Abstract
Increasing environmental awareness and the carbon-storing capability of wood have amplified its relevance as a building material. The demand for high-quality wood species necessitates exploring alternative, underutilized wood sources due to limited forest areas and premium wood volume. Consequently, the veneer-based industry is considering lower-value hardwood species like grey alder (Alnus Incania), black alder (Alnus glutinosa), and aspen (Populus tremula) as substitutes for high-quality birch (Betula pendula). Initially less appealing due to their lower density and mechanical properties, these species show promise through densification, which enhances their density, strength, and hardness. This study aims to enhance plywood screw withdrawal capacity and surface hardness by densifying low-density wood species and using them in plywood face-veneer layers, or in all layers. The relationship between the wood density, surface hardness, and screw withdrawal capacity of plywood made of low-value species like aspen and black alder is examined. Experimental work with a pilot-scale veneer and plywood production line demonstrates improved surface hardness (65% and 93% for aspen and black alder, respectively) and screw withdrawal capacity (16% and 35% for aspen and black alder, respectively) in densified face veneer plywood. This research highlights the potential of densified low-value wood species to meet construction requirements, expanding their practical applications.
1. Introduction
Wood’s relevance as a building material has grown due to increased environmental awareness and wood’s ability to store carbon, which plants receive as carbon dioxide from the atmosphere via photosynthesis. New procedures for increasing the characteristics of wood have been developed, expanding the areas of its use and the range of conceivable applications [1]. This situation underscores the significant reliance on high-quality wood species, prompting the exploration of alternative, underutilized wood sources due to limitations in forest area and the available volume of such premium wood. Consequently, the veneer-based industry is actively seeking substitutes for high-quality birch (Betula pendula), considering lower-value hardwood species like grey alder (Alnus Incania), black alder (Alnus glutinosa), and aspen (Populus tremula). These species, characterized by lower density, hardness, and mechanical properties, were initially less appealing to the industry.
However, research suggests that wood densification presents a viable avenue for enhancing wood’s performance, thus potentially promoting the utilization of these alternative, low-value wood species [2,3,4]. This favourable process enhances various aspects of wood, including density, strength, and hardness [5]. Particularly significant for low-density wood, densification improves its suitability for advanced engineering structures and applications [6]. Wood density, a key characteristic influenced by densification, holds considerable importance for the forest industry, impacting the suitability of wood as a raw material for wood polymer composites [7]. Densified plywood, in which wood veneers have been compressed to increase their density, has various practical applications across different fields. Research has shown that densified plywood offers advantages such as shorter pressing times, reduced glue consumption, and lower pressing pressures without compromising bonding strength [8].
Densified plywood, which undergoes a process to enhance its structural properties, finds several practical applications. In construction, densified plywood serves as an inexpensive alternative to solid wood boards. It can be used for floors, walls, and roofs due to its strength, durability, and resistance to warping and cracking [5]. In the automotive industry, densified plywood can be used in car interiors, such as dashboards and door panels. In marine applications, its improved dimensional stability and resistance to bio-deterioration make it useful for boat interiors and decks.
Screws have become increasingly common in plywood applications when it is used as a construction material. However, low-density wood species do not have enough screw withdrawal capacity when used in construction or packaging. The screw withdrawal resistance in plywood is influenced by various factors such as wood species, surface hardness, density, and shear strength. The withdrawal capacity of screws is affected by the wood species. Ayteking et al. [9] showed that high-density wood species such as oak wood exhibited the highest screw withdrawal resistance, followed by Stone pine (Pinus pinea), black pine (Pinus thunbergia), and fir (Abies). The withdrawal capacity of wood screws is positively correlated with wood density, as evidenced by a study on Japanese larch cross-laminated timber, which demonstrated that with a density increment of 0.05 g·cm−3, the withdrawal capacity increased by an average of 9.4% [10]. Similarly, it has been reported that there is a positive linear relationship between the withdrawal capacity of the screw and the specific gravity [11]. The relationship between residual density and screw withdrawal capacity has been found to be directly proportional, indicating that screw withdrawal capacity decreases as wood density decreases through biodegradation [12].
Furthermore, the shear strength of wood is a crucial factor in assessing screw withdrawal load resistance, as it describes the connection between wood fibres and the screw [13]. Mclain’s [14] work suggests that smaller-diameter fasteners in low-density species may require a change in design strength. The established relationship between wood density and screw withdrawal capacity suggests that a lower density corresponds to a decreased screw withdrawal capacity, while a higher density correlates with increased capacity [12,15]. These findings underscore the pivotal role of wood density in determining fastener withdrawal capacity. Consequently, research aims to densify low-density wood species to enhance their screw withdrawal capacity.
In veneer-based products, it is possible to densify each veneer layer separately and combine them in composites in such way that you can only have outer layers densified to achieve optimal strength. In this case, the surface hardness will be important factor that is shown to significantly increase with the densification process [16]. Furthermore, the radial densification of wood has been shown to enhance its hardness across three anatomical directions [17], while surface densification has demonstrated significant improvements in the Janka hardness of wood, particularly at higher pressing temperatures [18]. This process also holds promise for enhancing the hardness of the outer layers of veneer-based products, thereby opening new avenues for the utilization of low-density species [19], which in turn contributes to increased screw withdrawal capacity [20].
