was much shorter than that required for the surface of non-absorbent materials such as glass.
- (3)
- A selective construction effect was shown on the wide rays of beech. The construction speed of the structural color layer was faster, and the optical color effect was better.
- (4)
- The special modification still existed even when the particle size, synthetic material, structure, and chemical functional groups of the microspheres were changed.
- (5)
- It was found that the flatness of the profile of the wide rays was the main driver of the specific modification of the structural color layer.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Y.; Li, J. Fabrication of reversible thermoresponsive thin films on wood surfaces with hydrophobic performance. Prog. Org. Coat. 2018, 119, 15–22. [Google Scholar] [CrossRef]
- Esteves, B.; Marques, A.V.; Domingos, I.; Pereira, H. Heat-induced colour changes of pine (Pinus pinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci. Technol. 2008, 42, 369–384. [Google Scholar] [CrossRef]
- Hu, J.; Li, Y.; Liu, Y.; Guo, H.; Li, L. Evaluation of the dyeing properties of basswood veneer treated by dichlorotriazine reactive dye based on gray correlation analysis. Bioresources 2016, 11, 466–481. [Google Scholar] [CrossRef]
- Liu, Y.; Shao, L.; Gao, J.; Guo, H.; Chen, Y.; Chen, Q.; Via, B.K. Surface photo-discoloration and degradation of dyed wood veneer exposed to different wavelengths of artificial light. Appl. Surf. Sci. 2015, 331, 353–361. [Google Scholar] [CrossRef]
- Srinivas, K.; Pandey, K.K. Photodegradation of thermally modified wood. J. Photochem. Photobiol. B Biol. 2012, 117, 140–145. [Google Scholar] [CrossRef]
- Nguyen, T.T.; NguyenTH, V.; Ji, X.; Yuan, B.; Trinh, H.M.; Do KT, L.; Guo, M. Prediction of the color change of heat-treated wood during artificial weathering by artificial neural network. Eur. J. Wood Wood Prod. 2019, 77, 1107–1116. [Google Scholar] [CrossRef]
- Zhu, T.; Ren, K.; Sheng, J.; Zhang, Q.; Li, J.; Lin, J. Natural dye extracted from Dalbergia cochinchinensis residue with water fastness, mildew resistance and permeability properties for wood staining. Wood Sci. Technol. 2022, 56, 969–988. [Google Scholar] [CrossRef]
- Salla, J.; Pandey, K.K.; Srinivas, K. Improvement of UV resistance of wood surfaces by using ZnO nanoparticles. Polym. Degrad. Stab. 2010, 97, 592–596. [Google Scholar] [CrossRef]
- Miklečić, J.; Turkulin, H.; Jirouš-Rajković, V. Weathering performance of surface of thermally modified wood finished with nanoparticles-modified waterborne polyacrylate coatings. Appl. Surf. Sci. 2017, 408, 103–109. [Google Scholar] [CrossRef]
- Saha, S.; Kocaefe, D.; Boluk, Y.; Pichette, A. Enhancing exterior durability of jack pine by photo-stabilization of acrylic polyurethane coating using bark extract. Part 1: Effect of UV on color change and ATR–FT-IR analysis. Prog. Org. Coat. 2011, 70, 376–382. [Google Scholar] [CrossRef]
- Wang, C.; Lin, X.; Schäfer, C.G.; Hirsemann, S.; Ge, J. Spray synthesis of photonic crystal based automotive coatings with bright and angular-dependent structural colors. Adv. Funct. Mater. 2020, 31, 2008601. [Google Scholar] [CrossRef]
- Zhao, Y.; Xie, Z.; Gu, H.; Zhua, C.; Gu, Z. Bio-inspired variable structural color materials. Chem. Soc. Rev. 2012, 41, 3297–3317. [Google Scholar] [CrossRef]
- Kinoshita, S.; Yoshioka, S. Structural colors in nature: The role of regularity and irregularity in the structure. ChemPhysChem 2005, 6, 1442–1459. [Google Scholar] [CrossRef] [PubMed]
- Srinivasarao, M. Nano-optics in the biological world: Beetles, butterflies, birds, and moths. Chem. Rev. 1999, 99, 1935–1961. [Google Scholar] [CrossRef] [PubMed]
- Yuan, W.; Zhang, K.Q. Structural evolution of electrospun composite fibers from the blend of polyvinyl alcohol and polymer nanoparticles. Langmuir 2012, 28, 15418–15424. [Google Scholar] [CrossRef] [PubMed]
- Chai, L.; Zhou, L.; Liu, G.; Li, Y.; Fan, Q.; Shao, J. Interface–gravity joint self-assembly behaviors of P(St-MAA) colloidal microspheres on polyester fabric substrates. J. Mater. Sci. 2017, 52, 5060–5071. [Google Scholar] [CrossRef]
- Tang, H.; Yang, Z.; Tian, Y.; Song, L.; Shen, H.; Zhang, X. Fabrication of crack-free non-iridescent structural color coatings with good stability on calcium silicate board. Opt. Mater. 2021, 120, 111478. [Google Scholar] [CrossRef]
- Liu, Y. Self-assembly of poly(styrene-methyl methacrylate-acrylic acid) (P(St-MMA-AA)) colloidal microspheres on wood surface by thermal-assisted gravity deposition. Wood Sci. Technol. 2021, 55, 403–417. [Google Scholar] [CrossRef]
- Huang, D.; Wu, J.; Chen, C.; Fu, X.; Brozena, A.H.; Zhang, Y.; Gu, P.; Li, C.; Yuan, C.; Ge, H.; et al. Precision imprinted nanostructural wood. Adv. Mater. 2019, 31, 1903270. [Google Scholar] [CrossRef]
