
Investigation into the Performance Enhancement of Calcium Phosphate Mineralization-Compacted Chinese Fir
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Partially Delignified Wood (dW)
2.3. Preparation of Mineralized Wood (CaP-dW)
2.4. Preparation of Dense Mineralized Wood (CaP-DdW)
2.5. Measurements and Characterization
3. Result Analysis
3.1. Microstructures
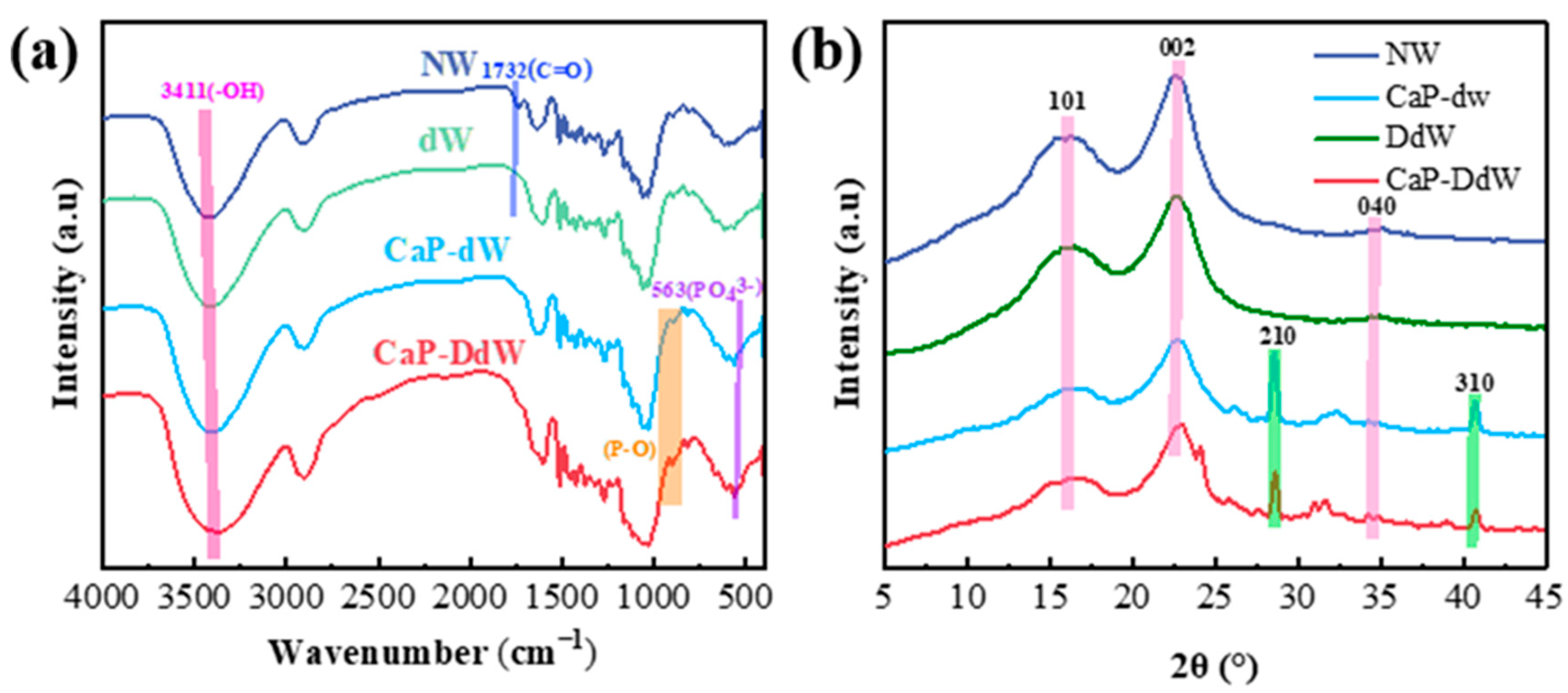
3.2. Chemical Composition Analysis
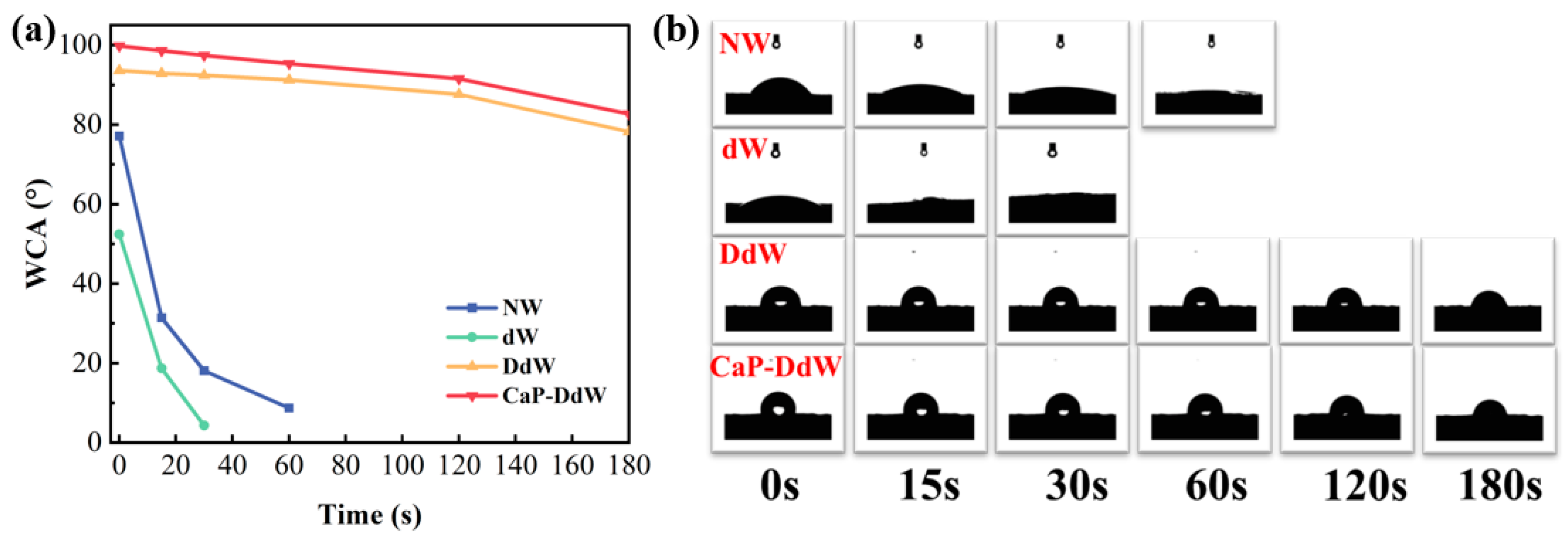
3.3. Wettability Properties Analysis
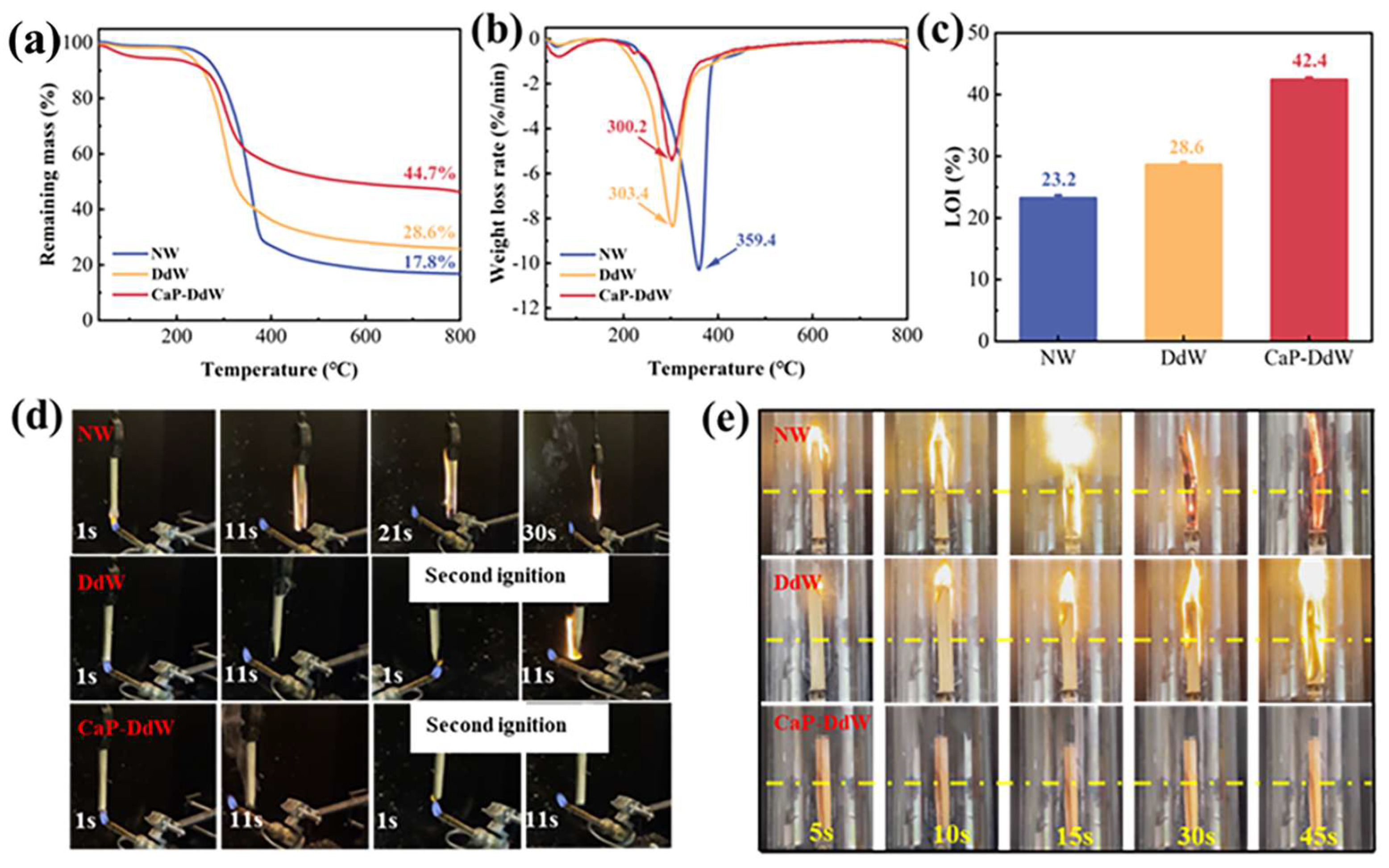
3.4. Thermal Stability Analysis
3.5. Flame Retardant Property Analysis
3.5.1. LOI and UL−94 Analysis
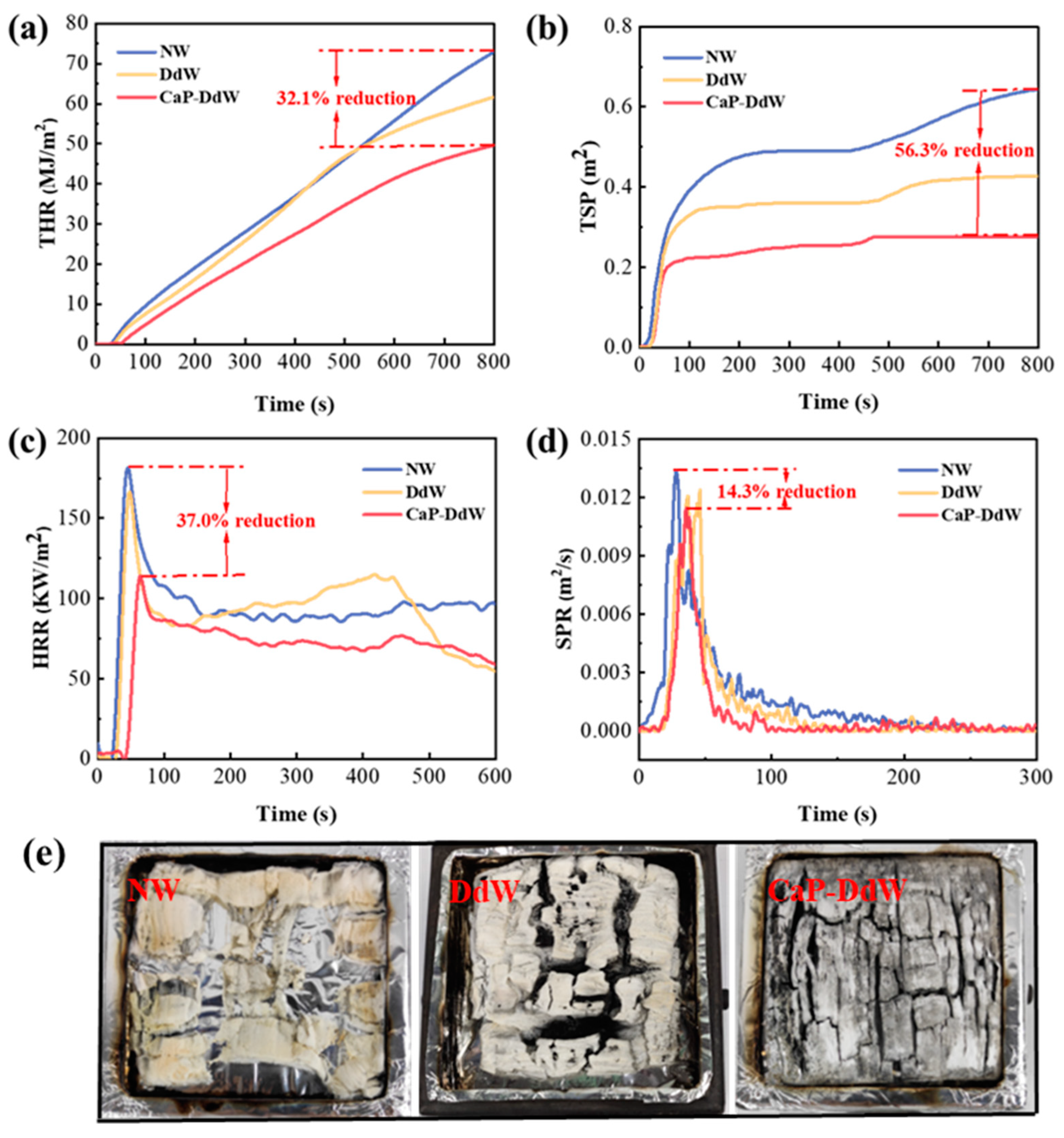
3.5.2. Cone Calorimeter Analysis
3.6. Mechanical Performance Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhu, C.; Tan, H.; Du, C.; Wang, J.; Deng, X.; Zheng, Z.; He, X. Enhancement of ultra-fine slag on compressive strength of solid waste-based cementitious materials: Towards low carbon emissions. J. Build. Eng. 2023, 63, 105475. [Google Scholar] [CrossRef]
- Pramreiter, M.; Nenning, T.; Malzl, L.; Konnerth, J. A plea for the efficient use of wood in construction. Nat. Rev. Mater. 2023, 8, 217–218. [Google Scholar] [CrossRef]