In addition, in hybrid cross-laminated timber, the withdrawal resistance of screws is influenced by the contact area between the screw and the wood material, revealing a link between withdrawal resistance and hardness [21]. This relationship extends to various panel materials, where the screw withdrawal capacity increases with higher panel density and cellulose nanofibril (CNF) addition ratio, indicating a correlation between hardness and screw withdrawal capacity [15]. Notably, improvements in wood’s strength properties resulting from densification have been shown to enhance the holding capacity of fasteners [22]. Moreover, research underscores the significant impact of wood densification on the withdrawal capacity of nails (up to 200%) and screws (up to 140%) [23].
This study examined the need to support or disapprove the claim that using densified low-value wood for plywood face veneers will increase the fastener holding capacity, making it enough for construction applications. For this, low-value and low-density wood species such as aspen and black alder were densified and used in plywood face veneers or in all layers. This research tested the hypothesis that adding only densified face veneers to the plywood will increase the fastener holding capacity of the whole plywood panel, and with harder surfaces will produce a higher screw holding capacity. The relationships between the surface hardness and screw withdrawal capacity of plywood made of different low-value hardwood species with and without densification were examined.
2. Materials and Methods
2.1. Veneer Preparation
This study used veneers from three distinct hardwood species for plywood production: silver birch (Betula pendula Roth), black alder (Alnus glutinosa L.), and common aspen (Populus tremula L.). Aspen and alder were selected as low-value and underutilized wood species in Estonia, offering alternatives to extensively used birch in the North European plywood industry. These hardwood species, despite having lower density and strength, have previously been established as suitable for alternative species to birch in plywood [24,25]. The logs were freshly felled in October 2022 at Järvselja, Tartu County, Estonia, Järvselja Learning and Experimental Forest Foundation. The birch trees had an average stand age of 59 years, the black alder 26 years, and the aspen 66 years, all weighted by area. The log nominal lengths were 3 m, and average diameters were 24 cm (birch), 26 cm (black alder), and 33 cm (aspen).
The rotary-peeling method was based on our previous study; Kallakas et al. [25]. The logs were cut into 1.3 m long peeler blocks and immersed in a water bath at 40 °C for 24 h. Before peeling, peeler blocks were debarked and variables such as temperature, moisture content (MC), log length, and annual ring widths were measured. After that, peeler blocks were rotary-peeled into 3.34 mm-thick green veneer using an industrial-sized peeling lathe (Model 3HV66; Raute Oyj, Lahti, Finland). Peeling speed was 60 m·min−1, knife sharpening angle 19°, and compression rate 7%. After the peeling process, the veneer matt was cut into sheets with dimensions of 900 × 450 mm2 using a pneumatic guillotine (Wärtsilä Corporation, Helsinki, Finland). Subsequently, veneer sheets were dried in a laboratory-scale veneer dryer (Raute Oyj, Lahti, Finland) at 170 °C. The drying cycle durations varied based on wood species and veneer thickness, as outlined in Table 1. After, veneers were stored at 25 ± 2 °C and 20 ± 5% relative humidity (RH) in the conditioned room to maintain a target moisture content of 4.5 ± 1.5%, which is necessary for subsequent gluing applications.

Table 1.
Drying times of different hardwood veneer thicknesses.
2.2. Veneer Densification
Following conditioning and drying, veneers free of any wood flaws were picked out with care and then cut into 280 × 430 mm2 pieces. After that, the specimens were densified with a thermo-mechanical process at Luleå University of Technology, located in Northern Sweden. Densified veneer samples with dimensions of 50 × 200 mm2 were produced. The specimens were conditioned at 20 ± 2 °C and 65 ± 5% RH until they reached equilibrium moisture content (EMC) prior to densification. Densification was carried out at relatively low temperatures by purposefully allowing an increase in MC to lower the glass-transition temperature [26]. In a laboratory hot press (HLOP15, Höfer Presstechnik GmbH, Taiskirchen, Germany), the veneers were compressed uniaxially between heated plates (150 °C). Here, 1.5 mm was set as the target veneer thickness, which was upheld by mechanical stops. The target compression ratio was achieved by starting with an initial thicknesses of 3.0 mm and compressing down to 50%. After placing the specimens on the heated plate, the pressing cycle was started.
A specimen lost about 1% of its MC between the start of the cycle and complete contact with both press hotplates. To plasticize the wood, a low contact pressure was first applied and maintained for 10 s to raise the surface temperature. After that, the pressure was raised to achieve a compression rate of 0.1 m·s−1 until the desired thickness was attained. The specimens were kept hot and under pressure for 240 s. Afterward, the press’s interior water circulation was used to cool the platens until they reached 35 °C (6 min). The pressure was removed once the cooling procedure was complete. Before undergoing any processing, each specimen was thereafter securely wrapped in plastic film to avoid moisture changes.
2.3. Plywood Manufacturing
The plywood lay-up schemes were developed using the standard cross-band construction approach, resulting in three plywood types with seven layers, as detailed in Table 2 and Figure 1. Plywood specimens were prepared with dimensions of 200 × 50 × 9 mm. Undensified plywood served as the control (UN), made with undensified 1.5 mm thick veneers. FVD and AVD plywoods were made of 3.0 mm densified face veneers or with all layers of densified veneers, respectively. For plywood making, phenol formaldehyde (PF) resin (Prefere Resins Finland Oy, Hamina, Finland) with a solid content of 49% was used. Using an adhesive roller (Black Bros 22-D, Mendota, IL, USA), glue was applied to each glue line while the spread rate varied depending on wood species due to the different surface roughness. Total glue consumption was calculated by weighing the veneers before and after spreading (Table 3).
