Abstract
The energetic fossil resources of the world have decreased drastically in recent decades, and the quick and efficient solution to replace them is to use renewable biomass resources. This category also includes vegetable biomass, and within it, sunflower seed shells have an important contribution. The present work aimed to analyze the pellets obtained from the husks of sunflower seeds, as lignocellulosic biomass resulting from the production of edible oil, and for comparison, some pellets from beech sawdust were used. The main physical properties (such as moisture content, density, coefficient of densification, etc.), mechanical properties (such as shear strength) and calorific properties (high and low calorific value, calorific density, volatile content and ash content) were determined and statistically analyzed. As the main element of comparison of these types of pellets, the pellets obtained from beech sawdust were used. For the comparison of the pellets obtained from the husks of sunflower seeds, especially to observe their differences compared to the torrefied pellets, charcoal was chosen. The conclusions highlighted the fact that sunflower seed husks are an important source of biomass that can be used to obtain lignocellulosic pellets, and the torrefied pellets obtained from these husks are comparable with the energetic value of charcoal.
1. Introduction
In the agricultural plant world, both in the growing of agricultural plants and in the processing of them, an impressive amount of waste results, which could replace fossil fuels such as coal, natural gas or oil. All the more, there is a need for these agricultural plant wastes as they are renewable and sustainable year after year, having an ecological component by capturing carbon dioxide from the atmosphere and releasing an appreciable amount of oxygen through the phenomenon of photosynthesis.
The sunflower (Helianhtus annuus) is an annual agricultural plant, which is native to America. It is part of the Asteraceae plant family and is cultivated worldwide for its seeds rich in edible oil [1,2,3]. The seeds for which this plant is cultivated represent the smallest part of the plant (below 25%), the rest being the stem, root, leaves and seed husks, these constituting lignocellulosic biomass that could be used in combustion. Figure 1 shows the beneficial ecological effect of sunflower cultivation on the environment [4,5,6], an effect similar to all green plants that use photosynthesis for growth and development. Besides the other renewable energies (solar, wind, sea/ocean and geothermal), the energy obtained from biomass is found everywhere and has the lowest cost. The biomass torrefaction process brings a series of benefits, at only 7%–9% of the costs from the total pellet technology [3,5]. Lignocellulose waste resources are becoming more and more opportune nowadays.
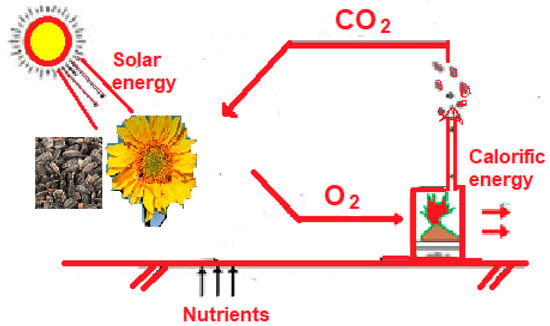
Figure 1.
The ecological effects of the use of sunflower seed husks on the environment.
By volume, sunflower seed shells represent about 50% of the total seeds, the other half is found in the core of the seeds from which the edible oil is extracted. The uses of sunflower seed wastes can be found in the composite board industry, in composting, but also in combustible products such as briquettes and pellets [3,7].
From an ecological point of view, pellets are friendly to the environment, their combustion balance being neutral, that is, the amount of carbon dioxide eliminated during combustion is equal to that absorbed by the plant during its growth (Figure 1). When the amount of oxygen eliminated in the atmosphere through the process of photosynthesis is added to this environment aspect, as well as the fact that waste is recovered and recycled, it is clearly demonstrated that the manufacturing of native/torrefied pellets from agricultural resources such the husk of sunflower seeds is a sustainable process [1,3].
The calorific value of lignocellulosic materials depends on the lignin value (around 6000 kcal/kg, the equivalent of 25 MJ/kg) and cellulose and hemicelluloses calorific values (around 4150 kcal/kg) [1,7]. Calorific values of woody species are known to be 4000 kcal/kg for pine, 3725 for spruce, 3700 for birch, 3575 for acacia, 3550 for beech and cherry, 3450 for oak and 3200 kcal/kg for poplar [1,4].
Pellets obtained from vegetable waste (such as sunflower seed shells) are the most advanced combustible solid products because by compressing them toward a density of over 1100 kg/m3, they concentrate a large amount of energy in a small volume. The low price and the simple technology of obtaining make these pellets very efficient on the market of renewable solid fuel. The fulminant development of pellet production in recent years [8,9,10,11] was possible due to the use of all categories of biomass (agricultural, wooden, forestry, food processes, etc.), but also the adaptation of pellet combustion to any type of heating furnace, fireplace or stove, with a suppling independence of at least 6–8 h. Among the many advantages of combustible lignocellulosic pellets, the following can be mentioned: they do not absorb moisture and humidity, they burn slowly, they do not emit harmful gases during combustion, they have an energetic efficiency 1.6–1.9 times higher than that of firewood, they do not contain chemicals or adhesives/additives, and they are environmentally friendly. As general characteristics, pellets obtained from sunflower seed husks can have a diameter of 8 mm, lengths between 10 and 30 mm, a moisture content of up to 10%, a calorific value over 18 MJ/kg and an ash content below 5% [9,10,11,12]. For comparison, the calorific values for other fuel products were centralized in Table 1.

Table 1.
Comparative values of the calorific value of some combustible materials [8,9,10,11,12,13].
There were around 31 million tons of sunflower seeds worldwide [8,10] in 2007, which means a quantity of 7.7 million tons of shells that could have been turned into solid fuel (briquettes and pellets). Some authors [14,15]) have evaluated the chemical compounds of sunflower seed shells, finding an ash content of 3.8%. It was also found that an oil factory with a processing capacity of 400 t seeds/day, will produce about 100 t/day of sunflower seed husks, representing a ratio of 1:4. Other authors [16] performed a proximate and ultimate analysis for sunflower seed shells, obtaining a volatile matter content of 72.2%, fixed carbon of 13.5%, ash content of 2.8%, hydrogen of 7%, carbon content of 41.8% and a calorific value of 18.03 MJ/kg.
The pellets have general presentation and classification standards as EN 14588, ENplus® ST 1001, ENplus® ST 1002, ENplus® ST 1003 and ISO 17225-1 [17,18,19,20,21], but they also have specific standards for each determination and its limiting value. For example, there are the European standards EN 16127 [22,23] for diameter and length, EN14774-1 and EN14774-2 [24,25] for moisture content determination, EN 14775 [24,25] and ASTM E-1755-01 (2003) [26,27] for ash content at 550 °C, EN 14918 [28] and DIN 51900-1:2000 [29] for net calorific value, EN 15148:2009 [29] for volatiles, and EN 15103 [30,31] for bulk density. Other standards such as the Austrian standard ÖNORM M7135:2000 [32] stipulate limitative values for all pellet and briquette characteristics. The diameter of the pellets is limited to 6 or 8 mm, the length is between 3 and 40 mm, the moisture content is less than 10%, the maximum ash content is 0.7%–3%, the net calorific value is between 16 and 19 MJ/kg, and the bulk density is minimal, limited at 600 kg/m3. There is a limited variability of these values only in the case of the ash content (from 0.5% for pellets to 6% for agricultural briquettes) [31] and a net calorific value (from 16.9 MJ/kg, up to 19.5 MJ/kg) as is stipulated by CTI—R 04/5 and DIN 51731 [33,34], when they are presented simultaneously by other authors [35].
From an economic point of view, all pellets have an acceptable price of 1–1.1 Euro/kg, much lower than any other fossil energetic resources. Through torrefaction, due to the increase in the calorific power, hydrophilicity and natural durability, the investment in torrefaction is compensated, and the prices remain at the same level, at most an increase of 1%–2%. In fact, if a division of the costs is made for each technological operation, a proportion of about 9% of the pellet torrefaction costs is found [1,3].
The transition from laboratory to industrial production involves a manufacturing line and machines (silos, dryers, pelletizers, pellet coolers, sorters and bag-wrapping machines) with a high performance and capacity. Therefore, expenses for the purchase and maintenance of the equipment are added to the expenses at the laboratory level. Also, some characteristics of the pellets obtained at the laboratory level can change in an industrial production flow. The pellets have high mycological durability due to the high density and the fact that their surface is glossy and much denser than the inside one [7].
Objectives. The main objective of this work is to demonstrate that sunflower seed shells can be used to obtain pellets, by evaluating some characteristics of the pellets obtained from the shells of sunflower seeds. For comparison, pellets from the sawdust obtained when cutting beech timber were considered. The physical and mechanical properties, the calorific value and other properties are intended to be evaluate. When the torrefying process was applied to the two types of pellets, they were compared with charcoal calorific properties.
2. Materials and Methods
The raw material. The material to be researched was made up of two parts, namely one part of sunflower seed husks and another part of circular sawdust obtained when cutting beech timber (Fagus sylvatica L.). The moisture content of raw materials was about 10% [36,37,38], being conditioned at air humidity of 55% and a temperature of 20 °C according to EN 1995-1-1:2004+A1, Eurocode 5 [37] (Figure 2). After that, so that the material was not influenced by the air humidity in the laboratory, it was cooled in a desiccator and kept in sealed polyethylene bags until it was transformed into pellets.