- Fu, Q.; Chen, Y.; Sorieul, M. Wood-based flexible electronics. ACS Nano 2020, 14, 3528–3538. [Google Scholar] [CrossRef]
- Yue, K.; Wu, J.; Xu, L.; Tang, Z.; Chen, Z.; Liu, W.; Wang, L. Use impregnation and densification to improve mechanical properties and combustion performance of Chinese fir. Constr. Build. Mater. 2020, 241, 118101. [Google Scholar] [CrossRef]
- Chen, C.; Kuang, Y.; Zhu, S.; Burgert, I.; Keplinger, T.; Gong, A.; Li, T.; Berglund, L.; Eichhorn, S.J.; Hu, L. Structure–property–function relationships of natural and engineered wood. Nat. Rev. Mater. 2020, 5, 642–666. [Google Scholar] [CrossRef]
- Ali, M.R.; Abdullah, U.H.; Ashaari, Z.; Hamid, N.H.; Hua, L.S. Hydrothermal modification of wood: A review. Polymers 2021, 13, 2612. [Google Scholar] [CrossRef]
- Kamperidou, V.; Barboutis, I.; Vasileiou, V. Influence of thermal treatment on mechanical strength of scots pine (Pinus sylvestris L.) wood. Wood Res. 2014, 59, 373–378. [Google Scholar] [CrossRef]
