
Fast-Curing 3-Layer Particleboards with Lignosulfonate and pMDI Adhesives

 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Experimental Planning and Statistical Analysis
2.2.2. Particleboard Production
2.2.3. Particleboard Characterization
3. Results
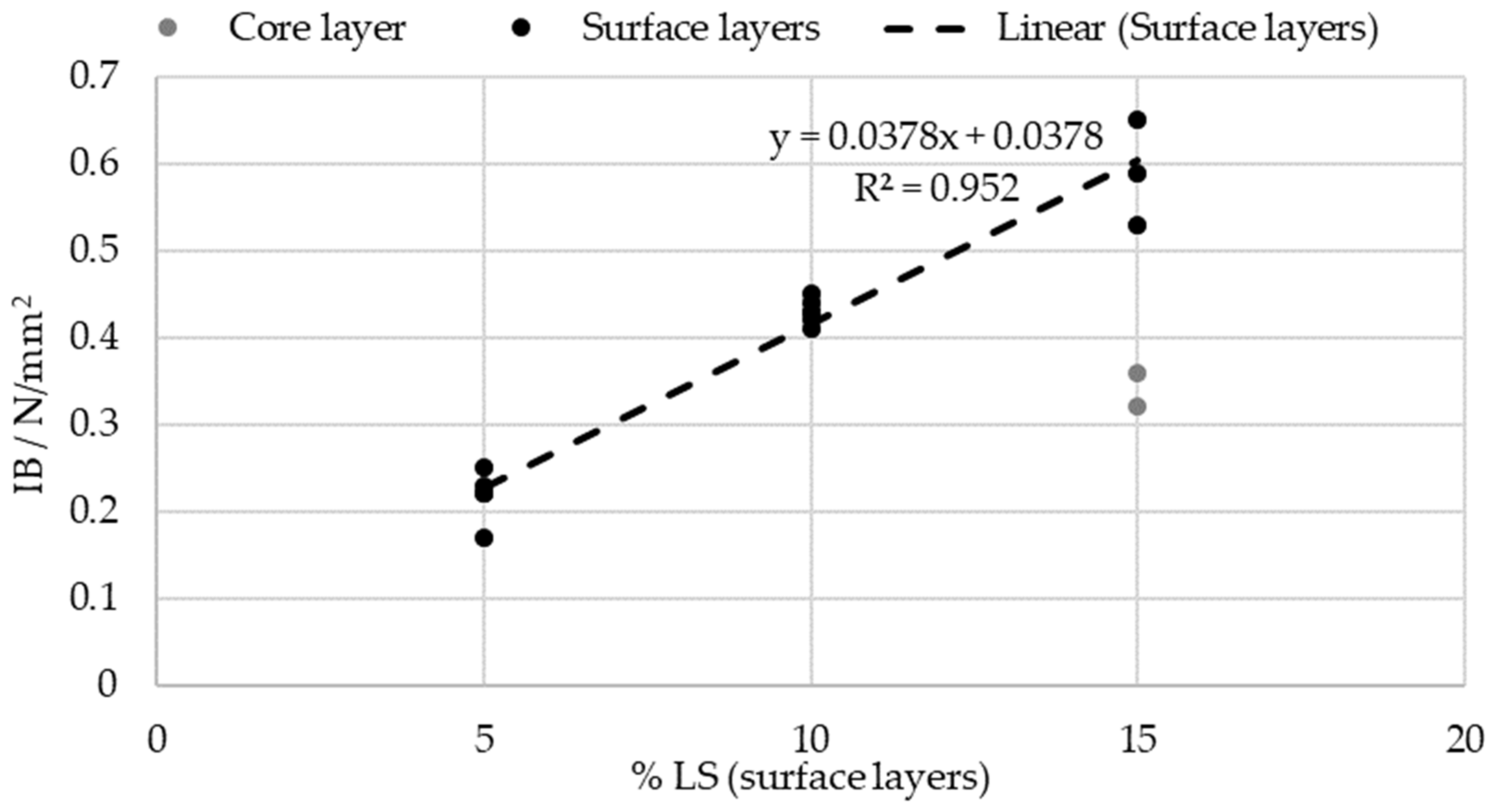
3.1. Internal Bond Strength
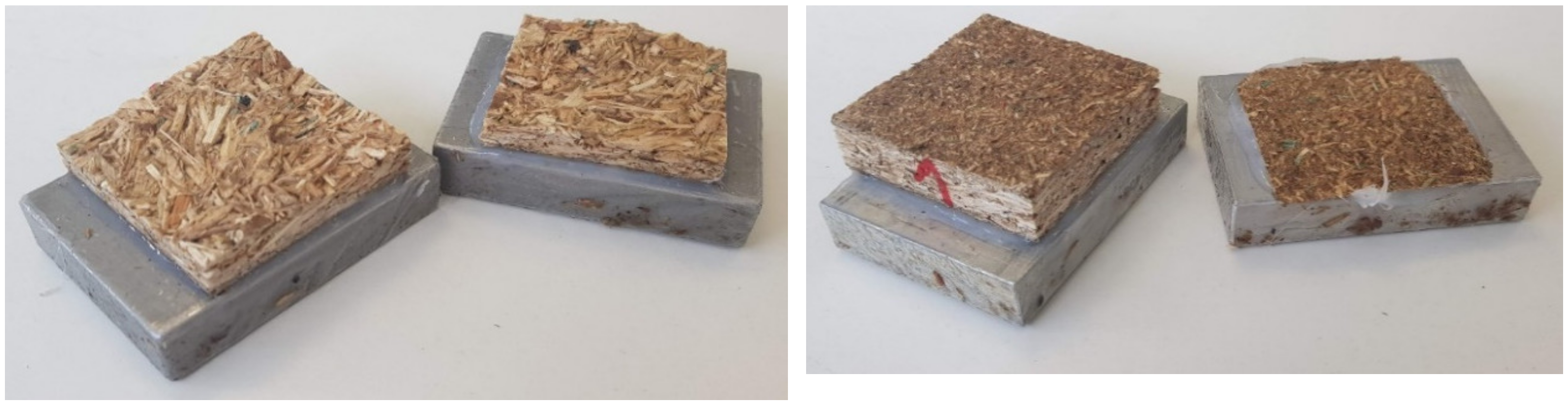
3.2. Surface Soundness
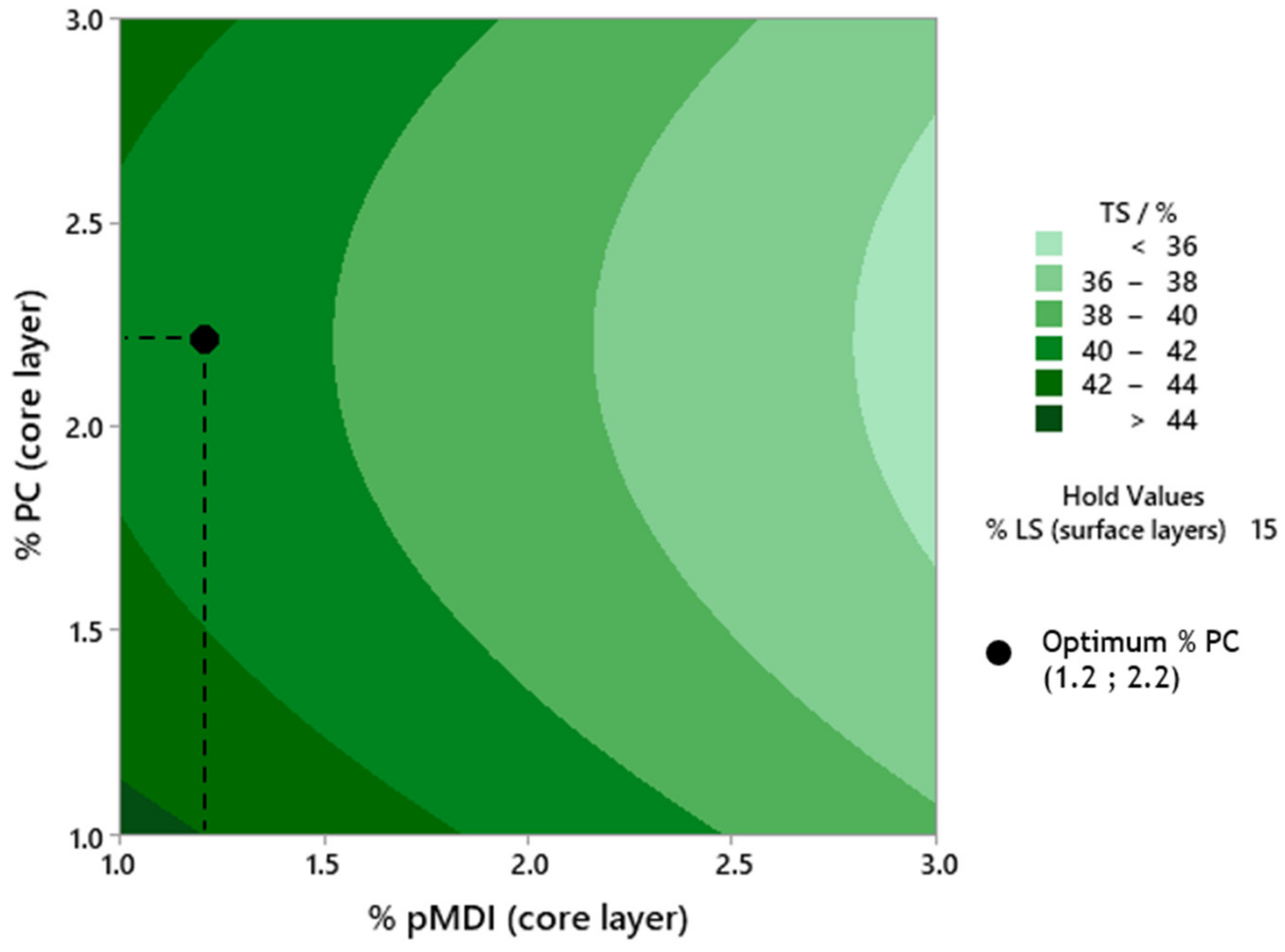
3.3. Thickness Swelling
3.4. Formaldehyde Content
3.5. Optimum Board
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lignocost. Deliverable Report: D5.2 Market Development Potential. of Most. Promising Lignin Valorisation Chains. 2023. Available online: https://lignocost.eu/wp-content/uploads/2023/04/D5.2-Market-development-potential-of-most-promising-lignin-valorisation-chains_approved.pdf (accessed on 15 May 2024).
- Dessbesell, L.; Paleologou, M.; Leitch, M.; Pulkki, R.; Xu, C. (Charles) Global Lignin Supply Overview and Kraft Lignin Potential as an Alternative for Petroleum-Based Polymers. Renew. Sustain. Energy Rev. 2020, 123, 109768. [Google Scholar] [CrossRef]
- Lora, J. Industrial Commercial Lignins: Sources, Properties and Applications. In Monomers, Polymers and Composites from Renewable Resources; Belgacem, M.N., Gandini, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2008; pp. 225–241. [Google Scholar]
- Aro, T.; Fatehi, P. Production and Application of Lignosulfonates and Sulfonated Lignin. ChemSusChem 2017, 10, 1861–1877. [Google Scholar] [CrossRef] [PubMed]
- Maximize Market Research. Lignin Market: Industry Forecast (2024–2030) by Raw Material, Product, Application, and Region. 2023. Available online: https://www.maximizemarketresearch.com/market-report/lignin-market/13321/ (accessed on 15 May 2024).