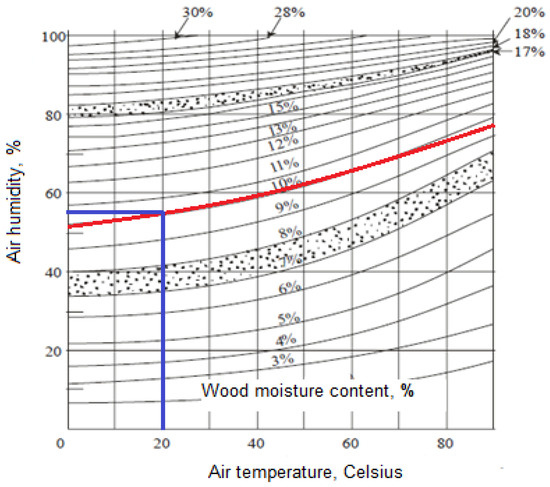
Figure 2.
The diagram of the equilibrium moisture content (EMC) of the wood depending on the environmental conditions (air temperature and humidity) (adapted from EN 1995-1-1:2004+A1, Eurocode 5 [37]).
The pelletizing installation. The hulls of the sunflower seeds were ground in a laboratory mill, after which they were sorted with 4 × 4 mm and 1 × 1 mm sieves, taking the intermediate fraction. The sorting procedures were made using an electrical device that carried out the sorting by changing the electrical polarity of the device. The sawdust from beech wood was sorted with the same sieve, in order to use the same dimensional characteristics for both lignocellulosic species, respectively, to eliminate the influence of the granulometry of the shredded material on the properties of the pellets [37,38,39,40]. In order to obtain the pellets, a laboratory installation type Sarras 50 (Sarras, Brasov, Romania) with two pressing rollers and a capacity of 50 kg/h was used (Figure 3). In order to identify/to differentiate the two categories of pellets, the pellets obtained from the husks of sunflower seeds (Helianhtus annuus) were marked with “Pellet 1” and the pellets obtained when the beech (Fagus sylvatica L.) timber was cut with circular discs were noted with “Pellet 2”. After cooling, the pellets were kept in sealed polyethylene bags, so that they would not absorb/desorb humidity from the laboratory atmosphere.
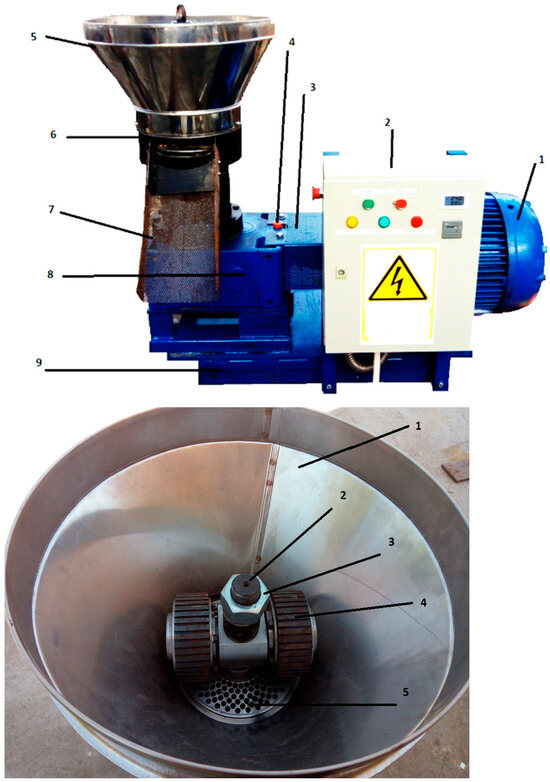
Figure 3.
The pelletizing machine: 1—electrical motor; 2—electrical panel; 3—reducer; 4—anointing; 5—feeding funnel; 6—the mold and the pressing rollers; 7—sorting sieve; 8—pellet discharge area; 9—metal base for fixing the installation.
The bulk density of the pellets. This test was made on the basis of EN 15103 [31] and ISO 17828 [22]. This type of density was determined with the help of a truncated bucket-type vessel with a fixed volume and a Kern-type analytical balance (Kaiser Kraft, Stuttgart, Germany) having the precision of 2 decimal places for weight determination. Before weighing, the bowl with pellets was vibrated in order to settle the pellets and obtain a plate surface at the level of the bowl [38,39,40]. Considering the fact that the vessel had a frustoconical shape, the relationship for determining the bulk density of the pellets was the following (Equation (1)):
where m—the mass of the pellets in the dish, in g; h—height of the vessel, in mm; R—large radius of the vessel, respectively, the one from the upper part, in mm; and r—the small radius of the bowl in the truncated shape, respectively, the one at the bottom of the bowl, in mm.
Ten valid determinations were used for this test.
The unit density of the pellets [40]. Before performing this test, the two types of pellets (Pellet 1 and Pellet 2) were kept in a conditioning room until the pellet moisture content of 10 ± 0.5% was obtained. This characteristic of the pellets had the role of finding the degree of compaction–compression of the crushed material during palletization and decisively influenced the mechanical properties of the pellets [41,42,43,44]. To facilitate a more precise determination of the length of the pellets subjected to this test, their ends were ground with a flat abrasive disc. The mass measurement was completed with the same electronic Kern scale, and the dimensions with the help of an electronic caliper with a precision of one decimal. Taking into account the cylindrical shape of the pellets, the relationship for determining the unit density of the pellets was the following (Equation (2)):
where ρb—density of pellet, in kg/m3; m—mass of pellets, in g; d—diameter of pellets, in mm; and l—length of pellets, in mm.
Based on the unit density of the pellets, the compaction coefficient of the pellets could be determined, related to the density of the wood species used, and the compaction coefficient of the shredded material used for pelletizing was determined with the following two calculation relations (Equation (3)):
where CCsd is the compaction coefficient compared to sawdust density, in decimals; ρsd—sawdust density, in kg/m3; ρp—density of pellets, in kg/m3; CC—compaction coefficient compared to wood density, in decimals; and ρw—wood density of the species used, in kg/m3.
Shear strength. Due to the small dimensions of the pellets (diameter and length), the shear test is very difficult to be applied [45,46,47,48]. In the present research, the pellet shear test was carried out with the help of two metal blades fixed in a universal testing machine, which generated the shear plane for 5 pellets simultaneously (since the force on a single pellet would have been very small and difficult to record accurately), as seen in Figure 4.
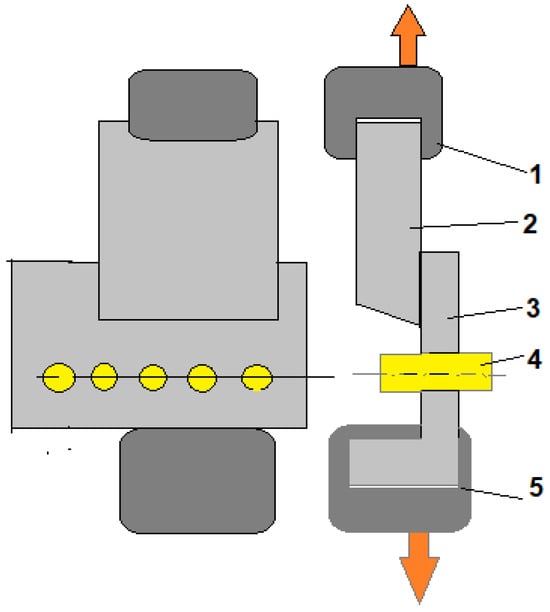
Figure 4.
Pellet shearing sketch: 1—upper arm for fixing in the traction machine; 2—upper metal lamella; 3—lower lamella; 4—pellet; 5—the lower clamping arm of the universal testing machine.
Torrefaction of pellets. The purpose of the pellet torrefaction procedure was to enrich pellets in carbon, respectively, to increase the calorific value. Additionally, the torrefied pellets are less prone to moisture, having high dimensional stability. The pellets were torrefied in a laboratory oven, with the air inlet valve closed (with low oxygen content). In this way, the torrefaction was possible at high temperatures of 210 °C without the danger of self-ignition or excessive carbonization of the pellets. Three torrefaction temperatures, 170, 190 and 210 °C, and 3 torrefaction periods of 1, 2 and 3 h were used. All pellets prepared for this test were weighed before and after the thermal treatment. Based on the weighed values, the mass loss during torrefaction was obtained (Equation (4)):
where mi—initial mass of the pellets before torrefaction, in g; and mf—final mass of pellets after torrefaction, in g.
At least 10 valid tests were performed for each type of pellets (Pellet 1 and Pellet 2) and torrefaction time/temperature.
Calorific value of pellets. The calorific value of beech pellets and sunflower seed shells was determined using an XRY-1C explosive combustion calorimeter (Shanghai Changji Geological Instrument Co., Shanghai, China) with pellet mass of 0.6–0.8 g (DIN 51731:1996 [29]; CTI-R 04/5:2004; EN plus 2013 [19,20,21]; ÖNORM M7135 2000 [32]; and SS 18 71 20. 1998 [35]). The actual test, with its three stages (before, main and after), was preceded by the preparation of the installation and the used materials and ended with the recording of the results and their interpretation. To eliminate the influence of moisture content on the calorific value, before the determination, the pellets were dried for 1 h in a Memmert-type electric oven at 105 °C (Memmert, Schwabach, Germany). Even in these conditions of dryness of the pellets, due to the fact that 3 mL of distilled water was arranged in the calorimetric bomb to capture the nitric acid eliminated during combustion, the calorimeter software (2022) offered two values (the low and high calorific values) corresponding to a moisture content of pellets of about 3.5% [49,50,51,52]. The formula used by the installation software (2017) to determine the high calorific value was the following (Equation (4)) [3,11]:
where HCV is the high calorific value for a certain moisture content Mc, in MJ/kg; K—coefficient of the calorimeter, in MJ/Celsius degrees; Tf—temperature at the end of the test, in Celsius degrees; Ti temperature at the beginning of the test before ignition, in Celsius degrees; m—mass of the pellet, in kg; and Qwc—the amount of heat provided by the nickel wire and the cotton wire burning, in MJ/Kg.