- Fan, C.; Gao, Y.; Li, Y.; Yan, L.; Zhu, D.; Guo, S.; Ou, C.; Wang, Z. A flame-retardant densified wood as robust and fire-safe structural material. Wood Sci. Technol. 2023, 57, 111–134. [Google Scholar] [CrossRef]
- Chen, C.; Tu, D.; Zhou, Q.; Zhou, J.; Wang, X.; Cherdchim, B.; Ou, R. Development and evaluation of a surface-densified wood composite with an asymmetric structure. Constr. Build. Mater. 2020, 242, 118007. [Google Scholar] [CrossRef]
- Wang, J.; Yao, Y.; Huang, Y.; Ma, Y.; Xi, J.; Wang, X.; Li, H.; Yang, Z. Effects of the combination of compression and impregnation with phenolic resin on the dimensional stability in the multiscale wood structure of Chinese fir. Constr. Build. Mater. 2022, 327, 126960. [Google Scholar] [CrossRef]
- Li, H.; Wang, C.; Yang, T.; Wang, Z.; Xia, M.; Zhang, M.; Liu, D.; Yuan, G. Mineralizing wood with chitosan–silica to enhance the flame retardant and physical-mechanical properties. J. Sol-Gel Sci. Technol. 2023, 107, 57–69. [Google Scholar] [CrossRef]
- Zhou, H.; Wen, D.; Hao, X.; Chen, C.; Zhao, N.; Ou, R.; Wang, Q. Nanostructured multifunctional wood hybrids fabricated via in situ mineralization of zinc borate in hierarchical wood structures. Chem. Eng. J. 2023, 451, 138308. [Google Scholar] [CrossRef]