Table 2.
Plywood type description.

Figure 1.
Plywood lay-up schemes (yellow—undensified veneers, orange—densified veneers).
Table 3.
Glue consumptions of different plywood types.
The panels were then subjected to hot pressing using a hydraulic press at 130 °C with a pressing pressure of 1.4 MPa. For the study, a total of 90 plywood samples were constructed. To assess the effect of densification, aspen and black alder veneers that were initially 3.0 mm thick were densified to 1.5 mm. The purpose of this stage was to study how the densification of veneers will affect various plywood properties. After, specimens were cut into the respective dimensions for further testing and conditioned at in an environment with a 65 ± 5% RH and a temperature of 20 ± 2 °C.
2.4. Density Determination
The density of densified and undensified plywood samples was determined in accordance with EN 323 [27]. A sliding calliper was used to measure length, width, and thickness to an accuracy of 0.01 mm. The test specimens were weighed on a balance with an accuracy of 0.001 g. The test specimens were cut into squares with nominal side lengths of 50 mm. Overall, 90 samples were evaluated. Test specimens with constant mass were conditioned in an environment with a 65 ± 5% RH and a temperature of 20 ± 2 °C. The density of plywood samples was calculated by dividing the weight of the specimens by volume.
2.5. Brinell Hardness Determination
The Brinell hardness values of the densified and undensified plywood samples were determined using the procedures outlined in the EN 1534 [28]. Prior to testing, specimens were conditioned in an environment with a 65 ± 5% RH and a temperature of 20 ± 2 °C. Then, the specimen’s surface was indented with a 10 mm diameter hardened steel ball under a 1000 N load for 25 s using the universal electromechanical testing machine (Zwick/Roell Z050, ZwickRoell GmbH, Ulm, Germany). The diameter of the indentation left in the specimen was measured using a calliper with an accuracy of 0.01 mm. The Brinell hardness number was obtained by dividing the applied load by the area of the indentation. Overall, 90 samples were evaluated.
2.6. Screw Withdrawal Capacity and Load Determination
All tests for the screw withdrawal capacity and load determination were conducted on the universal electromechanical testing machine (Zwick/Roell Z050, ZwickRoell GmbH, Germany) according to EN 13446 [29]. Prior to testing, specimens were conditioned in an environment with a 65 ± 5% RH and a temperature of 20 ± 2 °C until constant mass was achieved. Screw withdrawal capacity test was performed from the tangential section of densified and undensified plywood surfaces. A crosshead loading rate of 2 mm·min−1 was applied until maximum load was achieved. Ultimate withdrawal load was determined, and screw withdrawal capacity was calculated, dividing the ultimate load by the radius and penetration depth of the screw. For that, 3.0 × 50 mm galvanized wood screws were used in this test and, overall, 90 samples were evaluated.
2.7. Statistical Analysis
For statistical analysis, a one-way ANOVA was performed on all groups with an alpha level of 0.05. When a significant p-value was observed, the Bonferroni correction was applied by adjusting the alpha level for multiple comparisons (t-tests). The new alpha level was set at 0.017 for three comparisons. The Pearson correlation coefficients (r) and corresponding p-values were computed using MS Excel’s Data Analysis Toolpak/Regression to assess the strength and direction of the relationships between variables, such as density and Brinell hardness and screw withdrawal capacity.
3. Results and Discussion
3.1. Density of Plywood
To see how wood densification will affect low-value hardwood species-based plywood densities and how they compare to those of standard birch plywood, samples with all layers densified (AVD) and only face veneers densified (FVD) were made and compared with undensified (UN) samples. The densities of plywood samples made from different hardwood species and densified veneer layers are shown in Figure 2. From these results, it can be seen that the density of plywood is significantly (p < 0.017) influenced by the hardwood species used. Veneer densification clearly increases the density of aspen and black alder plywood. As expected, the highest density was achieved when all layers of plywood were densified. Black alder FVD and AVD plywood stood out by achieving a density similar to or higher than the 824.30 kg·m−3 density of UN birch plywood (821.98 kg·m−3 and 896.73 kg·m−3, respectively). Furthermore, black alder AVD plywood showed a density 72.43 kg·m−3 higher (p = 0.005) than the density of birch UN plywood.
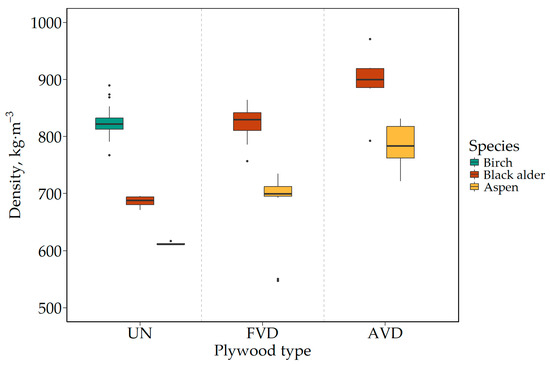
Figure 2.
Average density values for the tested plywood types.