The low calorific value was determined automatically by the calorimeter software, depending on the input data of the pellets. For the transformation of the calorific value from a certain moisture content of the pellets to that of absolutely dry pellets and vice versa, the following relationship was used (Equation (6)) [3]:
where CVMc—the calorific value of the pellets with a certain moisture content Mc, in MJ/kg; CV0—calorific value of absolutely dry pellets with a moisture content of 0%, in MJ/kg; and Mc—moisture content, in %.
Energetic density. The energy obtained during pellet combustion inside bomb can be related to the mass of the sample (based on the calorific value) or to its volume (in the form of energetic density). In order to find the energetic density resulting from the pellets, the unit density of the pellets and the high calorific value must be taken into account by using the following relationship (Equation (7)):
where HCV—high calorific value, in MJ/kg; and ρ0—the unit density of the pellets at 0% moisture content, in kg/m3.
In order to determine the density of the pellets at 0% moisture content, depending on the density at a certain moisture content (usually 10%), the following calculation formula was used (Equation (8)):
where ρ0—density at 0% moisture content, in g/cm3; MC—moisture content, in decimals; and ρMc—the density for a certain moisture content, in g/cm3.
As a guideline, it is observed that the density of the pellets for a moisture content of 10% of 1100 g/cm3 will decrease for a moisture content of 0% to about 0.909 g/cm3, i.e., 909 kg/m3. The difference in value determined the decision that the moisture of the pellets must be taken into consideration during the research [53,54,55,56,57]. The dependence relationship (7) can be used in another way by finding the density at a certain moisture content, thus finding the following general relationship (Equation (9)).
where ρMc—density of pellets at a certain moisture content, in g/cm3; ρ0—the density of absolutely dry pellets, in g/cm3; and Mc—moisture content, in decimals.
Rate of energy release. The speed of energy release is always different from one species of pellets to another and it helps to use the energy produced by pellets for stoves (with a gradual release of energy) or for thermal furnaces (with a faster release of energy) [58,59,60,61]. The rate of energy release from any fuel takes into account the calorific value, the actual burning time (main) in the calorimeter and the mass of the tested pellets. This parameter of the pellets was calculated with the following formula (Equation (10)):
where HCV—high calorific value, in kJ/kg; t—the effective burning period of the pellet in the calorimetric bomb, in min; and m0—mass of dry pellet at 0% moisture content, in g.
Ash content. The ash content (ASTM E1755-01 2003 [46]) was determined in the crushed and fine material, the part that passed through the 1 × 1 mm sieve. The fineness of the material used in this test is due to its easier burning in the calcination furnace at temperatures of 700 °C, leading to a reduction in the calcination time. Also, the test was performed using some crucibles made of nickel–chromium alloys, which were resistant to high temperatures. The relationship for determining the calcined ash content was as follows (Equation (11)):
where Ac—ash content, in %; ma+c—ash mass with crucible, in g; mc—mass of crucible, in g; and ms+c—mass of oven-dry shredded sample with crucible, in g.
Since a great quantity of smoke is released during calcination, the crushed material used to determine the ash content was first burned in an external environment, above a butane gas device, thus protecting the calcination furnace from soot deposits.
Volatile matter and fixed carbon. The volatile content was determined based on the EN 15148: 2009 standard [30], using a ProTherm calcination furnace (Ploiesti, Romania) at a high temperature of over 700 °C. The fixed carbon is defined as the solid residue when a crushed wood sample of the biomass was burnt at a temperature of 750 °C for 7 min, or the residue obtained after eliminating the moisture content, ash content and volatile matters. The used crushed and dry material, identical to the case of determining the calcined ash content, was placed in a tall crucible with a tight lid so that the material would not oxidize during the test, this being the only way to obtain fixed carbon [62,63,64,65,66]. The general relationship of dependence between the 3 elements, under the conditions of an absolutely dry material, is displayed in the following (Equation (12)):
where VC—volatile content, in %; FC—fixed carbon, in %; and AC—ash content, in %.
At least 8 valid determinations were made for this test.
Statistical analysis. For the statistical interpretation of the obtained results, the arithmetic mean and the standard deviation of the values were used as main statistical parameters. By using the facilities of the Microsoft Excel program, some influencing graphs were made and the Pearson R2 correlation coefficient was determined. Also, based on the statistical program Minitab 18 (Minitab LLC, State College, PA, USA), some statistical graphs and specific statistical parameters were obtained, all of these for a data error of 0.05.
3. Results
3.1. Dimensions, Moisture Content and Density
The dimensions, moisture content and density (bulk and unitary ones) of the two types of pellets were correlated with each other, which is why they are presented simultaneously in Table 2.
Table 2.
Some dimensional and density characteristics of the experimental pellets.
From the point of view of the diameter, it was observed that the diameter of the pellets from the sunflower seed shells was smaller than that of the other pellets, that is, after exiting the extrusion channels, they expanded less. Knowing that the diameter of the extrusion channels was calibrated to 6 mm, a degree of pellet expansion of 1.5% was obtained in the case of sunflower seed pellets and 1.8% in the case of beech sawdust pellets. The two values of the degree of expansion show that sunflower seeds are compacted better than sawdust from beech wood. The analysis of the length of the pellets shows that beech wood pellets are more resistant to breaking [46] during manufacturing by 33.6%. This proves that beech wood (and wood, in general) is a slightly better material for pellets than sunflower seed husks. Even the moisture content of the pellets shows that beech wood pellets (Mc equal to 8.3%) are more susceptible to atmospheric humidity than sunflower seed shells. The explanation of these differences must be put on the different structure of the shells of sunflower seeds compared to beech wood for the different behavior during pelletization. The analysis of the bulk density is very well correlated with the length of the pellets, with pellets with a longer length (Pellet 2, with 14.97 mm) having a lower bulk density (i.e., 285 kg/m3, lower by 3.7% than that of the beech, with 296 kg/m3). The Swedish standard SS 18 71 20 [36] admits a bulk density lower than 500 kg/m3. The same reason was applied in the case of the unit density and shows that the pellets obtained from the shells of sunflower seeds had a slight increase of 5.4%. Both values of the unit density fell within the provisions of the Austrian standard ÖNORM M7135: 2000 [32], which stipulates a unit density of pellets greater than 1000 kg/m3.
Taking into account that all pellets are densified fuel products, the two densification coefficients had to be determined. In this direction, the density in the chopped state of beech sawdust of 143 kg/m3, and of the chopped husks of 149 kg/m3 was obtained. Also, the density of beech wood was determined on parallelepiped samples of 30 × 20 × 20 mm with a moisture content of 10%, and a value of 710 kg/m3 was obtained. In this way, the compression coefficients of 7.94 and 7.88 were obtained compared to the shredded material for the two types of pellets and a coefficient of 1.59 compared to the density of beech wood. It was not possible to determine the compression coefficient of the pellets compared to the compact state of the sunflower seed shells because the seed shells cannot be found in a compact state as solid wood.
3.2. Modeling the Density of Pellets Related to Moisture Content
Since the density of the pellets is dependent on their moisture content, a model of the pellet density was made depending on the moisture content using the dependence relations (Equations (7) and (8)). Taking into account the moisture content of the pellets, 8.1% and 8.3%, respectively, when they were delivered, the density of the absolutely dry pellets was first determined with relation (7), then with relation (8), the density of the two types of pellets for different moisture contents was determined, with an interval of 3% moisture contents, as is seen in Table 3.
Table 3.
The density of the pellets depending on their moisture content.
In Table 3, it can be seen that with the increase in moisture content, the density of the pellets will increase proportionally, by 41.5% in the case of sunflower seed husk pellets and by 40.1% in the case of beech sawdust pellets. The increase in density due to the increase in the moisture content of the pellets is a big disadvantage because the calorific power of the pellets will decrease proportionally, as will be seen when modeling the calorific value depending on the moisture content.
The proportionality between the moisture content and the density of the pellets is more observable in Figure 5, where it can be seen that the linear regression equations approximate this influence very well, with coefficients of determining R2 over 0.99. It is also observed that the two straight lines have close angles of inclination, respectively, of 1.55 0, the difference being to the fourth decimal place.
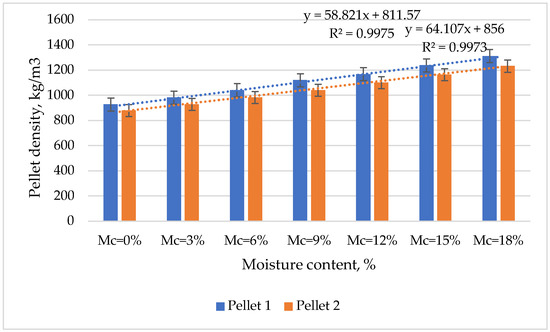
Figure 5.
Pellet densities related to moisture content: Pellet 1—raw material of husk of sunflower seeds; Pellet 2—raw material of beech sawdust.
The establishment of the linear correlation between the moisture content and the density of the pellets, visible in Figure 5, helps the research to find the density values for moisture contents that are not found on the graph in the addressed range of 0%–18%, but also above 18%. For example, it can be observed that if the beech pellets had a moisture content of 10.5%, the unit density would be 1060 kg/m3, and if the moisture content was 20% (inadvisable), the density would be around 1370 kg/m3. Generally, it can also be concluded that the values of density are very appropriate for the two types of pellets, which means that the research results can be extended to other woody or agricultural species.