- Li, H.; Wang, C.; Wang, Z.; Zhang, M.; Liu, D.; Yuan, G. Bioinspired mineralized wood hydrogel composites with flame retardant properties. Mater. Today Commun. 2022, 31, 103479. [Google Scholar] [CrossRef]
- Qiu, Z.; Lang, L.Z.; Yu, Z.Y.; Zhu, J.Y.; Ye, Y.H.; Zou, Y.; Xie, Y.J.; Jiang, F. Scalable Production of Robust and Tough Biomimetic Composite by Rapid In-Situ Mineralization. Adv. Funct. Mater. 2023, 34, 2310096. [Google Scholar] [CrossRef]
- Li, H.; Wang, C.; Wang, Z.H.; Zhang, M.Y.; Liu, D.; Yuan, G.M. Study on properties of gelatin-silica mineralized wood composite. Polym. Compos. 2022, 43, 4371–4381. [Google Scholar] [CrossRef]
- Yang, T.; Xia, M.; Chen, S.; Mu, M.; Yuan, G. Enhancing the thermal stability of silica-mineralized wood via layer-by-layer self-assembly. J. Therm. Anal. Calorim. 2021, 145, 309–318. [Google Scholar] [CrossRef]
- Wan, Y.; Hou, S.; Guo, M.; Fu, Y. Surface properties of spray-assisted layer-by-layer electrostatic self-assembly treated wooden take-off board. Appl. Sci. 2021, 11, 836. [Google Scholar] [CrossRef]