- Bajwa, D.S.; Pourhashem, G.; Ullah, A.H.; Bajwa, S.G. A Concise Review of Current Lignin Production, Applications, Products and Their Environmental Impact. Ind. Crops Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of Sustainable Bio-Adhesives for Engineered Wood Panel—A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- El Mansouri, N.; Pizzi, A.; Salvadó, J. Lignin-Based Wood Panel Adhesives without Formaldehyde. Holz Als Roh Werkst. 2007, 65, 65–70. [Google Scholar] [CrossRef]
- Ferreira, A.; Pereira, J.; Almeida, M.; Ferra, J.; Paiva, N.; Martins, J.; Magalhães, F.; Carvalho, L. Biosourced Binder for Wood Particleboards Based on Spent Sulfite Liquor and Wheat Flour. Polymers 2018, 10, 1070. [Google Scholar] [CrossRef]
- Pizzi, A. Lignin-Based Wood Adhesives. In Advanced Wood Adhesives Technology; Marcel Dekker: New York, NY, USA, 1994; pp. 219–242. [Google Scholar]
- Antov, P.; Mantanis, G.I.; Savov, V. Development of Wood Composites from Recycled Fibres Bonded with Magnesium Lignosulfonate. Forests 2020, 11, 613. [Google Scholar] [CrossRef]
- Gonçalves, C.; Pereira, J.; Paiva, N.; Ferra, J.; Martins, J.; Magalhães, F.; Barros-Timmons, A.; Carvalho, L. Impact of the Synthesis Procedure on Urea-Formaldehyde Resins Prepared by Alkaline–Acid Process. Ind. Eng. Chem. Res. 2019, 58, 5665–5676. [Google Scholar] [CrossRef]
- Gonçalves, C.; Pereira, J.; Paiva, N.T.; Ferra, J.M.; Martins, J.; Magalhães, F.D.; Barros-Timmons, A.; Carvalho, L. A Study of the Influence of Press Parameters on Particleboards’ Performance. Eur. J. Wood Wood Prod. 2020, 78, 333–341. [Google Scholar] [CrossRef]
- NP EN 312:2017; Particleboards—Specifications. Instituto Português da Qualidade: Caparica, Portugal, 2017.
- Ferreira, A.M.; Pereira, J.; Almeida, M.; Ferra, J.; Paiva, N.; Martins, J.; Magalhães, F.D.; Carvalho, L.H. Low-Cost Natural Binder for Particleboards Production: Study of Manufacture Conditions and Stability. Int. J. Adhes. Adhes. 2019, 93, 59–63. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Labib, A.; Sudarmanto; Akbar, F.; Nuryawan, A.; Antov, P.; Kristak, L.; Papadopoulos, A.N.; Pizzi, A. Influence of Lignin Content and Pressing Time on Plywood Properties Bonded with Cold-Setting Adhesive Based on Poly (Vinyl Alcohol), Lignin, and Hexamine. Polymers 2022, 14, 2111. [Google Scholar] [CrossRef] [PubMed]
- Hemmilä, V.; Adamopoulos, S.; Hosseinpourpia, R.; Ahmed, S.A. Ammonium Lignosulfonate Adhesives for Particleboards with PMDI and Furfuryl Alcohol as Crosslinkers. Polymers 2019, 11, 1633. [Google Scholar] [CrossRef] [PubMed]
- Yuan, Y.; Guo, M.H.; Liu, F.Y. Preparation and Evaluation of Green Composites Using Modified Ammonium Lignosulfonate and Polyethylenimine as a Binder. Bioresources 2013, 9, 836–848. [Google Scholar] [CrossRef]
- Ji, X.; Guo, M. Preparation and Properties of a Chitosan-Lignin Wood Adhesive. Int. J. Adhes. Adhes. 2018, 82, 8–13. [Google Scholar] [CrossRef]
- Rhazi, N.; Oumam, M.; Sesbou, A.; Hannache, H.; Charrier-El Bouhtoury, F. Physico-Mechanical Properties of Plywood Bonded with Ecological Adhesives from Acacia Mollissima Tannins and Lignosulfonates. Eur. Phys. J. Appl. Phys. 2017, 78, 34813. [Google Scholar] [CrossRef]
- Kielhorn, J.; Pohlenz-Michel, C.; Schmidt, S.; Mangelsdorf, I. Glyoxal. Available online: http://apps.who.int/iris/bitstream/handle/10665/42867/924153057X.pdf;jsessionid=32EC7F5159659F1A18158AB726C50A3A?sequence=1 (accessed on 12 October 2021).