3.3. The Shear Strength of Pellets
The shear strength of the two types of pellets fell within the same value range of 2.1–2.5 N/mm2, slightly higher in the case of beech pellets (2.45 N/mm2) compared to sunflower seed pellets (2.23 N/mm2), as can be seen in Figure 6. These values fall within the limits found in the specialized literature [41,42] even if the working methods were not always identical.
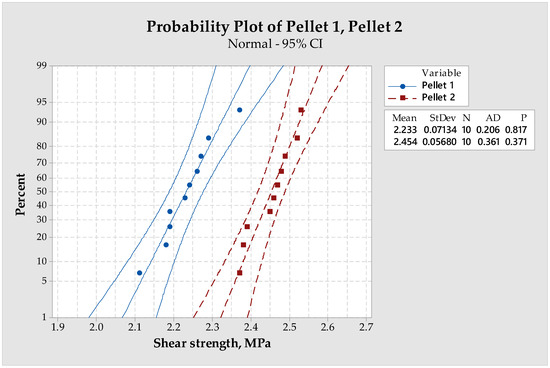
Figure 6.
Statistical Probability Plot for shear strength of the two types of pellets: StDev—standard deviation; N—number of samples; P—statistical coefficient; AD—Anderson–Darling coefficient.
The small values of the Anderson–Darling (AD) coefficient and p-value (Figure 6) show that the distribution of the values is normal and that the 95% confidence interval was well chosen (no value is out of bounds).
After torrefaction, the shear strength decreased quickly, the range of values being very low 0.8–1.5 N/mm2, without observing clear influences of the type of pellets and the degree of torrefaction. In this way, it was demonstrated once more that, through torrefaction the shear strength characteristics of the pellets decreased significantly [38,42,43], but they were homogenized at the same time (with the differences between the different raw materials disappearing).
3.4. Calorific Value of Pellets
The calorific values of the pellets obtained from sunflower seed shells (Pellet 1, HCV = 20.62 MJ/kg, LCV = 20.47 MJ/kg) were higher than those obtained from beech sawdust (Pellet 2, HCV = 19.11 MJ/kg, LCV = 18.64 MJ/kg), by 7.9% in the case of the high calorific value and by 9.8% in the case of the low calorific value (Figure 7). The explanation for this fact is given by the existence of a certain quantity of oils in the shells of sunflower seeds.
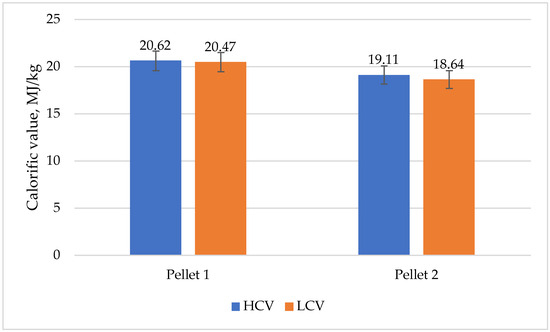
Figure 7.
The calorific value of the two types of pellets (Pellet 1—from husk of sunflower seeds; Pellet 2—from beech sawdust).
The calorific values are in accordance with those obtained by other authors for other woody wastes [35]. It was also observed that the difference between the high calorific value of the same type of pellets was greater in the case of beech pellets (0.47 MJ/kg) than in the case of sunflower husk pellets (0.15 MJ/kg), i.e., about three times higher. This proves that sunflower seed husks absorb more moisture from the air environment (during the calorific value determination process with the calorimetric bomb) than beech sawdust, which is more hygroscopic, also because of the vegetable oils present in these husks. Even if the values obtained are lower than those of the inferior coals by about 23.5 MJ/kg [47]), it is observed that they approach them; in addition, the pellets from the shells of sunflower seeds are obtained from renewable sources and are friendly to the environment. In order to compare the present calorific value with the standard values, it was stipulated that the Austrian ÖNORM M7135 Standard [32] should be established as a limiting value for calorific values over 18.0 MJ/kg, the Sweden standard SS 18 71 20 [35] for values over 16.9 MJ/kg, the German DIN 51731 [34] for values between 17.5 and 19.5 MJ/kg and the Italian CTI—R 04/5 [33] for values over 16.2 MJ/kg, with all of these being fulfilled.
3.4.1. Modeling the Calorific Value of the Pellets from the Shells of Sunflower Seeds Relating to the Amount of Oil
Since the carbon contents of beech and sunflower husks are close [49,50,51,52], it was hypothesized that the main element for increasing the calorific value of sunflower seed husks is their oil content. This is possible because the core of the sunflower seeds (very rich in oils) come into direct contact with the shells, leaving part of the oil in them. In order to find out the amount of oil that the shells of sunflower seeds contain, we started with the high calorific value of the two types of pellets (20.47 MJ/kg in the case of sunflower pellets and 18.64 MJ/kg in the case of beech pellets) with a difference of 1.83 MJ/kg between them. The oil’s calorific value of 36.95 MJ/kg was also known [38,52]. Using the simple arithmetic rule of three, the amount of oil found in the hulls of sunflower seeds was 4.95% (Figure 8). In this way, a plausible explanation is obtained for the higher calorific value of sunflower seed husks compared to other agricultural waste or even to other combustible woody species.
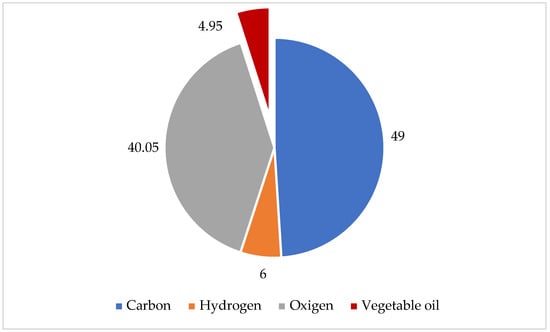
Figure 8.
Pie diagram of chemical elements for husk of sunflower seeds.
3.4.2. Mathematical Modeling of Calorific Value Depending on the Moisture Content of the Pellets
For this modeling, the pellets were conditioned in a humid atmosphere (at a temperature of 10% and air humidity of 75%) in order to obtain a pellet moisture content of 15% (as seen in Figure 1) for a period of about 24 h to reach an equilibrium moisture content. The two values of the calorific power (low and high), obtained with the calorimetric bomb, decreased significantly and aligned with those obtained theoretically with the corresponding dependence relationship (Equation (6)), as can be seen in Table 4. In reality, some moisture content values from Table 4 do not exist and the usual moisture content of the coated pellet bags are around 8%–10%. However, for pellets delivered in bulk, that are not protected against humidity and water, it is good to know in research works what is the influence of the moisture content on the calorific power of the pellets. For this, the equation of the line passing through the first two points was found, after which the intersection with the horizontal axis of this line gives us the relevant values.
Table 4.
The influence of moisture content on the calorific value of the pellets.
The establishment of linear correlation relationships between the moisture content and the calorific power of the pellets, visible in Figure 9, helps the researchers find the calorific values for the moisture contents that are not found in the experimental part, in the extended range of the moisture content up to 122% for type 1 pellets and up to 148% for type 2 pellets, but not after that.
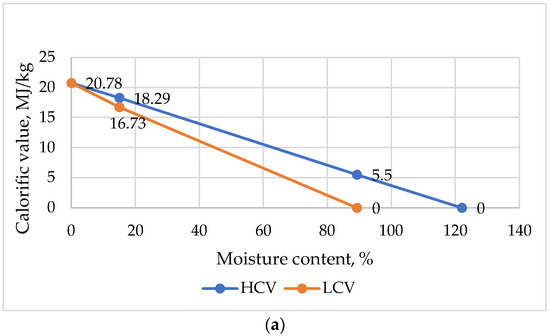
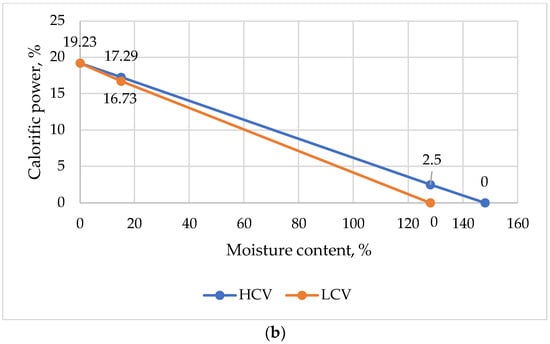
Figure 9.
The influence of moisture content on the calorific value of pellets: (a)—for pellets from sunflower seed shells; (b)—for beech sawdust pellets; HCV—high calorific value; LCV—low calorific value.
Figure 9 shows that the increase in the moisture content negatively influences the calorific value of the pellets. Therefore, a low moisture content of the pellets, usually below 10%, is recommended to have a higher calorific value. This can be explained by the fact that, during combustion, part of the existing heat in the stove or boiler is consumed to remove the water from the wood. In addition, there is always a moisture content value when the amount of heat consumed to remove water from the pellets is equal to the amount of heat removed by burning, where the final thermal effect is zero. This value is called the limiting moisture content and is 90%–120% for type 1 pellets and 130%–150% for type 2 pellets (as is see in Figure 9).
Also, based on the values from Figure 9, it can be concluded that the values of the calorific value and their decreases compared to the moisture content of the two types of pellets are very appropriate, which means that the results of the research carried out in the case of the two categories of pellets could also extend to other woody or agricultural species.