Within aspen and black alder plywood samples, all the different plywood types showed significant differences in densities (p < 0.017), proving that densification greatly influenced the density of the plywood. This is understandable when considering that a higher number of densified veneers in plywood will also increase the overall plywood panel density. Similarly, Bekhta et al. [30] showed that wood species and different types of veneer densification have great effects on plywood density. Madhoushi et al. [23] showed that a 50% densification level will increase the plywood density by nearly two times. In our instance, we had a 50% densification ratio of black alder and aspen veneers. These densified veneers were added to the plywood lay-up as face veneers (FVD) or in all layers (AVD). In the instance of black alder, we observed a 20% and 31% increase in density for FVD and AVD plywood, respectively, as compared to UN plywood while with aspen, similarly, we saw a 11% and 28% increase in density for FVD and AVD plywood, respectively, as compared to UN plywood.
The density of plywood is also influenced by the glue consumption [2,24]. In our study, we saw a deviation in glue spreading rates (Table 3), where AVD plywood had lower glue consumption due to compressed structure and smoother surfaces (not measured in this study). However, the density of these plywood types (AVD) was still the highest, emphasizing how significantly the final plywood density is affected by the addition of densified veneers into the plywood.
3.2. Brinell Hardness of Plywood
As demonstrated above, compressing the veneers increases the overall density of the plywood. Here, we see that veneer densification will also lead to a significant (p < 0.017) increase in Brinell hardness compared to UN plywood (see Figure 3). The Brinell hardness of the FVD aspen and black alder plywood was 65% and 93% higher, respectively, compared to the UN plywood. This significant change in hardness due to densification has previously been found in several research studies and could be attributed to the closing of the vessel and fibre lumens as well as lathe check conglutination [31,32,33,34]. However, we saw no significant (p > 0.5) increase compared to FVD plywood in the Brinell hardness when all layers of plywood lay-up were densified (AVD). This could be explained with the Brinell hardness measurement method, where hardness is only obtained from the one surface of the plywood panel, and other layers did not have an effect on the hardness of the plywood. However, previous studies have highlighted that hardness values are greatly dependant on the wood density and force applied to wood composites, and the deeper the indenter penetrates, the more the values are influenced by the undensified wood’s hardness [35,36,37,38,39].
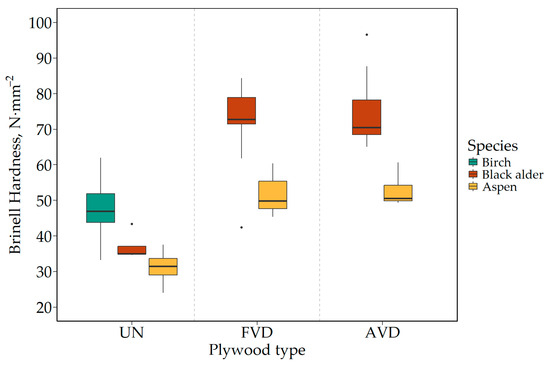
Figure 3.
Average hardness values for the tested plywood types.
Furthermore, it is shown that Brinell hardness can benefit from more layers of densified wood in the composite [40]. In our study, the data indicated that the substrate had no effect on the surface hardness of the plywood. We measured the Brinell hardness with a constant applied force of 1000 N and the results of the hardness tests were largely governed by the face veneer density rather than the entire plywood layup. This may be attributed to the combination of the force applied to measure hardness and the high density of the substrate, which was sufficient to withstand the indentation force. Alternatively, it could be due to the sufficient deformation of the densified layer itself, which deformed enough to prevent the substrate from influencing the hardness values.
When comparing the densification effect of low-value wood species to the hardness of birch control UN plywood samples, it is evident that densification significantly increases the surface hardness of low-value wood, matching or even surpassing that of birch (Figure 3). Aspen FVD plywood had a similar surface hardness to birch (p = 0.041), while AVD samples showed a slightly higher surface hardness than birch (p = 0.013). At the same time, black alder FVD and AVD plywood samples had significantly (p < 0.017) higher surface hardness than UN birch plywood.
The hardness data revealed that both species saw an increase in Brinell hardness from control specimens for both densified plywood types, with only a little difference between them (FVD and AVD, respectively). Increasing the surface hardness through densification broadens the variety of uses for low-value species, particularly in furniture applications, where the material is exposed to the user, as well as in flooring applications.
3.3. Screw Withdrawal Load and Capacity of Plywood
We looked for the densification effect on low-value hardwood plywood screw holding properties. A positive trend in veneer densification was clearly visible on both screw withdrawal load and capacity (Figure 4). Here, we see that in the case of black alder (AVD plywood type), the veneer densification led to highest screw withdrawal load (1997.79 N) and capacity (59.38 N·mm−2). However, it was still not significantly higher (p = 0.022) than the birch UN plywood screw withdrawal capacity (57.87 N·mm−2).
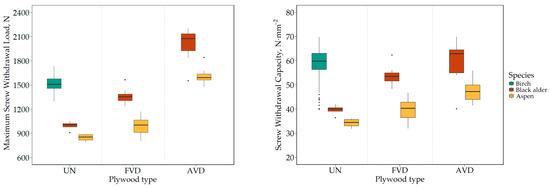
Figure 4.
Average screw withdrawal load (left) and capacity (right) values for the tested plywood types.
Another notable observation is that the incorporation of additional densified layers into black alder plywood lay-up did not substantially enhance the screw withdrawal capacity, showing an increase of only 5.74 N·mm−2 (comparing FVD to AVD plywood), which was not statistically significant (p = 0.140). That is not the case with the maximum screw withdrawal load, where the AVD clearly shows a significantly (p < 0.017) higher maximum withdrawal load than the FVD plywood. That is reasonable because of the set recovery effect in densified plywood samples, where AVD plywood thickness becomes higher than the FVD plywood thickness, when densified veneers expand over time. Due to that, screw withdrawal capacity, which is calculated from load divided by thickness, reduces its significance. Conversely, when considering only the load (excluding thickness), there remains a highly significant difference between the FVD and AVD plywood types.