- Liteplo, R.; Beauchamp, R.; Meek, M.; Chénier, R. Formaldehyde. World Health Organization. 2002. Available online: https://iris.who.int/bitstream/handle/10665/42430/a73769.pdf?sequence=1&isAllowed=y (accessed on 28 May 2024).
- Gaul, J.M.; Nguyen, T.; Babiec, J.S. Novel Isocyanate Binder Systems for Composite Wood Panels. J. Elastomers Plast. 1984, 16, 206–228. [Google Scholar] [CrossRef]
- Pizzi, A. Diisocyanate Wood Adhesives. In Advanced Wood Adhesives Technology; Marcel Dekker: New York, NY, USA, 1994; pp. 273–282. [Google Scholar]
- Lay, D.G.; Cranley, P.; Pizzi, A. Polyurethane Adhesives. In Handbook of Adhesive Technology; Pizzi, A., Mittal, K.L., Eds.; CRC Press: Boca Raton, FL, USA, 2018; pp. 321–348. [Google Scholar]
- Ostendorf, K.; Ahrens, C.; Beulshausen, A.; Tene Tayo, J.L.; Euring, M. On the Feasibility of a PMDI-Reduced Production of Wood Fiber Insulation Boards by Means of Kraft Lignin and Ligneous Canola Hulls. Polymers 2021, 13, 1088. [Google Scholar] [CrossRef]
- Kühnel, I.; Podschun, J.; Saake, B.; Lehnen, R. Synthesis of Lignin Polyols via Oxyalkylation with Propylene Carbonate. Holzforschung 2015, 69, 531–538. [Google Scholar] [CrossRef]
- Vieira, F.R.; Gama, N.; Magina, S.; Barros-Timmons, A.; Evtuguin, D.V.; Pinto, P.C.O.R. Polyurethane Adhesives Based on Oxyalkylated Kraft Lignin. Polymers 2022, 14, 5305. [Google Scholar] [CrossRef]
- Eraghi Kazzaz, A.; Hosseinpour Feizi, Z.; Fatehi, P. Grafting Strategies for Hydroxy Groups of Lignin for Producing Materials. Green Chem. 2019, 21, 5714–5752. [Google Scholar] [CrossRef]
- Vieira, F.R.; Barros-Timmons, A.; Evtuguin, D.V.; Pinto, P.C.O.R. Oxyalkylation of LignoboostTM Kraft Lignin with Propylene Carbonate: Design of Experiments towards Synthesis Optimization. Materials 2022, 15, 1925. [Google Scholar] [CrossRef] [PubMed]
- Alder, C.M.; Hayler, J.D.; Henderson, R.K.; Redman, A.M.; Shukla, L.; Shuster, L.E.; Sneddon, H.F. Updating and Further Expanding GSK’s Solvent Sustainability Guide. Green Chem. 2016, 18, 3879–3890. [Google Scholar] [CrossRef]
- Stone, K.R. Environmental Profile for Propylene Carbonate; U.S. Environmental Protection Agency: Washington, DC, USA, 1998.