- Hu, J.; Liu, Y.; Xu, W.; Wu, Z.; Pang, X. Construction of rainbow-like structural color coatings on wood surfaces based on polystyrene microspheres. Forests 2022, 14, 76. [Google Scholar] [CrossRef]
- Wang, J.; Pang, F.; Fu, Q.; Ge, J. Fabrication of anti-counterfeiting patterns with angle-dependent colors by silkscreen printing and UV-curable photonic crystal inks. Sci. China Mater. 2023, 66, 1623–1631. [Google Scholar] [CrossRef]
- Shen, H.; Lin, Q.; Tang, H.; Tian, Y.; Zhang, X. Fabrication of temperature and alcohol-responsive photonic crystal hydrogel and its application for sustained drug release. Langmuir 2022, 38, 3785–3794. [Google Scholar] [CrossRef]
- Wang, F.; Guo, F.; Xue, Y.; Luo, H.; Zhu, J. Rapid fabrication of large-scale structurally colored PS@SiO2 films with enhanced self-cleaning capability. J. Coat. Technol. Res. 2021, 18, 489–499. [Google Scholar] [CrossRef]
- Li, S.; Jia, L.; Wang, L.; Li, P.; Fan, X.L. Preparation of robust fully encapsulated structural color fabrics and their application to display. Dye. Pigment. 2023, 212, 111150. [Google Scholar] [CrossRef]
- Lu, X.; Huang, H.; Wang, X.; Li, G.; Chai, L.; Zhou, L.; Shao, J. Quasi-ordered nanosphere-based photonic crystals with high-fastness structural colors via screen printing: Implications for textile printing and dyeing. ACS Appl. Nano Mater. 2022, 5, 16108–16115. [Google Scholar] [CrossRef]
- Li, M.; Lyu, Q.; Peng, B.; Chen, X.; Zhang, L.; Zhu, J. Bioinspired colloidal photonic composites: Fabrications and emerging ap plications. Adv. Mater. 2022, 34, 2110488. [Google Scholar] [CrossRef] [PubMed]
- Strobel, K.; Nyrud, A.Q.; Bysheim, K. Interior wood use: Linking user perceptions to physical properties. Scand. J. For. Res. 2017, 32, 798–806. [Google Scholar] [CrossRef]
- Conceição, W.S.; Matos, R.S.; Bufalino, L.; Ramos, G.Q.; Zayas, F.G.; Filho, H.D.F. Micromorphology and fractal evaluation of Dinizia excelsa Ducke wood under three different cut conditions by atomic force microscopy. Measurement 2021, 179, 109490. [Google Scholar] [CrossRef]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Hiziroglu, S. Glossiness evaluation of coated wood surfaces as function of varnish type and exposure to different conditions. Coatings 2021, 11, 558. [Google Scholar] [CrossRef]
- Feng, X.; Wu, Z.; Sang, R.; Wang, F.; Zhu, Y.; Wu, M. Surface design of wood-based board to imitate wood texture using 3D printing technology. BioResources 2019, 14, 8196–8211. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Xu, W. Surface roughness of wood substrates after grinding and its influence on the modification effect of structural color layers. Forests 2023, 14, 2213. [Google Scholar] [CrossRef]
- Wang, J.; Wen, Y.; Ge, H.; Sun, Z.; Zheng, Y.; Song, Y.; Jiang, L. Simple fabrication of full color colloidal crystal films with tough mechanical strength. Macromol. Chem. Phys. 2006, 207, 596–604. [Google Scholar] [CrossRef]
- Cui, L.; Zhang, Y.; Wang, J.; Ren, Y.; Song, Y.; Jiang, L. Ultra-fast fabrication of colloidal photonic crystals by spray coating. Macromol. Rapid Commun. 2009, 30, 598–603. [Google Scholar] [CrossRef]
- Aguirre, C.I.; Reguera, E.; Stein, A. Colloidal photonic crystal pigments with low angle dependence. ACS Appl. Mater. Interfaces 2010, 11, 3257–3262. [Google Scholar] [CrossRef]
- Vogel, N.; Retsch, M.; Fustin, C.A.; del Campo, A.; Jonas, U. Advances in colloidal assembly: The design of structure and hierarchy in two and three dimensions. Chem. Rev. 2015, 115, 6265–6311. [Google Scholar] [CrossRef] [PubMed]
- McGorty, R.; Fung, J.; Kaz, D.; Manoharan, V.N. Colloidal self-assembly at an interface. Materialstoday 2010, 13, 34–42. [Google Scholar] [CrossRef]
- Burgert, I.; Eckstein, D. The tensile strength of isolated wood rays of beech (Fagus sylvatica L.) and its significance for the biomechanics of living trees. Trees 2001, 15, 168–170. [Google Scholar] [CrossRef]
- Zhang, J.; Sun, P.; Luo, B.; Li, L.; Liu, H. Surface creation and cutting characteristics during sugar maple wood scratching with spherical cone grit. Eur. J. Wood Wood Prod. 2021, 79, 679–689. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.; Liu, Y.; Wang, J.; Xu, W. Study of Selective Modification Effect of Constructed Structural Color Layers on EUROPEAN Beech Wood Surfaces. Forests 2024, 15, 261. https://doi.org/10.3390/f15020261
Hu J, Liu Y, Wang J, Xu W. Study of Selective Modification Effect of Constructed Structural Color Layers on EUROPEAN Beech Wood Surfaces. Forests. 2024; 15(2):261. https://doi.org/10.3390/f15020261
Chicago/Turabian StyleHu, Jing, Yi Liu, Jinxiang Wang, and Wei Xu. 2024. "Study of Selective Modification Effect of Constructed Structural Color Layers on EUROPEAN Beech Wood Surfaces" Forests 15, no. 2: 261. https://doi.org/10.3390/f15020261