Aspen fibres are generally loose in wood products, which leads to a low fastener holding strength. Here, we looked to improve the aspen screw holding capacity through veneer densification, which leads to a more compact structure of the wood. When looking at the veneer densification effect on aspen plywood types, then we can see a significant (p < 0.017) increase in both screw withdrawal load and capacity for all the plywood types as compared to the UN plywood. This improvement could be attributed to the compressed fibres and compact structure of densified wood, which leads to a better connection between screw threads and wood that increases with a higher number of densified layers in the plywood lay-up. However, none of the densified aspen plywood variants achieved the screw withdrawal capacity of birch UN plywood.
Based on our data, we can say that we are able to greatly improve the screw holding capacity (35% and 16% for FVD black alder and aspen, respectively) by just adding a face layer of densified wood to plywood (when compared to UN plywood). Higher improvements were achieved when all layers of plywood were densified (50% and 38% for AVD black alder and aspen, respectively) as compared to UN plywood. In construction applications such as floors, walls, and roofs, this increased screw withdrawal load and capacity enables the use of low-value wood species in densified plywood lay-up. Furthermore, this increased screw withdrawal capacity broadens the use of low-value hardwood plywood for furniture connections and as a packaging material.
3.4. Density-Specific Mechanical Properties
In this study, we examined plywood samples with varying densities (UN, FVD, AVD). To see if there were any correlations and to understand the effect of density on the surface hardness of the plywood, the density values were plotted against the Brinell hardness (Figure 5). The most notable observation was that the highest density plywood (AVD) did not result in a significant increase in surface hardness compared to the FVD plywood. As said before, this could be elucidated using the Brinell hardness measurement method, which derives hardness solely from one surface of the plywood panel and is less affected by the other layers within the plywood.
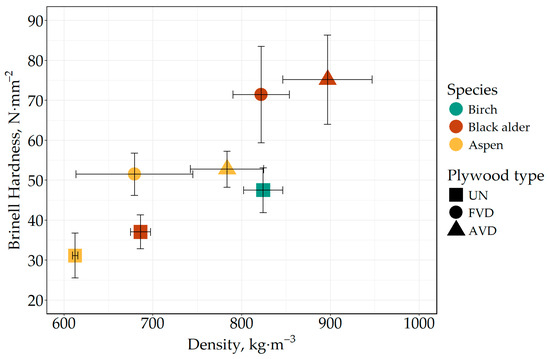
Figure 5.
Plywood density vs. surface hardness.
Next, this research looked at how well the density of plywood can correlate to surface hardness. The data for all the plywood samples combined gives a positive correlation of r = 0.50 and p < 0.05, suggesting that plywood density has an impact on surface hardness. When looking at the different plywood types, then we can see that adding one layer of densified veneer (FVD plywood type) will have positive correlation (r = 0.54 and p < 0.05 for aspen plywood and r = 0.92 and p < 0.05 for black alder plywood) with density and surface hardness as compared to UN plywood. With AVD plywood types, the significant positive correlations compared to UN plywood stay the same.
However, when adding more layers of densified veneers into the plywood lay-up, thereby increasing the overall density of the plywood, the surface hardness increase is not significant. In this case, we see only slight positive correlations between density and surface hardness, which are not significant (r = 0.36 and p = 0.13 for FVD vs. AVD aspen plywood and r = 0.38 and p = 0.12 for FVD vs. AVD black alder plywood). This suggests that surface hardness is only significant influenced by the top layer density of the plywood. However, surface hardness could also be influenced by the force exerted on the wood composite; as the indenter penetrates deeper, the values could be increasingly influenced by the hardness of the undensified wood [35,36,37]. In this study, we kept force constant (1000 N) and did not observe this effect.
We saw previously that the screw withdrawal capacity was positively correlated with plywood type (Figure 4, right). Therefore, we looked at how well it correlates with plywood density. As expected, the screw withdrawal capacity was heavily influenced by the plywood density (Figure 6) and all our plywood types had a statistically significant strong positive correlation between plywood density and screw withdrawal capacity (r = 0.776 and p < 0.05). These strong positive correlations stayed the same between all the plywood types within the wood species. This is consistent with the general tendency for wood materials to have a higher screw withdrawal capacity when wood density is higher [41,42,43,44]. It also supports our hypothesis, that increasing the low-value wood density by densification will lead to higher screw holding capacity. However, when looking at density increase versus screw withdrawal capacity in comparison with birch UN plywood, then only black alder manages to reach a similar screw withdrawal capacity. While the density of the black alder AVD plywood is 9% higher than birch UN plywood (p = 0.005), the screw withdrawal capacity difference is not significant (p = 0.681).
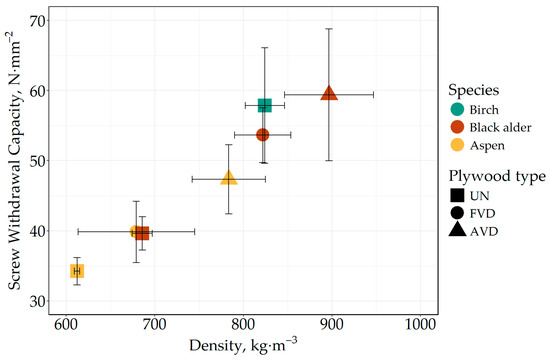
Figure 6.