3.5. Energetic Density
The energetic density depends on the calorific value and unit density of the pellets, with the values of the two types of pellets being 22.189 MJ/m3 in the case of sunflower pellets and 19.161 MJ/m3 in the case of beech sawdust. By transforming the units of measure in accordance with those in the energy field (1 MJ = 0.27 KWh), the values of 5991 KWh/m3 in the case of sunflower seed husk pellets and 5173 KWh/m3 in the case of beech sawdust pellets are obtained, respectively (Figure 10).
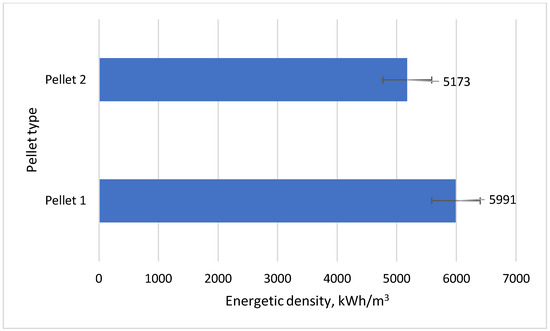
Figure 10.
Energetic density of pellets.
Based on the data from Figure 10, an increase in the energetic density of sunflower pellets of 15.8% can be observed compared to beech sawdust pellets, with the result that the sunflower seed husk pellet was much more energy efficient than those obtained from sawdust beech.
3.6. Energy Release Rate
The values of the energy release rate were mainly dependent on the burning time in the calorimeter bomb and the calorific value, with values between 0.3–0.5 kJ/min (with an average of 0.43 kJ/min) for the sunflower pellets and 0.25–0.44 kJ/min (with an average of 0.37 kJ/min) for the beech pellets (Figure 11).
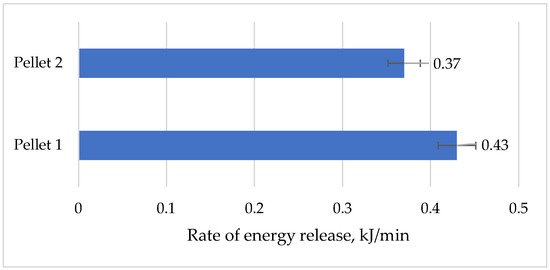
Figure 11.
Rate of energy release for the two types of pellets.
For the comparison of the values in Figure 11, the values of the rates of energy releases of 0.55–0.59 kJ/min were presented in the case of briquettes obtained from spruce and oak wood [50,51,52]. The small differences of about 13.9% between the two types of values of beech pellets and sunflower seed shells show that the two types of pellets can be used both for industrial and domestic use, separately or in combination with each other.
3.7. Ash Content
As can be seen in Figure 12, the ash content of the pellets obtained from the husks of sunflower seeds was much higher than that of the pellets from beech sawdust, at a ratio of 4.73. This large difference in ash content is normal because the two types of pellets are completely different, with one being from the category of agricultural pellets and the other from the category of wood pellets. This means burning these pellets will result in a larger amount of ash, materialized by higher maintenance costs. The ash content of the sunflower seed husks still fell within the limits of the European standard [32], below the value of 6%. Also, this value of ash content was lower than that of other plant resources, such as beet leaves, alfalfa, etc., [3,4,8,9,10,53,54], whose content can sometimes reach values of 18%–20%. Also, the ash content of the charcoal was 54% [1] because during carbonization, most of the volatile substances are lost. Pellets of larch and other softwood species had an ash content of 0.4% [3,55,56]. Lucerne had an ash content of 10.3% and the bark had an ash content of 8.6%. The values obtained in the present work were much lower than those of other vegetable residues: switchgrass 8.9%, corn stover 6.9%, garden waste 10% and peas peal 20% [7,13].
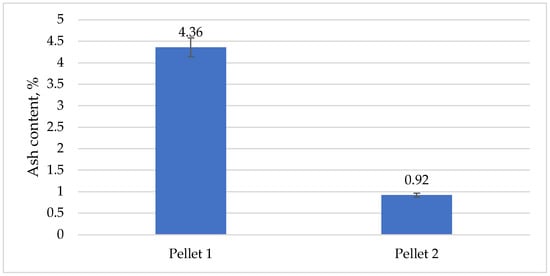
Figure 12.
Ash content of two types of pellets: Pellet 1—pellets obtained from the crushed husks of sunflower seeds; Pellet 2—pellets obtained from crushed beech sawdust.
3.8. Calorific Value Modeling Depending on the Ash and Carbon Content
Due to the fact that ash is a residue of combustion, it results that it negatively influences the calorific value of the pellets. The higher the ash content, the lower the calorific value of the pellets. When analyzing wood pellets with an ash content of less than 1%, there is no question of the influence of the ash content on the calorific value, but this problem is particularly important for some tropical species with an ash content of 2.5%–3.5% [3,47,57] or for pellets of some agricultural products (beans or peas) that have an ash content of over 20% [3,4,10]. In order to model the influence of the ash content on the calorific value of the pellets, the chemical elements of wood, namely carbon, hydrogen, oxygen and ash, the participation percentage and the calorific value of these components were taken into account, according to the following calculation reaction of Channiwala and Parikh [1,3,49] (Equation (13)):
where CV—the calorific value of materials, in MJ/kg; 33.910, 11.783, 1.034 and 0.211 are the calorific values of the carbon, hydrogen, oxygen and ash content, in MJ/kg; C—the carbon content of the pellets, in %; H—the hydrogen content, in %; O—the oxygen content of the pellets, in %; Ac—the ash content of the pellets, in %.
CV = 36.8 × C/100 + 11.78 × H/100 + 1.03 × O/100 − 0.21 × Ac/100 [MJ/kg]
It was also considered as the main working hypothesis that a high ash content will always decrease the percentage amount of the other chemical compounds of the pellets, so that the calorific value of the pellets will decrease accordingly (Table 5).
Table 5.
Main chemical compounds of some types of pellets and the calorific value corresponding to a moisture content of 0% [1,3,49,50,52,58].
Figure 13 states the negative influence of the ash content on the calorific value in the range of the current values of the ash content up to 20%. The negative influence of the ash content is also clearly visible from Equation (13), where it can be seen that it is the only term that decreases, compared to the other terms (carbon, oxide and hydrogen) that add value to the calorific value.
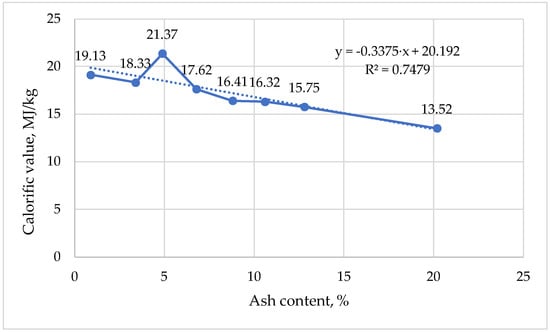
Figure 13.
The influence of the ash content on the calorific value.
If the amount of vegetable oils in the sunflower seeds were reduced, a better linearity would be obtained with a Pearson coefficient of over 0.94.
At the opposite position of those presented regarding the influence of the ash content (Figure 13) is the influence of the carbon content (Figure 14), which has the greatest positive influence on the calorific value (Figure 14 and Equation (13)), both through the carbon content, between 33 and 55%, but also by its high calorific value of 36.8 MJ/kg.
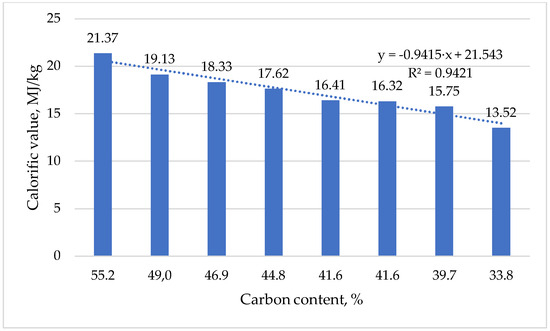
Figure 14.
The influence of the carbon content on the calorific value of the pellets.
As shown by other researchers [58,59,60], wheat straw pellets had a low carbon content of 47.9%; this carbon content corresponds (according to Equation (13)) to a calorific value of only 18.7 MJ/kg, and the charcoal with a carbon content of 81.6% had a calorific value of over 22 MJ/kg.
3.9. Fixed Carbon, Ash Content and Volatile Matter
The values of the fixed carbon, ash content and volatile matter are visible in Figure 15 in the valid values for absolutely dry pellets. There was a very small difference of only 1.5% in favor of beech pellets in the case of volatile matters and of 13.1% in the case of fixed carbon compared to pellets made from sunflower seed shells.
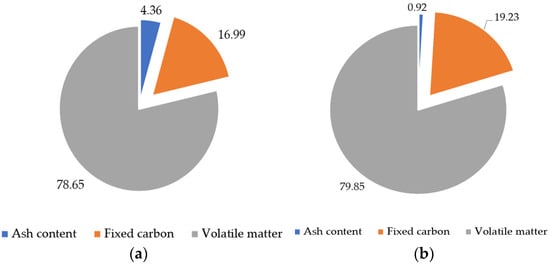
Figure 15.
Ash content, fixed carbon and volatile matter: (a)—for type 1 pellets, from the shells of sunflower seeds; (b)—for type 2 pellets made from beech sawdust.
The clear increase in the ash content for sunflower seed shells corresponded to the usual values of straw grains [3] which are used to obtain briquettes and pellets. The ash content of the beech sawdust corresponded to the usual values of the usual wood species [36].