- Dong, X.; Zhuo, X.; Wei, J.; Zhang, G.; Li, Y. Wood-based nanocomposite derived by in situ formation of organic–inorganic hybrid polymer within wood via a sol–gel method. ACS Appl. Mater. Interfaces 2017, 9, 9070–9078. [Google Scholar] [CrossRef] [PubMed]
- Qian, T.; Dang, B.; Chen, Y.; Jin, C.; Qian, J.; Sun, Q. Fabrication of magnetic phase change n-eicosane@ Fe3O4/SiO2 microcapsules on wood surface via sol-gel method. J. Alloys Compd. 2019, 772, 871–876. [Google Scholar] [CrossRef]
- Li, X.; Gao, L.; Wang, M.; Lv, D.; He, P.; Xie, Y.; Zhan, X.; Li, J.; Lin, Z. Recent development and emerging applications of robust biomimetic superhydrophobic wood. J. Mater. Chem. A 2023, 11, 6772–6795. [Google Scholar] [CrossRef]
- Pondelak, A.; Škapin, A.S.; Knez, N.; Knez, F.; Pazlar, T. Improving the flame retardancy of wood using an eco-friendly mineralisation process. Green Chem. 2021, 23, 1130–1135. [Google Scholar] [CrossRef]
- Sun, Z.; Zuo, Y.; Li, P.; Wu, Y.; Wang, Z.; Li, X.; Lyu, J. Hyperbranched organic-inorganic co-modification improves the strength, dimensional stability, and thermal stability of poplar wood. Ind. Crops Prod. 2023, 191, 115923. [Google Scholar] [CrossRef]