Plywood density vs. screw withdrawal capacity.
Because surface hardness is one of the main properties that is greatly influenced by wood densification, as seen above (Figure 3), it is also important to consider how well surface hardness contributes to screw withdrawal capacity. The positive effect of increasing the surface hardness on the screw withdrawal capacity is visible in Figure 7. After adding one layer of densified aspen veneer with a higher surface hardness to the aspen plywood, the screw withdrawal capacity is increased by 16% (comparing aspen UN plywood to aspen FVD plywood type) which gives a positive correlation of r = 0.495 between surface hardness and screw withdrawal capacity, although this is not significant (p = 0.061). The correlation is improved when all layers are densified (comparing aspen UN plywood to aspen AVD plywood type), giving a significant positive correlation of r = 0.568 and p = 0.004.
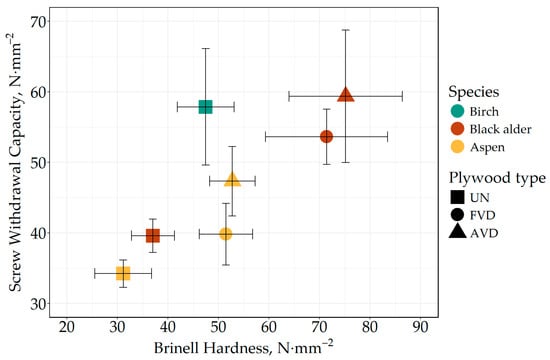
Figure 7.
Plywood surface hardness vs. screw withdrawal capacity.
However, with black alder, we see a much higher (35%) screw withdrawal capacity increase with the surface hardness increase from black alder UN plywood to black alder FVD plywood, giving a significant strong positive correlation between surface hardness and screw withdrawal capacity (r = 0.863 and p < 0.05). Conversely, we saw only slight positive correlations which were not significant (r = 0.330, p = 0.167 and r = 0.316, p = 0.200 for aspen and black alder plywood, respectively) between surface hardness and screw withdrawal capacity when adding more layers of densified veneers to plywood lay-up (from FVD plywood to AVD plywood type). Despite surface hardness not improving significantly from FVD plywood to AVD plywood, the screw withdrawal capacity still increased by 19% (p = 0.004) for aspen plywood and by 11% (p = 0.140) for black alder plywood, although this fell short of our set threshold for statistical significance, 0.05.
This suggests that screw withdrawal capacity is affected more on the compact and dense wood structure, rather than wood surface hardness. Though we observed positive correlations between the UN and FVD plywoods’ surface hardness and screw withdrawal capacity, it can be seen that density has a major role in determining screw withdrawal capacity. Our data imply that densifying and increasing low-value wood’s density might be the route to an improved screw withdrawal capacity of the plywood. This is consistent with the use of higher density wood to obtain a higher fastener holding capacity [41,42,43,44].
4. Conclusions
This study examined the correlations between the wood density, surface hardness, and screw withdrawal capacity of densified low-value hardwood veneer-based plywood. The aim was to understand how much difference there is if only densified face veneers were added to plywood versus incorporating all layers with densified veneers in plywood. Based on this study, the following observations can be made:
- Densifying low-value wood veneers and incorporating them into the plywood lay-up significantly increases the overall density of the plywood. However, only black alder AVD plywood gained higher density than birch UN plywood.
- A statistically significant positive correlation (r = 0.776 and p < 0.05) between plywood density and screw withdrawal capacity was noted, which stayed the same with all the plywood types within the different wood species. These data support the hypothesis that increased plywood density with only surface veneers densified will lead to significant screw withdrawal capacity improvement. Nonetheless, the screw withdrawal capacity of birch UN plywood remained highest, together with black alder AVD plywood.
- Having more densified layers in plywood significantly contributed to the screw withdrawal capacity. This improvement can be attributed to the compressed fibres and compact structure of the densified wood, which enhance the connection between the screw threads and the wood.
- The surface hardness of the plywood was significantly influenced by the plywood face veneer layer density. The densities of the remaining plywood veneer layers did not show any significant contribution to the surface hardness.
Overall, it was noted that adding just densified face veneers to low-value hardwood plywood lay-up will have a substantial effect on plywood density, strength, and hardness. Therefore, incorporating all densified layers into plywood lay-up is not relevant unless special properties are needed.
Author Contributions
Conceptualization, T.A. and A.R.; methodology, T.A.; software, H.K.; validation, T.A., A.R. and H.K.; formal analysis, T.A. and H.K.; investigation, T.A., F.M. and A.S.; resources, J.K.; data curation, F.M. and T.A.; writing—original draft preparation, H.K.; writing—review and editing, A.S., T.A. and H.K.; visualization, H.K.; supervision, T.A.; project administration, J.K.; funding acquisition, H.K., A.R. and J.K. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Estonian Research Council grant (PRG2213) and Environmental Investment Center (RE.4.08.22-0012).
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to the confidentiality of the running project.