3.10. Torrefaction Results
The torrefaction process of the pellets had two main factors of influence, respectively, the temperature and the duration of heat treatment. The main characteristic of the torrefaction process was the loss of mass (Figure 16) and the expected result was an increase in calorific value. It can be observed that, in general, both the temperature and time increasing led to an increase in mass loss [11,63,64]. For both types of pellets, the maximum mass loss at the temperature of 170 °C was 2.4%–2.5%, at 190 °C it was 4.6%–4.7% and at 210 °C it was 8.9%–9.1%. It can be seen that the torrefaction of beech pellets (Pellet 2) was slightly deeper than that of sunflower seed husk pellets, with the total loss at the end of the torrefaction process being 9.12% for beech pellets, compared to only 8.95% for sunflower seed husk pellets, i.e., an increase of only 1.8%, which is statistically insignificant.
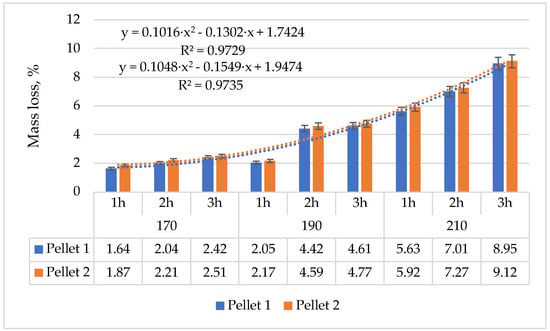
Figure 16.
Mass loss of the pellets during the torrefaction heat treatment: Pellet 1—pellets from the shells of sunflower seeds; Pellet 2—pellets from beech sawdust; 1 h—one hour treatment; 2 h—2 h treatment; 3 h—treatment of 3 h; 170—treatment at a temperature of 170 °C; 190—treatment at a temperature of 190 °C; 210—treatment at a temperature of 210 °C.
It can also be seen from Figure 16 that the two polynomial trend curves almost overlap, which proves that the behavior during the thermal torrefaction process of the two types of pellets was almost identical. The superior calorific value obtained after torrefaction is visible in Figure 17, with Figure 17a being for a temperature of 170 °C, Figure 17b for a temperature of 190 °C and Figure 17c for a temperature of 210 °C.
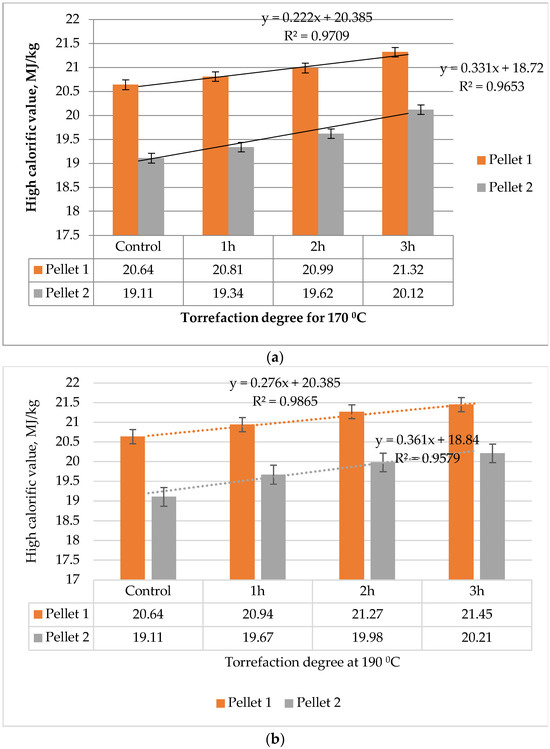
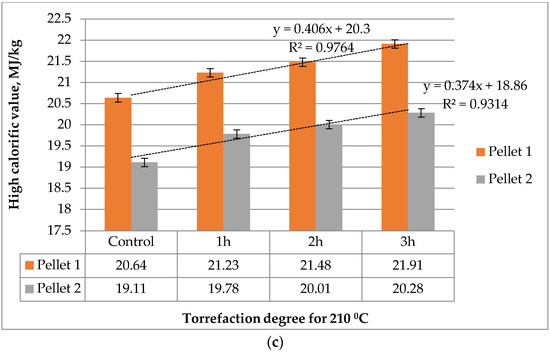
Figure 17.
The influence of the pellet torrefaction process on the calorific value: (a)—at temperature of 170 °C; (b)—at temperature of 190 °C; (c)—at temperature of 210 °C; Pellet 1—pellets from husk of sunflower seeds; Pellet 2—pellets from beech sawdust.
From the analysis of Figure 17, it can be seen that, in general, the calorific value increases with the increase in the temperature and time of torrefaction. The problem that arises is that of identifying the maximum influence on the calorific power; which parameters between the temperature and the duration of the treatment is more important during torrefaction. By analyzing the two regression lines in Figure 17a, it can be seen that the beech pellets had a greater increase in their calorific value than the pellets obtained from the shells of sunflower seeds. Analytically, when the torrefaction temperature was 170 °C and the entire heat treatment period of 3 h was taken into account, the calorific value of the pellets from the sunflower seed shells increased by 3.2% and the pellets from beech sawdust had a higher increase of 5.2%. Taking each time interval into consideration, it is determined that after 1 h of torrefaction, the pellets from sunflower seed shells had an increase in their calorific value of 0.8%, while the pellets from beech sawdust had an increase of 1.2% and, after 2 h of torrefaction, the pellets from sunflower seed shells had an increase of 1.6%, while the pellets from beech sawdust had an increase of 2.6%.
When the torrefaction temperature was 190 °C, the increase in the high calorific value of the pellets differed as in the first case, depending on the duration of the heat treatment, namely the pellets from the shells of sunflower seeds had an increase of 1.4% and those of beech sawdust had an increase of 2.9% after the 1st hour of torrefaction, of 3.05% and 4.5% respectively, after 2 h of torrefaction and of 3.9% and 4.2%, respectively, after 3 h of torrefaction. Even if the increase in the calorific value of the beech sawdust pellets was lower than in the first case, the same rule was followed that the pellets obtained from beech sawdust should have a slight increase compared to the pellets from sunflower seed shells.
When using the torrefaction temperature of 210 °C (Figure 17c), the calorific value increased considerably, but, as in the case of the other two temperatures, this was also dependent on the heat treatment time. Thus, when the duration of the thermal treatment was 1 h, the calorific value increased by 2.8% in the case of the type 1 pellet and by 3.5% in the case of the type 2 pellet; when the duration of the treatment was 2 h, the increase was 4.06% for Pellet 1 and 4.7% for Pellet 2 and when the duration of the treatment was 3 h, the increase in the calorific value was 6.1% in the case of the pellets from the shells of sunflower seeds and 6.1% in the case of pellets from beech sawdust. It is observed that, at a temperature of 210 °C and a treatment duration of 3 h, the increase in the calorific value was identical for the two types of pellets as the calorific behavior is the same.
Some differences were also identified in the increases in the calorific values depending on the durations and temperatures of heat treatment. From the analysis of Figure 17, a small increase in the calorific value can be observed after 3 h of heat treatment from 170 to 210 °C, 2.7% in the case of Pellet 1 and 0.7% for Pellet 2. Based on these values, it can be concluded that the influence of the treatment temperature is lower than that of the treatment duration.
Also, a direct relationship between the calorific value and the mass loss during pellet torrefaction was observed, as can be seen in Figure 18 (number 1 represents first step of 1 h/170 °C regime of torrefaction, and number 9 represents the last step of 3 h/210 °C regime).
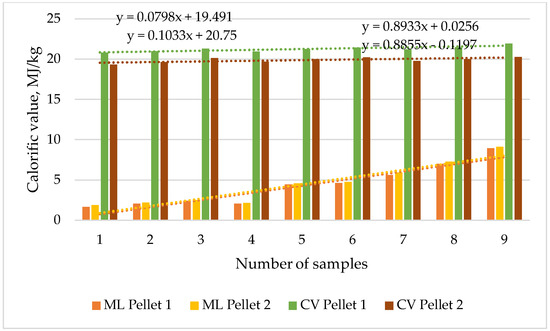
Figure 18.
Dependence of calorific value on the mass loss of torrefaction; ML—mass loss, in %; CV—calorific value, in MJ/kg.
A slight increase in the calorific value was observed (Figure 18), but it was much smaller than that of the mass loss. If we take into account the entire range of variation in Figure 18, it is found that, with an increase in mass loss by 1%, an increase in the calorific value of only 253 kJ/kg will be obtained in the case of pellets from the shells of sunflower seeds and of 128 kJ/kg in the case of beech sawdust pellets (over the entire temperature range). Therefore, the pellets obtained from the shells of sunflower seeds have a better degree of torrefaction than that of pellets obtained from beech sawdust.
4. Discussion
In order to find some elements of differentiation or proximity compared to the research of other authors, based on the experimental data obtained and/or collected, Table 6 was made for the 11 main characteristics of the pellets.
Table 6.
Centralizing table of results.
Regarding the unit density of the pellets, it was clearly observed that the pellets made of sunflower seed shells have a higher density than those obtained from beech sawdust. Even if analyzing the two categories of pellets at the same moisture content of 8.1% (by using Equation (9)), the beech sawdust pellets would still have a slightly lower density (1023 kg/m3) than the existing one from Table 6, that is, the difference between the two categories of pellets would be accentuated. The two moisture levels of the pellets in the work fall within the limitations of European standards, which propose a limitation lower than 12% such as ÖNORM M7135 [32] and DIN 51731 [34], lower than 10% such as SS 18 71 20 [35] and less than 11% like CTI—R 04/5—Italy [33]. The unit density falls within the limits of the Austrian standard [32], with a minimum of 1000 kg/m3, or the German DIN 51731 standard [34], with a value range of 1000–1400 kg/m3. Lower values of the bulk density were also observed compared to those specified by the European standards due to non-compliance with the dimensional conditions, namely the existence of a minimum ratio of 5:1 between the length and diameter of the pellets. Other authors [3,8] have identified similar or close moisture and unit densities of the studied pellets, regardless of the wood species or the nature of the material used.