- Adeleye, A.I.; Patel, D.; Niyogi, D.; Saha, B. Efficient and Greener Synthesis of Propylene Carbonate from Carbon Dioxide and Propylene Oxide. Ind. Eng. Chem. Res. 2014, 53, 18647–18657. [Google Scholar] [CrossRef]
- Marques, A.P.; Evtuguin, D.V.; Magina, S.; Amado, F.M.L.; Prates, A. Chemical Composition of Spent Liquors from Acidic Magnesium–Based Sulphite Pulping of Eucalyptus globulus. J. Wood Chem. Technol. 2009, 29, 322–336. [Google Scholar] [CrossRef]
- Wagner, J.R.; Mount, E.M.; Giles, H.F. Design of Experiments. In Extrusion; Elsevier: Amsterdam, The Netherlands, 2014; pp. 291–308. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2013; ISBN 978-1118-14692-7. [Google Scholar]
- Papadopoulos, A.N.; Hill, C.A.S.; Traboulay, E.; Hague, J.R.B. Isocyanate Resins for Particleboard: PMDI vs EMDI. Holz als Roh Werkst. 2002, 60, 81–83. [Google Scholar] [CrossRef]
- Alonso, M.V.; Oliet, M.; Rodríguez, F.; Astarloa, G.; Echeverría, J.M. Use of a Methylolated Softwood Ammonium Lignosulfonate as Partial Substitute of Phenol in Resol Resins Manufacture. J. Appl. Polym. Sci. 2004, 94, 643–650. [Google Scholar] [CrossRef]
- NP EN 322:2002; Wood-Based Panels—Determination of Moisture Content. Instituto Português da Qualidade: Caparica, Portugal, 2002.
- NP EN 323:2002; Wood-Based Panels—Determination of Density. Instituto Português da Qualidade: Caparica, Portugal, 2002.
- NP EN 317:2002; Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water. Instituto Português da Qualidade: Caparica, Portugal, 2002.
- BS EN 311:2002; Wood-Based Panels—Surface Soudness—Test Method. European Committee for Standardization: Brussels, Belgium, 2002.
- NP EN 319:2002; Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. Instituto Português da Qualidade: Caparica, Portugal, 2002.
- NP EN ISO 12460-5:2015; Wood-Based Panels—Determination of Formaldehyde Release 5: Extraction Method. Instituto Português da Qualidade: Caparica, Portugal, 2017.
- NP EN 310:2002; Wood-Based Panels—Determination Modulus of Elasticity in Bending and of Bending Strength. Instituto Português da Qualidade: Caparica, Portugal, 2002.
- Papadopoulos, A.N. Property Comparisons and Bonding Efficiency of UF and PMDI Bonded Particleboards as Affected by Key Process Variables. Bioresources 2006, 1, 201–208. [Google Scholar] [CrossRef]
- Sun, S.; Zhao, Z.; Shen, J. Effects of the Manufacturing Conditions on the VOCs Emissions of Particleboard. Bioresources 2020, 15, 1074–1084. [Google Scholar] [CrossRef]
- Athanassiadou, E.; Ohlmeyer, M. Emissions of Formaldehyde and VOC from Wood-Based Panels. In Performance in Use and New Products of Wood Based Composites; Fan, M., Ohlmeyer, M., Irle, M., Haelvoet, W., Athanassiadou, E., Rochester, I., Eds.; Brunel University Press: London, UK, 2009; pp. 219–240. [Google Scholar]
- Salem, M.Z.M.; Böhm, M. Understanding of Formaldehyde Emissions from Solid Wood: An Overview. Bioresources 2013, 8, 4775–4790. [Google Scholar] [CrossRef]