Acknowledgments
The authors would like to acknowledge the Environmental Investment Center for supporting this research.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Kariz, M.; Kuzman, M.K.; Sernek, M. The Effect of Heat Treatment on the Withdrawal Capacity of Screws in Spruce Wood. Bioresources 2013, 8, 4340–4348. [Google Scholar] [CrossRef]
- Shi, J.; Peng, J.; Huang, Q.; Cai, L.; Shi, S.Q. Fabrication of Densified Wood via Synergy of Chemical Pretreatment, Hot-Pressing and Post Mechanical Fixation. J. Wood Sci. 2020, 66, 5. [Google Scholar] [CrossRef]
- Mania, P.; Wróblewski, M.; Wójciak, A.; Roszyk, E.; Moliński, W. Hardness of Densified Wood in Relation to Changed Chemical Composition. Forests 2020, 11, 506. [Google Scholar] [CrossRef]
- Pelit, H.; Emiroglu, F. Density, Hardness and Strength Properties of Densified Fir and Aspen Woods Pretreated with Water Repellents. Holzforschung 2021, 75, 358–367. [Google Scholar] [CrossRef]
- Cabral, J.P.; Kafle, B.; Subhani, M.; Reiner, J.; Ashraf, M. Densification of Timber: A Review on the Process, Material Properties, and Application. J. Wood Sci. 2022, 68, 20. [Google Scholar] [CrossRef]
- Luan, Y.; Fang, C.H.; Ma, Y.F.; Fei, B.H. Wood Mechanical Densification: A Review on Processing. Mater. Manuf. Process. 2022, 37, 359–371. [Google Scholar] [CrossRef]
- Silvennoinen, R.V.J.; Palviainen, J.; Kellomaeki, S.; Peltola, H.; Sauvala, K. Detection of Wood Density by a Diffractive-Optics-Based Sensor. In Proceedings of the 18th Congress of the International Commission for Optics: Optics for the Next Millennium, San Francisco, CA, USA, 2–6 August 1999. [Google Scholar]
- Bekhta, P.; Sedliačik, J.; Bekhta, N. Effects of Selected Parameters on the Bonding Quality and Temperature Evolution Inside Plywood During Pressing. Polymers 2020, 12, 1035. [Google Scholar] [CrossRef]
- Aytekin, A. Determination of Screw and Nail Withdrawal Resistance of Some Important Wood Species. Int. J. Mol. Sci. 2008, 9, 626–637. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Zhang, S.; Wu, G.; Gong, Y.; Ren, H. Withdrawal Properties of Self-Tapping Screws in Japanese Larch (Larix kaempferi (Lamb.) Carr.) Cross Laminated Timber. Forests 2021, 12, 524. [Google Scholar] [CrossRef]
- Suhaily, S.S.; Gopakumar, D.A.; Aprilia, N.A.S.; Rizal, S.; Paridah, M.T.; Khalil, H.P.S.A. Evaluation of Screw Pulling and Flexural Strength of Bamboo-Based Oil Palm Trunk Veneer Hybrid Biocomposites Intended for Furniture Applications. Bioresources 2019, 14, 8376–8390. [Google Scholar] [CrossRef]
- Oh, S.C. Residual Strength Estimation of Decayed Wood by Insect Damage through In Situ Screw Withdrawal Strength and Compression Parallel to the Grain Related to Density. J. Korean Wood Sci. Technol. 2021, 49, 541–549. [Google Scholar] [CrossRef]
- Gašparík, M.; Barcík, Š.; Borůvka, V.; Holeček, T. Impact of Thermal Modification of Spruce Wood on Screw Direct Withdrawal Load Resistance. Bioresources 2015, 10, 1790–1802. [Google Scholar] [CrossRef]
- Mclain, T. Design Axial Withdrawal Strength from Wood. I. Wood Screws and Lag Screw. For. Prod. J. 1997, 47, 77–84. [Google Scholar]
- Leng, W.; Hunt, J.F.; Tajvidi, M. Screw and Nail Withdrawal Strength and Water Soak Properties of Wet-Formed Cellulose Nanofibrils Bonded Particleboard. Bioresources 2017, 12, 7692–7710. [Google Scholar] [CrossRef]
- Sandberg, D.; Haller, P.; Navi, P. Thermo-Hydro and Thermo-Hydro-Mechanical Wood Processing: An Opportunity for Future Environmentally Friendly Wood Products. Wood Mater. Sci. Eng. 2013, 8, 64–88. [Google Scholar] [CrossRef]
- Mania, P.; Hartlieb, K.; Mruk, G.; Roszyk, E. Selected Properties of Densified Hornbeam and Paulownia Wood Plasticised in Ammonia Solution. Materials 2022, 15, 4984. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Q.; Chen, C.; Tu, D.; Zhu, Z.; Li, K. Surface Densification of Poplar Solid Wood: Effects of the Process Parameters on the Density Profile and Hardness. Bioresources 2019, 14, 4814–4831. [Google Scholar] [CrossRef]
- Neyses, B.; Rautkari, L.; Yamamoto, A.; Sandberg, D. Pre-Treatment with Sodium Silicate, Sodium Hydroxide, Ionic Liquids or Methacrylate Resin to Reduce the Set-Recovery and Increase the Hardness of Surface-Densified Scots Pine. iForest 2017, 10, 857–864. [Google Scholar] [CrossRef]
- Perçin, O.; Altunok, M. The Effects of Heat Treatment, Wood Species and Adhesive Types on Screw Withdrawal Strength of Laminated Veneer Lumbers. Kastamonu Univ. J. For. Fac. 2019, 19, 152–163. [Google Scholar] [CrossRef]
- Pang, S.J.; Ahn, K.S.; Kang, S.G.; Oh, J.K. Prediction of Withdrawal Resistance for a Screw in Hybrid Cross-Laminated Timber. J. Wood Sci. 2020, 66, 79. [Google Scholar] [CrossRef]
- Ulker, O.; Imirzi, O.; Burdurlu, E. The Effect of Densification Temperature on Some Physical and Mechanical Properties of Scots Pine (Pinus sylvestris L.). Bioresources 2012, 7, 5581–5592. [Google Scholar] [CrossRef]
- Madhoushi, M.; Gray, M.; Tabarsa, T. Influence of Wood Densification on Withdrawal Strength of Fasteners in Eastern Cottonwood (Populus deltoides). In Proceedings of the 11th World Conference on Timber Engineering 2010, WCTE 2010, Trentino, Italy, 20–24 June 2010; Volume 1. [Google Scholar]
- Akkurt, T.; Kallakas, H.; Rohumaa, A.; Hunt, C.G.; Kers, J. Impact of Aspen and Black Alder Substitution in Birch Plywood. Forests 2022, 13, 142. [Google Scholar] [CrossRef]
- Kallakas, H.; Rohumaa, A.; Vahermets, H.; Kers, J. Effect of Different Hardwood Species and Lay-Up Schemes on the Mechanical Properties of Plywood. Forests 2020, 11, 649. [Google Scholar] [CrossRef]
- Salmén, L. Temperature and Water Induced Softening Behaviour of Wood Fiber Based Materials; Department of Paper Technology, Royal Institute of Technology: Stockholm, Sweden, 1982. [Google Scholar]
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 2002.