Regarding the mechanical properties of the pellets, the shear resistance of the beech sawdust pellets was higher than that of the sunflower seed husk pellets due to the fringing of the respective chips, which led to better packing and compaction within the pellets. Therefore, it can be seen that beech pellets are a little better from this point of view because they will crumble and grind less during transport and storage. The shear resistance values obtained in this research are not limited by European standards, but are in accordance with those obtained by other authors [1,35,42].
Regarding the calorific value, it was found that the two values of the investigated pellets agree with the values of the European standards in the field; they are higher than 16.9 MJ/kg (SS 18 71 20/Sweden) [35] and 16.9 MJ/kg (ÖNORM M7135/Austria) [32], are between 17.5 and 19.3 MJ/kg (DIN 51731/DIN plus/Germany) [29] and are higher than 16.9 MJ/kg (CTI—R 04/5/Italy) [33]. Other authors [50] found values of the calorific value of 17.91 MJ/kg for the wood of Norway spruce, or similar values for other vegetable species [64,65].
Regarding the ash content, European standards have made a clear distinction between the ash content of pellets based on wood (the values are below 1.5% according to Sweden, Italian and German standards) [32,36] and the ash content of pellets based on agricultural resources (the values are much higher, but lower than 6%, according to the Austrian standard ÖNORM M7135) [32]. The two values obtained in this research fall within the above limits. Also, many authors found similar values of the ash content [49,50,52].
Regarding the fixed carbon and volatile matters, the values obtained in this work were similar to those found by other authors. For example, some research [49,50,52] found values of volatile matter between 47 and 69% for wood and other plant resources and between 7 and 15% of fixed carbon.
Regarding the torrefaction process of pellets, two research directions have been identified, namely torrefaction in a nitrogen environment with the help of special torrefaction installations, and torrefaction in a low-oxygen environment with the help of classic torrefaction furnaces. The torrefied products obtained by the two methods are different, namely torrefaction in a weakly oxygenated environment generates products with a lower degree of torrefaction under 20% [38,53,56]. Added to the protection of the environment and the capture of carbon dioxide by this type of biomass [66], all the characteristics of the pellets obtained from the shells of sunflower seeds showed that the biomass of sunflower seeds lends itself to transformation into pellets of good quality.
Future research directions may be about comparisons with other agricultural pellets, the comparative total quality of pellets, or torrefaction beyond 210 °C. Other new features such as the time of combustion should be highlighted.
5. Conclusions
The main conclusion of this research is that lignocellulosic biomasses of sunflower seeds can be used in their native state (only shredding and sorting), without additional processing, in order to compress them into pellets with good properties.
Pellets obtained from sunflower seed shells have slightly smaller densities (1028 kg/m3), of 5.1%, than those obtained from beech sawdust. This means that, although they are obtained from vegetable remains, sunflower seed husks behave similarly to beech sawdust in the palletization process.
The main calorific characteristic analyzed in the work, namely the calorific value of sunflower seed husk, was higher than that of beech sawdust, with the increase being mainly determined by their oil content of 4.95%.
The ash content of 4.3% was higher than that of beech sawdust, but fell within the limits of agricultural residues of a maximum of 6% stipulated by the ÖNORM M7135/Austria standard.
Through the experiments and comparisons carried out in this research, it was determined that the biomass of sunflower seed shells can become a viable alternative to other important wood resources (as beech sawdust). As a complement to the current research, the total quality of the two types of pellets, torrefaction at higher temperatures of over 210 °C and durations of more than 3 h, in a nitrogen or less oxygenated environment, could be studied.
Author Contributions
Conceptualization, A.L. and A.O.; methodology, C.S.; software, A.L.; validation, A.L., A.O. and C.S.; formal analysis, A.O.; investigation, A.L.; resources, A.L.; data curation, C.S.; writing—original draft preparation, A.L.; writing—review and editing, A.O.; visualization, C.S.; supervision, A.L.; project administration, A.O.; funding acquisition, A.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
No new data were created.
Acknowledgments
The authors would like to thank the administrative and technical support of Transilvania University of Brasov.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Spirchez, C.; Lunguleasa, A.; Croitoru, C. Ecological briquettes from sunflower seed husk. In Proceedings of the International Conference Renewable Energy and Environment Engineering (REEE 2018), Paris, France, 29–31 October 2018; E3S Web of Conferences. Volume 80. [Google Scholar] [CrossRef]
- Breeze, P. Energy from Waste, 1st ed.; 2017 Paperback eBook; Academic Press: Cambridge, MA, USA, 2017; ISBN 9780128095133. Available online: https://www.perlego.com/book/1828014/energy-from-waste-pdf (accessed on 26 July 2023).
- Krajnic, N. Wood Fuels Handbook; Food and Agriculture Organization of the United Nations (FAO): Pristina, Croatia, 2015; Available online: http://large.stanford.edu/courses/2017/ph240/timcheck1/docs/fao-krajnc-2015.pdf (accessed on 23 June 2023).
- Venendaal, R.; Jørgensen, U.; Foster, C.A. European energy crops: A synthesis. Biomass Bioenergy 1997, 13, 147–185. [Google Scholar] [CrossRef]
- Boutin, J.P.; Gervasoni, G.; Hlep, R.; Seyboth, K.; Lamers, P.; Ratton, M.; McCormick, K.; Mundaca, L.; Plepys, A. Alternative energy sources in Transition Countries. The case of Bio-energy in Ukraine. Environ. Eng. Manag. J. (EEMJ) 2007, 6, 3–11. Available online: http://www.eemj.icpm.tuiasi.ro/pdfs/vol6/no1/2_Jean-Philippe%20Boutin.pdf (accessed on 12 April 2023).
- Okello, C.; Pindozzi, S.; Faugno, S.; Boccia, L. Bioenergy potential of agricultural and forest residues in Uganda. Biomass Bioenergy 2013, 56, 515–525. [Google Scholar] [CrossRef]
- Cui, X.; Yang, J.; Shi, X.; Lei, W.; Huang, T.; Bai, C. Palletization of Sunflower Seed Husks: Evaluating and Optimizing Energy Consumption and Physical Properties by Response Surface Methodology (RSM). Processes 2019, 7, 591. [Google Scholar] [CrossRef]
- FAO (Food and Agricultural Organisation of United Nations). 2022. Available online: https://www.fao.org/faostat/en/#search/vegetable%20pellets (accessed on 26 July 2022).
- Energy Institute. 2022. Available online: https://www.energyinst.org/statistical-review (accessed on 11 August 2023).
- Bioenergy Europe. 2023. Available online: https://epc.bioenergyeurope.org/about-pellets/pellets-statistics/world-pellet-map/ (accessed on 5 October 2023).
- Martínez, M.G.; Dupont, C.; Thiéry, S.; Meyer, X.M.; Gourdon, C. Impact of biomass diversity on torrefaction: Study of solid conversion and volatile species formation through an innovative TGA-GC/MS apparatus. Biomass Bioenergy 2018, 119, 43–53. [Google Scholar] [CrossRef]
- Park, J.; Yu, S.; Kim, H.; Jo, H.; Min, K.; Lee, J.; Heo, J.; Ryu, C. Co-combustion of refuse plastic fuel from marine plastics with wood pellets in a fixed-bed: Identification of minimum cofiring ratio and ideal air flow rate. Fuel 2023, 344, 128092. [Google Scholar] [CrossRef]
- Brožek, M.; Nováková, A.; Kolářová, M. Quality evaluation of briquettes made from wood waste. Res. Agric. Eng. 2012, 58, 30–35. [Google Scholar] [CrossRef]
- Samuelsson, R.; Larsson, S.; Thyrel, M.; Lestander, T. Moisture content and storage time influences the binding mechanisms in biofuel pellets. Appl. Energy 2012, 99, 109. [Google Scholar] [CrossRef]
- Rosa, P.M.; Antoniassi, R.; Freitas, S.C.; Bizzo, H.R.; Zanotto, D.L.; Oliveira, M.F.; Castiglioni, V.B.R. Chemical composition of Brazilian sunflower varieties. Helia 2009, 32, 145–156. [Google Scholar] [CrossRef]
- Serrano-Vega, M.J.; Garcés, R.; Martínez-Force, E. Cloning, characterization and structural model of a fat A-type thioesterase from sunflower seeds (Helianthus annuus L.). Planta 2005, 221, 868–880. [Google Scholar] [CrossRef] [PubMed]
- Zygarlicke, C.; Folkedahl, B. Effects of biomass blending on combustion ash. Prepr Pap.-Am. Chem. Soc. Div. Fuel Chem. 2003, 48, 641. [Google Scholar]
- EN 14588; Solid Biofuels—Terminology, Definition and Description. European Committee for Standardization: Brussels, Belgium, 2010.
- ENplus® ST 1001; ENplus® 2023, Wood Pellets—Requirements for Companies. European Committee for Standardization: Brussels, Belgium, 2023.
- ENplus® ST 1002; Requirements for Certification and Testing Bodies Operating ENplus® Certification. European Committee for Standardization: Brussels, Belgium, 2023.
- ENplus® ST 1003; Usage of the ENplus® Trademarks—Requirements. European Committee for Standardization: Brussels, Belgium, 2023.
- ISO 17225-1; Solid Biofuels—Fuel Specifications and Classes—Part 1: General Requirements. International Organization for Standardization (ISO): Geneva, Switzerland, 2021.