- Garskaite, E.; Balciunas, G.; Drienovsky, M.; Sokol, D.; Sandberg, D.; Bastos, A.C.; Salak, A.N. Brushite mineralised Scots pine (Pinus sylvestris L.) sapwood–revealing mineral crystallization within a wood matrix by in situ XRD. RSC Adv. 2023, 13, 5813–5825. [Google Scholar] [CrossRef]
- Liu, X.; Fang, X.; Sun, C.; Zhang, T.; Wang, K.; Dong, Y. Hybrid Wood Composites with Improved Mechanical Strength and Fire Retardance Due to a Delignification–Mineralization–Densification Strategy. Forests 2023, 14, 1567. [Google Scholar] [CrossRef]
- ISO 4589-2:2017; Plastics-Determination of Burning Behaviour by Oxygen Index. Part 2: Ambient-Temperature Test. ISO: Geneva, Switzerland, 2017.
- ISO 9773:1998; Determination of Burning Behaviour of Thin Flexible Vertical Specimens in Contact with a Small-Flame Ignition Source. ISO: Geneva, Switzerland, 1998.
- ISO5660; Heat Release, Smoke Production and Mass Loss Rate. Part 1: Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement). ISO: Geneva, Switzerland, 2015.
- ISO 13061-3-2014; Physical and Mechanical Properties of Wood-Test Methods for Small Clear Wood Specimens. Part 3: DETERMINATION of Ultimate Strength in Static Bending. ISO: Geneva, Switzerland, 2014.