- Ferra, J. Optimization of Urea-Formaldehyde Resins for the Manufacture of Wood-Based Panels. Ph.D. Thesis, Faculty of Engineering of the University of Porto, Porto, Portugal, 2010. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Levels | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| % pMDI (core layer) | 1 | 2 | 3 |
| % PC (core layer) | 1 | 2 | 3 |
| % LS (surface layers) | 5 | 10 | 15 |
| Test | % pMDI (Core Layer) | % PC (Core Layer) | % LS (Surface Layers) |
|---|---|---|---|
| 1 | 1 | 1 | 15 |
| 2 | 1 | 1 | 5 |
| 3 | 2 | 2 | 5 |
| 4 | 2 | 2 | 15 |
| 5 | 2 | 2 | 10 |
| 6 | 2 | 2 | 10 |
| 7 | 3 | 1 | 5 |
| 8 | 1 | 3 | 5 |
| 9 | 3 | 3 | 5 |
| 10 | 3 | 1 | 15 |
| 11 | 1 | 3 | 15 |
| 12 | 3 | 3 | 15 |
| 13 | 1 | 2 | 10 |
| 14 | 3 | 2 | 10 |
| 15 | 2 | 1 | 10 |
| 16 | 2 | 3 | 10 |
| Test | % pMDI (Core Layer) | % PC (Core Layer) | % LS (Surface Layers) | IB/ N/mm2 | SS/ N/mm2 | TS/ % | Formaldehyde Content/ mg/100 g Oven-Dry Board |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 15 | 0.32 | 0.44 | 45.2 | 3.0 |
| 2 | 1 | 1 | 5 | 0.22 | 0.22 | 48.1 | 3.1 |
| 3 | 2 | 2 | 5 | 0.18 | 0.21 | 42.9 | 3.3 |
| 4 | 2 | 2 | 15 | 0.53 | 0.56 | 39.3 | 3.0 |
| 5 | 2 | 2 | 10 | 0.43 | 0.35 | 37.8 | 3.1 |
| 6 | 2 | 2 | 10 | 0.41 | 0.30 | 43.6 | 2.9 |
| 7 | 3 | 1 | 5 | 0.25 | 0.24 | 42.0 | - |
| 8 | 1 | 3 | 5 | 0.23 | 0.24 | 49.1 | - |
| 9 | 3 | 3 | 5 | 0.22 | 0.26 | 39.9 | 3.9 |
| 10 | 3 | 1 | 15 | 0.65 | 0.57 | 38.2 | - |
| 11 | 1 | 3 | 15 | 0.36 | 0.51 | 40.2 | - |
| 12 | 3 | 3 | 15 | 0.59 | 0.67 | 37.0 | - |
| 13 | 1 | 2 | 10 | 0.43 | 0.46 | 43.5 | - |
| 14 | 3 | 2 | 10 | 0.43 | 0.45 | 37.7 | - |
| 15 | 2 | 1 | 10 | 0.44 | 0.43 | 45.0 | - |
| 16 | 2 | 3 | 10 | 0.44 | 0.44 | 43.7 | - |
| Sample | Core Layer Wood Mix | Surface Layer Wood Mix | LS/pMDI PBs (Average of All Boards) |
|---|---|---|---|
| Formaldehyde content/ mg/100 g oven-dry board | 3.3 | 2.9 | 3.2 ± 0.3 |
| Properties | Optimum | |
|---|---|---|
| Predicted | Experimental | |
| IB/N/mm2 | 0.40 ± 0.02 | 0.41 |
| SS/N/mm2 | 0.55 ± 0.02 | 0.52 |
| TS/% | 40.7 ± 1.0 | 45.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonçalves, S.; Paiva, N.T.; Martins, J.; Carvalho, L.H.; Magalhães, F.D. Fast-Curing 3-Layer Particleboards with Lignosulfonate and pMDI Adhesives. Forests 2024, 15, 948. https://doi.org/10.3390/f15060948
Gonçalves S, Paiva NT, Martins J, Carvalho LH, Magalhães FD. Fast-Curing 3-Layer Particleboards with Lignosulfonate and pMDI Adhesives. Forests. 2024; 15(6):948. https://doi.org/10.3390/f15060948
Chicago/Turabian StyleGonçalves, Sofia, Nádia T. Paiva, Jorge Martins, Luísa H. Carvalho, and Fernão D. Magalhães. 2024. "Fast-Curing 3-Layer Particleboards with Lignosulfonate and pMDI Adhesives" Forests 15, no. 6: 948. https://doi.org/10.3390/f15060948
APA StyleGonçalves, S., Paiva, N. T., Martins, J., Carvalho, L. H., & Magalhães, F. D. (2024). Fast-Curing 3-Layer Particleboards with Lignosulfonate and pMDI Adhesives. Forests, 15(6), 948. https://doi.org/10.3390/f15060948