- EN 1534; Wood Flooring and Parquet—Determination of Resistance to Indentation—Test Method. European Committee for Standardization: Brussels, Belgium, 2020.
- EN 13446; Wood-Based Panels—Determination of Withdrawal Capacity of Fasteners. European Committee for Standardization: Brussels, Belgium, 2002.
- Bekhta, P.; Pipíška, T.; Gryc, V.; Sedliačik, J.; Král, P.; Ráheľ, J.; Vaněrek, J. Properties of Plywood Panels Composed of Thermally Densified and Non-Densified Alder and Birch Veneers. Forests 2023, 14, 96. [Google Scholar] [CrossRef]
- Inoue, M.; Norimoto, M.; Tanahashi, M.; Rowell, R.M. Steam or Heat Fixation of Compressed Wood. Wood Fiber Sci. 1993, 25, 224–235. [Google Scholar]
- Kamke, F.A. Densified Radiata Pine for Structural Composites. Maderas Cienc. Tecnol. 2006, 8, 83–92. [Google Scholar] [CrossRef]
- Navi, P.; Heger, F. Combined Densification and Thermo-Hydro-Mechanical Processing of Wood. MRS Bull 2004, 29, 332–336. [Google Scholar] [CrossRef]
- Fang, C.H.; Mariotti, N.; Cloutier, A.; Koubaa, A.; Blanchet, P. Densification of Wood Veneers by Compression Combined with Heat and Steam. Eur. J. Wood Wood Prod. 2012, 70, 155–163. [Google Scholar] [CrossRef]
- Niemz, P.; Stübi, T. Investigations of Hardness Measurements on Wood Based Materials Using a New Universal Measurement System. In Proceedings of the Symposium on Wood Machining, Properties of Wood and Wood Composites Related to Wood Machining, Vienna, Austria, 5–7 July 2000. [Google Scholar]
- Kontinen, P.; Nyman, C. Hardness of Wood-Based Panel Products and Their Coatings and Overlays. Paper Timber 1977, 9, 531–545. [Google Scholar]
- Rautkari, L.; Properzi, M.; Pichelin, F.; Hughes, M. Surface Modification of Wood Using Friction. Wood Sci. Technol. 2009, 43, 291–299. [Google Scholar] [CrossRef]
- Scharf, A.; Neyses, B.; Sandberg, D. Hardness of Surface-Densified Wood. Part 1: Material or Product Property? Holzforschung 2022, 76, 503–514. [Google Scholar] [CrossRef]
- Scharf, A.; Neyses, B.; Sandberg, D. Hardness of Surface-Densified Wood. Part 2: Prediction of the Density Profile by Hardness Measurements. Holzforschung 2022, 76, 515–524. [Google Scholar] [CrossRef]
- Rautkari, L.; Kamke, F.A.; Hughes, M. Density Profile Relation to Hardness of Viscoelastic Thermal Compressed (VTC) Wood Composite. Wood Sci. Technol. 2011, 45, 693–705. [Google Scholar] [CrossRef]
- Abukari, M.H. The Performance of Structural Screws in Canadian Glulam; McGill University: Montreal, QC, Canada, 2012. [Google Scholar]
- Gutknecht, M.P.; Macdougall, C. Withdrawal Resistance of Structural Self-Tapping Screws Parallel-to-Grain in Common Canadian Timber Species. Can. J. Civ. Eng. 2019, 46, 952–962. [Google Scholar] [CrossRef]
- Maleki, S.; Kazemi Najafi, S.; Ebrahimi, G.; Ghofrani, M. Withdrawal Resistance of Screws in Structural Composite Lumber Made of Poplar (Populus deltoides). Constr. Build. Mater. 2017, 142, 499–505. [Google Scholar] [CrossRef]
- Ribeiro, M.L.; Del Menezzi, C.; Siqueira, M.L.; de Melo, R.R. Effect of Wood Density and Screw Length on the Withdrawal Resistance of Tropical Wood. Nativa 2018, 6, 402–406. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).