- Luan, Y.; Fang, C.-H.; Ma, Y.-F.; Fei, B.-H. Wood mechanical densification: A review on processing. Mater. Manuf. Process. 2022, 37, 359–371. [Google Scholar] [CrossRef]
- Ma, C.-Y.; Wang, H.-M.; Wen, J.-L.; Shi, Q.; Wang, S.-F.; Yuan, T.-Q.; Sun, R.-C. Structural elucidation of lignin macromolecule from abaca during alkaline hydrogen peroxide delignification. Int. J. Biol. Macromol. 2020, 144, 596–602. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Peng, H.; Gu, Q.; Zhang, X.; Liu, X.; Dong, Y.; Cai, Y.; Li, Y.; Li, J. Scalable, large-size, and flexible transparent bamboo. Chem. Eng. J. 2023, 451, 138349. [Google Scholar] [CrossRef]
- Hirsch, A.; Azuri, I.; Addadi, L.; Weiner, S.; Yang, K.; Curtarolo, S.; Kronik, L. Infrared absorption spectrum of brushite from first principles. Chem. Mater. 2014, 26, 2934–2942. [Google Scholar] [CrossRef]
- Mirković, M.M.; Pašti, T.L.; Došen, A.M.; Čebela, M.; Rosić, A.A.; Matović, B.; Babić, B.M. Adsorption of malathion on mesoporous monetite obtained by mechanochemical treatment of brushite. RSC Adv. 2016, 6, 12219–12225. [Google Scholar] [CrossRef]
- Yu, Y.; Guo, Z.; Zhao, Y.; Kong, K.; Pan, H.; Xu, X.; Tang, R.; Liu, Z. A flexible and degradable hybrid mineral as a plastic substitute. Adv. Mater. 2022, 34, 2107523. [Google Scholar] [CrossRef] [PubMed]
- Garvey, C.J.; Parker, I.H.; Simon, G.P. On the interpretation of X-ray diffraction powder patterns in terms of the nanostructure of cellulose I fibres. Macromol. Chem. Phys. 2005, 206, 1568–1575. [Google Scholar] [CrossRef]
- Guan, H.; Cheng, Z.; Wang, X. Highly compressible wood sponges with a spring-like lamellar structure as effective and reusable oil absorbents. ACS Nano 2018, 12, 10365–10373. [Google Scholar] [CrossRef]
- Han, X.; Zhang, Q.; Yin, Y.; Pu, J. Fire retardancy of graphene oxide/wood composite (GOW) prepared by a vacuum-pulse dipping technique. Holzforschung 2018, 72, 375–378. [Google Scholar] [CrossRef]
- Ding, D.; Zhou, X.; You, T.; Zhang, X.; Zhang, X.; Xu, F. Exploring the mechanism of high degree of delignification inhibits cellulose conversion efficiency. Carbohydr. Polym. 2018, 181, 931–938. [Google Scholar] [CrossRef]
- Boudemagh, D.; Venturini, P.; Fleutot, S.; Cleymand, F. Elaboration of hydroxyapatite nanoparticles and chitosan/hydroxyapatite composites: A present status. Polym. Bull. 2019, 76, 2621–2653. [Google Scholar] [CrossRef]
- Jin, X.; Chen, X.; Cheng, Y.; Wang, L.; Hu, B.; Tan, J. Effects of hydrothermal temperature and time on hydrothermal synthesis of colloidal hydroxyapatite nanorods in the presence of sodium citrate. J. Colloid Interface Sci. 2015, 450, 151–158. [Google Scholar] [CrossRef]
- Grigoraviciute-Puroniene, I.; Stankeviciute, Z.; Ishikawa, K.; Kareiva, A. Formation of calcium hydroxyapatite with high concentration of homogeneously distributed silver. Microporous Mesoporous Mater. 2020, 293, 109806. [Google Scholar] [CrossRef]
- Torun, S.B.; Cavdar, A.D.; Ozdemir, T. The synergistic effect of intumescent coating containing titanium dioxide and antimony trioxide onto spruce and alder wood species. J. Build. Eng. 2020, 31, 101407. [Google Scholar] [CrossRef]