- EN 16127; Solid Biofuels—Determination of Length and Diameter of Pellets. International Organization for Standardization (ISO): Geneva, Switzerland, 2015.
- EN 14774-1:2009; Solid Biofuels—Determination of Moisture Content—Oven Dry Method—Part 1: Total Moisture—Reference Method. European Committee for Standardization: Brussels, Belgium, 2009.
- EN 14774-2:2009; Solid Biofuels—Determination of Moisture Content-Oven Dry Method-Part 2: Total Moisture—Simplified Procedure. European Committee for Standardization: Brussels, Belgium, 2009.
- EN 14775; Solid Biofuels—Determination of Ash Content. European Committee for Standardization: Brussels, Belgium, 2009.
- ASTM E-1755-01 2003; Standard Method for the Determination of Ash in Biomass. ASTM International, 100 Barr Harbor Drive: West Conshohocken, PA, USA, 2003.
- EN 14918; Solid Biofuels—Determination of Calorific Value. European Committee for Standardization: Brussels, Belgium, 2009.
- DIN 51900-1 2000; Determining the Gross Calorific Value of Solid and Liquid Fuels Using the Bomb Calorimeter, and Calculation of Net Calorific Value—Part 1: General Information. German Institute for Standardization: Berlin, Germany, 2000.
- EN 15148 [2009]; Solid Biofuels—Determination of the Content of Volatile Matter. European Committee for Standardization: Brussels, Belgium, 2009.
- EN 15103; Solid Biofuels—Determination of Bulk Density. European Committee for Standardization: Brussels, Belgium, 2009.
- ÖNORM M7135 [2000]; Pellets and Briquettes-Requirements and Test Conditions. Austria Standards Institute: Vienna, Austria, 2000.
- CTI-R 04/5 [2004]; Solid Bio-Combustibles—Characterization of the Pellet to Fine Energy. Italian Organization for Standardization: Milano, Italy, 2004.
- DIN 51731:1996; Testing of Solid Fuels—Compressed and Untreated Wood—Requirements and Testing. German Institute for Standardization: Berlin, Germany, 1996.
- Verna, V.K.; Bram, S.; De Rucky, J. Small scale biomass systemsː Standards, Quality, Labeling and Market Driving Factors—An Outlook. Biomass Bioenergy 2009, 33, 1393–1402. [Google Scholar] [CrossRef]
- Hahn, B. Existing Guidelines and Quality Assurance for Fuel Pellets—Pellets for Europe Project; UMBERA Publishing: Saint Pölten, Austria, 2004. [Google Scholar]
- EN 1995-1-1:2004+A1; Eurocode 5: Design of Timber Structures—Part 1-1: General—Common Rules and Rules for Buildings. European Committee for Standardization: Brussels, Belgium, 2008.
- Abuelnuor, A.A.A.; Wahid, M.A.; Hosseini, S.E.; Saat, A.; Saqr, K.M.; Sait, H.H.; Osman, M. Characteristics of biomass in flameless combustion: A review. Renew. Sustain. Energy Rev. 2014, 33, 363–370. [Google Scholar] [CrossRef]
- Popescu, B.; Șenilă, L.; Vărăticeanu, C.; Șimon, G. Cellulosic bioethanol from sunflower seed hulls -a renewable energy source. Stud. Univ. Babes-Bolyai Ambient. 2013, 58, 105–110. [Google Scholar]
- ISO 17828:2015; Solid Biofuels, Determination of Bulk Density. International Organization for Standardization (ISO): Geneva, Switzerland, 2015.
- ASABE Standards, S269.4; Cubes, Pellets, and Crumbles—Definitions and Methods for Determining Density, Durability, and Moisture Content. ASABE: St. Joseph, MO, USA, 2007.
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass product. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Czachor, G.; Bohdziewicz, J.; Kawa, K. Shear strength of the selected types of pellets. Agric. Eng. 2016, 20, 35–42. [Google Scholar] [CrossRef][Green Version]
- Pintiaux, T.; Viet, D.; Vandenbossche, V.; Rigal, L.; Rouilly, A. Binderless materials obtained by thermo-compressive processing of lignocellulosic fibers: A comprehensive review. BioResources 2015, 10, 1915–1963. [Google Scholar] [CrossRef]
- SS 18 71 20 [1998]; Biofuels and Peat—Fuel Pellet—Classification. Swedish Standards Institute: Stockholm, Sweden, 1998.
- ASTM E1755-01; Standard Method for the Determination of Ash in Biomass. American Society for Testing and Materials, International: Philadelphia, PA, USA, 2007.
- Ross, R. Wood Handbook—Wood as an Engineering Material; General Technical Report 113; Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2020.
- Nosek, R.; Holubcik, M.; Jandacka, J. The impact of bark content of wood biomass on biofuel properties. BioResources 2016, 11, 44–53. [Google Scholar] [CrossRef]
- Demirbaş, A. Relationships between lignin contents and fixed carbon contents of biomass samples. Energy Convers. Manag. 2003, 44, 1481–1486. [Google Scholar] [CrossRef]
- Demirbaş, A. Relationships between Heating Value and Lignin, Fixed Carbon, and Volatile Material Contents of Shells from Biomass Products. Energy Sources 2003, 25, 629–635. [Google Scholar] [CrossRef]
- Bridgwater, A.V. Review of Fast Pyrolysis of Biomass and Product Upgrading. Biomass Bioenergy 2012, 38, 68–94. [Google Scholar] [CrossRef]
- Demirbaş, A. Resource facilities and biomass conversion processing for fuels and chemicals. Energy Convers. Manag. 2003, 42, 1357–1378. [Google Scholar] [CrossRef]
- Liu, X.; Hua, W.; Wu, S. Characterization of thermo-chemical degradation and pyrolysis properties for three kinds of biomass residues. BioResources 2016, 11, 8806–8819. [Google Scholar] [CrossRef]
- Zhou, Q.; Le, Q.V.; Yang, H.; Gu, H.; Yang, Y.; Sonne, C.; Tabatabaei, M.; Lam, S.S.; Li, C.; Chen, X.; et al. Sustainable conversion of agricultural biomass into renewable energy products: A Discussion. BioResources 2022, 17, 3489–3508. [Google Scholar] [CrossRef]
- Martinka, J.; Rantuch, P.; Balog, K. Fire hazard and heat of combustion of sunflower seed hull pellets. J. Therm. Anal. Calorim. 2017, 130, 1531–1540. [Google Scholar] [CrossRef]
- Jeong, S.; Lee, C.G.; Kim, D.H. Characteristic Analysis of Torrefied Pellets: Determining Optimal Torrefaction Conditions for Agri-By-product. Energies 2020, 13, 423. [Google Scholar] [CrossRef]
- Islamova, S.I.; Ermolaev, D.V.; Bulygina, K.S. Oxidative Torrefaction of Sunflower Husk Pellets in the Kaolin Layer. Bioenergy Res. 2022, 15, 183–192. [Google Scholar] [CrossRef]
- Būmane, S.; Poiša, L.; Čubars, E.; Platače, R. The analysis of carbon content in different energy crops, NJF 25-th Congress Nordic view to sustainable rural development. Crop Sci. Prod. 2015, 25, 156–160. [Google Scholar]
- Lamlom, H.; Savidge, R.A. A reassessment of carbon content in wood: Variation within and between 41 North American species. Biomass Bioenergy 2003, 25, 381–388. [Google Scholar] [CrossRef]
- Garcia, A.M.; Barcia, B.M.J.; Diaz, D.M.A.; Hernandez, J.A. Preparation of Active Carbon from a Commercial Holm-oak Charcoal: Study of Micro-and Meso-porosity. Wood Sci. Technol. 2004, 37, 385–394. [Google Scholar] [CrossRef]
- Kuhlman, T.; Diego, V.; Koomen, E. Exploring the potential of reed as a bioenergy crop in the Netherlands. Biomass Bioenergy 2013, 55, 41–52. [Google Scholar] [CrossRef]
- Whittaker, I.; Shield, C. 10—Short rotation woody energy crop supply chains. In Biomass Supply Chains for Bioenergy and Biorefining; Elsevier: Amsterdam, The Netherlands, 2016; pp. 217–248. [Google Scholar] [CrossRef]
- Kienzl, N.; Margaritis, N.; Isemin, R.; Zaychenko, V.; Strasser, C.; Kourkoumpas, D.S.; Grammelis, P.; Klimov, D.; Larina, O.; Sytchev, G.; et al. Applicability of Torrefied Sunflower Husk Pellets in Small and Medium Scale Furnaces. Waste Biomass Valor. 2021, 12, 2579–2596. [Google Scholar] [CrossRef]
- Qian, X.; Xue, J.; Yang, Y.; Lee, S.W. Thermal Properties and Combustion-Related Problems Prediction of Agricultural Crop Residues. Energies 2021, 14, 4619. [Google Scholar] [CrossRef]
- Qian, X.; Lee, S.; Soto, A.-M.; Chen, G. Regression Model to Predict the Higher Heating Value of Poultry Waste from Proximate Analysis. Resources 2018, 7, 39. [Google Scholar] [CrossRef]
- Osman, A.I.; Chen, L.; Yang, M.; Msigwa, G.; Farghali, M.; Fawzy, S.; Rooney, D.W.; Pow-Seng, Y. Cost, environmental impact, and resilience of renewable energy under a changing climate: A review. Environ. Chem. Lett. 2023, 21, 741–764. [Google Scholar] [CrossRef]




















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).