- Burhenne, L.; Messmer, J.; Aicher, T.; Laborie, M.-P. The effect of the biomass components lignin, cellulose and hemicellulose on TGA and fixed bed pyrolysis. J. Anal. Appl. Pyrolysis 2013, 101, 177–184. [Google Scholar] [CrossRef]
- Gan, W.; Chen, C.; Wang, Z.; Song, J.; Kuang, Y.; He, S.; Mi, R.; Sunderland, P.B.; Hu, L. Dense, self-formed char layer enables a fire-retardant wood structural material. Adv. Funct. Mater. 2019, 29, 1807444. [Google Scholar] [CrossRef]
- Zhang, M.; Li, H.; Wang, C.; Wang, Z.; Liu, D.; Yang, T.; Deng, Z.; Yuan, G. Performance enhancement of the poplar wood composites biomimetic mineralized by CaCO3. ACS Omega 2022, 7, 29465–29474. [Google Scholar] [CrossRef]
- Franke, T.; Hinterleitner, C.; Maillard, A.; Nedelkoska, E.; Volkmer, T. The impact of moisture on salt treated and 2-step mineralized wood. Holzforschung 2023, 77, 541–553. [Google Scholar] [CrossRef]
- He, L.; Bao, G.; Jin, X.; Zhang, R.; Qin, D. Eco-friendly in-situ mineralization of bamboo for flame retardancy. Ind. Crops Prod. 2023, 197, 116644. [Google Scholar] [CrossRef]
- Meng, D.; Wang, K.; Wang, S.; Qiu, Y.; Gu, X.; Sun, J.; Li, H.; Zhang, S. Preparation of ultra-flame retardant wood materials with mechanical reinforcement and water resistance through biomimetic mineralization of carbonated apatite. Cellulose 2023, 30, 525–537. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, J.; Huang, Q.; Yang, F.; Wang, Y.; Wang, J. Study on the properties of partially transparent wood under different delignification processes. Polymers 2020, 12, 661. [Google Scholar] [CrossRef]
- Burgert, I.; Cabane, E.; Zollfrank, C.; Berglund, L. Bio-inspired functional wood-based materials–hybrids and replicates. Int. Mater. Rev. 2015, 60, 431–450. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | t1 (s) | t2 (s) | Drip | Rate |
|---|---|---|---|---|
| NW | >30 | ---- | N | NR |
| DdW | 0 | >30 | N | NR |
| CaP-DdW | 0 | 0 | N | V-0 |
| Sample | TTI (s) | HRRpk (kw/m2) | THR (MJ/m2) | SPR (m2/s) | TSP (m2) | COP (g/s) | CO2P (g/s) |
|---|---|---|---|---|---|---|---|
| NW | 17 | 181 | 72.8 | 0.0133 | 0.64 | 0.0053 | 0.1122 |
| DdW | 31 | 166 | 61.4 | 0.0123 | 0.42 | 0.0027 | 0.0933 |
| CaP-DdW | 48 | 114 | 49.5 | 0.0114 | 0.28 | 0.0021 | 0.0778 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Zhang, S.; Qian, Y.; Chen, H.; Peng, Y.; Yu, Y. Investigation into the Performance Enhancement of Calcium Phosphate Mineralization-Compacted Chinese Fir. Forests 2024, 15, 452. https://doi.org/10.3390/f15030452
Yang J, Zhang S, Qian Y, Chen H, Peng Y, Yu Y. Investigation into the Performance Enhancement of Calcium Phosphate Mineralization-Compacted Chinese Fir. Forests. 2024; 15(3):452. https://doi.org/10.3390/f15030452
Chicago/Turabian StyleYang, Jiafeng, Shutong Zhang, Yun Qian, Haili Chen, Yunyan Peng, and Youming Yu. 2024. "Investigation into the Performance Enhancement of Calcium Phosphate Mineralization-Compacted Chinese Fir" Forests 15, no. 3: 452. https://doi.org/10.3390/f15030452
APA StyleYang, J., Zhang, S., Qian, Y., Chen, H., Peng, Y., & Yu, Y. (2024). Investigation into the Performance Enhancement of Calcium Phosphate Mineralization-Compacted Chinese Fir. Forests, 15(3), 452. https://doi.org/10.3390/f15030452